Developing an Acoustic Sensing Yarn for Health Surveillance in a Military Setting



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
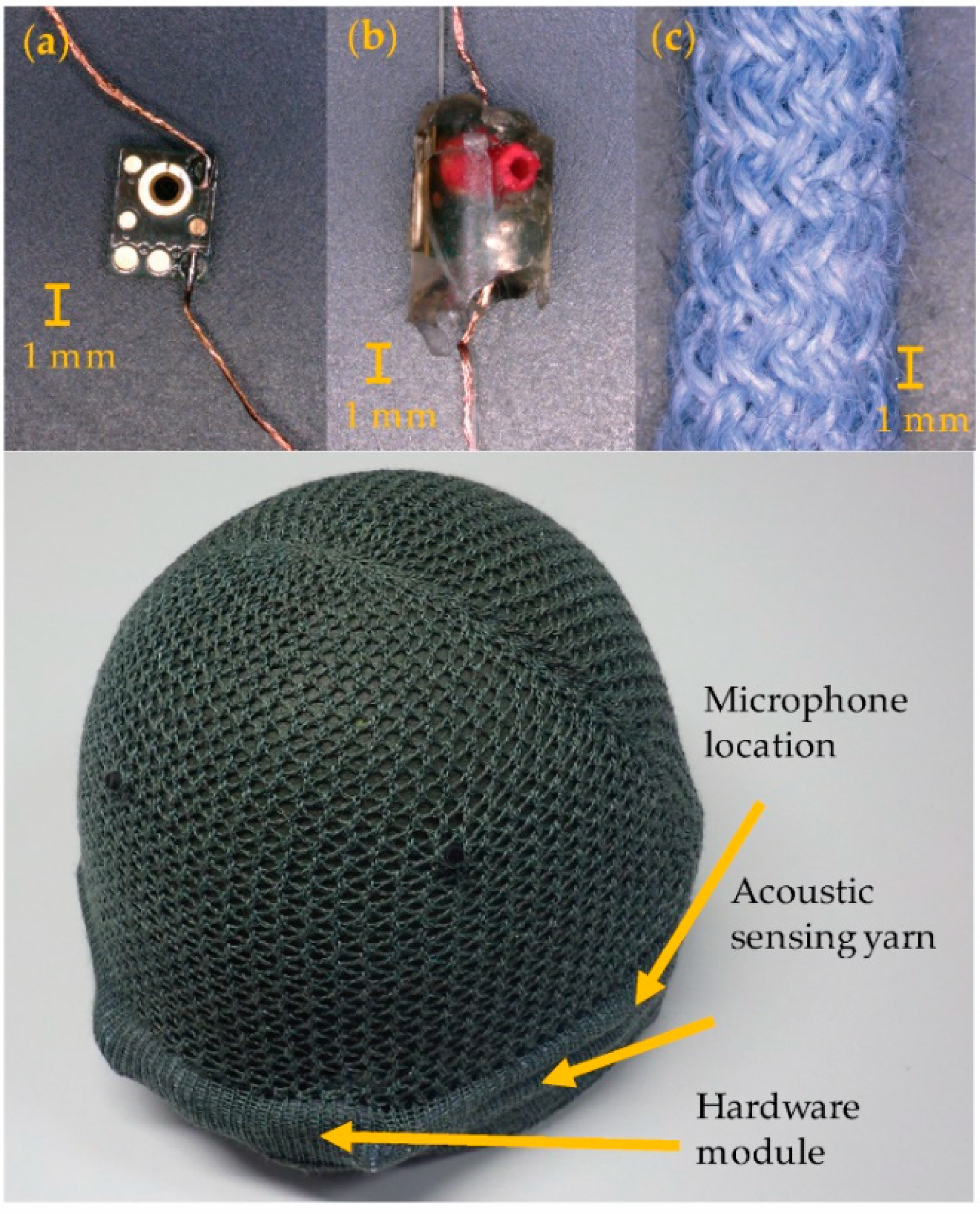
2.1. Acoustic Sensing Yarn Fabrication and Design Considerations
2.2. Prototype Acoustic Sensing Helmet Cover
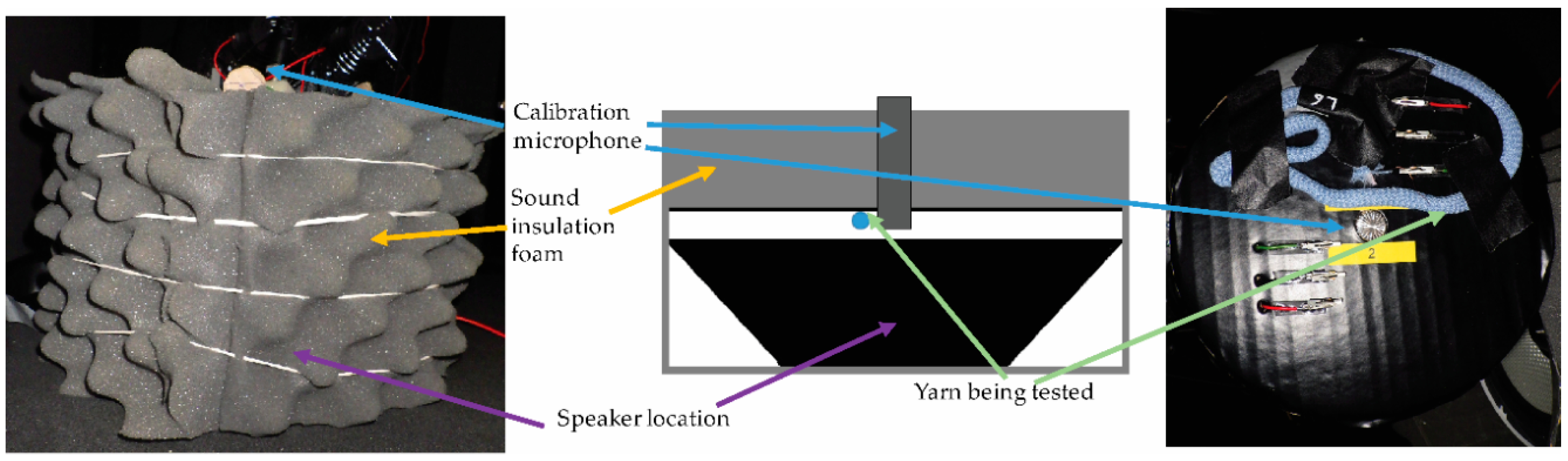
2.3. Testing Procedure
3. Results and Discussion
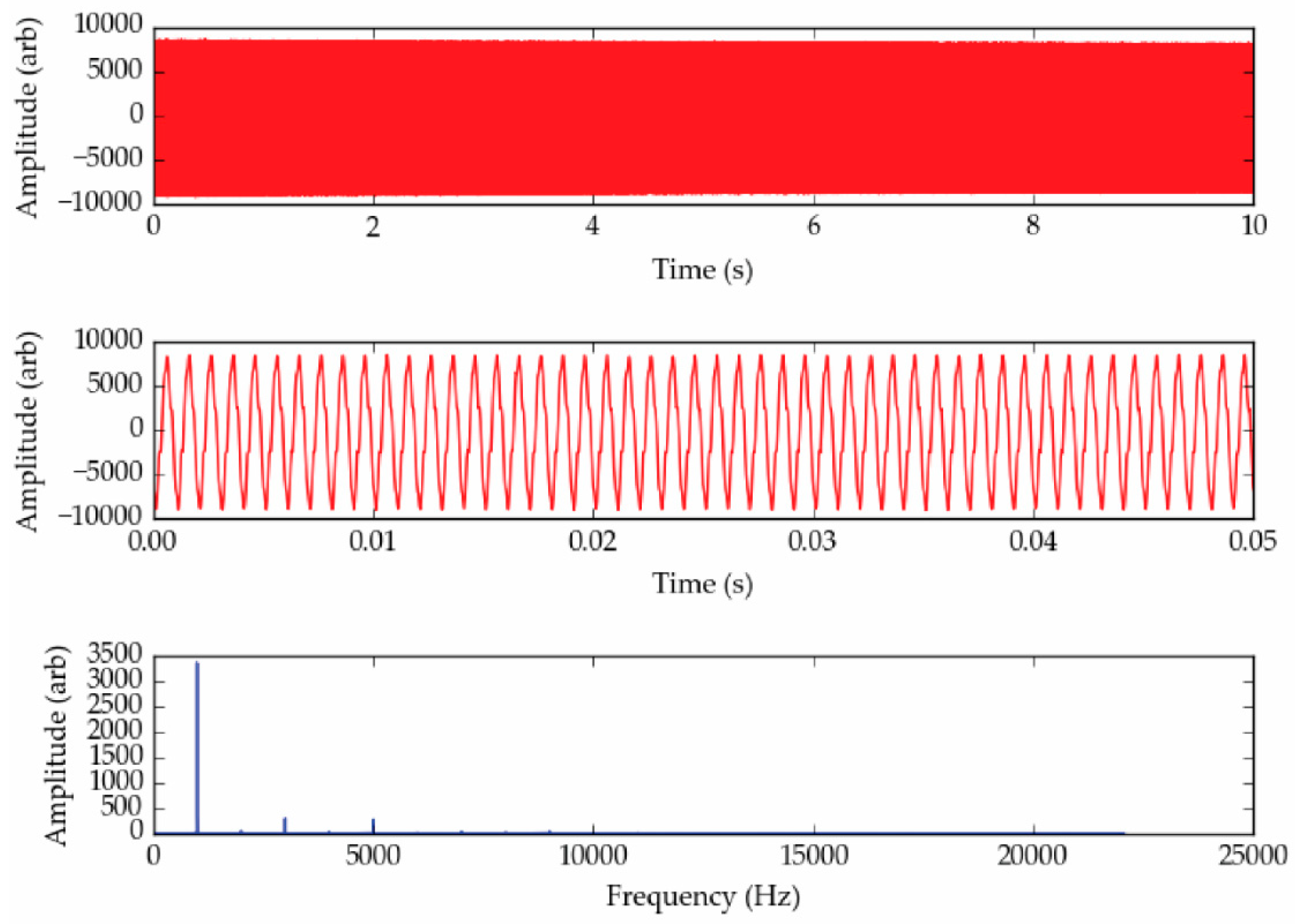
3.1. Acoustic Sensing Yarn Validation
3.2. Acoustic Sensing Helmet Cover Validation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shaikh, G.H. Occupational noise exposure limits for developing countries. Appl. Acoust. 1999, 57, 89–92. [Google Scholar] [CrossRef]
- The Control of Noise at Work Regulations 2005. Available online: http://www.legislation.gov.uk/uksi/2005/1643/contents/made (accessed on 28 February 2017).
