Fault Diagnosis of a Rotor and Ball-Bearing System Using DWT Integrated with SVM, GRNN, and Visual Dot Patterns



Abstract
:1. Introduction
2. Materials and Methods
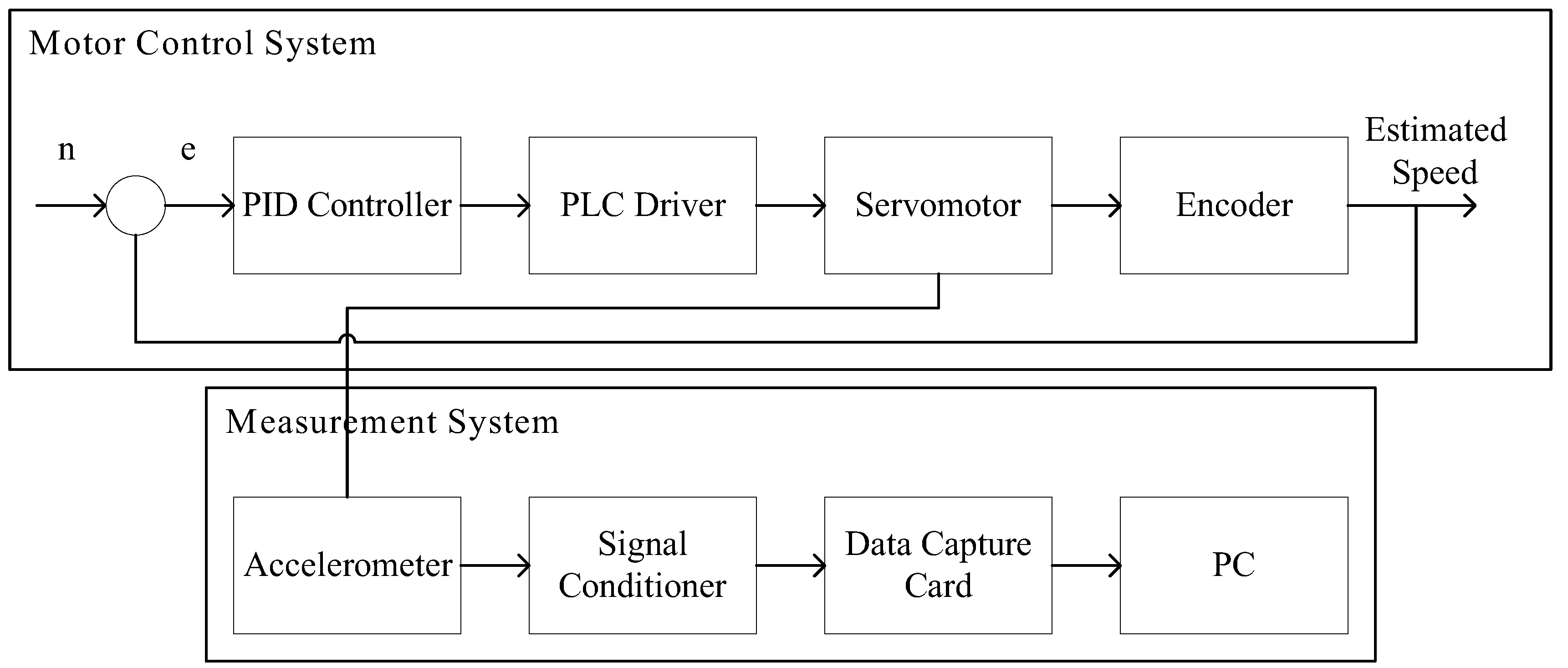
2.1. Experimental Setup
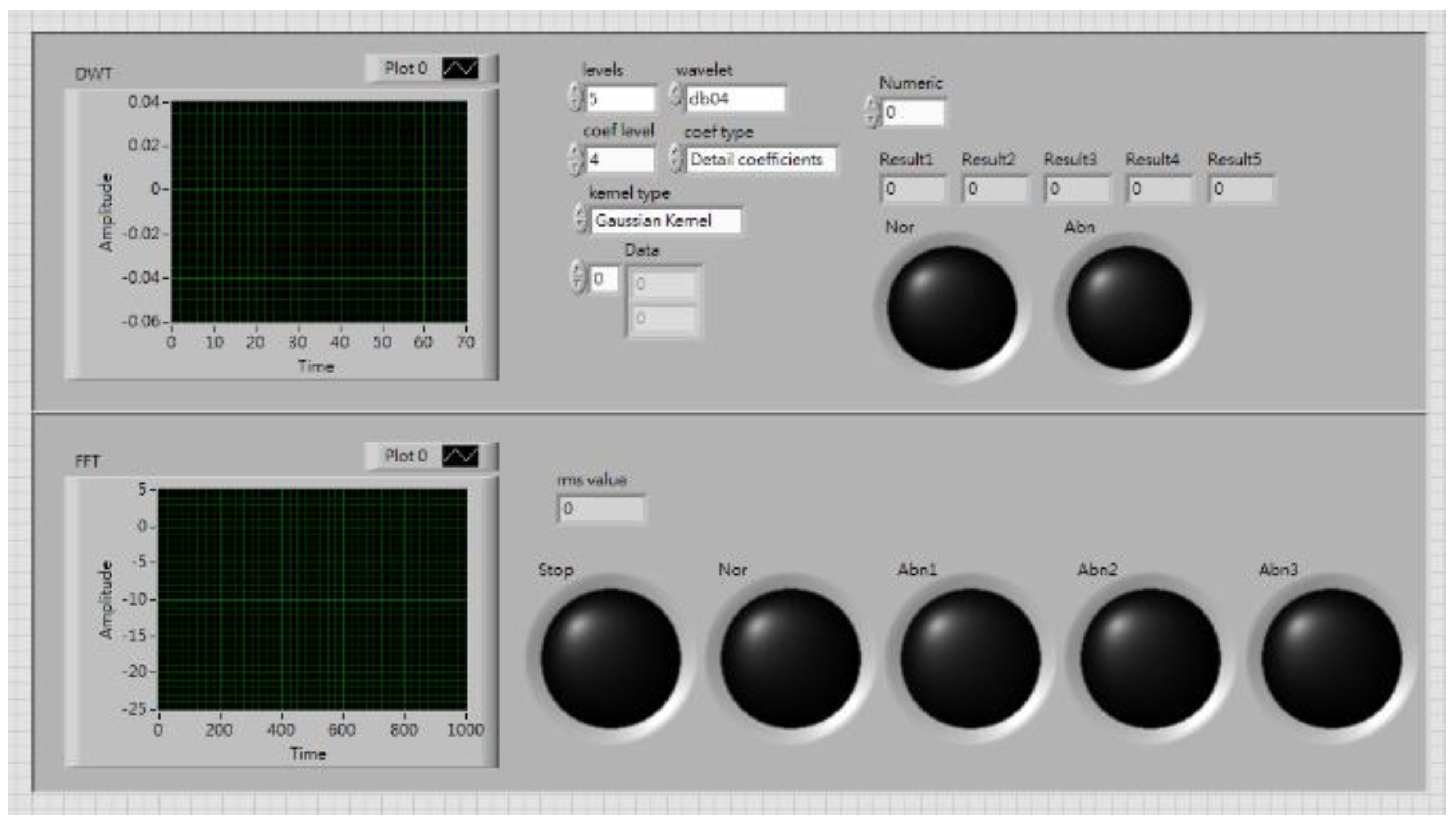
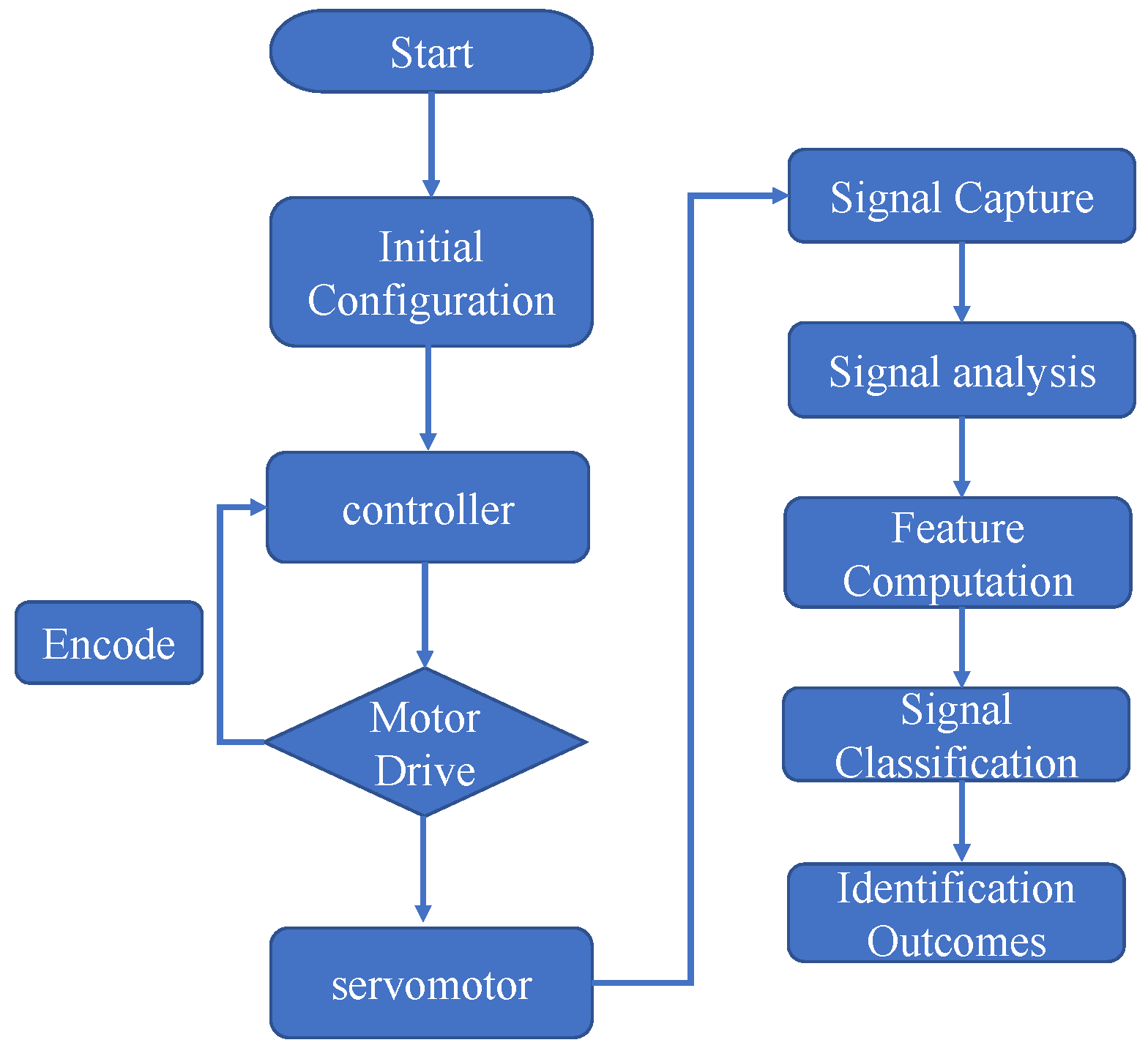
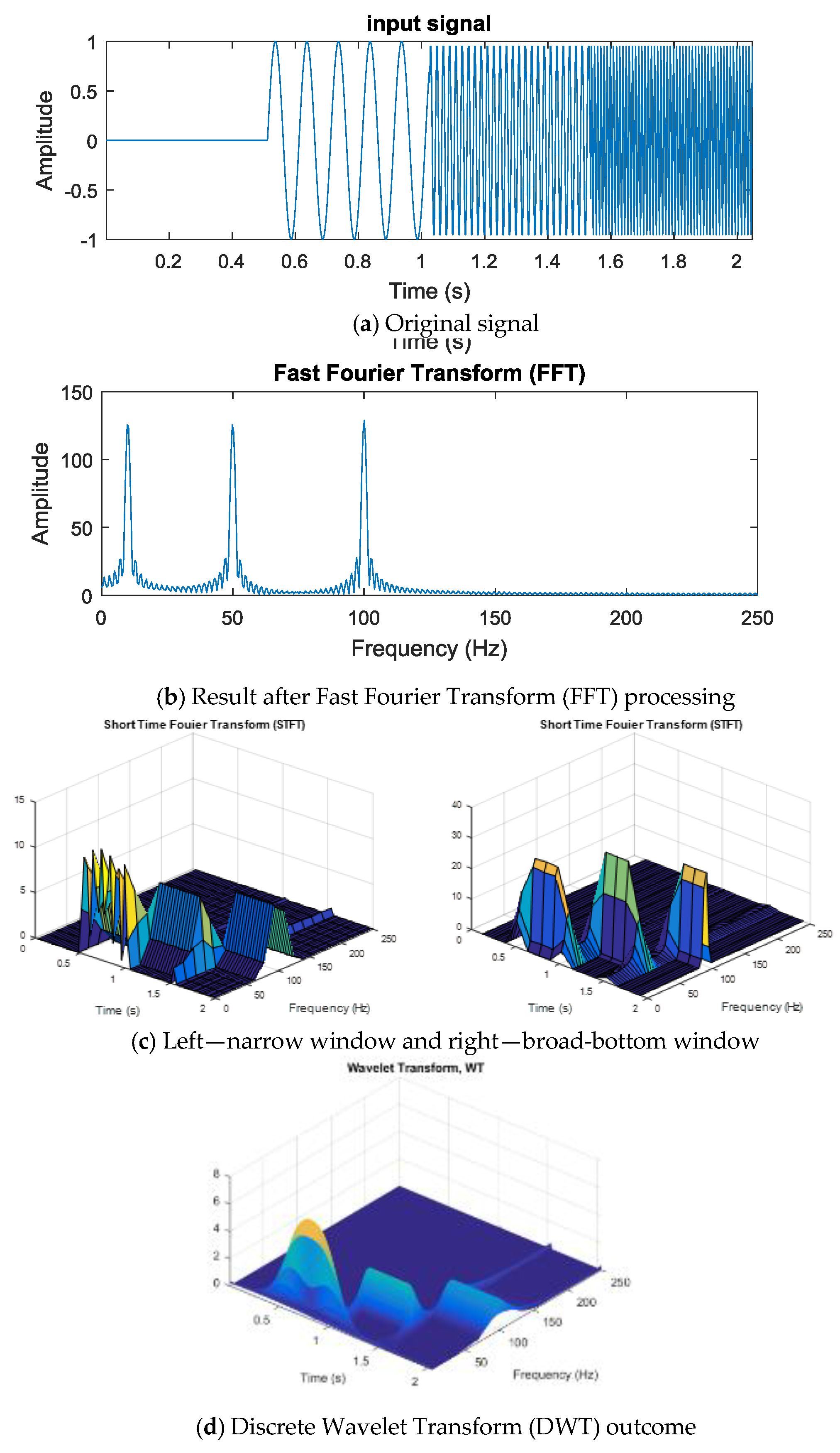
2.2. Analysis and Process of Vibration Signals of Ball Bearings
2.3. Feature of Motor Signal
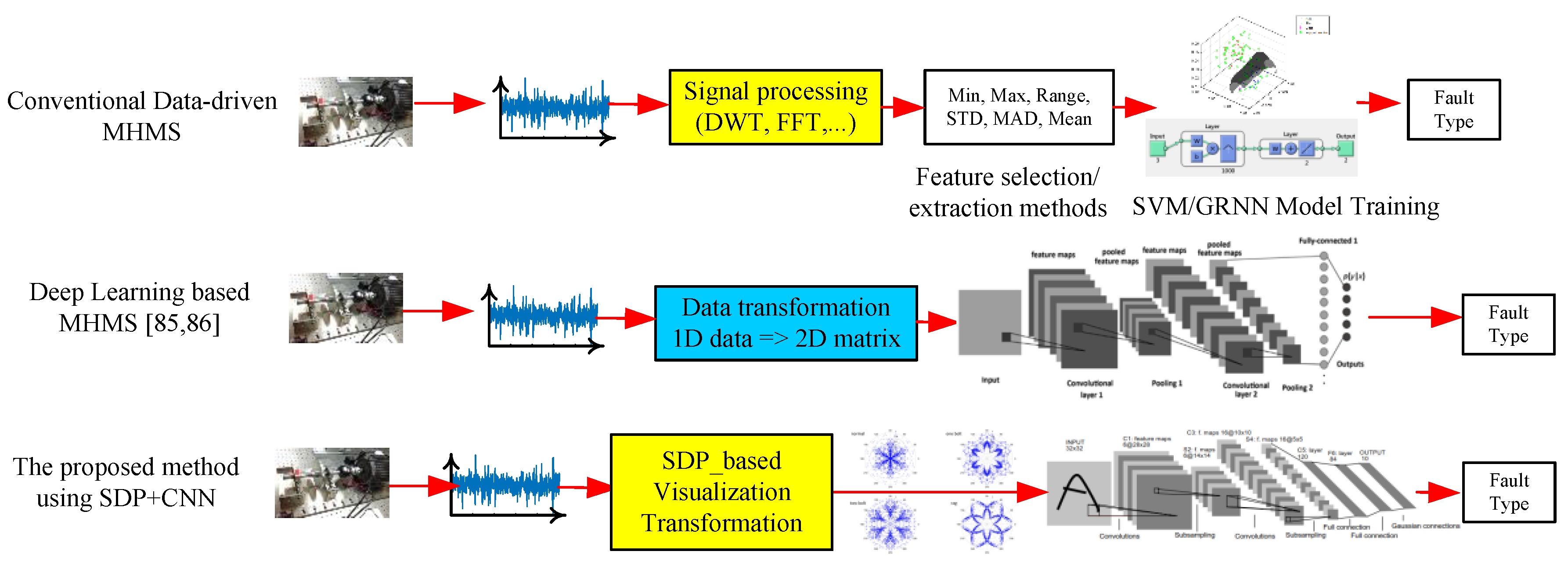
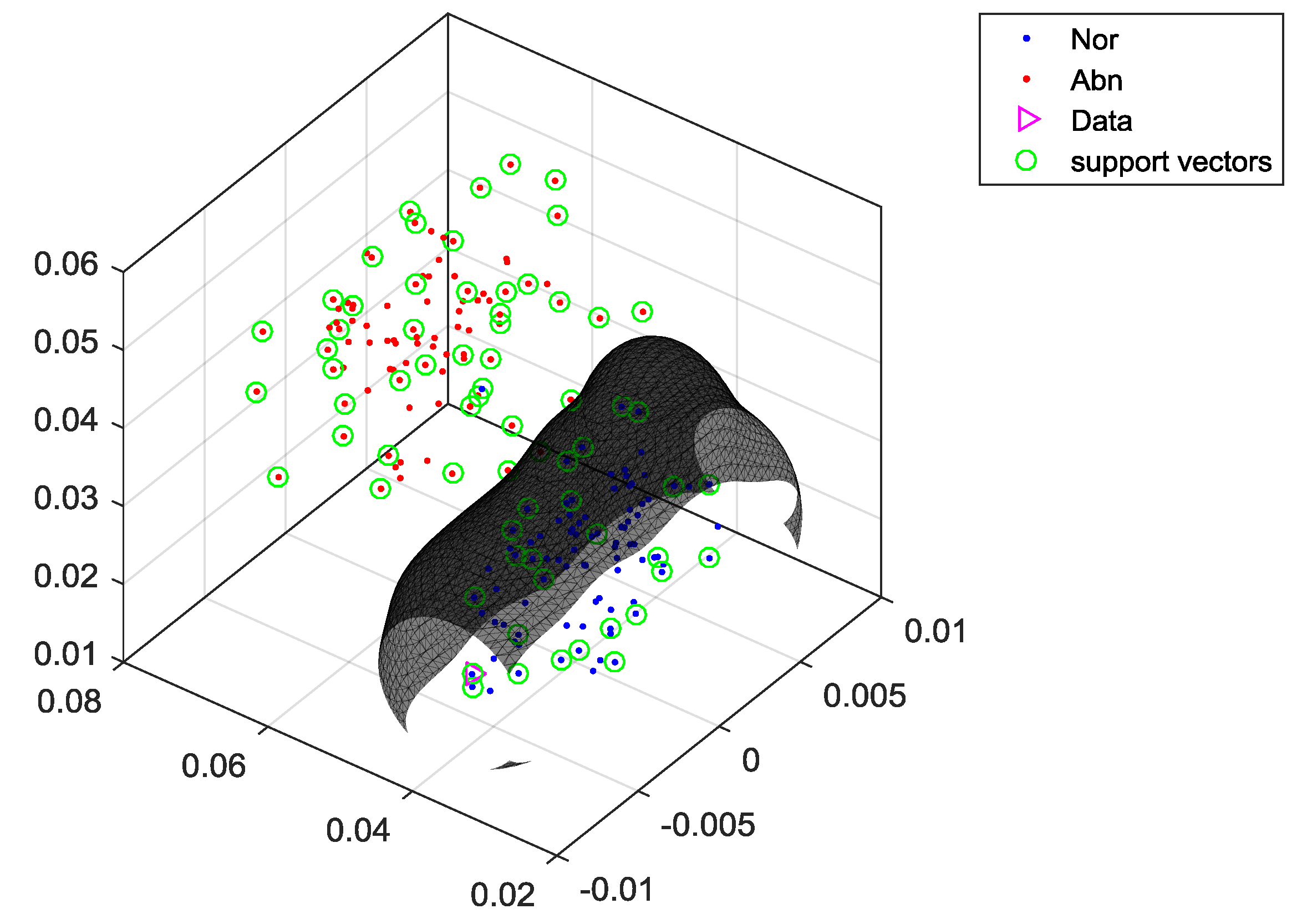
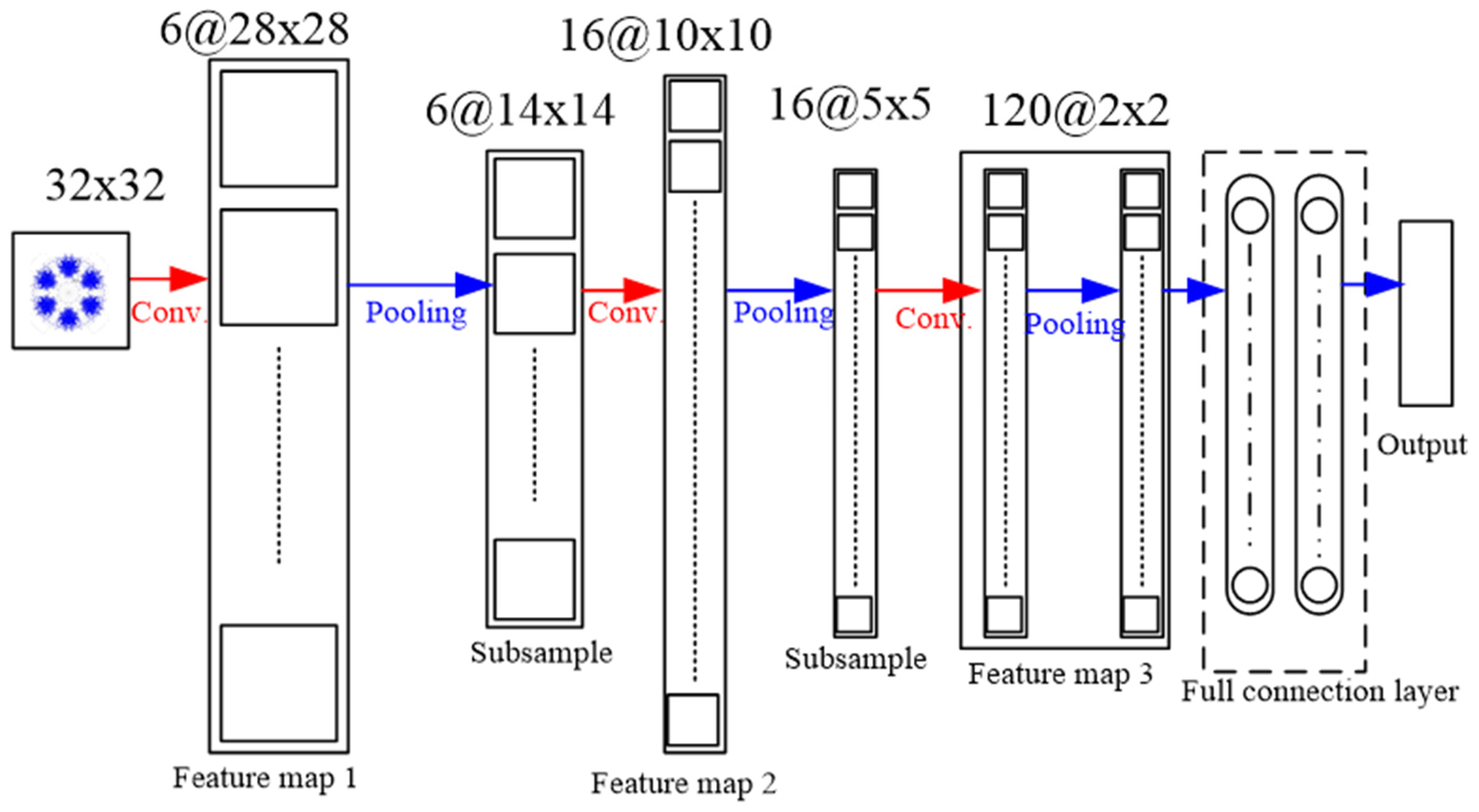
2.4. Training and Classification of SVM, GRNN, and Deep-Learning-Based SDP
3. Main Results
3.1. Classification Results of SVM and GRNN Methods
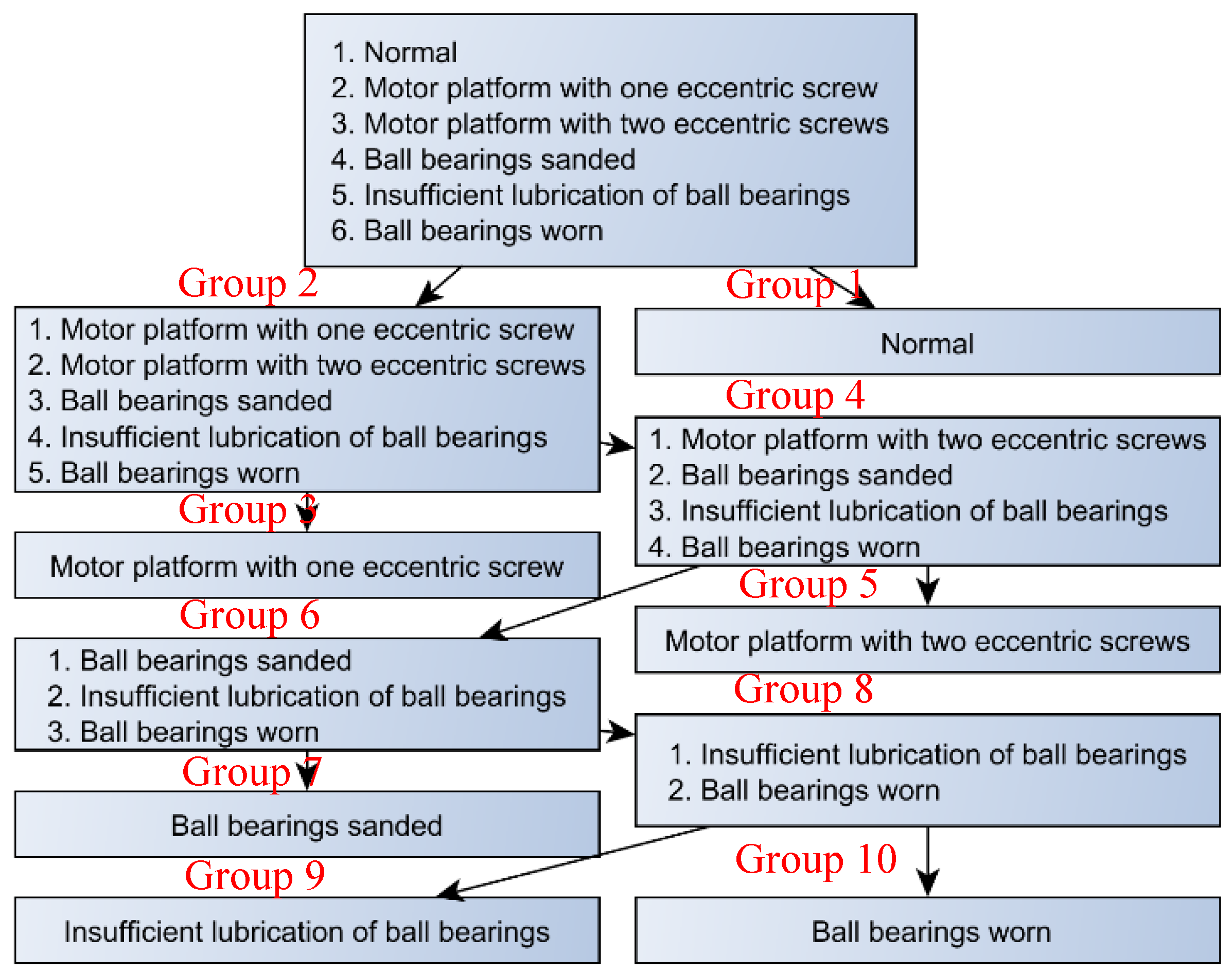
- Group 1: normal state (N).
- Group 3: the motor platform with one eccentric screw (F1).
- Group 5: motor platform with two eccentric screws (F2).
- Group 7: sanded ball bearings (F3)
- Group 9: insufficient lubrication (F4).
- Group 10: worn ball bearings (F5).
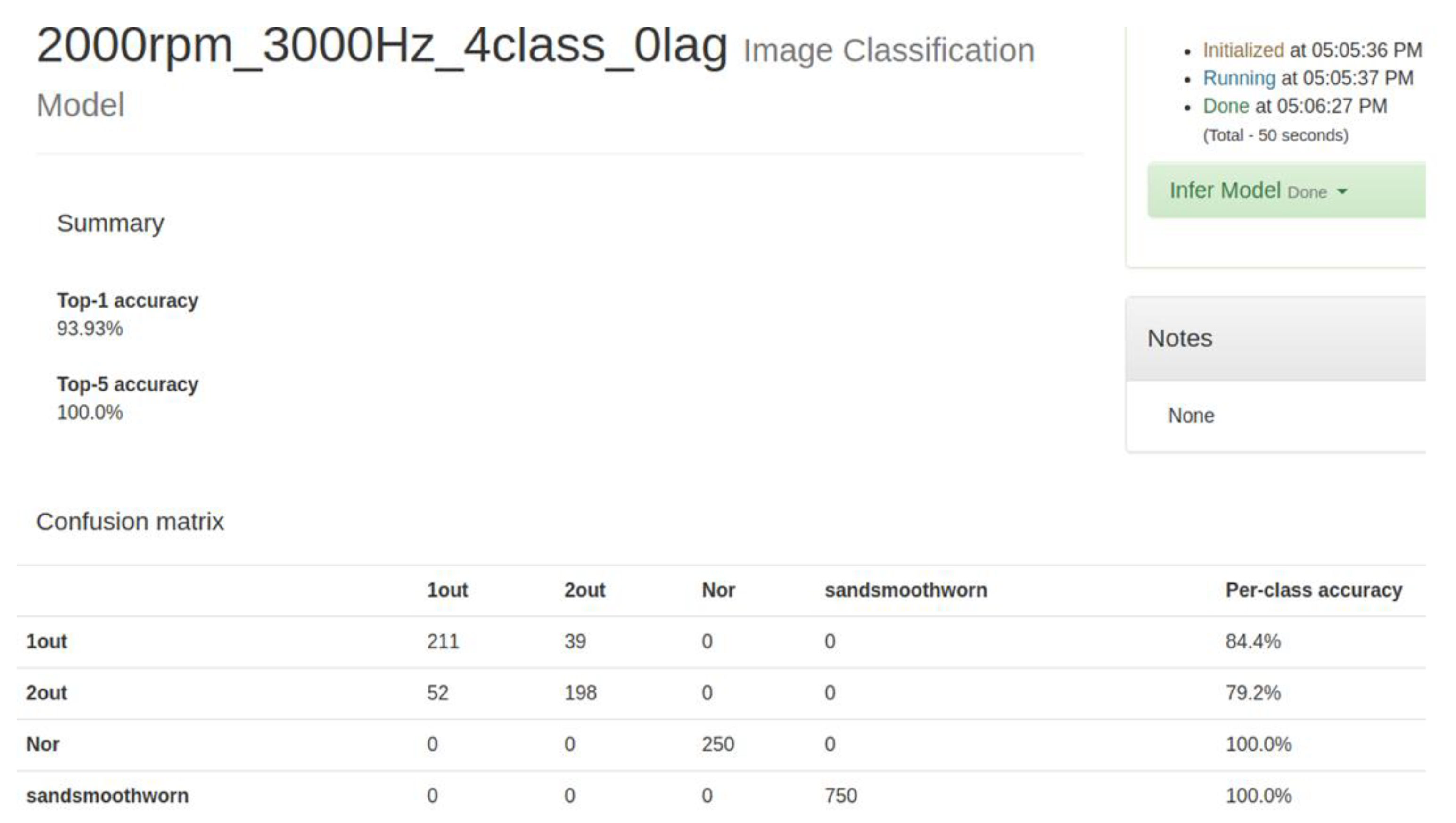
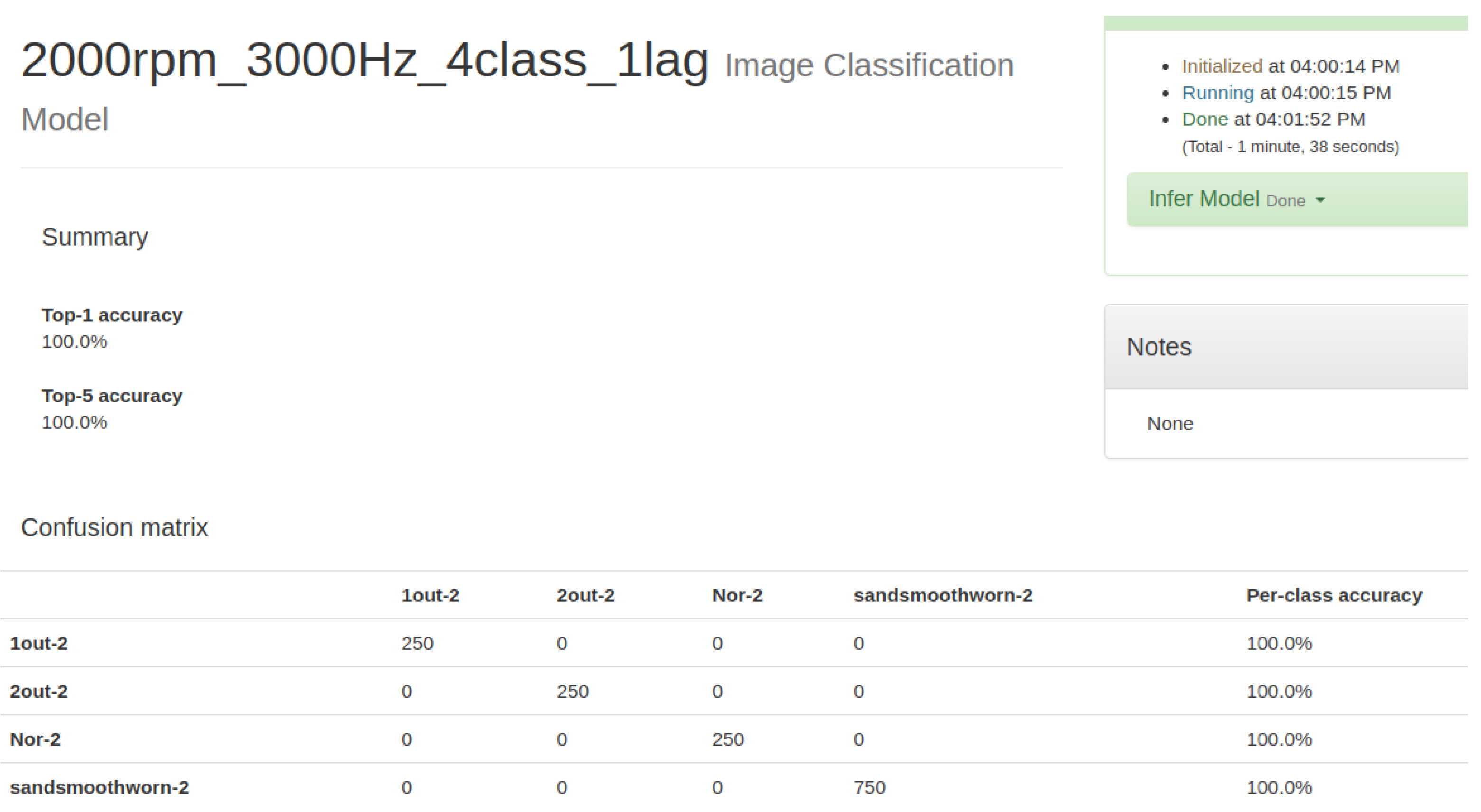
3.2. Classification Outcomes of the Proposed SDP + CNN Method
3.3. Comparison of CNN and SVM
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ferreira, F.I.; de Aguiar, P.R.; Lopes, W.N.; Martins, C.H.R.; Ruzzi, R.D.; Bianchi, E.C.; D’Addona, D.M. Inferential measurement of the dresser width for the grinding process automation. Int. J. Adv. Manuf. Technol. 2019, 100, 3055–3066. [Google Scholar] [CrossRef]
- Zapico, P.; Patino, H.; Valino, G.; Fernandez, P.; Rico, J.C. CNC centralized control for digitizing freeform surfaces by means of a conoscopic holography sensor integrated in a machining centre. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2019, 55, 474–483. [Google Scholar] [CrossRef]
