Eddy Current Transducer with Rotating Permanent Magnets to Test Planar Conducting Plates


Abstract
:1. Introduction
2. Transducer and Measuring System
- -
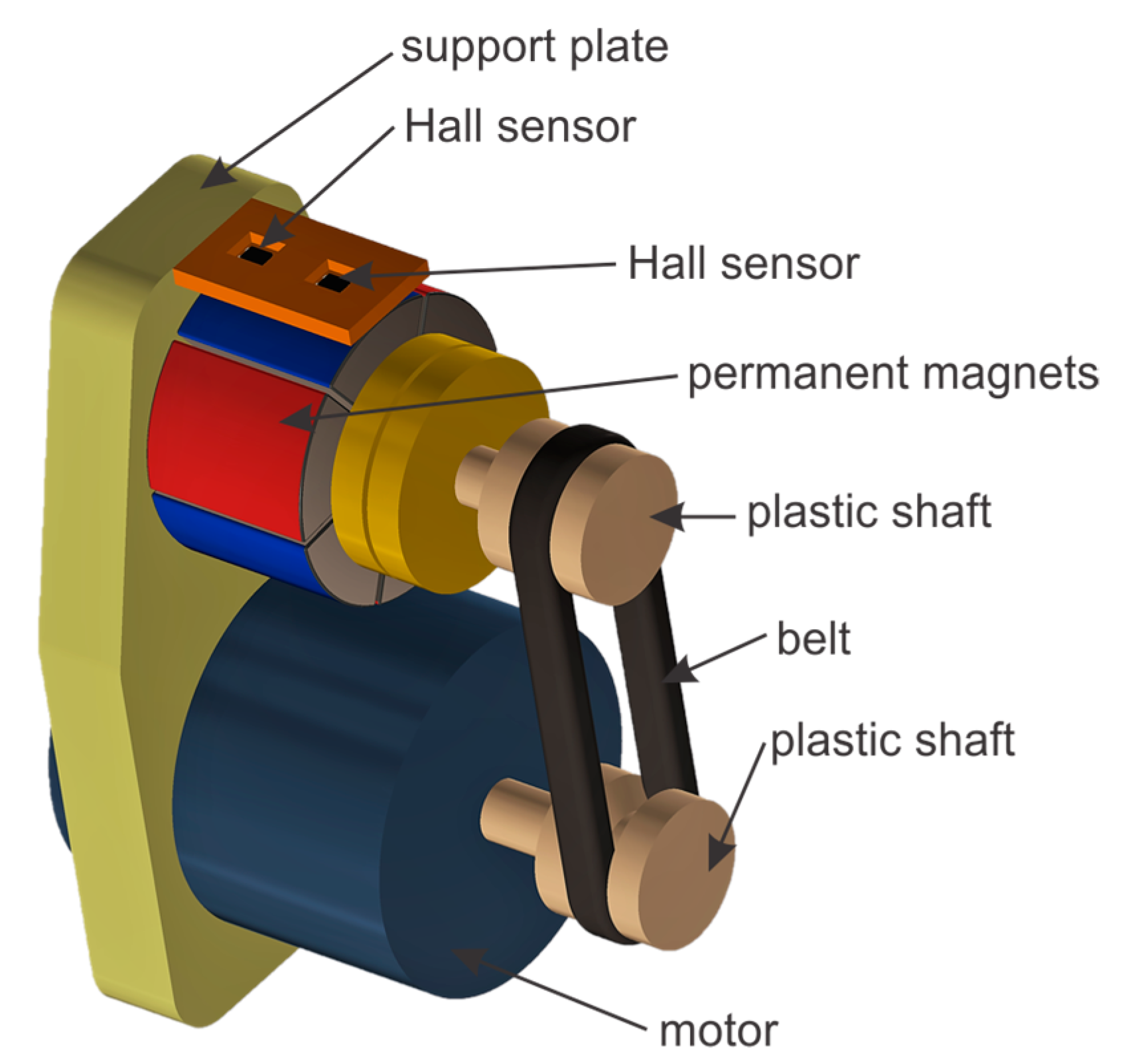
- A rotating head holding permanent magnets in the form of a multipole ring with radial magnetization;
- -
- An electric/pneumatic/hydraulic motor, which rotates the head via the plastic shaft and the belt;
- -
- The two Hall sensors connected in a differential manner to measure the eddy current response (an absolute signal from one of the Hall sensors is also monitored simultaneously);
- -
- A support plate which links all the elements together.
