Measurement of the Three-Dimensional Shape of Discontinuous Specular Objects Using Infrared Phase-Measuring Deflectometry


Abstract
:1. Introduction
2. Principle
2.1. Measurement Method
2.2. Geometric Calibration
3. Experiments and Results
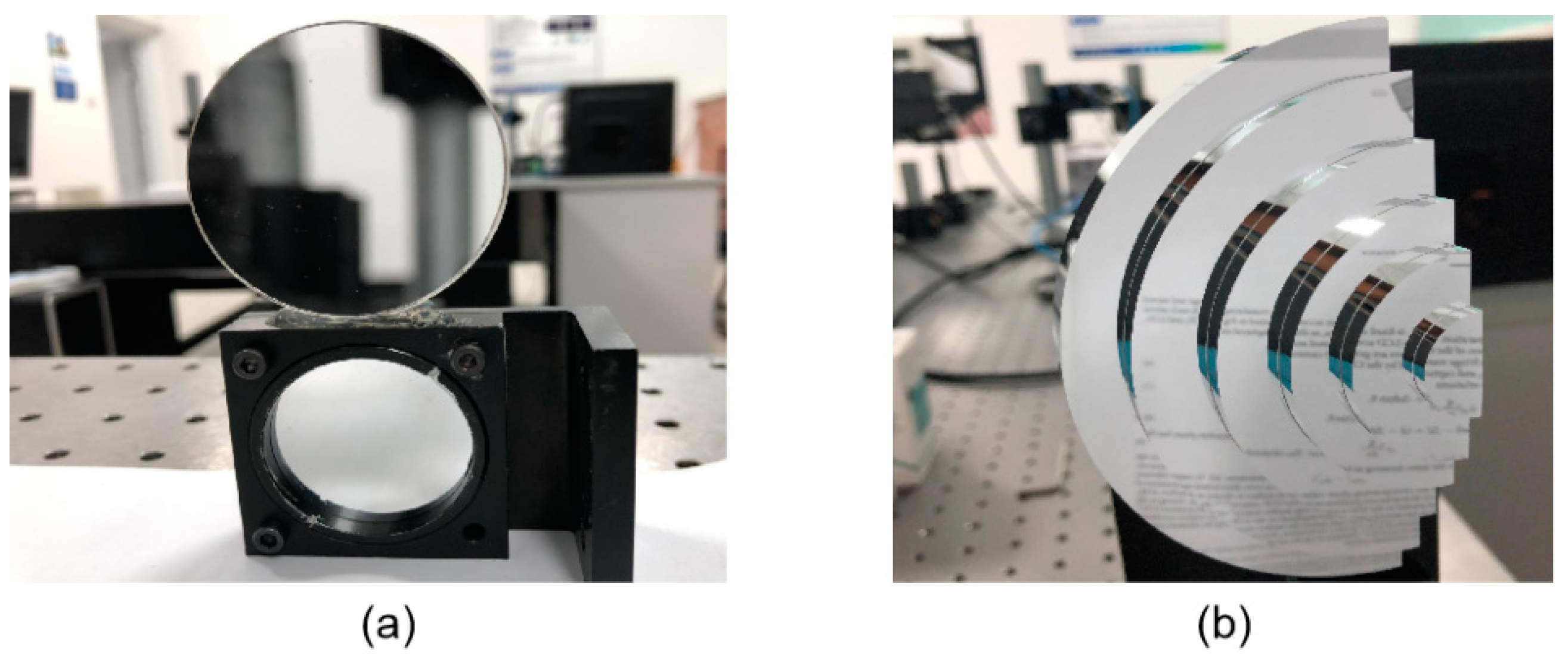
3.1. Hardware System
3.2. System Calibration
- (1)
- Internal parameters of the IR camera.
- (2)
- Relationship between the IR camera and the projector.
- (3)
- Parameters ∆d and d of the proposed IR-PMD system.
