An Angle Error Compensation Method Based on Harmonic Analysis for Integrated Joint Modules


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Angle Error Analysis of Joint Module
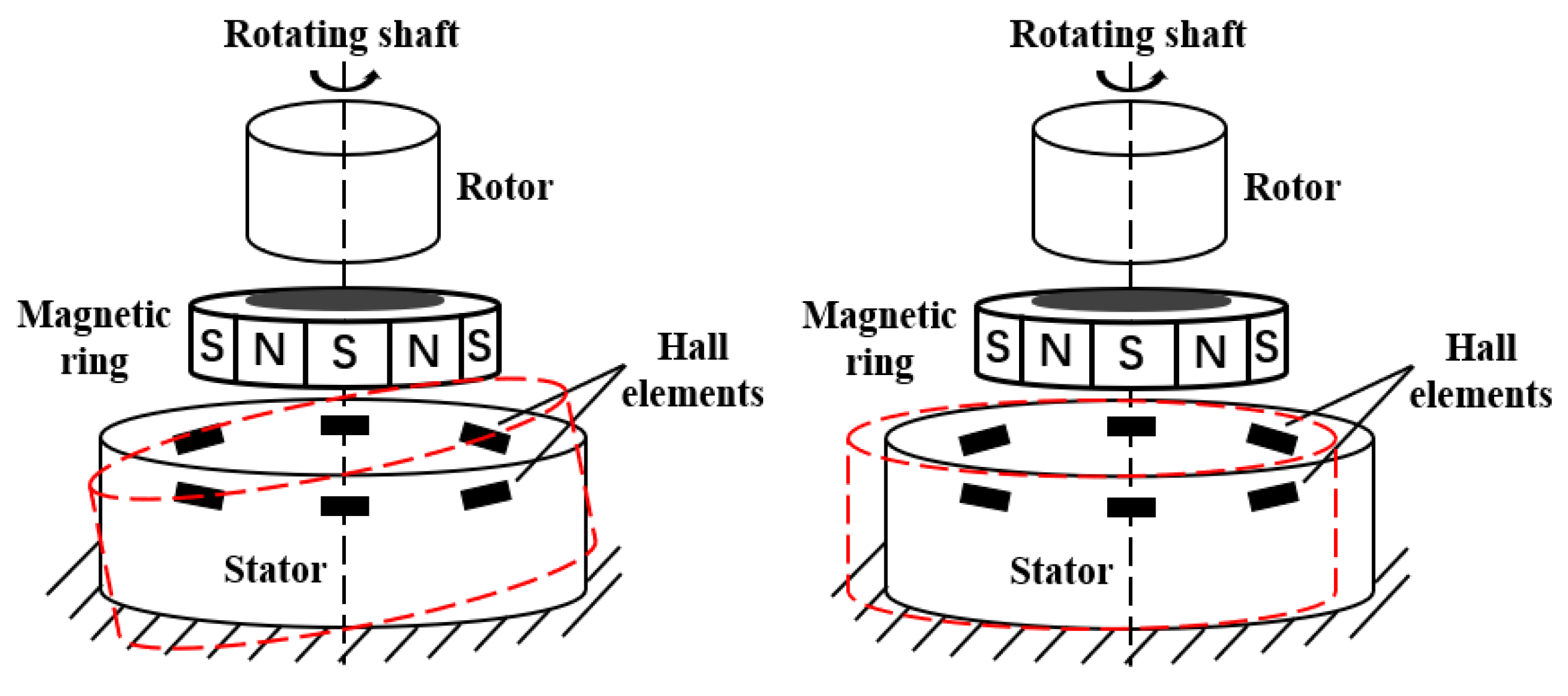
2.1. Magnetic Encoder Angle Error
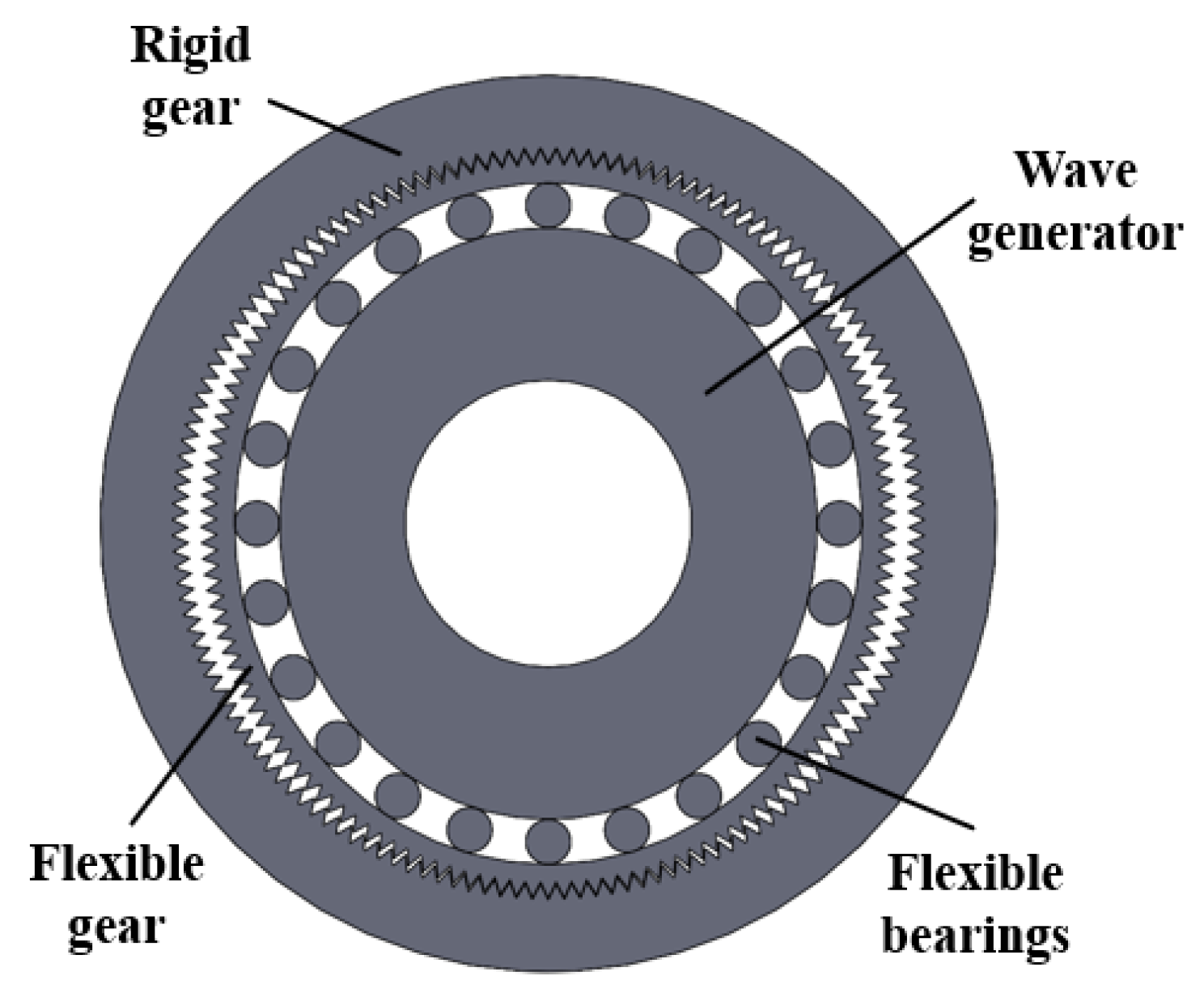
2.2. Harmonic Reducer Angle Error
3. Model of Angle Error of Joint Module
4. Calibration Experiment of Angle Error of Joint Module
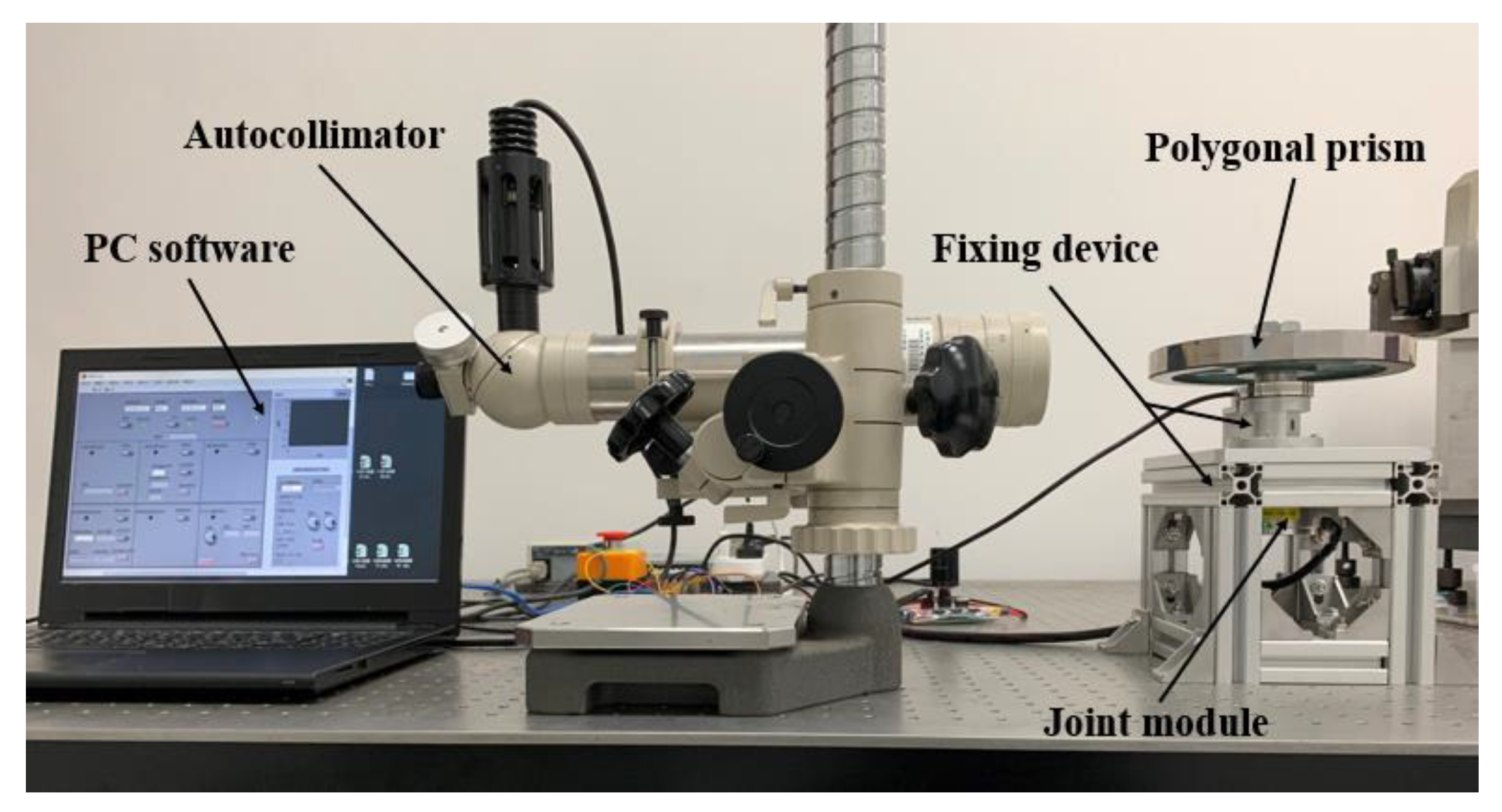
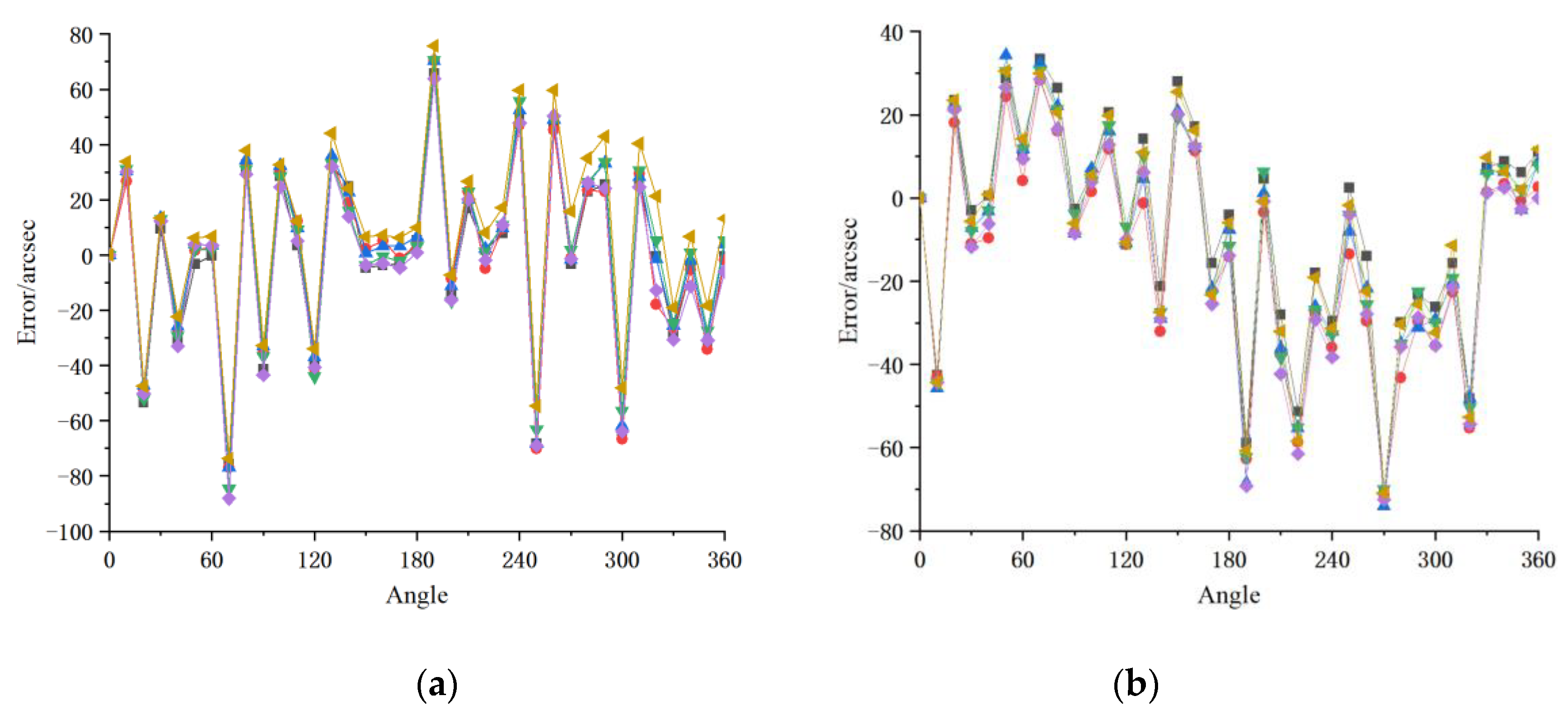
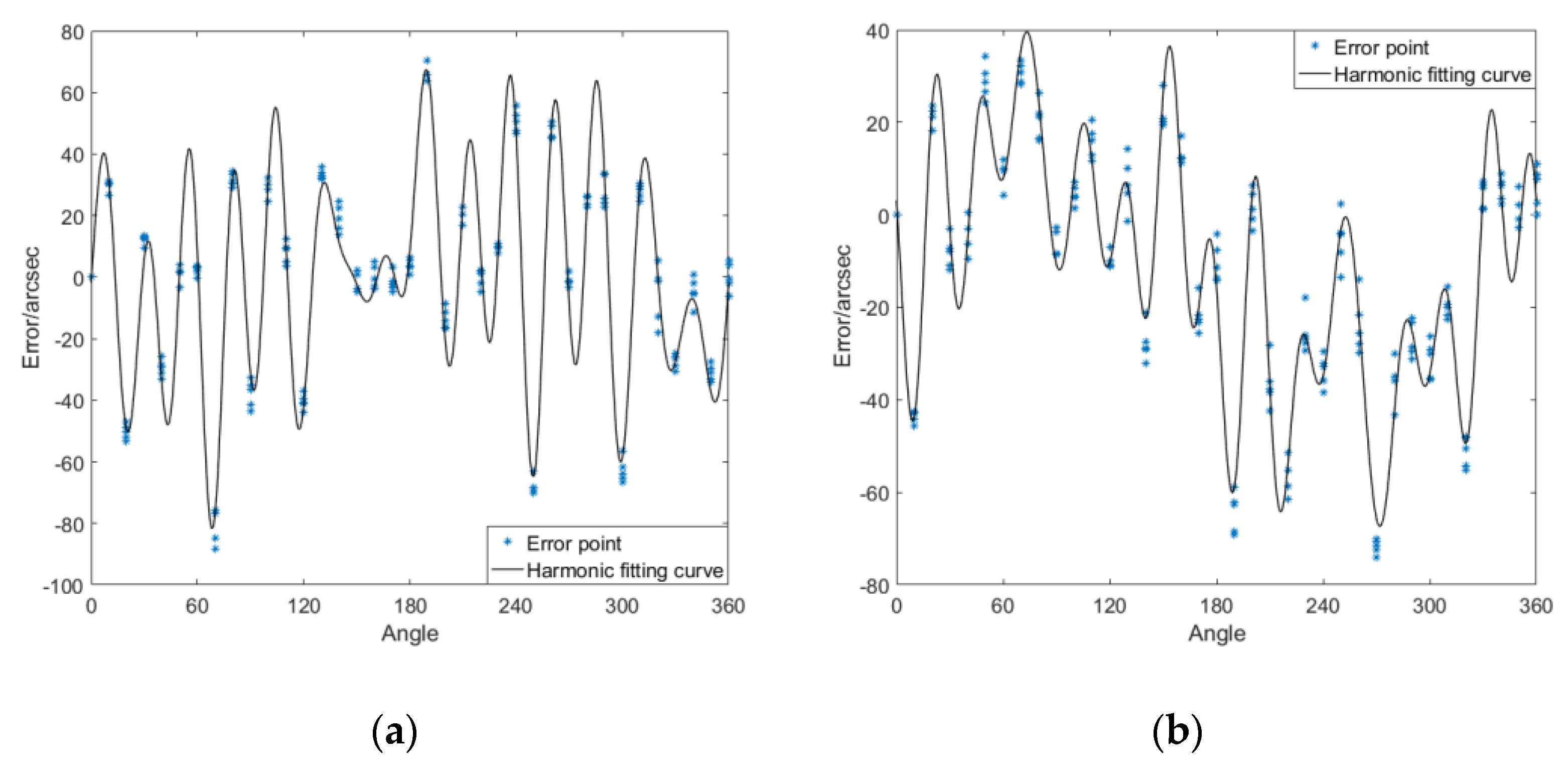
4.1. Calibration Experiment and Experimental Data
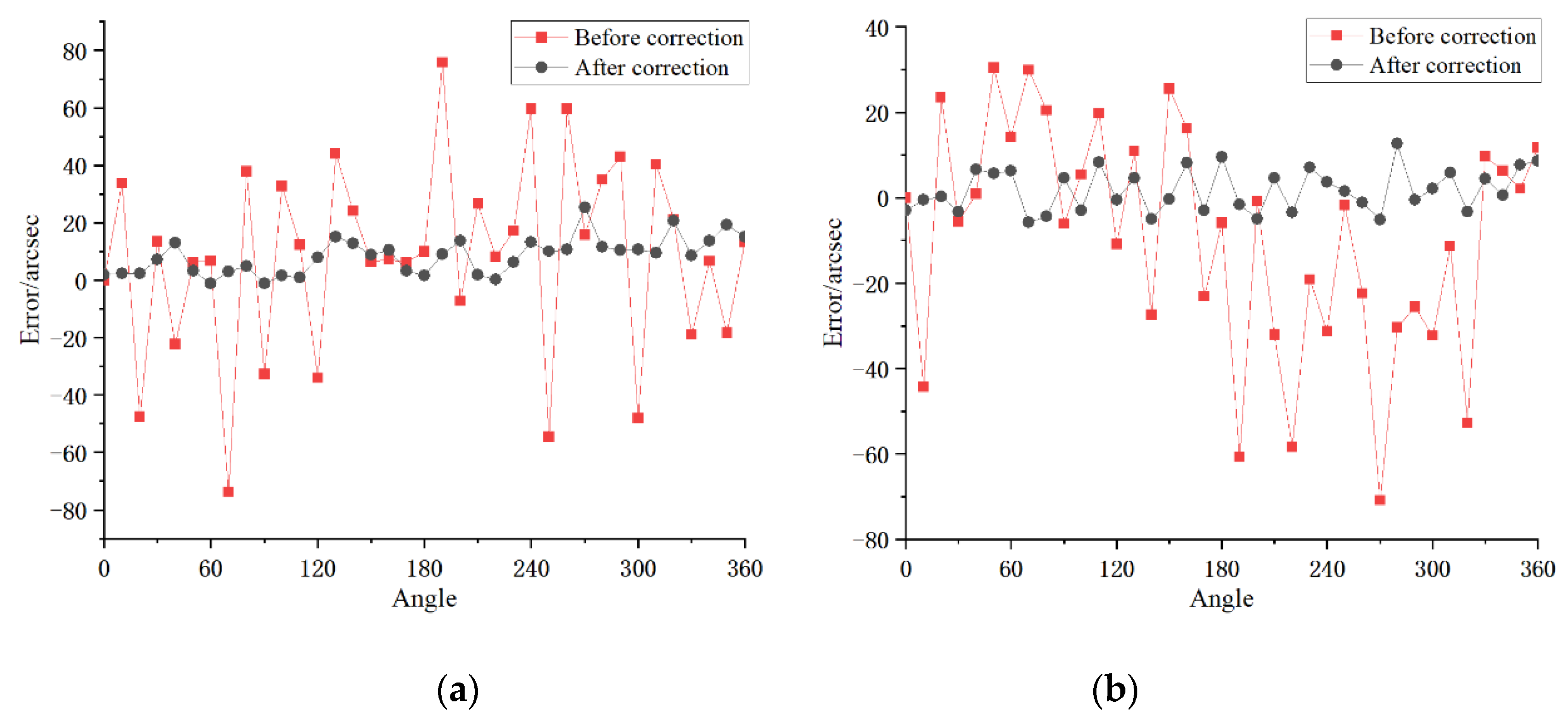
4.2. Error Compensation and Results
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- IFR International Federation of Robotics. Available online: https://ifr.org/ (accessed on 26 February 2020).
- Bertrand, T.; Shafaat, A.B. The three-cubic method: An optimal online robot joint trajectory generator under velocity, acceleration, and wandering constraints. Int. J. Robot. Res. 1999, 18, 893–901. [Google Scholar]
