Intelligent Fault Diagnosis of Delta 3D Printers Using Attitude Sensors Based on Support Vector Machines


Abstract
:1. Introduction
2. Methodology
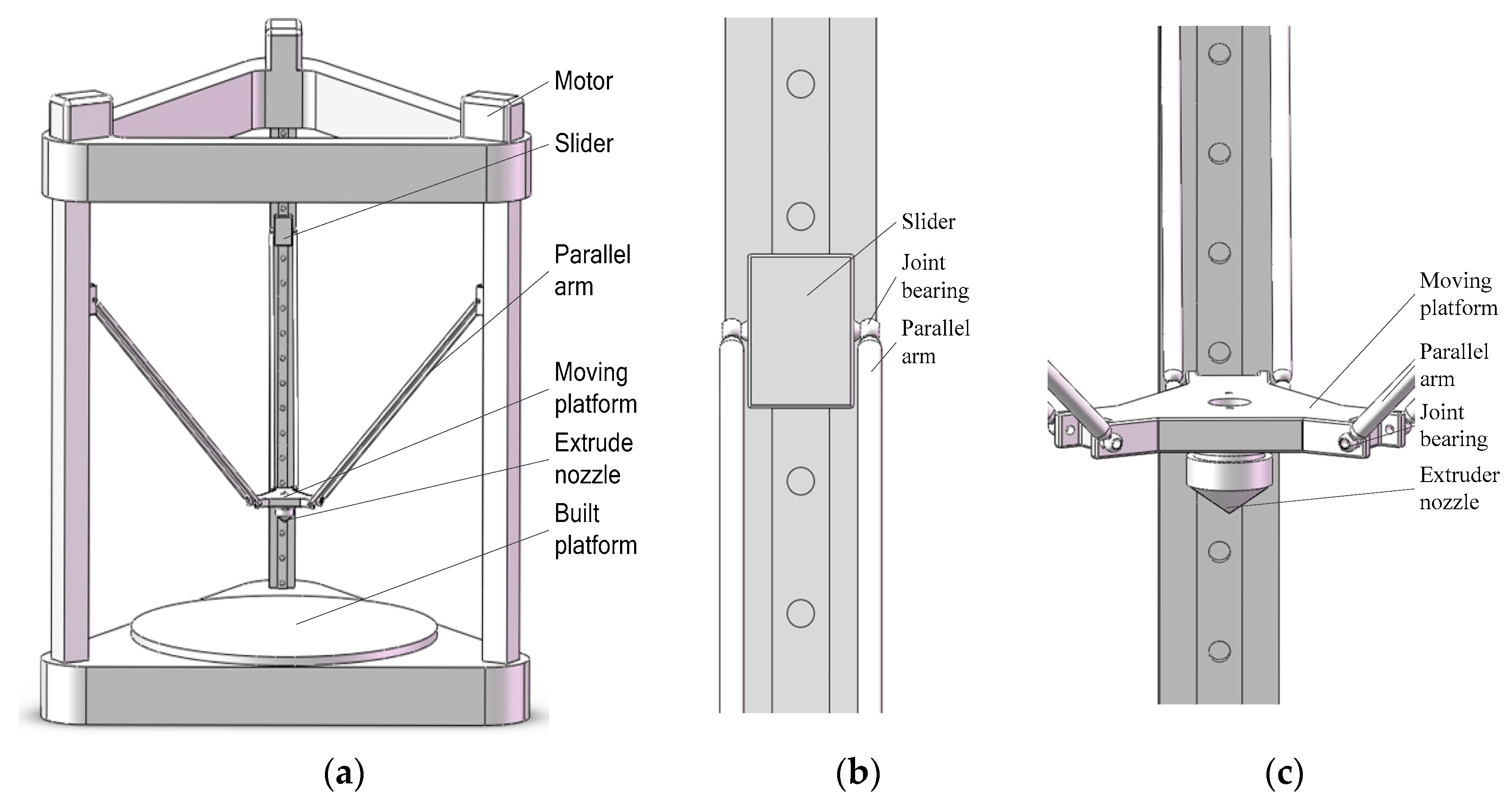
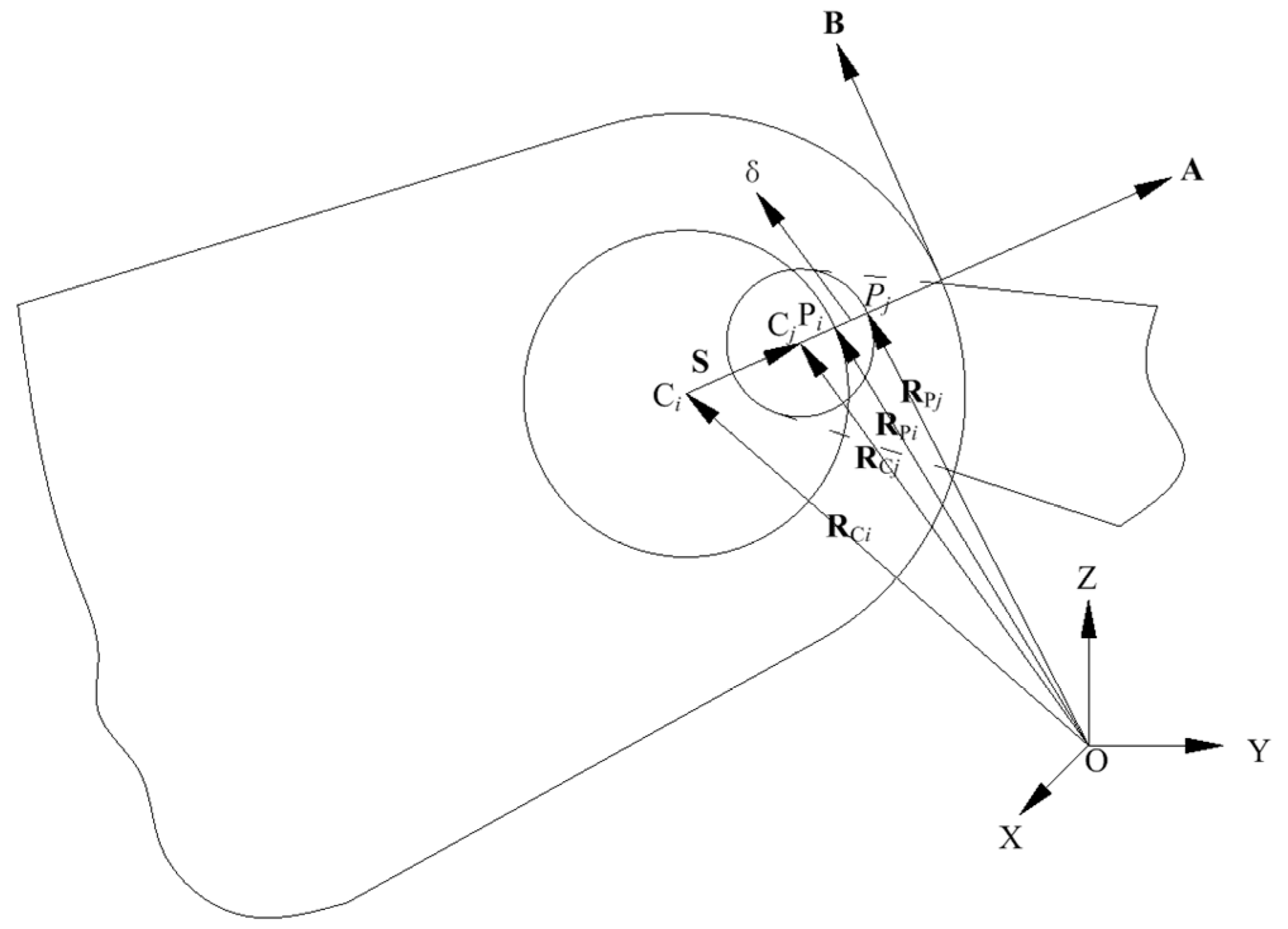
2.1. Transmission Mechanism Analysis of the Delta 3D Printer
2.2. Data Collection in the Attitude Monitoring
2.3. SVM Modelling in the Attitude Monitoring
2.4. Overview of the Present Attitude Monitoring with SVM
- Step 1.