3.3. Performance Analysis
3.4. Experimental Results
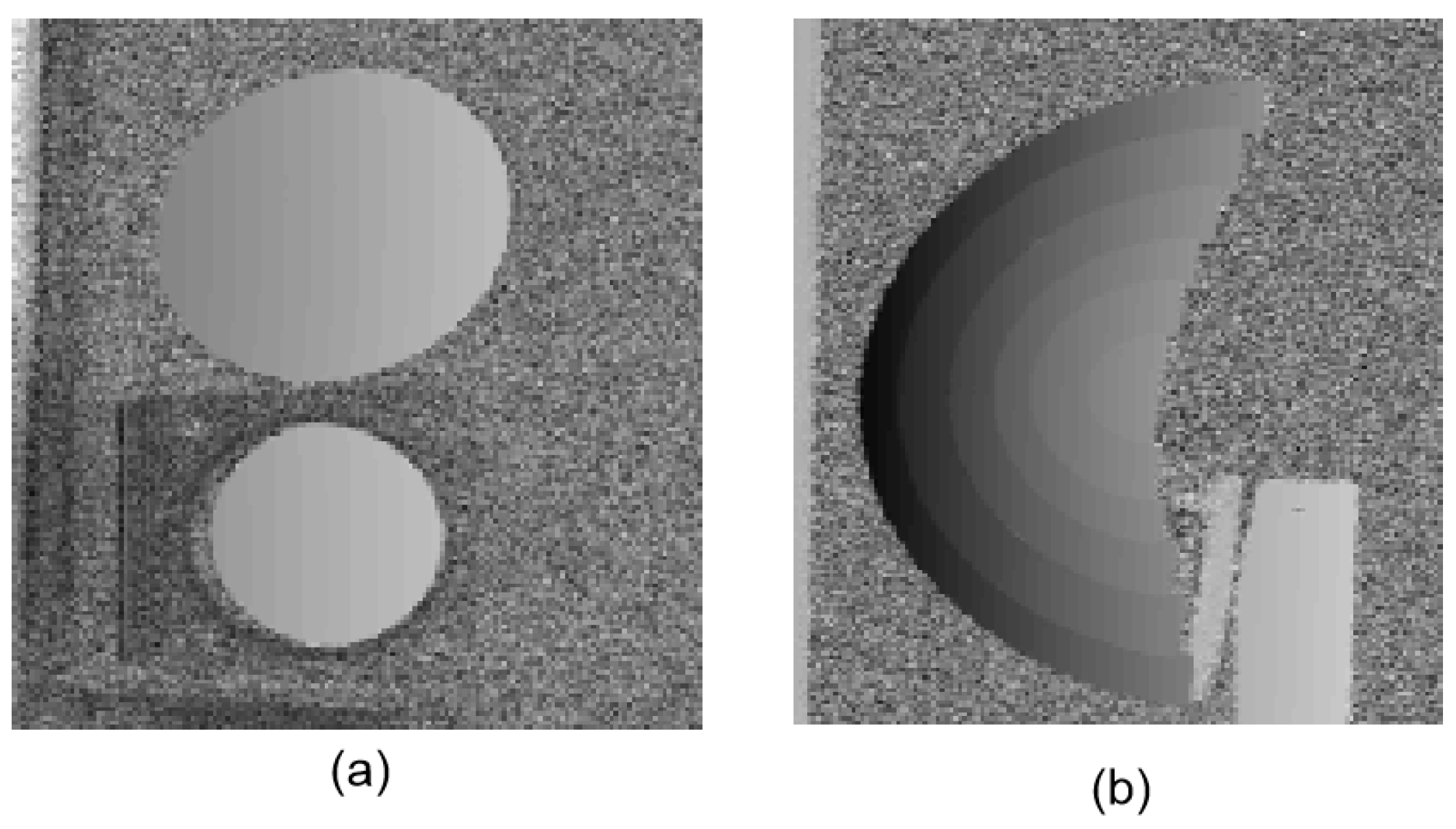
3.4.1. Measurement Results
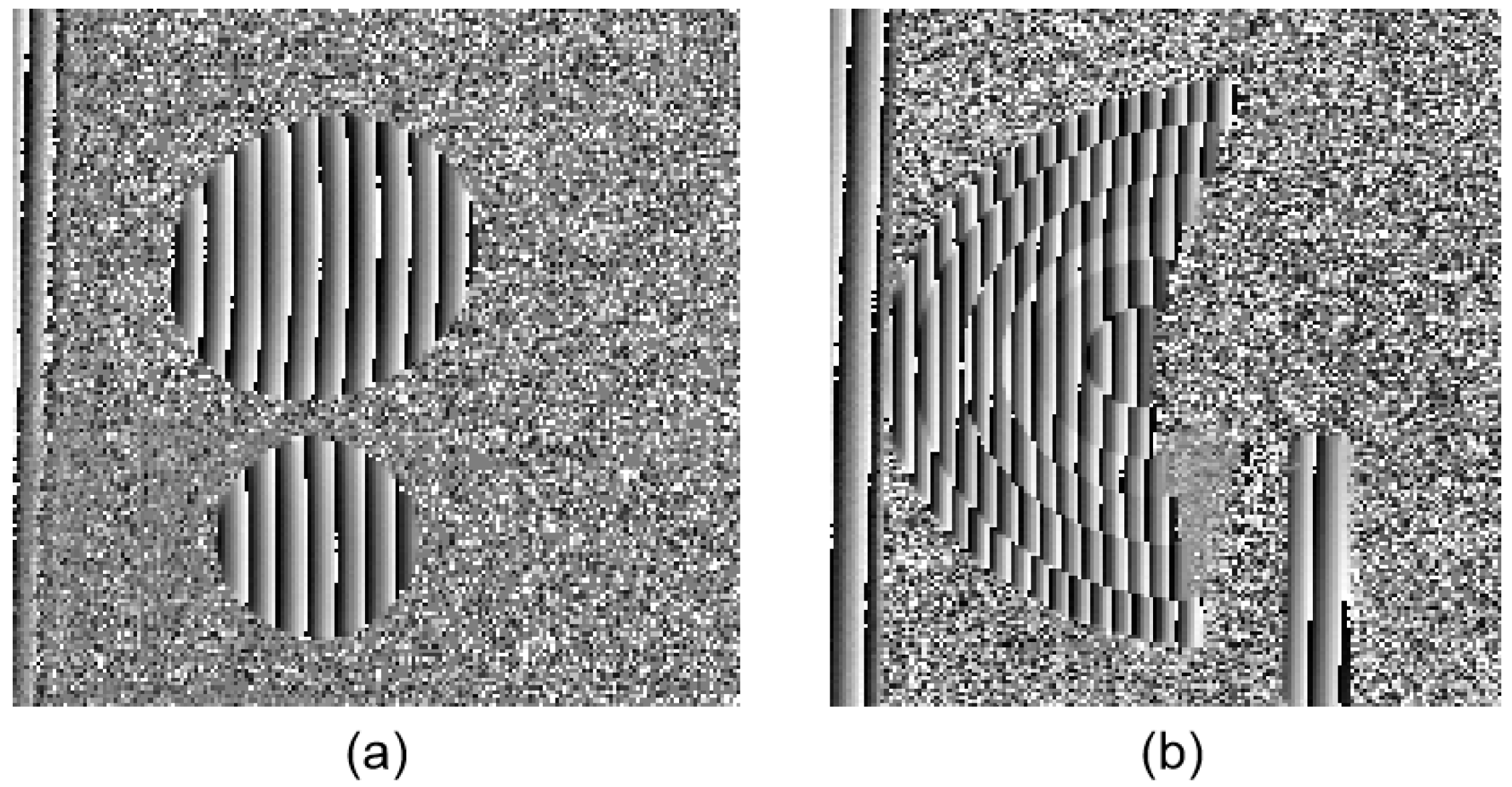
3.4.2. Comparison Analysis of IR and Visible Fringe Patterns
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Brown, G. Overview of three-dimensional shape measurement using optical methods. Opt. Eng. 2000, 39, 10–22. [Google Scholar] [CrossRef]
- Dai, J.; Zhang, S. Phase-optimized dithering technique for high-quality 3D shape measurement. Opt. Lasers Eng. 2013, 51, 790–795. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Z.; Gao, N.; Xiao, Y.; Gao, F.; Jiang, X. Single-shot 3D shape measurement of discontinuous objects based on coaxial fringe projection system. Appl. Opt. 2019, 58, 169–178. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Lau, D.; Hassebrook, L. Fit-sphere unwrapping and performance analysis of 3D finger prints. Appl. Opt. 2010, 49, 592–600. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Zhang, J.; Fang, J. Surface height retrieval based on fringe shifting of color-encoded structured light pattern. Opt. Lett. 2008, 33, 1801–1803. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Liu, S.; Wan, A.; Gao, B.; Yi, Q.; Zhao, D.; Luo, R.; Chen, K. An absolute phase technique for 3D profile measurement using four-step structured light pattern. Opt. Lasers Eng. 2012, 50, 1274–1280. [Google Scholar] [CrossRef]
- Zuo, C.; Chen, Q.; Gu, G.; Feng, S.; Feng, F. High-speed three-dimensional profilometry for multiple objects with complex shapes. Opt. Express 2012, 20, 19493–19510. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z. Review of single-shot 3D shape measurement by phase calculation-based fringe projection techniques. Opt. Lasers Eng. 2012, 50, 1097–1106. [Google Scholar] [CrossRef]
