2.1. Acoustic Field Distribution of Ultrasonic Array
The synthetic beam energy of ultrasonic array is an important factor affecting the testing result because of the high scattering and attenuation material properties of AM titanium alloy. Therefore, the three-dimensional acoustic field model is established to study the synthetic beam energy distribution of commonly used array transducers. Ultrasonic waves are a kind of mechanical wave, which are the propagation of pressure, displacement, and energy, and can be analyzed by elastic wave dynamics. The elastic wave displacement field in an isotropic medium can be expressed as [
15]:
where
is the acoustic pressure at a focusing point in the medium at a certain time,
x and
t represent the spacial location and the time, respectively, and
f is the force. By the Fourier transformation and solution, the following formula is received:
Formula (2) is the reciprocal theorem of the wave equation, where S is the surface area of the transducer. The relation between any two points’ physical states in the current medium can thus be established, and the transducer’s excited acoustic field can be calculated using the reciprocal theorem in the application of ultrasonic testing.
Firstly, suppose two solutions for the wave Equation (1):
where
is the impact response function for point
y,
is the acoustic solution when the impact function acts as the force, also known as the Green’s function. Combined with Formula (2), the result is shown as follows:
It can be further simplified into Formula (5) by the replacement and simplification of
x and
y.
As shown in this formula, the acoustic pressure information of any location in the specimen can be gained by taking in the excited acoustic pressure on the transducer’s surface. In order to calculate the distribution of ultrasonic field in the 3D space, solutions to the Green’s functions
and
need to be worked out:
where
r represents the distance between point
and fixed point
in the 3D space. By the simplification of Newton’s Second Law and the Fourier transformation, Formula (7) is shown below:
Suppose
and
is the velocity potential, Formula (8) is obtained:
Take solution Formulas (6) to (8) to Formula (5) and conduct the inverse Fourier transformation, the result is as follows:
where
is the stimulus of the array element and
is the array element’s area. The radiation acoustic field of a certain array element can be obtained by taking
and
to Formula (9). For the calculation of the focus acoustic field of the transducer containing
N array elements at any point in the radiated space, Formula (10) can be used to superpose the acoustic pressures of every array elements to obtain the total acoustic pressure of the synthetic acoustic beam.
Figure 1 shows the 3D acoustic field distributions in the 50 mm focused deep monolayer medium of the 5 MHZ 32-element linear array, 64-element matrix array, and 16-element annular array, respectively. It has been found out that the ultrasonic linear array transducer has stronger beam focusing energy along the direction of the elements arrangement, but the energy distribution of the synthetic beam in space is asymmetrical due to the failure of energy focusing along the elements length. Although the matrix ultrasonic transducer can achieve focusing in three dimensions, the focal length is longer and the main lobe energy is relatively insufficient. In addition, the linear and matrix ultrasonic array transducers normally adopt more elements, leading to greater data volume, which is unfavorable for automatic scanning and real-time scanning imaging. The results have shown that the annular array transducer can realize the optimized excited acoustic field using fewer elements, thus, improving the test resolution of materials with high attenuation and large thickness.