- Mirostaw, G. The planning of robotic optimal motions in the presence of obstacles. Int. J. Robot. Res. 1998, 17, 248–259. [Google Scholar]
- Yang, D.C.H. Collision-free path planning by using nonperiodic B-spline curves. ASME J. Mech. Des. 1993, 115, 679–684. [Google Scholar] [CrossRef]
- Amel, B.; Amar, R.; Nadia, S.; Nicole, L. Exploring cognitive approach through the neural network paradigm: Trajectory planning application. In Proceedings of the 2nd IEEE International Conference on Cognitive Informatics (ICCI 2003), London, UK, 18–20 August 2003; pp. 47–54. [Google Scholar]
- Bagheri, M.; Krstić, M.; Naseradinmousavi, P. Multivariable extremum seeking for joint-space trajectory optimization of a high-degrees-of-freedom robot. ASME J. Dyn. Syst. Meas. Control 2018, 140, 111017. [Google Scholar] [CrossRef] [Green Version]
- Kun, W.; Bingyin, R. A method on dynamic path planning for robotic manipulator autonomous obstacle avoidance based on an improved RRT algorithm. Sensors 2018, 18, 571. [Google Scholar]
- Ulrich, M.; Lux, G.; Piprek, T. Analysis and visualisation of the positioning accuracy and underlying effects of industrial robots. Adv. Mater. Res. 2014, 1018, 15–22. [Google Scholar] [CrossRef]
- Wang, L.F.; Li, X.; Zhang, L.Y.; Ye, N. Analysis of the positioning error of industrial robots and accuracy compensation based on ELM algorithm. Robot 2018, 40, 843–859. [Google Scholar]
- Ye, S.H.; Wang, Y.; Ren, Y.J.; Li, D.K. Calibration of robot kinematic parameters based on laser tracker. J. Tianjin Univ. 2007, 40, 202–205. [Google Scholar]
- Yang, W.T.; Zhan, J.; She, Y.; Wu, Q. Review on optimization methods for absolute positioning accuracy of industrial robots. Surf. Eng. Remanufacturing 2019, 19, 28–32. [Google Scholar]
- Wang, W.; Wang, G.; Yun, C. A calibration method of kinematic parameters for serial industrial robots. Ind. Robot. 2014, 41, 157–165. [Google Scholar] [CrossRef]
- Zhong, X.; Lewis, J.; N-Nagy, F.L. Inverse robot calibration using artificial neural networks. Eng. Appl. Artif. Intell. 1996, 9, 83–93. [Google Scholar] [CrossRef]