3. Experimental Setup and Procedure
- -
- The transducer with rotating permanent magnets (eight poles) and an electronic interface;
- -
- A motor control unit;
- -
- An XY-scanner used to move the transducer over the samples;
- -
- A desktop computer.
- -
- The eddy current transducer head was set to move across the specimen with the Hall sensors facing the specimen surface at a distance of approximately 2 mm from the sensor;
- -
- The defects were located in the specimen on the same side as the transducer (the inner defects);
- -
- The transducer was slowly moved along the specimen by the XY scanner;
- -
- There were 240 measurement points taken inline (120 measurement points on each side of the defect), with the distance between the different measuring positions being 0.5 mm;
- -
- Both signals (differential and absolute) from the Hall sensors were acquired for each measurement point with a sampling frequency of 100 kHz, and both signals were saved for future analysis.
- -
- T is the signal period;
- -
- UB,RMS is the RMS (root mean square) value calculated as ;
- -
- UB(t) is the Hall-effect voltage corresponding to the magnetic flux density;
- -
- UB,RMS0 is the RMS value achieved for the position of the transducer over the homogenous material.
- -
- ffund. is the fundamental frequency (first, lowest harmonic) resulting from the spectrum of the signal acquired at the current position of the transducer;
- -
- ffund.,0 is the fundamental frequency resulting from the spectrum of the signal acquired at the position of the transducer above the homogenous material.
4. Results of Experiments
4.1. Comparison of the Results Achieved at Different Defect Depths
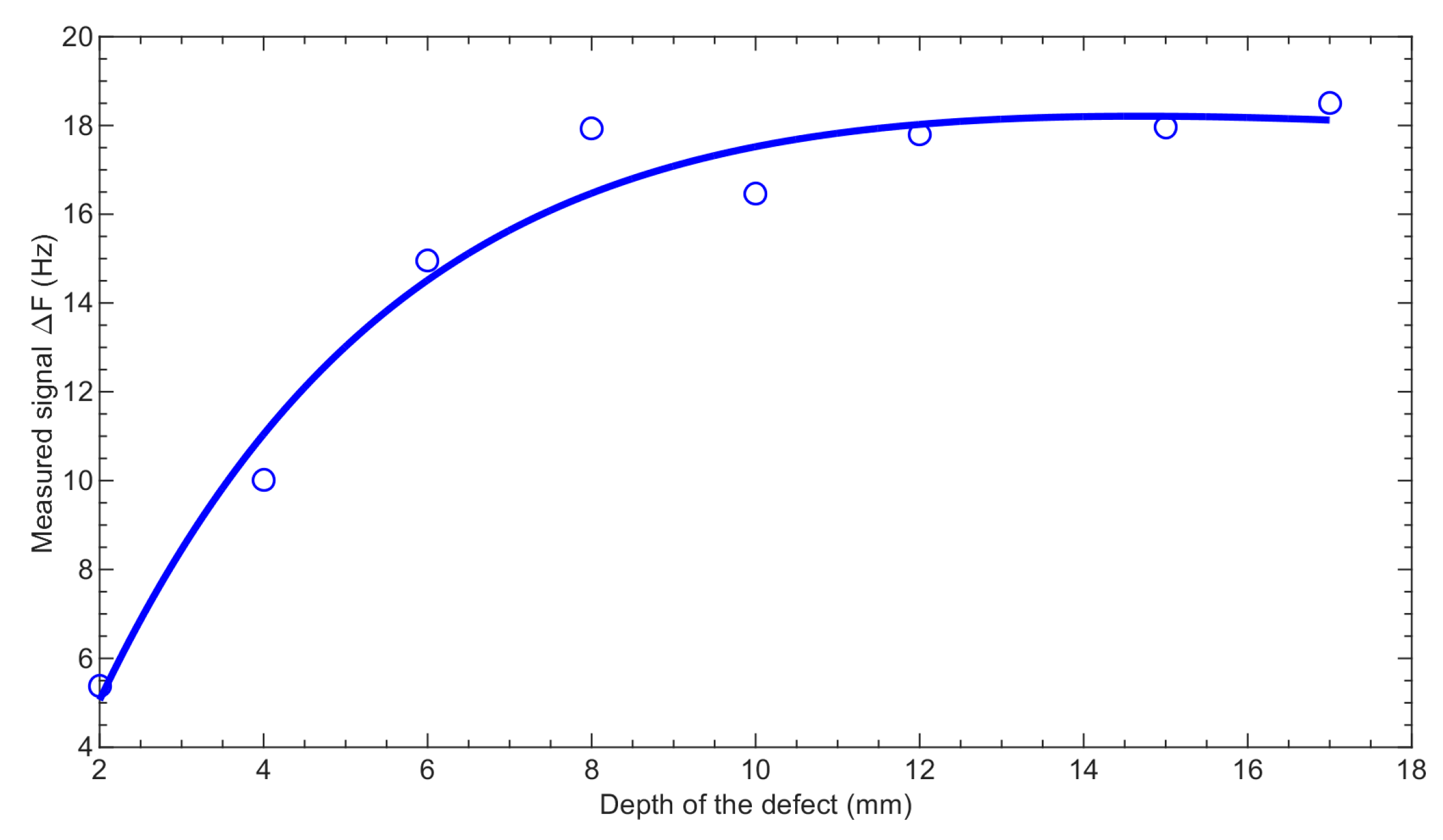
4.2. Observation of the Fundamental Frequency Deviation Achieved for Different Defect Depths
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-Destructive Techniques Based on Eddy Current Testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Libby, H.L. Introduction to Electromagnetic Nondestructive Test Methods; Wiley-Interscience: New York, NY, USA, 1971; ISBN 978-0882759647. [Google Scholar]
- Yang, G.; Tamburrino, A.; Udpa, L.; Udpa, S.S.; Zeng, Z.; Deng, Y.; Que, P. Pulsed eddy-current based giant magnetoresistive system for the inspection of aircraft structures. IEEE Trans. Magn. 2010, 46, 910–917. [Google Scholar] [CrossRef]
- Watkins, D.; Kunerth, D.C. Eddy Current Examination of Spent Nuclear Fuel Canister Closure Welds. In Proceedings of the 2006 International High Level Radioactive Waste Management Conference (IHLRWM), Las Vegas, NV, USA, 30 April–4 May 2006. [Google Scholar]