- Collect data from the attitude sensor installed on the moving platform of the delta 3D printer in different faulty types;
- Step 2.
- All channels data are employed to generate training and testing samples with given labels;
- Step 3.
- Train LS-SVM model;
- Step 4.
- Test trained LS-SVM model;
- Step 5.
- Output the labels (health condition of the delta 3D printer) predicted by the trained LS-SVM model;
- Step 6.
- Compare predicted labels with testing labels; and
- Step 7.
- Output the fault diagnosis accuracy. End.
3. Experiments
4. Results and Discussion
4.1. Fault Diagnosis Results Using the Proposed Method
4.2. Comparison with Peer Methods
4.2.1. LS-SVM Modelling with Only One Channel
4.2.2. BPNN Modelling with Data from One of the Twelve Channels
4.2.3. BPNN Modelling with All the Twelve Channels Data
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.B.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- MacDonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353, aaf2093. [Google Scholar] [CrossRef] [PubMed]
- Di Angelo, L.; Di Stefano, P.; Marzola, A. Surface quality prediction in FDM additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 93, 3655–3662. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Bodi, I.; Kacani, J.; Lavecchia, F. Analysis of Dimensional Performance for a 3D Open-source Printer Based on Fused Deposition Modeling Technique. In 3rd CIRP Global Web Conference on Production Engineering Research—Advancement Beyond State of the Art (CIRPe); University Naples Federico II: Naples, Italy, 2014. [Google Scholar]
- Kun, K. Reconstruction and Development of a 3D Printer Using FDM Technology. In Proceedings of the International Conference on Manufacturing Engineering and Materials (ICMEM), Novy Smokovec, Slovakia, 6–10 June 2016. [Google Scholar]
- Alvarez-Cedillo, J.A.; Sandoval-Gutierrez, J.; Herrera-Lozada, J.C.; Medel-Juarez, J.D.J.; Olguin-Carbajal, M. Design, manufacturing and performance of a low cost delta robot. Dyna 2016, 91, 346–352. [Google Scholar]
- Zsombor-Murray, P.; Gfrerrer, A. Mapping similarity between parallel and serial architecture kinematics. Meccanica 2011, 46, 183–194. [Google Scholar] [CrossRef]
- Wang, L.P.; Xu, H.Y.; Guan, L.W. Kinematics and inverse dynamics analysis for a novel 3-PUU parallel mechanism. Robotica 2017, 35, 2018–2035. [Google Scholar]
- Wang, G.X.; Liu, H.Z.; Deng, P.S.; Yin, K.M.; Zhang, G.G. Dynamic Analysis of 4-SPS/CU Parallel Mechanism Considering Three-Dimensional Wear of Spherical Joint With Clearance. J. Tribol. 2017, 139, 021608. [Google Scholar] [CrossRef]
- Sharifzadeh, M.; Tale Masouleh, M.; Kalhor, A.; Shahverdi, P. An experimental dynamic identification & control of an overconstrained 3-DOF parallel mechanism in presence of variable friction and feedback delay. Robot. Auton. Syst. 2018, 102, 27–43. [Google Scholar]
- Russo, M.; Herrero, S.; Altuzarra, O.; Ceccarelli, M. Kinematic analysis and multi-objective optimization of a 3-UPR parallel mechanism for a robotic leg. Mech. Mach. Theory 2018, 120, 192–202. [Google Scholar] [CrossRef]