- Chen, C.; Gao, N.; Wang, X.; Zhang, Z.; Gao, F.; Jiang, X. Generic exponential fringe model for alleviating phase error in phase measuring profilometry. Opt. Lasers Eng. 2018, 110, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Zuo, C.; Huang, L.; Zhang, M.; Chen, Q.; Asundi, A. Temporal phase unwrapping algorithms for fringe projection profilometry: A comparative review. Opt. Lasers Eng. 2016, 85, 84–103. [Google Scholar] [CrossRef]
- Knauer, M.; Kaminski, J.; Hausler, G. Phase measuring deflectometry: A new approach to measure specular free-form surfaces. Proc. SPIE 2004, 5457, 366–376. [Google Scholar]
- Liu, Y.; Lehtonen, P.; Su, X. High-accuracy measurement for small scale specular objects based on PMD with illuminated film. Opt. Laser Technol. 2012, 44, 459–462. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y.; Huang, S.; Liu, Y.; Chang, C.; Gao, F.; Jiang, X. Three-dimensional shape measurements of specular objects using phase-measuring deflectometry. Sensors 2017, 17, 2835. [Google Scholar] [CrossRef] [PubMed]
- Tang, Y.; Su, X.; Liu, Y.; Jing, H. 3D shape measurement of the aspheric mirror by advanced phase measuring deflectometry. Opt. Express 2008, 16, 15090–15096. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Su, X.; Liu, Y.; Zhang, Q. Testing an aspheric mirror based on phase measuring deflectometry. Opt. Eng. 2009, 48, 103603–103605. [Google Scholar] [CrossRef]
- Guo, C.; Lin, X.; Hu, A.; Zou, J. Improved phase-measuring deflectometry for aspheric surfaces test. Appl. Opt. 2016, 55, 2059–2064. [Google Scholar] [CrossRef]
- Xiao, Y.; Su, X.; Chen, W. Flexible geometrical calibration for fringe-reflection 3D measurement. Opt. Lett. 2012, 37, 620–622. [Google Scholar] [CrossRef]
- Huang, L.; Xue, J.; Gao, B.; Mcpherson, C.; Beverage, J.; Idir, M. Modal phase measuring deflectometry. Opt. Express 2016, 24, 24649–24664. [Google Scholar] [CrossRef]
- Huang, L.; Xue, J.; Gao, B.; Mcpherson, C.; Beverage, J.; Idir, M. Model mismatch analysis and compensation for modal phase measuring deflectometry. Opt. Express 2017, 25, 881–887. [Google Scholar] [CrossRef]