- Camerini, C.; Rebello, J.M.A.; Braga, L.; Santos, R.; Chady, T.; Psuj, G.; Pereira, G. In-Line Inspection Tool with Eddy Current Instrumentation for Fatigue Crack Detection. Sensors 2018, 18, 2161. [Google Scholar] [CrossRef] [PubMed]
- Cartez, L. Nondestructive Testing; ASM International: Cleveland, OH, USA, 1995; ISBN 978-0-87170-517-4. [Google Scholar]
- Kacprzak, D.; Taniguchi, T.; Nakamura, K.; Yamada, S.; Iwahara, M. Novel eddy current testing sensor for the inspection of printed circuit boards. IEEE Trans. Magn. 2001, 37. [Google Scholar] [CrossRef]
- Nonaka, Y. A double coil method for simultaneously measuring the resistivity, permeability, and thickness of a moving metal sheet. IEEE Trans. Instrum. Meas. 1996, 45. [Google Scholar] [CrossRef]
- Sophian, A.; Tian, G.Y.; Talyor, D.; Rudlin, J. Design of a pulsed eddy current sensor for detection of defects in aircraft lap-joints. Sens. Actuators A Phys. 2002, 101. [Google Scholar] [CrossRef]
- Sundararaghavan, V. A multi-frequency eddy current inversion method for characterizing conductivity gradients on water jet peened components. NDT E Int. 2005, 38. [Google Scholar] [CrossRef]
- Yin, W.; Dickinson, S.J.; Peyton, A.J. Evaluating the Permeability Distribution of a Layered Conductor by Inductance Spectroscopy. IEEE Trans. Magn. 2006, 42. [Google Scholar] [CrossRef]
- Brauer, H.; Porzig, K.; Mengelkamp, J.; Carlstedt, M.; Ziolkowski, M.; Toepfer, H. Lorentz force eddy current testing: A novel NDE-technique. COMPEL Int. J. Comput. Math. Electr. Electron. Eng. 2014, 33, 1965–1977. [Google Scholar] [CrossRef]
- Brauer, H.; Ziolkowski, M. Eddy Current Testing of Metallic Sheets with Defects Using Force Measurements. Serb. J. Electr. Eng. 2008, 5, 11–20. [Google Scholar] [CrossRef]
- Brauer, H.; Ziolkowski, M. Validation of force calculations in Lorentz force eddy current testing. In Proceedings of the 13th IGTE Symposium, Graz, Austria, 21–24 September 2008; pp. 364–368. [Google Scholar]
- Weiss, K.; Carlstedt, M.; Ziolkowski, M.; Brauer, H.; Toepfer, H. Lorentz Force on Permanent Magnet Rings by Moving Electrical Conductors. IEEE Trans. Magn. 2015, 51, 12. [Google Scholar] [CrossRef]
- Fearon, R.E. Casing Joint Detector. U.S. Patent 2,897,438, 28 July 1959. [Google Scholar]
- Nestleroth, J.B.; Davis, R.J. Application of eddy currents induced by permanent magnets for pipeline inspection. NDT E Int. 2007, 40. [Google Scholar] [CrossRef]