2.2. TFM Imaging Algorithm of Annular Array
The TFM is a post-processing imaging algorithm based on the full matrix data acquisition and it can achieve arbitrary multiple focusing points in an area [
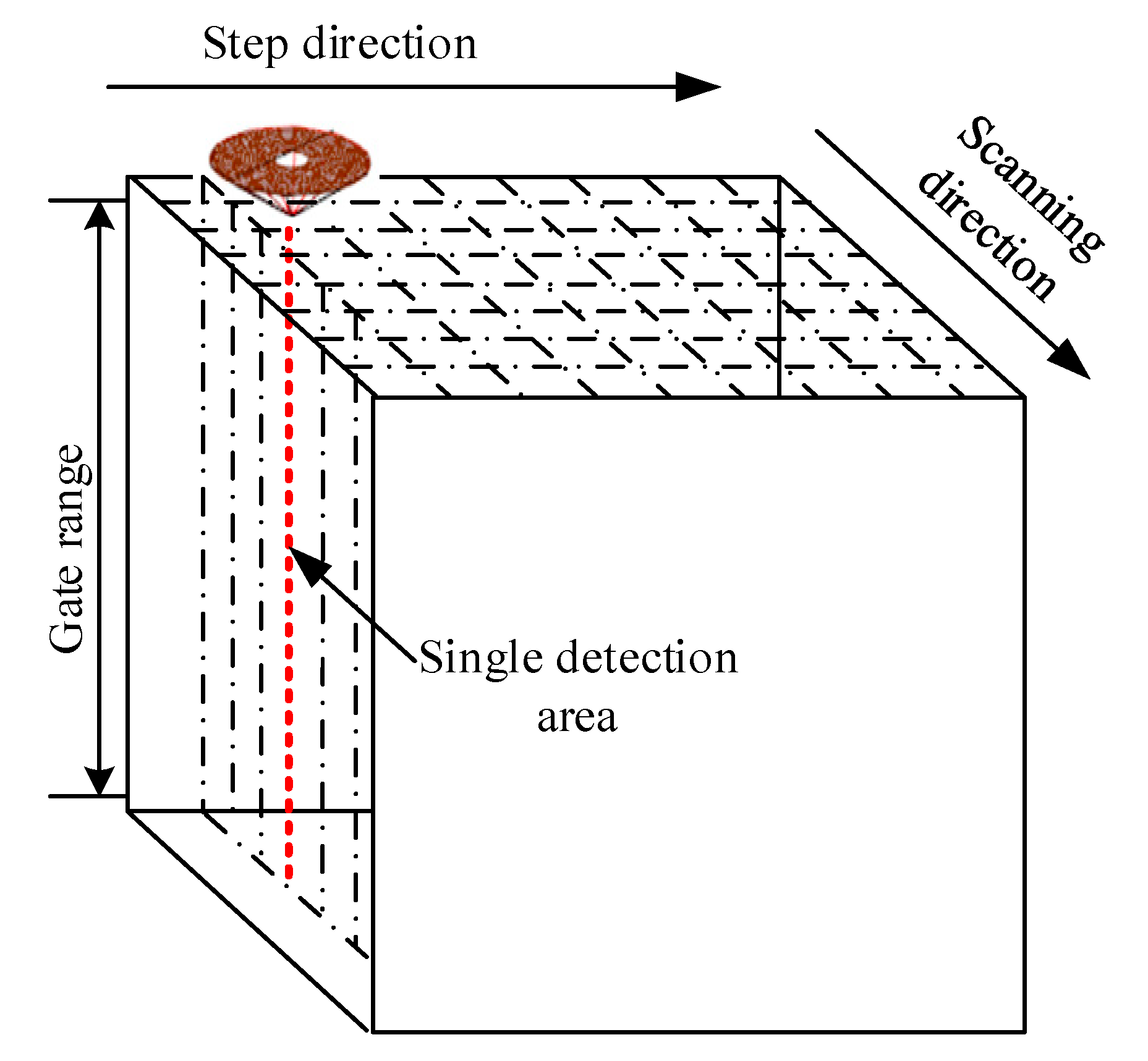
16]. Generally, the TFM imaging area of a linear array transducer is a 2D section, and it is difficult to realize real-time TFM C-scan detection based on the linear ultrasonic transducer under most of the existing hardware conditions because of the large amount of full matrix data. In this paper, based on the axial focusing characteristic of the annular array transducer in the 3D space, we set the single detection area as the linear area along the axis of the transducer, and conduct the pointwise visual focusing in order to achieve the infinite focus of this area.
For the single detection area, the annular array transducer excites each element in turn, and all elements receive echo signals as well as keeping the signal receipt data. We take turns treating all elements in the annular array transducer as emit–receive units, and gather ultrasonic echo time domain signals, including transmitting the element sequence, receiving the element sequence and the 3D data of time sampling points, i.e., full matrix data [
17]. For the ultrasonic board with parallel independent receiving channels, the full matrix data gathering process is similar to that of the linear array transducer. The process is shown as follows: firstly, Element
1 in the annular transducer is excited and all element chips start to receive echo signals as shown in
Figure 2a. Then, we define the gathered time-domain ultrasonic echo signal as
, where
r = 1, 2, ⋯,
N. The signal contains the amplitudes of every time sampling point’s received signal. There are
N groups of data, that is, a row of data in
Figure 2b. Finally, based on the above steps, each element in the annular array transducer is excited and
groups of echo data are obtained. Since there are fewer elements in the annular array transducer, the time used and the quantity of data is far less than that of other transducers.