- Hoff, K.A.; Bashir, M. Trust in automation: Integrating empirical evidence on factors that influence trust. Hum. Factors 2015, 57, 407–434. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.Y.; Wan, J.F.; Zhang, D.Q.; Li, D.; Zhang, C.H. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Zheng, J.D.; Pan, H.Y.; Yang, S.B.; Pan, Z.W. Generalized variational mode decomposition and its applications to gearbox fault diagnosis under variable conditions. J. Vib. Eng. 2017, 30, 502–509. [Google Scholar]
- Choi, S.; Pazouki, E.; Baek, J.; Bahrami, H.R. Iterative Condition Monitoring and Fault Diagnosis Scheme of Electric Motor for Harsh Industrial Application. IEEE Trans. Ind. Electron. 2015, 62, 1760–1769. [Google Scholar] [CrossRef]
- Buono, D.; Siano, D.; Frosina, E.; Senatore, A. Gerotor pump cavitation monitoring and fault diagnosis using vibration analysis through the employment of auto-regressive-moving-average technique. Simul. Model. Pract. Theory 2017, 71, 61–82. [Google Scholar] [CrossRef]
- Van Loan, C. Computational Frameworks for the Fast Fourier Transform; SIAM: Philadelphia, PA, USA, 1992; Volume 10. [Google Scholar]
- Adamczak, S.; Makiela, W.; Stepien, K. Investigating Advantages and Disadvantages of the Analysis of a Geometrical Surface Structure with the Use of Fourier and Wavelet Transform. Metrol. Meas. Syst. 2010, 17, 233–243. [Google Scholar] [CrossRef]
- Goupillaud, P.; Grossmann, A.; Morlet, J. Cycle-octave and related transforms in seismic signal analysis. Geoexploration 1984, 23, 85–102. [Google Scholar] [CrossRef]