- Herrero, S.; Pinto, C.; Altuzarra, O.; Diez, M. Analysis of the 2PRU-1PRS 3DOF parallel manipulator: kinematics, singularities and dynamics. Robot. Computer Integr. Manuf. 2018, 51, 63–72. [Google Scholar] [CrossRef]
- Santana, L.; Ahrens, C.H.; Netto, A.D.S.; Bonin, C. Evaluating the deposition quality of parts produced by an open-source 3D printer. Rapid Prototyp. J. 2017, 23, 796–803. [Google Scholar] [CrossRef]
- Song, X.; Pan, Y.Y.; Chen, Y. Development of a Low-Cost Parallel Kinematic Machine for Multidirectional Additive Manufacturing. J. Manuf. Sci. Eng. 2015, 137, 021005. [Google Scholar] [CrossRef]
- Li, C.; Sanchez, R.V.; Zurita, G.; Cerrada, M.; Cabrera, D. Fault Diagnosis for Rotating Machinery Using Vibration Measurement Deep Statistical Feature Learning. Sensors 2016, 16, 895. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Liang, M. Time-frequency signal analysis for gearbox fault diagnosis using a generalized synchrosqueezing transform. Mech. Syst. Signal Process. 2012, 26, 205–217. [Google Scholar] [CrossRef]
- Marinaki, M.; Marinakis, Y.; Stavroulakis, G.E. Vibration control of beams with piezoelectric sensors and actuators using particle swarm optimization. Exp. Syst. Appl. 2011, 38, 6872–6883. [Google Scholar] [CrossRef]
- Ottewill, J.R.; Orkisz, M. Condition monitoring of gearboxes using synchronously averaged electric motor signals. Mech. Syst. Signal Process. 2013, 38, 482–498. [Google Scholar] [CrossRef]
- Li, C.; Liang, M. Extraction of oil debris signature using integral enhanced empirical mode decomposition and correlated reconstruction. Measurement Sci. Technol. 2011, 22, 085701. [Google Scholar] [CrossRef]
- Lu, Y.S.; Wang, F.L.; Jia, M.X.; Qi, Y.C. Centrifugal compressor fault diagnosis based on qualitative simulation and thermal parameters. Mech. Syst. Signal Process. 2016, 81, 259–273. [Google Scholar] [CrossRef]
- Gao, L.X.; Zai, F.L.; Su, S.B.; Wang, H.Q.; Chen, P.; Liu, L.M. Study and Application of Acoustic Emission Testing in Fault Diagnosis of Low-Speed Heavy-Duty Gears. Sensors 2011, 11, 599–611. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Liang, M.; Wang, T.Y. Criterion fusion for spectral segmentation and its application to optimal demodulation of bearing vibration signals. Mech. Syst. Signal Process. 2015, 64–65, 132–148. [Google Scholar] [CrossRef]
- Chibani, A.; Chadli, M.; Shi, P.; Braiek, N.B. Fuzzy Fault Detection Filter Design for T-S Fuzzy Systems in Finite Frequency Domain. IEEE Trans. Fuzzy Syst. 2017, 25, 1051–1061. [Google Scholar] [CrossRef]
- Jing, L.Y.; Wang, T.Y.; Zhao, M.; Wang, P. An Adaptive Multi-Sensor Data Fusion Method Based on Deep Convolutional Neural Networks for Fault Diagnosis of Planetary Gearbox. Sensors 2017, 17, 414. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, H.; Tahir, M. Accurate Attitude Estimation of a Moving Land Vehicle Using Low-Cost MEMS IMU Sensors. IEEE Trans. Intell. Transp. Syst. 2017, 18, 1723–1739. [Google Scholar] [CrossRef]