- Huang, M.Z.; Masory, O. A simple method of accuracy enhancement for industrial manipulators. Int. J. Adv. Manuf. Technol. 1993, 8, 114–122. [Google Scholar] [CrossRef]
- Lan, C.K.; Wu, C.Y.; Chang, C.W.; Lee, H.W.; Liu, C.H. Novel joint angle measurement and calibration system for selective compliance assembly robot arm. Sens. Mater. 2018, 30, 2615–2626. [Google Scholar] [CrossRef]
- Paredis, C.J.J.; Benjamin, B.H.; Khosla, P.K. A rapidly deployable manipulator System. In Proceedings of the IEEE International Conference on Robotics and Automation, Minneapolis, MN, USA, 22–28 April 1996; pp. 1434–1439. [Google Scholar]
- Matsumaru, T. Design and control of the modular robot system: TOMMS. In Proceedings of the IEEE International Conference on Robotics and Automation, Nagoya, Japan, 21–27 May 1995; pp. 2125–2131. [Google Scholar]
- Bayrhammer, E.; Kennel, M.; Schmucker, U.; Tschakarow, R.; Parlitz, C. Viro-Con: Efficient deployment of modular robots. In Proceedings of the 41st International Symposium on Robotics and 6th German Conference on Robotics, Munich, Germany, 7–9 June 2010; pp. 759–764. [Google Scholar]