- Mallat, S.G. A theory for multiresolution signal decomposition: The wavelet representation. IEEE Trans. Pattern Anal. Mach. Intell. 1989, 7, 674–693. [Google Scholar] [CrossRef]
- Daubechies, I. Orthonormal bases of wavelets with finite support—connection with discrete filters. In Wavelets; Combes, J.-M., Grossmann, A., Tchamitchian, P., Eds.; Springer: Berlin/Heidelberg, Germany, 1989; pp. 38–66. [Google Scholar]
- Jain, A.K.; Duin, R.P.W.; Mao, J.C. Statistical pattern recognition: A review. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 4–37. [Google Scholar] [CrossRef]
- Smola, A.J.; Scholkopf, B. A tutorial on support vector regression. Stat. Comput. 2004, 14, 199–222. [Google Scholar] [CrossRef] [Green Version]
- Vapnik, V.N. An overview of statistical learning theory. IEEE Trans. Neural. Netw. 1999, 10, 988–999. [Google Scholar] [CrossRef] [PubMed]
- Specht, D.F. Probabilistic neural networks for classification, mapping, or associative memory. In Proceedings of the IEEE 1988 International Conference on Neural Networks, San Diego, CA, USA, 24–27 July 1988; Volume 1, pp. 525–532. [Google Scholar]
- Specht, D.F. A general regression neural network. IEEE Trans. Neural. Netw. 1991, 2, 568–576. [Google Scholar] [CrossRef]
- Mallat, S. Understanding deep convolutional networks. Philos. Trans. A Math Phys. Eng. Sci. 2016, 374, 20150203. [Google Scholar] [CrossRef] [Green Version]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- Zhu, X.; Hou, D.; Zhou, P.; Han, Z.; Yuan, Y.; Zhou, W.; Yin, Q. Rotor fault diagnosis using a convolutional neural network with symmetrized dot pattern images. Measurement 2019, 138, 526–535. [Google Scholar] [CrossRef]