- Occupational Noise Exposure. Available online: https://www.osha.gov/SLTC/noisehearingconservation/standards.html (accessed on 16 April 2018).
- Passchier-Vermeer, W.; Passchier, W.F. Noise exposure and public health. Environ. Health Perspect. 2000, 108, 123–131. [Google Scholar] [CrossRef] [PubMed]
- Møller, A.R. Pathophysiology of tinnitus. Otolaryngol. Clin. N. Am. 2003, 36, 249–266. [Google Scholar] [CrossRef]
- Westcott, M. Acoustic shock disorder, Tinnitus discovery. In Proceedings of the Asia and Pacific Tinnitus Symposium, Auckland, New Zealand, 11–12 September 2009. [Google Scholar]
- Rabinowitz, P.M. Noise-induced hearing loss. Am. Fam. Physician 2000, 61, 2759–2760. [Google Scholar]
- Noise-Induced Hearing Loss in Great Britain. Available online: http://www.hse.gov.uk/Statistics/causdis/deafness/index.htm (accessed on 17 April 2018).
- Noise-Induced Hearing Loss. Available online: https://www.nidcd.nih.gov/health/noise-induced-hearing-loss (accessed on 17 April 2018).
- Owen, J.P. Noise induced hearing loss in military helicopter aircrew-a review of the evidence. J. R. Army Med. Corps 1995, 141, 98–101. [Google Scholar] [CrossRef] [PubMed]
- Rovig, G.W.; Bohnker, B.K.; Page, J.C. Hearing health risk in a population of aircraft carrier flight deck personnel. Mil. Med. 2004, 169, 429–432. [Google Scholar] [CrossRef] [PubMed]
- Annual Medical Discharges in the UK Regular Armed Forces 1 April 2011–31 March 2016. Available online: https://www.gov.uk/government/statistics/uk-service-personnel-medical-discharges-financial-year-201516 (accessed on 22 September 2016).