The full matrix data gathered can be used to visually focus any point on the central axis and achieve the image representation using the synthesized amplitude information. For the regular rectangle specimen and wedge, the algorithm of annular array TFM is rationalized in
Figure 3. The surface center of the test specimen is chosen as
, the 2D rectangular coordinate
is set up. Through the gathered full matrix data and the time of propagation, the amplitude of every discrete point on the axis is superposed; thus, the imaging information of every depth along the specimen’s internal axis is gained.
For any point (
) on the axis, we ensure that the ultrasonic wave is emitted to point (
) on the specimen from Element
and returns to the point (
) on the Element
by the Fermat’s principle, and
is the height of the coupling medium. The total time needed for the propagation is
where
is the acoustic velocity of the coupling medium,
is the acoustic velocity of the specimen, and
h is the height of coupling wedge. For materials with internal anisotropy, the acoustic velocity inside the specimen varies with the propagation angle. Relative
values from different points can be taken in to optimize the TFM algorithm.
In order to improve the imaging accuracy, when the hardware permits, the central axis is discretized into as many focusing points as possible to achieve the infinite focusing in the depth direction. For a target focusing point, namely, the detection point, all emit–receive units’ ultrasonic echo signals in the annular array transducer are superposed at this point. The amplitude
of the focusing point (
) is thus obtained:
where
is the amplitude of the representation target point excited by Element
and received by Element
. Therefore, we can obtain the amplitude of every visual focusing point in the detection area through the scanning and complete the information of the whole detection area in the specimen.