- Zhu, X.; Zhao, J.; Hou, D.; Han, Z. An SDP Characteristic Information Fusion-Based CNN Vibration Fault Diagnosis Method. Shock Vib. 2019, 2019, 3926963. [Google Scholar] [CrossRef]
- Allen, J.B.; Rabiner, L.R. A unified approach to short-time Fourier analysis and synthesis. Proc. IEEE 1977, 65, 1558–1564. [Google Scholar] [CrossRef]
- Pickover, C.A. On the use of symmetrized dot patterns for the visual characterization of speech waveforms and other sampled data. J. Acoust. Soc. Am. 1986, 80, 955–960. [Google Scholar] [CrossRef]
- Yin, S.; Li, X.; Gao, H.; Kaynak, O. Data-Based Techniques Focused on Modern Industry: An Overview. IEEE Trans. Ind. Electron. 2015, 62, 657–667. [Google Scholar] [CrossRef]
- Jeschke, S.; Brecher, C.; Meisen, T.; Özdemir, D.; Eschert, T. Industrial internet of things and cyber manufacturing systems. In Industrial Internet of Things; Springer: Berlin/Heidelberg, Germany, 2017; pp. 3–19. [Google Scholar]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Ince, T.; Kiranyaz, S.; Eren, L.; Askar, M.; Gabbouj, M. Real-Time Motor Fault Detection by 1-D Convolutional Neural Networks. IEEE Trans. Ind. Electron. 2016, 63, 7067–7075. [Google Scholar] [CrossRef]
- Janssens, O.; Slavkovikj, V.; Vervisch, B.; Stockman, K.; Loccufier, M.; Verstockt, S.; Van de Walle, R.; Van Hoecke, S. Convolutional Neural Network Based Fault Detection for Rotating Machinery. J. Sound Vib. 2016, 377, 331–345. [Google Scholar] [CrossRef]
- Ding, X.; He, Q. Energy-Fluctuated Multiscale Feature Learning with Deep ConvNet for Intelligent Spindle Bearing Fault Diagnosis. IEEE Trans. Instrum. Meas. 2017, 66, 1926–1935. [Google Scholar] [CrossRef]