- Tufts, J.B.; Weathersby, P.K.; Rodriguez, F.A. Modeling the Unites States government’s economic cost of noise-induced hearing loss for a military population. Scand. J. Work Environ. Health 2010, 36, 242–249. [Google Scholar] [CrossRef] [PubMed]
- Grantham, M.A. Noise-induced hearing loss and tinnitus: Challenges for the military. In Noise-Induced Hearing Loss; Springer: New York, NY, USA, 2012; pp. 27–38. [Google Scholar]
- Yankaskas, K. Prelude: Noise-induced tinnitus and hearing loss in the military. Hear. Res. 2013, 295, 3–8. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.S.; Chung, H.K. The effect of working noise exposure and military background on the hearing threshold. Korean J. Prev. Med. 2003, 36, 137–146. [Google Scholar]
- Keim, R.J. Sensorineural hearing loss associated with firearms. Arch. Otolaryngol. 1969, 90, 581–584. [Google Scholar] [CrossRef] [PubMed]
- Stoppa, M.; Chiolerio, A. Wearable electronics and smart textiles: A critical review. Sensors 2014, 14, 11957–11992. [Google Scholar] [CrossRef] [PubMed]
- Peng, Y.; Chen, J.; Song, A.Y.; Catrysse, P.B.; Hsu, P.C.; Cai, L.; Liu, B.; Zhu, Y.; Zhou, G.; Wu, D.S.; et al. Nanoporous polyethylene microfibres for large-scale radiative cooling fabric. Nat. Sustain. 2018, 1, 105. [Google Scholar] [CrossRef]
- Chen, J.; Huang, Y.; Zhang, N.; Zou, H.; Liu, R.; Tao, C.; Fan, X.; Wang, Z.L. Micro-cable structured textile for simultaneously harvesting solar and mechanical energy. Nat. Energy 2016, 1, 16138. [Google Scholar] [CrossRef]
- Coosemans, J.; Hermans, B.; Puers, R. Integrating wireless ECG monitoring in textiles. Sens. Actuators A Phys. 2006, 130, 48–53. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Z.L. Reviving Vibration Energy Harvesting and Self-Powered Sensing by a Triboelectric Nanogenerator. Joule 2017, 1, 480–521. [Google Scholar] [CrossRef]
- Zhang, N.; Tao, C.; Fan, X.; Chen, J. Progress in triboelectric nanogenerators as self-powered smart sensors. J. Mater. Res. 2017, 32, 1628–1646. [Google Scholar] [CrossRef]
- Yang, J.; Chen, J.; Su, Y.; Jing, Q.; Li, Z.; Yi, F.; Wen, X.; Wang, Z.; Wang, Z.L. Eardrum-Inspired Active Sensors for Self-Powered Cardiovascular System Characterization and Throat-Attached Anti-Interference Voice Recognition. Adv. Mater. 2015, 27, 1316–1326. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Chen, J.; Liu, Y.; Yang, W.; Su, Y.; Wang, Z.L. Triboelectrification-based organic film nanogenerator for acoustic energy harvesting and self-powered active acoustic sensing. ACS Nano 2014, 8, 2649–2657. [Google Scholar] [CrossRef] [PubMed]
- Fan, X.; Chen, J.; Yang, J.; Bai, P.; Li, Z.; Wang, Z.L. Ultrathin, rollable, paper-based triboelectric nanogenerator for acoustic energy harvesting and self-powered sound recording. ACS Nano 2015, 9, 4236–4243. [Google Scholar] [CrossRef] [PubMed]
- Hughes-Riley, T.; Dias, T.; Cork, C. A historical review of the development of electronic textiles. Fibers 2018. under review. [Google Scholar]
- Dias, T.K.; Rathnayake, A. Electronically Functional Yarns. Patent WO2016/038342 A1, 17 March 2016. [Google Scholar]
- Dias, T.; Hughes-Riley, T. Electronically Functional Yarns Transform Wearable Device Industry. Read. Res. Dev. Community 2017, 59, 19–21. [Google Scholar]
- Hughes-Riley, T.; Lugoda, P.; Dias, T.; Trabi, C.L.; Morris, R.H. A Study of thermistor performance within a textile structure. Sensors 2017, 17, 1804. [Google Scholar] [CrossRef] [PubMed]
- Dias, T.; Monaragala, R.; Needham, P.; Lay, E. Analysis of sound absorption of tuck spacer fabrics to reduce automotive noise. Meas. Sci. Technol. 2007, 18, 2657. [Google Scholar] [CrossRef]
- Tascan, M.; Vaughn, E.A. Effects of total surface area and fabric density on the acoustical behavior of needlepunched nonwoven fabrics. Text. Res. J. 2008, 78, 289–296. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, H. Sound absorption behavior of knitted spacer fabrics. Text. Res. J. 2010, 80, 1949–1957. [Google Scholar]
- BS EN 61672-1:2013. Electroacoustics. Sound Level Meters. Specifications. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030208586 (accessed on 28 March 2017).