- Zhu, R.; Sun, D.; Zhou, Z.Y.; Wang, D.Q. A linear fusion algorithm for attitude determination using low cost MEMS-based sensors. Measurement 2007, 40, 322–328. [Google Scholar] [CrossRef]
- De Marina, H.G.; Espinosa, F.; Santos, C. Adaptive UAV Attitude Estimation Employing Unscented Kalman Filter, FOAM and Low-Cost MEMS Sensors. Sensors 2012, 12, 9566–9585. [Google Scholar] [CrossRef] [PubMed]
- Shi, C.Q.; Zhang, L.Y.; Wei, H.; Liu, S.L. Attitude-sensor-aided in-process registration of multi-view surface measurement. Measurement 2011, 44, 663–673. [Google Scholar] [CrossRef]
- Lu, C.; Wang, Z.Y.; Zhou, B. Intelligent fault diagnosis of rolling bearing using hierarchical convolutional network based health state classification. Adv. Eng. Inform. 2017, 32, 139–151. [Google Scholar] [CrossRef]
- Bououden, S.; Chadli, M.; Karimi, H.R. An ant colony optimization-based fuzzy predictive control approach for nonlinear processes. Inf. Sci. 2015, 299, 143–158. [Google Scholar] [CrossRef]
- Santos, P.; Villa, L.F.; Renones, A.; Bustillo, A.; Maudes, J. An SVM-Based Solution for Fault Detection in Wind Turbines. Sensors 2015, 15, 5627–5648. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Sanchez, R.V.; Zurita, G.; Cerrada, V.; Cabrera, D.; Vasquez, R.E. Multimodal deep support vector classification with homologous features and its application to gearbox fault diagnosis. Neurocomputing 2015, 168, 119–127. [Google Scholar] [CrossRef]
- Qin, F.W.; Bai, J.; Yuan, W.Q. Research on intelligent fault diagnosis of mechanical equipment based on sparse deep neural networks. J. Vibroeng. 2017, 19, 2439–2455. [Google Scholar] [CrossRef]
- Elangovan, K.; Tamilselvam, Y.K.; Mohan, R.E.; Iwase, M.; Nemoto, T.; Wood, K. Fault Diagnosis of a Reconfigurable Crawling–Rolling Robot Based on Support Vector Machines. Appl. Sci. 2017, 7, 1025. [Google Scholar] [CrossRef]
- Kumar, L.; Sripada, S.K.; Sureka, A.; Rath, S.K. Effective fault prediction model developed using Least Square Support Vector Machine (LSSVM). J. Syst. Softw. 2018, 137, 686–712. [Google Scholar] [CrossRef]
- Su, Z.Q.; Tang, B.P.; Liu, Z.R.; Qin, Y. Multi-fault diagnosis for rotating machinery based on orthogonal supervised linear local tangent space alignment and least square support vector machine. Neurocomputing 2015, 157, 208–222. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Ye, W.; Fang, Y.F.; Guo, S. Design and analysis of a reconfigurable parallel mechanism for multidirectional additive manufacturing. Mech. Mach. Theory 2017, 112, 307–326. [Google Scholar] [CrossRef]
- Wang, G.; Liu, H. Three-dimensional wear prediction of four-degrees-of-freedom parallel mechanism with clearance spherical joint and flexible moving platform. J. Tribol. 2018, 140, 031611. [Google Scholar] [CrossRef]
- Xu, B.; Wang, X.; Ji, X.; Tong, R.; Xue, Y. Dynamic and motion consistency analysis for a planar parallel mechanism with revolute dry clearance joints. J. Mech. Sci. Technol. 2017, 31, 3199–3209. [Google Scholar] [CrossRef]