- Guo, X.; Chen, L.; Shen, C. Hierarchical adaptive deep convolution neural network and its application to bearing fault diagnosis. Measurement 2016, 93, 490–502. [Google Scholar] [CrossRef]
- Abdeljaber, O.; Avci, O.; Kiranyaz, S.; Gabbouj, M.; Inman, D.J. Real-time vibration-based structural damage detection using one-dimensional convolutional neural networks. J. Sound Vib. 2017, 388, 154–170. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types of Hardware | Model |
|---|---|
| Data Capture Cards | NI myRIO |
| Controller | CX5140 |
| Servomotor | AM8121-0F10 |
| Servo Motor Driver Module | EL7211 |
| Cable wire (Servomotor Use) | ZK4704-0421-2000 |
| 1000 Hz | 3000 Hz | ||
|---|---|---|---|
| Hierarchy | Frequency (Hz) | Hierarchy | Frequency (Hz) |
| D1 | 500~1000 | D1 | 1500~3000 |
| D2 | 250~500 | D2 | 750~1500 |
| D3 | 125~250 | D3 | 375~750 |
| D4 | 62.5~125 | D4 | 187.5~375 |
| D5 | 32.25~62.5 | D5 | 93.75~187.5 |
| A5 | 0~32.25 | A5 | 0~97.75 |
| Feature | Classifier | D1 | D2 | D3 | D4 | D5 | A5 |
|---|---|---|---|---|---|---|---|
| Max, Min, and Mean | SVM | 68.10 | 67.10 | 80.80 | 91.90 | 91.20 | 72.20 |
| GRNN | 59.60 | 55.20 | 64.30 | 88.90 | 97.00 | 58.40 | |
| Max, Min, and Range | SVM | 64.20 | 61.60 | 71.50 | 90.20 | 90.20 | 70.90 |
| GRNN | 60.80 | 55.90 | 64.10 | 88.90 | 96.90 | 67.30 | |
| Max, Min, and STD | SVM | 68.80 | 72.20 | 75.70 | 97.70 | 94.10 | 71.20 |
| GRNN | 59.50 | 54.90 | 64.80 | 90.80 | 97.60 | 59.60 | |
| Max, Min, and MAD | SVM | 70.10 | 70.30 | 77.20 | 96.50 | 92.70 | 72.90 |
| GRNN | 59.60 | 55.20 | 65.00 | 90.50 | 97.90 | 58.60 | |