- Alberti, P.W. Noise Induced Hearing Loss. Br. Med. J. 1992, 304, 522. [Google Scholar] [CrossRef]
- PUI Audio Piezo MEMS Microphones. Available online: http://www.puiaudio.com/news.aspx?newsId=87 (accessed on 28 February 2018).
- SciPy. Open Source Scientific Tools for Python. Available online: http://www.scipy.org/ (accessed on 4 May 2017).
- Hunter, J.D. Matplotlib: A 2D graphics environment. Comput. Sci. Eng. 2007, 9, 90–95. [Google Scholar] [CrossRef]
- PyAudio. PortAudio v19 Python Bindings. Available online: http://people.csail.mit.edu/hubert/pyaudio/ (accessed on 28 February 2018).



 ), resin encapsulation (orange;
), resin encapsulation (orange;  ), final yarn (grey;
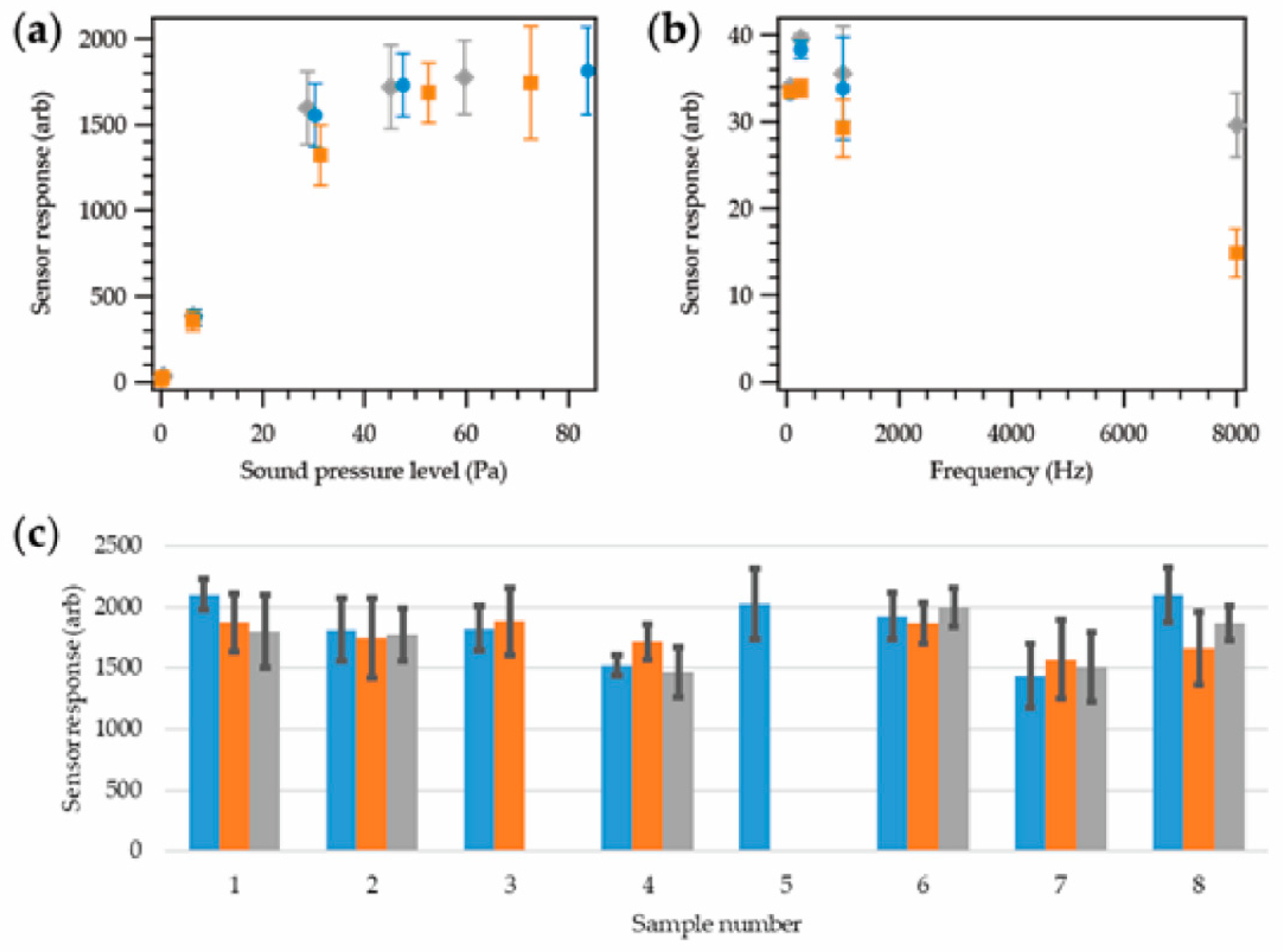
), final yarn (grey;  ). All data points were the average of five repeat measurements. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 81.2 Pa (74.8–132.2 dB), with the sensor operating correctly at all amplitudes across this range. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. Note that the soldered microphone was not able to detect signals at 8000 Hz correctly. (c) Sensor response for eight different microphones at different stages of encapsulation. The input sound had an amplitude of 69.2 ± 9.6 Pa with a 1000 Hz frequency. Note that the large variation in the sound pressure level did not matter in this case, as this level was well above the linear range of the sensor (Figure 4a). Within the experimental error, the sensor response appeared to be unaffected by the encapsulation process.
), resin encapsulation (orange; ), final yarn (grey; ). All data points were the average of five repeat measurements. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 81.2 Pa (74.8–132.2 dB), with the sensor operating correctly at all amplitudes across this range. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. Note that the soldered microphone was not able to detect signals at 8000 Hz correctly. (c) Sensor response for eight different microphones at different stages of encapsulation. The input sound had an amplitude of 69.2 ± 9.6 Pa with a 1000 Hz frequency. Note that the large variation in the sound pressure level did not matter in this case, as this level was well above the linear range of the sensor (Figure 4a). Within the experimental error, the sensor response appeared to be unaffected by the encapsulation process.