- Nirmal, K.; Sreejith, A.G.; Mathew, J.; Sarpotdar, M.; Suresh, A.; Prakash, A.; Safonova, M.; Murthy, J. Noise modeling and analysis of an IMU-based attitude sensor: Improvement of performance by filtering and sensor fusion. In Proceedings of the Conference on Advances in Optical and Mechanical Technol. Telescopes and Instrumentation II, Edinburgh, UK, 26 June–1 July 2016. [Google Scholar]
- Renaudin, V.; Combettes, C. Magnetic, Acceleration Fields and Gyroscope Quaternion (MAGYQ)-Based Attitude Estimation with Smartphone Sensors for Indoor Pedestrian Navigation. Sensors 2014, 14, 22864–22890. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.H.; Shen, Y.; Zhang, X.L. Attitude sensor fault diagnosis based on Kalman filter of discrete-time descriptor system. J. Syst. Eng. Electron. 2012, 23, 914–920. [Google Scholar] [CrossRef]
- Liu, Y.f.; Noguchi, N.; Ishii, K. Attitude Angle Estimation for Agricultural Robot Navigation Based on Sensor Fusion with a low-cost IMU. IFAC Proc. Vol. 2013, 46, 130–134. [Google Scholar] [CrossRef]
- Ramon, H.; Li, H.L.; Demeester, P.; Bauwelinck, J.; Torfs, G. Efficient parallelization of polyphase arbitrary resampling FIR filters for high-speed applications. J. Signal Process. Syst. 2018, 90, 295–303. [Google Scholar] [CrossRef]
- Widodo, A.; Yang, B.S. Support vector machine in machine condition monitoring and fault diagnosis. Mech. Syst. Signal Process. 2007, 21, 2560–2574. [Google Scholar] [CrossRef]
- Suykens, J.A.K.; Vandewalle, J. Least squares support vector machine classifiers. Neural Process. Lett. 1999, 9, 293–300. [Google Scholar] [CrossRef]
- Chen, S.G.; Wu, X.J. Multiple birth least squares support vector machine for multi-class classification. Int. J. Mach. Learn. Cybern. 2017, 8, 1731–1742. [Google Scholar] [CrossRef]
- Zhong, J.J.; Tse, P.W.; Wang, D. Novel Bayesian inference on optimal parameters of support vector machines and its application to industrial survey data classification. Neurocomputing 2016, 211, 159–171. [Google Scholar] [CrossRef]
- Shen, C.Q.; Wang, D.; Kong, F.R.; Tse, P.W. Fault diagnosis of rotating machinery based on the statistical parameters of wavelet packet paving and a generic support vector regressive classifier. Measurement 2013, 46, 1551–1564. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pattern No. | Description of the Delta 3D Printer |
|---|---|
| 1 | Normal |
| 2 | Faulty joint bearing A |
| 3 | Faulty joint bearing B |
| 4 | Faulty joint bearing C |
| 5 | Faulty joint bearing D |
| 6 | Faulty joint bearing E |
| 7 | Faulty joint bearing F |
| 8 | Faulty joint bearing G |
| 9 | Faulty joint bearing H |
| 10 | Faulty joint bearing I |
| 11 | Faulty joint bearing J |
| 12 | Faulty joint bearing K |
| 13 | Faulty joint bearing L |
| Channel | Repeat Order | Mean (%) | Variance | |||||
|---|---|---|---|---|---|---|---|---|
| 1(%) | 2(%) | 3(%) | 4(%) | 5(%) | 6(%) | |||
| All channels | 94.79 | 95.56 | 93.50 | 94.96 | 94.44 | 93.42 | 94.44 | 0.00007101 |
| Channel | Repeat Order | Mean (%) | Variance | |||||
|---|---|---|---|---|---|---|---|---|
| 1(%) | 2(%) | 3(%) | 4(%) | 5(%) | 6(%) | |||