- Dodd, C.V. Analytical Solutions to Eddy-Current Probe-Coil Problems. J. Appl. Phys. 2003, 39. [Google Scholar] [CrossRef]
- Dogaru, T.; Smith, S.T. Giant magnetoresistance-based eddy-current sensor. IEEE Trans. Magn. 2001, 37. [Google Scholar] [CrossRef]
- He, Y.; Luo, F.; Pan, M.; Weng, F.; Hu, X.; Gao, J.; Liu, B. Pulsed eddy current technique for defect detection in aircraft riveted structures. NDT E Int. 2010, 43. [Google Scholar] [CrossRef]
- Tavrin, Y.; Krause, H.-J.; Wolf, W.; Glyantsev, V.; Schubert, J.; Zander, W.; Bousack, H. Eddy current technique with high temperature SQUID for non-destructive evaluation of non-magnetic metallic structures. Cryogenics 1996, 36. [Google Scholar] [CrossRef]
- Bowler, J.R.; Theodoulidis, T.P. Eddy currents induced in a conducting rod of finite length by a coaxial encircling coil. J. Phys. D Appl. Phys. 2005, 38, 16. [Google Scholar] [CrossRef]
- Kurokawa, M.; Miyauchi, R.; Enami, K.; Matsumoto, M. New Eddy Current Probe for NDE of Steam Generator Tubes. In Electromagnetic Nondestructive Evaluation (III); Lesselier, D., Razek, A., Eds.; IOS Press: Clifton, VA, USA, 1999; ISBN 9789051994445. [Google Scholar]
- Yin, W.; Peyton, A.J. Thickness measurement of non-magnetic plates using multi-frequency eddy current sensors. NDT E Int. 2007, 40. [Google Scholar] [CrossRef]
- Grimberg, R.; Savin, A.; Radu, E.; Mihalache, O. Nondestructive evaluation of the severity of discontinuities in flat conductive materials by an eddy-current transducer with orthogonal coils. IEEE Tran. Magn. 2000, 36, 299–307. [Google Scholar] [CrossRef]
- Theodoulidis, T.P.; Kriezis, E.E. Impedance evaluation of rectangular coils for eddy current testing of planar media. NDT E Int. 2002, 35, 407–414. [Google Scholar] [CrossRef]
- Grimberg, R.; Udpa, L.; Savin, A.; Steigmann, R.; Palihovici, V.; Udpa, S.S. 2D Eddy current sensor array. NDT E Int. 2006, 39, 264–271. [Google Scholar] [CrossRef]
- Xie, R.; Chen, D.; Pan, M.; Tian, W.; Wu, X.; Zhou, W.; Tang, Y. Fatigue Crack Length Sizing Using a Novel Flexible Eddy Current Sensor Array. Sensors 2015, 15, 32138–32151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Directive 2014/34/Eu of the European Parliament and of the Council of 26 February 2014 on the harmonization of the Laws of the Member States Relating to Equipment and Protective Systems Intended for Use in Potentially Explosive Atmospheres (Recast). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32014L0034 (accessed on 10 January 2019).