). All data points were the average of five repeat measurements. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 81.2 Pa (74.8–132.2 dB), with the sensor operating correctly at all amplitudes across this range. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. Note that the soldered microphone was not able to detect signals at 8000 Hz correctly. (c) Sensor response for eight different microphones at different stages of encapsulation. The input sound had an amplitude of 69.2 ± 9.6 Pa with a 1000 Hz frequency. Note that the large variation in the sound pressure level did not matter in this case, as this level was well above the linear range of the sensor (Figure 4a). Within the experimental error, the sensor response appeared to be unaffected by the encapsulation process.
), resin encapsulation (orange; ), final yarn (grey; ). All data points were the average of five repeat measurements. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 81.2 Pa (74.8–132.2 dB), with the sensor operating correctly at all amplitudes across this range. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. Note that the soldered microphone was not able to detect signals at 8000 Hz correctly. (c) Sensor response for eight different microphones at different stages of encapsulation. The input sound had an amplitude of 69.2 ± 9.6 Pa with a 1000 Hz frequency. Note that the large variation in the sound pressure level did not matter in this case, as this level was well above the linear range of the sensor (Figure 4a). Within the experimental error, the sensor response appeared to be unaffected by the encapsulation process.
 ), 1000 Hz (yellow;
), 1000 Hz (yellow;  ), 4000 Hz (blue;
), 4000 Hz (blue;  ), and 8000 Hz (pink;
), and 8000 Hz (pink;  ). Tests were carried out between 0.02 and 82 Pa, and gave similar responses regardless of frequency. It should be noted that higher SPLs were not possible for all frequencies explored, given the limitations of the testing apparatus. (b) Sensor response as a function of frequency at a fixed sound pressure level of 1.03 ± 0.05 Pa.