- Huang, L.; Idar, M.; Zuo, C.; Asundi, A. Review of phase measuring deflectometry. Opt. Lasers Eng. 2018, 107, 247–257. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, S.; Zhang, Z.; Gao, N.; Gao, F.; Jiang, X. Full-field 3D shape measurement of discontinuous specular objects by direct phase measuring deflectometry. Sci. Rep. 2017, 7, 10293. [Google Scholar] [CrossRef] [PubMed]
- Niu, Z.; Gao, N.; Zhang, Z.; Gao, F.; Jiang, X. 3D shape measurement of discontinuous specular objects based on advanced PMD with bi-telecentric lens. Opt. Express 2018, 26, 1615–1632. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.; Gao, N.; Zhang, Z.; Gao, F.; Jiang, X. Performance analysis and evaluation of direct phase measuring deflectometry. Opt. Lasers Eng. 2018, 103, 24–33. [Google Scholar] [CrossRef] [Green Version]
- Höfer, S.; Burke, J.; Heizmann, M. Infrared deflectometry for the inspection of diffusely specular surfaces. Adv. Opt. Technol. 2016, 5, 377–387. [Google Scholar] [CrossRef]
- Toniuc, H.; Pierron, F. Infrared deflflectometry for slope deformation measurements. Exp. Mech. 2019, 59, 1187–1202. [Google Scholar] [CrossRef]
- Zhang, Z.; Chang, C.; Gao, N. A Three-Dimensional Shape Measurement Device and Method of Specular Objects Based on Infrared Phase-Measuring Deflectometry. Patent 3517616, 6 September 2019. [Google Scholar]
- Towers, C.; Towers, D.; Jones, J. Optimum frequency selection in multi-frequency interferometry. Opt. Lett. 2003, 28, 887–889. [Google Scholar] [CrossRef]
- Zhang, Z.; Towers, C.; Towers, D. Time efficient color fringe projection system for 3D shape and color using optimum 3-frequency Selection. Opt. Express 2006, 14, 6444–6455. [Google Scholar] [CrossRef]
- Bouguet, J. Camera Calibration Toolbox for Matlab. Available online: http://www.vision.caltech.edu/bouguetj/calib_doc/ (accessed on 14 September 2019).