- Yan, J.H.; Guo, X.; Liu, Y.B.; Zhao, J. The design and kinematic analysis of a modular manipulator. J. Harbin Inst. Technol. 2015, 47, 20–25. [Google Scholar]
- Santolaria, J.; Aguilar, J.J.; Yagüe, J.A.; Pastor, J. Kinematic parameter estimation technique for calibration and repeatability improvement of articulated arm coordinate measuring machines. Precis. Eng. 2008, 32, 251–268. [Google Scholar] [CrossRef]
- Rim, C.H.; Rim, C.M.; Kim, J.G.; Chen, G.; Pak, J.S. A calibration method of portable coordinate measuring arms by using artifacts. MAPAN-J. Metrol. Soc. India 2018, 34, 1–11. [Google Scholar] [CrossRef]
- Zheng, D.; Yin, S.; Luo, Z.; Zhang, J.; Zhou, T. Measurement accuracy of articulated arm CMMs with circular grating eccentricity errors. Meas. Sci. Technol. 2016, 27, 115011. [Google Scholar] [CrossRef]
- Gao, G.B.; Wang, W.; Lin, K.; Chen, Z.C. Error compensation and parameter identification of circular grating angle sensors. Opt. Precis. Eng. 2010, 18, 1766–1772. [Google Scholar]