), 1000 Hz (yellow; ), 4000 Hz (blue; ), and 8000 Hz (pink; ). Tests were carried out between 0.02 and 82 Pa, and gave similar responses regardless of frequency. It should be noted that higher SPLs were not possible for all frequencies explored, given the limitations of the testing apparatus. (b) Sensor response as a function of frequency at a fixed sound pressure level of 1.03 ± 0.05 Pa.
). Tests were carried out between 0.02 and 82 Pa, and gave similar responses regardless of frequency. It should be noted that higher SPLs were not possible for all frequencies explored, given the limitations of the testing apparatus. (b) Sensor response as a function of frequency at a fixed sound pressure level of 1.03 ± 0.05 Pa.
), 1000 Hz (yellow; ), 4000 Hz (blue; ), and 8000 Hz (pink; ). Tests were carried out between 0.02 and 82 Pa, and gave similar responses regardless of frequency. It should be noted that higher SPLs were not possible for all frequencies explored, given the limitations of the testing apparatus. (b) Sensor response as a function of frequency at a fixed sound pressure level of 1.03 ± 0.05 Pa.
 ) and after (red and purple;
) and after (red and purple;  ,
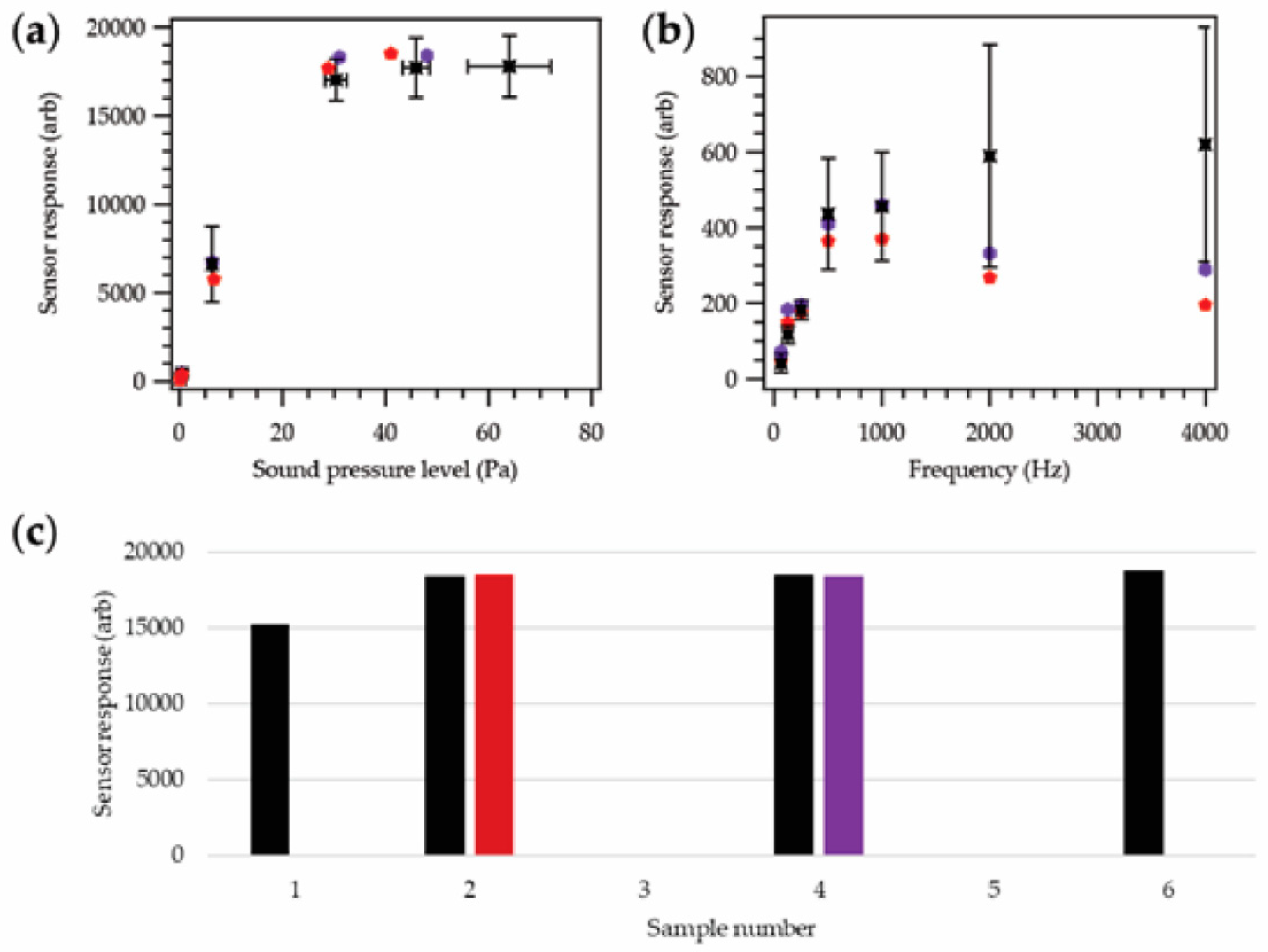
,  ) the yarns were inserted within the helmet cover. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 8.1 Pa (73.8–112.1 dB), with the sensor operating correctly at all amplitudes across this range. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. An 8000 Hz signal was also tested; the variation in results at this frequency was very high, and it has been negated from the graph for clarity. Variation in the result when the hardware module was used was also seen to be significant at high frequencies (2000 Hz and 4000 Hz). (c) Sensor response for the four acoustic sensing yarns at a fixed input sound of 45.5 ± 3.1 Pa with a 1000 Hz frequency. The sample numbers are consistent with Figure 3.
) and after (red and purple; , ) the yarns were inserted within the helmet cover. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 8.1 Pa (73.8–112.1 dB), with the sensor operating correctly at all amplitudes across this range. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. An 8000 Hz signal was also tested; the variation in results at this frequency was very high, and it has been negated from the graph for clarity. Variation in the result when the hardware module was used was also seen to be significant at high frequencies (2000 Hz and 4000 Hz). (c) Sensor response for the four acoustic sensing yarns at a fixed input sound of 45.5 ± 3.1 Pa with a 1000 Hz frequency. The sample numbers are consistent with Figure 3.