2.3. Group Velocity Measurement and Anisotrope Analysis
The particular features of AM cause heterogeneity in the addictive material’s interior [
18]. The overall anisotrope in the AM titanium alloy is caused by the cooling time variation of each printing layer and the growing direction of crystal grains, which leads to the deflection and distortion of the acoustic wave and thus affects the imaging quality. The variation trend of ultrasonic group velocity with different propagating angles in the AM titanium alloy specimen was measured using the full matrix capture method based on the 64-element linear array transducer. [
19]. We define the element center as the coordinate system origin
O. The measurement schematic diagram is shown in
Figure 4 by taking the example of group velocity variation in direction
x on the printing surface. Direction
z in the figure refers to the deposition direction of the specimen’s manufacturing.
When the Element
emits the acoustic wave and Element
receives, the reflection point 1 on the bottom is
, where
h is its thickness in the direction
z. The propagation angle of the acoustic wave at this moment is
As
can be gained from the transducer’s parameters, with the above thickness
h and the bottom echo wave’s receiving time
, we can obtain the acoustic group velocity when the angle is
:
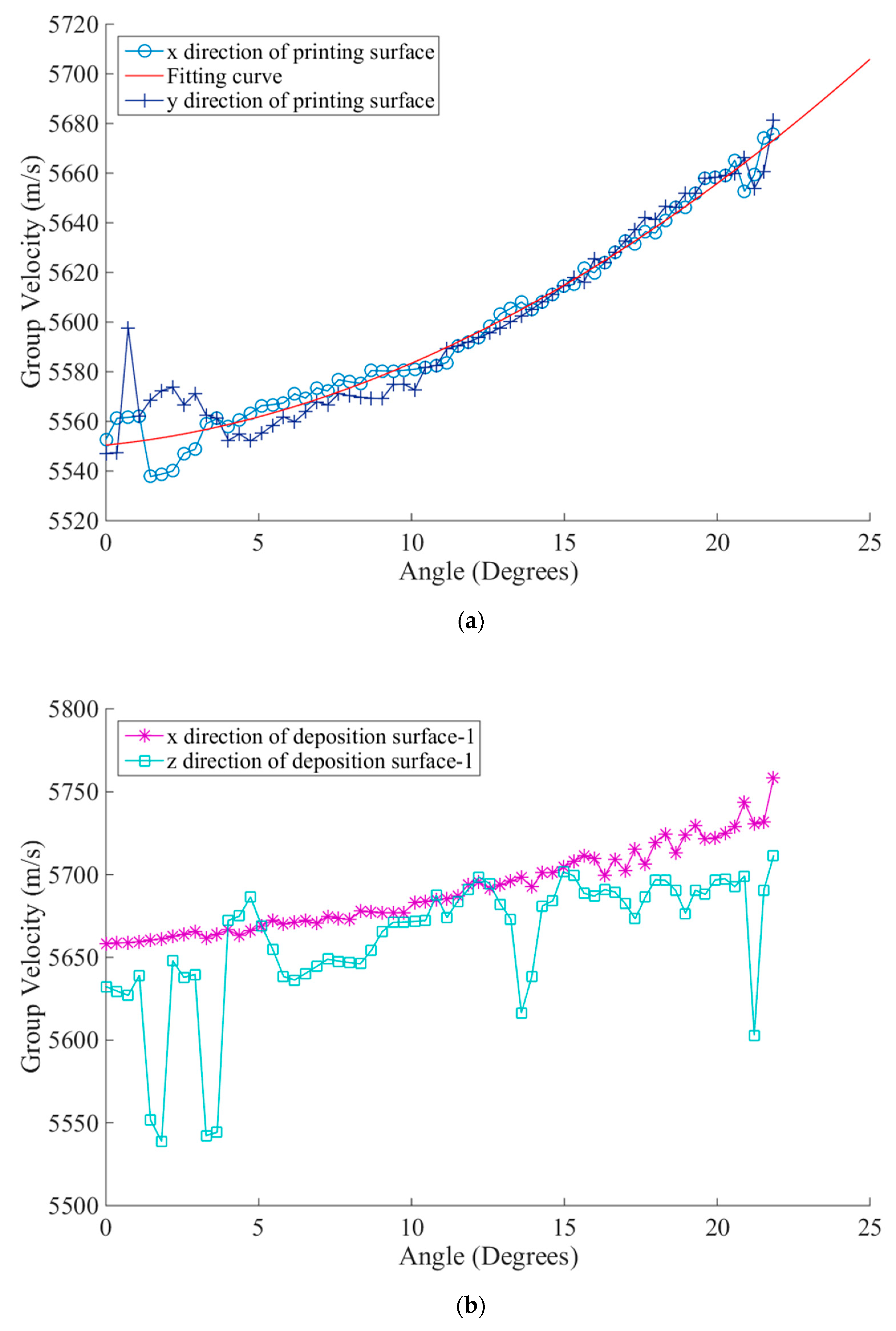
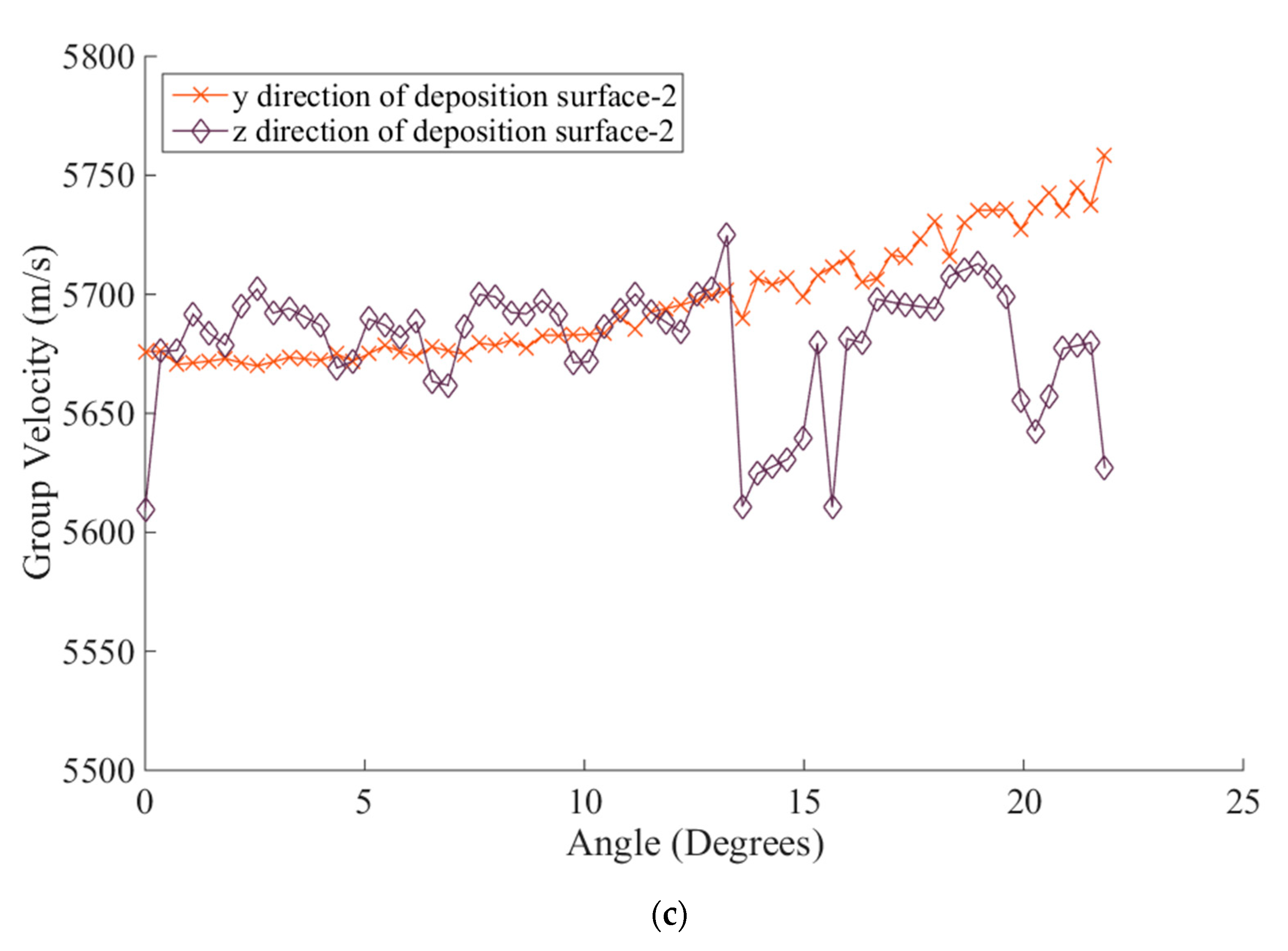
For the investigation of velocity variation patterns in different directions of the TC 18 AM titanium alloy, we define the specimen’s surface vertical to the deposition direction as the printing surface (
xOy plane), and the other two adjacent surfaces parallel to the deposition direction as the deposition surface-1 (
xOz plane) and deposition surface-2 (