| 1 | 35.64 | 35.56 | 36.75 | 33.08 | 36.50 | 35.98 | 35.59 | 0.00017258 |
| 2 | 31.71 | 30.94 | 33.68 | 31.37 | 34.10 | 30.51 | 32.05 | 0.00022082 |
| 3 | 67.86 | 67.35 | 70.43 | 68.21 | 68.21 | 67.95 | 68.34 | 0.00011529 |
| 4 | 45.04 | 44.36 | 41.97 | 42.91 | 43.08 | 41.97 | 43.22 | 0.00015705 |
| 5 | 37.52 | 39.83 | 37.52 | 39.91 | 36.75 | 40.60 | 38.69 | 0.00025875 |
| 6 | 33.16 | 31.03 | 31.54 | 32.91 | 32.99 | 32.74 | 32.40 | 0.00007836 |
| 7 | 6.24 | 6.50 | 6.15 | 7.01 | 5.64 | 5.90 | 6.24 | 0.00002288 |
| 8 | 6.58 | 5.81 | 6.15 | 6.50 | 6.84 | 8.80 | 6.78 | 0.00011080 |
| 9 | 8.55 | 6.32 | 6.84 | 6.75 | 6.84 | 6.24 | 6.92 | 0.00007042 |
| 10 | 71.37 | 72.14 | 72.05 | 71.45 | 69.57 | 73.68 | 71.71 | 0.00017888 |
| 11 | 71.20 | 72.05 | 71.11 | 70.68 | 71.37 | 71.97 | 71.40 | 0.00002781 |
| 12 | 71.71 | 69.66 | 72.22 | 72.48 | 73.16 | 68.89 | 71.35 | 0.00028694 |
| Channel | Repeat Order | Mean (%) | Variance | |||||
|---|---|---|---|---|---|---|---|---|
| 1(%) | 2(%) | 3(%) | 4(%) | 5(%) | 6(%) | |||
| 1 | 25.21 | 20.68 | 17.86 | 9.57 | 27.95 | 23.42 | 20.78 | 0.00424408 |
| 2 | 26.58 | 22.99 | 23.59 | 22.82 | 23.25 | 20.43 | 23.28 | 0.00038810 |
| 3 | 54.96 | 56.84 | 55.04 | 50.51 | 48.72 | 56.50 | 53.76 | 0.00112073 |
| 4 | 15.04 | 18.89 | 14.27 | 15.98 | 17.26 | 18.97 | 16.74 | 0.00038868 |
| 5 | 17.26 | 15.64 | 15.90 | 15.21 | 15.38 | 14.79 | 15.70 | 0.00007295 |
| 6 | 13.42 | 15.81 | 13.33 | 15.81 | 16.32 | 14.36 | 14.84 | 0.00017198 |
| 7 | 25.56 | 25.30 | 15.98 | 25.73 | 28.63 | 23.33 | 24.09 | 0.00186552 |
| 8 | 33.76 | 31.37 | 37.26 | 33.93 | 31.71 | 30.43 | 33.08 | 0.00060961 |
| 9 | 10.77 | 12.31 | 11.45 | 11.26 | 8.29 | 12.39 | 11.08 | 0.00022557 |
| 10 | 57.69 | 49.23 | 57.26 | 50.68 | 59.83 | 60.68 | 55.90 | 0.00230168 |
| 11 | 54.62 | 58.12 | 57.35 | 54.02 | 58.21 | 57.95 | 56.71 | 0.00035579 |
| 12 | 36.41 | 37.18 | 34.62 | 37.69 | 30.60 | 32.99 | 34.92 | 0.00074956 |
| Channel | Repeat Order | Mean (%) | Variance | |||||
|---|---|---|---|---|---|---|---|---|
| 1(%) | 2(%) | 3(%) | 4(%) | 5(%) | 6(%) | |||
| All channels | 49.40 | 50.85 | 12.48 | 43.85 | 45.85 | 9.49 | 35.34 | 0.03629351 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, K.; Yang, Z.; Bai, Y.; Long, J.; Li, C. Intelligent Fault Diagnosis of Delta 3D Printers Using Attitude Sensors Based on Support Vector Machines. Sensors 2018, 18, 1298. https://doi.org/10.3390/s18041298
He K, Yang Z, Bai Y, Long J, Li C. Intelligent Fault Diagnosis of Delta 3D Printers Using Attitude Sensors Based on Support Vector Machines. Sensors. 2018; 18(4):1298. https://doi.org/10.3390/s18041298
Chicago/Turabian StyleHe, Kun, Zhijun Yang, Yun Bai, Jianyu Long, and Chuan Li. 2018. "Intelligent Fault Diagnosis of Delta 3D Printers Using Attitude Sensors Based on Support Vector Machines" Sensors 18, no. 4: 1298. https://doi.org/10.3390/s18041298
APA StyleHe, K., Yang, Z., Bai, Y., Long, J., & Li, C. (2018). Intelligent Fault Diagnosis of Delta 3D Printers Using Attitude Sensors Based on Support Vector Machines. Sensors, 18(4), 1298. https://doi.org/10.3390/s18041298