- Zhou, B.B. Research on Error Compensation Technology for High Accuracy Circle Gratings Angel-Measuring System. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. [Google Scholar]
- Hu, Y.; Huang, W.; Hu, P.H.; Liu, W.W.; Ye, B. Design and validation of a self-driven joint model for articulated arm coordinate measuring machines. Appl. Sci. 2019, 9, 3151. [Google Scholar] [CrossRef] [Green Version]
- Miyashita, K.; Takahashi, T.; Yamanaka, M. Features of a magnetic rotary encoder. IEEE Trans. Magn. 1987, 23, 2182–2184. [Google Scholar] [CrossRef]
- Hao, S.H.; Liu, Y.; Hao, M.H. Design of absolute multi-pole shaft encoders. Opt. Precis. Eng. 2010, 18, 863–871. [Google Scholar]
- Yu, L.D.; Bao, W.H.; Zhao, H.N.; Jia, H.K.; Zhang, R. Application and novel angle measurement error compensation method of circular gratings. Opt. Precis. Eng. 2019, 27, 1719–1726. [Google Scholar]
- Zhou, T.; Ni, F.L.; Li, F.R.; Liu, H.; Zhu, Y.Y. A new absolute magnetic encoder with big hallow. Chin. J. Sci. Instrum. 2016, 37, 1532–1538. [Google Scholar]
- Wan, Q.Z.; Lu, Z.G.; Wang, K.; Dong, X.Z.; Duan, W.G.; Tong, Q.B.; Li, G.B. Precision harmonic gear reducer transmission error analysis. Instrum. Technol. Sens. 2013, 42, 51–54. [Google Scholar]