- Chady, T. Project of Eddy Current Transducer with Rotating Permanent Magnets. Working Paper Available on line since December 2016. Available online: https://www.researchgate.net/publication/311572204_project_of_eddy_current_transducer_with_rotating_permanent_magnets (accessed on 10 January 2019).
- Chady, T.; Spychalski, I. Eddy Current Transducer with Rotating Permanent Magnets; ENDE 2017; CEA Saclay Digiteo Labs: Saclay, France, 8 September 2017; Available online: https://www.researchgate.net/publication/320840726_Eddy_Current_Transducer_with_Rotating_Permanent_Magnets (accessed on 10 January 2019).
- Grochowalski, J.M.; Chady, T. Numerical analysis of eddy current transducer with rotating permanent magnets for planar conducting plates testing. In Proceedings of the 2018 International Interdisciplinary PhD Workshop (IIPhDW), Swinoujscie, Poland, 9–12 May 2018. [Google Scholar] [CrossRef]
- Chady, T. Project of Eddy Current Transducer with Rotating Permanent Magnets and a Differential Mechanism. Available online: https://www.researchgate.net/publication/311715340_project_of_eddy_current_transducer_with_rotating_permanent_magnets_and_a_differential_mechanism (accessed on 10 January 2019).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample A | Sample B | Sample C | |
|---|---|---|---|
| Length of the sample [mm] | 650 | 650 | 690 |
| Defect depth [mm] | 2, 4, 6 | 8, 10, 12 | 15, 16, 17 |
| Flaw depth [mm] | 2 | 4 | 6 | 8 | 10 | 12 | 15 |
| ∆UB/∆UB(17mm) [%] | 90.5 | 57.3 | 37.5 | 25.1 | 16.9 | 10.9 | 4.0 |
| ∆ffund/∆ffund(17mm) [%] | 72.6 | 39.8 | 20.7 | 9.7 | 4.2 | 1.5 | 0.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chady, T.; Grochowalski, J.M. Eddy Current Transducer with Rotating Permanent Magnets to Test Planar Conducting Plates. Sensors 2019, 19, 1408. https://doi.org/10.3390/s19061408
Chady T, Grochowalski JM. Eddy Current Transducer with Rotating Permanent Magnets to Test Planar Conducting Plates. Sensors. 2019; 19(6):1408. https://doi.org/10.3390/s19061408
Chicago/Turabian StyleChady, Tomasz, and Jacek M. Grochowalski. 2019. "Eddy Current Transducer with Rotating Permanent Magnets to Test Planar Conducting Plates" Sensors 19, no. 6: 1408. https://doi.org/10.3390/s19061408
APA StyleChady, T., & Grochowalski, J. M. (2019). Eddy Current Transducer with Rotating Permanent Magnets to Test Planar Conducting Plates. Sensors, 19(6), 1408. https://doi.org/10.3390/s19061408