| Max, Mean, and Range | SVM | 68.70 | 65.00 | 80.50 | 91.30 | 90.90 | 73.00 |
| GRNN | 59.60 | 56.20 | 63.50 | 87.40 | 97.00 | 68.80 | |
| Max, Mean, and STD | SVM | 69.80 | 73.30 | 81.30 | 97.80 | 94.00 | 71.20 |
| GRNN | 56.10 | 56.70 | 60.80 | 84.20 | 96.90 | 60.80 | |
| Max, Mean, and MAD | SVM | 68.40 | 70.80 | 80.00 | 95.70 | 92.40 | 68.40 |
| GRNN | 56.20 | 56.70 | 61.00 | 83.70 | 97.10 | 60.10 | |
| Max, Range, and STD | SVM | 68.00 | 71.20 | 74.40 | 97.70 | 94.20 | 71.20 |
| GRNN | 59.50 | 56.30 | 63.80 | 87.90 | 97.10 | 69.10 | |
| Max, Range, and MAD | SVM | 69.30 | 68.10 | 75.60 | 96.30 | 92.70 | 72.70 |
| GRNN | 59.60 | 56.10 | 63.70 | 88.10 | 97.40 | 69.10 | |
| Max, STD, and MAD | SVM | 70.60 | 70.40 | 77.00 | 97.60 | 93.60 | 73.00 |
| GRNN | 56.10 | 56.80 | 61.80 | 87.30 | 97.90 | 61.00 | |
| Min, Mean, and Range | SVM | 67.50 | 65.70 | 80.20 | 91.40 | 90.70 | 72.00 |
| GRNN | 59.50 | 54.50 | 65.40 | 89.30 | 96.90 | 65.30 | |
| Min, Mean, and STD | SVM | 72.40 | 70.80 | 82.70 | 97.80 | 93.60 | 71.40 |
| GRNN | 59.00 | 51.10 | 63.00 | 88.20 | 97.20 | 59.80 | |
| Min, Mean, and MAD | SVM | 70.60 | 71.00 | 81.50 | 96.20 | 92.30 | 68.80 |
| GRNN | 59.20 | 50.80 | 63.10 | 87.00 | 97.50 | 59.30 | |
| Min, Range, and STD | SVM | 67.80 | 70.40 | 75.00 | 97.60 | 93.50 | 70.90 |
| GRNN | 59.50 | 54.30 | 65.30 | 90.00 | 97.00 | 66.30 | |
| Min, Range, and MAD | SVM | 67.30 | 68.60 | 77.30 | 96.20 | 92.70 | 72.50 |
| GRNN | 59.50 | 54.50 | 65.50 | 89.90 | 97.10 | 65.60 | |
| Min, STD, and MAD | SVM | 70.50 | 70.30 | 76.20 | 97.60 | 93.50 | 72.80 |
| GRNN | 59.00 | 51.00 | 63.40 | 90.90 | 98.00 | 59.60 | |
| Mean, Range, and STD | SVM | 69.00 | 71.80 | 82.30 | 97.70 | 93.20 | 71.70 |