- Zhang, Z.; Huang, S.; Meng, S.; Gao, F.; Jiang, X. A simple, flexible and automatic 3D calibration method for a phase calculation-based fringe projection imaging system. Opt. Express 2013, 21, 12218–12227. [Google Scholar] [CrossRef]
- Huler, H. Method of Least Squares and Curve Fitting. J Opt. Soc. Am. 1923, 7, 1043–1066. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Calibration Results |
|---|---|
| Focal length | fc = [2355.03482, 2355.59838] ± [1.47732, 1.46593] |
| Principal point location | cc = [1016.92767, 1018.56904] ± [0.27911, 0.25847] |
| Lens distortion coefficient | kc = [−0.13744, 0.14780, −0.00004, −0.00016, 0.00000] ± [0.00044, 0.00308, 0.00002, 0.00002, 0.00000] |
| Pixel error | err = [0.03298, 0.02954] |
| Step Height | Actual Distance | Measured Distance | Absolute Error |
|---|---|---|---|
| 1–2 | 3.9868 | 4.0081 | 0.0213 |
| 2–3 | 7.0248 | 7.0213 | 0.0035 |
| 3–4 | 5.0062 | 5.0141 | 0.0079 |
| 4–5 | 6.0986 | 6.1180 | 0.0194 |
| Step Height | Actual Distance | Measured Distance | Absolute Error | ||
|---|---|---|---|---|---|
| IR Light | Visible Light | IR Light | Visible Light | ||
| 1–2 | 6.50038 | 6.50312 | 6.52437 | 0.00574 | 0.02399 |
| 2–3 | 5.50026 | 5.49593 | 5.47372 | 0.00447 | 0.02654 |
| 3–4 | 500026 | 4.98955 | 4.96414 | 0.01071 | 0.03612 |
| 4–5 | 4.00015 | 3.99248 | 4.02947 | 0.00767 | 0.02932 |
| 5–6 | 3.00016 | 3.01798 | 3.03436 | 0.01782 | 0.03420 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, C.; Zhang, Z.; Gao, N.; Meng, Z. Measurement of the Three-Dimensional Shape of Discontinuous Specular Objects Using Infrared Phase-Measuring Deflectometry. Sensors 2019, 19, 4621. https://doi.org/10.3390/s19214621
Chang C, Zhang Z, Gao N, Meng Z. Measurement of the Three-Dimensional Shape of Discontinuous Specular Objects Using Infrared Phase-Measuring Deflectometry. Sensors. 2019; 19(21):4621. https://doi.org/10.3390/s19214621
Chicago/Turabian StyleChang, Caixia, Zonghua Zhang, Nan Gao, and Zhaozong Meng. 2019. "Measurement of the Three-Dimensional Shape of Discontinuous Specular Objects Using Infrared Phase-Measuring Deflectometry" Sensors 19, no. 21: 4621. https://doi.org/10.3390/s19214621
APA StyleChang, C., Zhang, Z., Gao, N., & Meng, Z. (2019). Measurement of the Three-Dimensional Shape of Discontinuous Specular Objects Using Infrared Phase-Measuring Deflectometry. Sensors, 19(21), 4621. https://doi.org/10.3390/s19214621