yOz plane). The group velocities of the orthogonal direction on every surface are respectively measured, i.e., direction
x and
y on the printing surface, direction
x and
z on deposition surface-1, and direction
y and
z on deposition surface-2. By the averaging of three measurements in every direction, the results of group velocity is illustrated in
Figure 5.
The velocity measurement results in
Figure 5a show that when the ultrasonic waves inci along the deposition direction from the printing surface, the group velocity’s variations are relatively regular in two orthogonal directions; all group velocities increase with the increase in angles, and we can use the polyfit method to calculate the group velocity’s variations in the range of different angles and thus optimize the total focusing imaging method. As shown in
Figure 5b,c, when the ultrasonic wave is perpendicular to the deposition direction from deposition surface-1 and deposition surface-2, based on the arrangement of elements, the group velocities show relatively more differing variation patterns: when the element is arranged vertical to the deposition direction (
x direction of deposition surface-1 and
y direction of deposition surface-2), there are some patterns in the group velocity’s variations. The velocity slightly increases with the increasing angle. When the element arrangement direction corresponds to the deposition direction (
z direction), there is no obvious pattern in the variations. It is difficult to conduct the fitting. In addition, the group velocity is 100 mm/s when the wave is emitted vertically from the printing surface, higher than that emitted vertically from deposition surface-1 and deposition surface-2. The velocity anisotropy in AM structures is more complex than that in CFRP and other conventional manufactured metal.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}