) the yarns were inserted within the helmet cover. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 8.1 Pa (73.8–112.1 dB), with the sensor operating correctly at all amplitudes across this range. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. An 8000 Hz signal was also tested; the variation in results at this frequency was very high, and it has been negated from the graph for clarity. Variation in the result when the hardware module was used was also seen to be significant at high frequencies (2000 Hz and 4000 Hz). (c) Sensor response for the four acoustic sensing yarns at a fixed input sound of 45.5 ± 3.1 Pa with a 1000 Hz frequency. The sample numbers are consistent with Figure 3.
) and after (red and purple; , ) the yarns were inserted within the helmet cover. (a) Sensor response as a function of sound pressure level at a fixed frequency of 1000 Hz. Tests were carried out between 0.1 and 8.1 Pa (73.8–112.1 dB), with the sensor operating correctly at all amplitudes across this range. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. (b) Sensor response as a function of frequency at a fixed sound pressure level of 0.43 ± 0.02 Pa. For the acoustic sensing yarn outside of the cover (black), averaged data using four samples is shown. An 8000 Hz signal was also tested; the variation in results at this frequency was very high, and it has been negated from the graph for clarity. Variation in the result when the hardware module was used was also seen to be significant at high frequencies (2000 Hz and 4000 Hz). (c) Sensor response for the four acoustic sensing yarns at a fixed input sound of 45.5 ± 3.1 Pa with a 1000 Hz frequency. The sample numbers are consistent with Figure 3.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hughes-Riley, T.; Dias, T. Developing an Acoustic Sensing Yarn for Health Surveillance in a Military Setting. Sensors 2018, 18, 1590. https://doi.org/10.3390/s18051590
Hughes-Riley T, Dias T. Developing an Acoustic Sensing Yarn for Health Surveillance in a Military Setting. Sensors. 2018; 18(5):1590. https://doi.org/10.3390/s18051590
Chicago/Turabian StyleHughes-Riley, Theodore, and Tilak Dias. 2018. "Developing an Acoustic Sensing Yarn for Health Surveillance in a Military Setting" Sensors 18, no. 5: 1590. https://doi.org/10.3390/s18051590
APA StyleHughes-Riley, T., & Dias, T. (2018). Developing an Acoustic Sensing Yarn for Health Surveillance in a Military Setting. Sensors, 18(5), 1590. https://doi.org/10.3390/s18051590