| GRNN | 60.10 | 56.00 | 64.30 | 89.80 | 97.30 | 69.30 | |
| Mean, Range, and MAD | SVM | 70.10 | 71.80 | 81.80 | 96.40 | 92.80 | 73.60 |
| GRNN | 60.10 | 55.80 | 64.30 | 89.80 | 97.40 | 69.20 | |
| Mean, STD, and MAD | SVM | 71.30 | 71.20 | 82.70 | 97.90 | 93.80 | 72.40 |
| GRNN | 48.00 | 54.40 | 51.10 | 98.00 | 97.50 | 65.10 | |
| Range, STD, and MAD | SVM | 71.70 | 71.10 | 74.40 | 97.60 | 93.70 | 71.80 |
| GRNN | 60.10 | 56.10 | 64.00 | 90.50 | 97.60 | 69.30 |
| 1000 rpm | Test 1 | Test 2 | Test 3 | |||
| Sampling Rate | 1000 Hz | 3000 Hz | 1000 Hz | 3000 Hz | 1000 Hz | 3000 Hz |
| Group 1 and Group 2 | 78.25 | 66.82 | 77.45 | 67.38 | 71.70 | 68.67 |
| Group 3 and Group 4 | 82.30 | 83.34 | 81.52 | 83.86 | 76.72 | 81.84 |
| Group 5 and Group 6 | 96.05 | 95.80 | 94.15 | 96.33 | 91.80 | 99.80 |
| Group 7 and Group 8 | 99.07 | 100.00 | 97.87 | 99.47 | 96.27 | 98.93 |
| Group 9 and Group 10 | 100.00 | 100.00 | 99.70 | 96.55 | 99.40 | 93.10 |
| 1500 rpm | Test 1 | Test 2 | Test 3 | |||
| Group 1 and Group 2 | 88.67 | 91.68 | 89.47 | 92.17 | 86.87 | 91.20 |
| Group 3 and Group 4 | 98.92 | 96.68 | 96.56 | 88.62 | 94.24 | 83.24 |
| Group 5 and Group 6 | 100.00 | 97.53 | 99.35 | 97.18 | 98.70 | 97.60 |
| Group 7 and Group 8 | 80.30 | 98.47 | 79.17 | 97.07 | 77.13 | 95.40 |
| Group 9 and Group 10 | 100.00 | 100.00 | 99.40 | 98.35 | 98.80 | 96.70 |
| 2000 rpm | Test 1 | Test 2 | Test 3 | |||
| Group 1 and Group 2 | 86.60 | 99.93 | 84.68 | 99.90 | 84.17 | 99.93 |
| Group 3 and Group 4 | 99.98 | 98.90 | 99.62 | 97.92 | 99.28 | 97.64 |
| Group 5 and Group 6 | 100.00 | 99.98 | 99.58 | 99.93 | 99.15 | 99.90 |
| Group 7 and Group 8 | 95.50 | 99.63 | 94.97 | 98.73 | 93.80 | 97.87 |
| Group 9 and Group 10 | 100.00 | 96.55 | 99.45 | 93.70 | 98.90 | 91.80 |
| Original Radius Formula | Improved Radius Formula | |||
|---|---|---|---|---|
| Sampling Rate | 1000 Hz | 3000 Hz | 1000 Hz | 3000 Hz |
| Time lag = 0 | 35.20 | 50.13 | 82.27 | 89.07 |
| Time lag = 1 | 43.07 | 55.13 | 84.47 | 94.20 |
| Revolution(s) Per Minute (rpm)/SVM | 1000 (rpm) | 1500 (rpm) | 2000 (rpm) |
|---|---|---|---|
| Group 1 and Group 2 | 68.67 | 91.20 | 99.93 |
| Group 3 and Group 4 | 81.84 | 83.24 | 97.64 |
| Group 5 and Group 6 | 99.80 | 97.60 | 99.90 |
| Group 7 and Group 8 | 98.93 | 95.40 | 97.87 |
| Group 9 and Group 10 | 93.10 | 96.70 | 91.80 |
| AVG | 88.47 | 92.83 | 97.43 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chu, W.-L.; Lin, C.-J.; Kao, K.-C. Fault Diagnosis of a Rotor and Ball-Bearing System Using DWT Integrated with SVM, GRNN, and Visual Dot Patterns. Sensors 2019, 19, 4806. https://doi.org/10.3390/s19214806
Chu W-L, Lin C-J, Kao K-C. Fault Diagnosis of a Rotor and Ball-Bearing System Using DWT Integrated with SVM, GRNN, and Visual Dot Patterns. Sensors. 2019; 19(21):4806. https://doi.org/10.3390/s19214806
Chicago/Turabian StyleChu, Wen-Lin, Chih-Jer Lin, and Kai-Chun Kao. 2019. "Fault Diagnosis of a Rotor and Ball-Bearing System Using DWT Integrated with SVM, GRNN, and Visual Dot Patterns" Sensors 19, no. 21: 4806. https://doi.org/10.3390/s19214806
APA StyleChu, W. -L., Lin, C. -J., & Kao, K. -C. (2019). Fault Diagnosis of a Rotor and Ball-Bearing System Using DWT Integrated with SVM, GRNN, and Visual Dot Patterns. Sensors, 19(21), 4806. https://doi.org/10.3390/s19214806