- Han, B.C.; Ma, J.J.; Li, H.T. Modeling and compensation of nonlinear friction in harmonic driver. Opt. Precis. Eng. 2011, 19, 1095–1103. [Google Scholar]
- Tuttle, T.D.; Seering, W.P. A nonlinear model of a harmonic drive gear transmission. IEEE Trans. Robot. Autom. 1996, 12, 368–374. [Google Scholar] [CrossRef]
- Zhu, C.; Paul, F.W. A Fourier series neural network and its application to system identification. ASME J. Dyn. Sys. Meas. Control 1995, 117, 253–261. [Google Scholar] [CrossRef]
- Amini, M.R.; Shahbakhti, M.; Pan, S. MIMO first and second order discrete sliding mode controls of uncertain linear systems under implementation imprecisions. In Proceedings of the ASME 2017 Dynamic Systems and Control Conference (DSCC 2017), Tysons Corner, VA, USA, 11–13 October 2017. Paper No. DSCC2017-5010. [Google Scholar]
- Kaul, S.K.; Tickoo, A.K.; Koul, R.; Kumar, N. Improving the accuracy of low-cost resolver-based encoders using harmonic analysis. Nucl. Instrum. Methods Phys. Res. Sect. A 2008, 586, 345–355. [Google Scholar] [CrossRef]
- Zhao, R.J.; Ma, W.L. Improving the accuracy of new-type encoders using error harmonic compensation. Electron. Instrum. Cust. 2009, 16, 69–71. [Google Scholar]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Zhan, Y.; Han, L.; Hu, P.; Ye, B.; Yu, Y. An Angle Error Compensation Method Based on Harmonic Analysis for Integrated Joint Modules. Sensors 2020, 20, 1715. https://doi.org/10.3390/s20061715
Hu Y, Zhan Y, Han L, Hu P, Ye B, Yu Y. An Angle Error Compensation Method Based on Harmonic Analysis for Integrated Joint Modules. Sensors. 2020; 20(6):1715. https://doi.org/10.3390/s20061715
Chicago/Turabian StyleHu, Yi, Yuyi Zhan, Liang Han, Penghao Hu, Bing Ye, and Yue Yu. 2020. "An Angle Error Compensation Method Based on Harmonic Analysis for Integrated Joint Modules" Sensors 20, no. 6: 1715. https://doi.org/10.3390/s20061715
APA StyleHu, Y., Zhan, Y., Han, L., Hu, P., Ye, B., & Yu, Y. (2020). An Angle Error Compensation Method Based on Harmonic Analysis for Integrated Joint Modules. Sensors, 20(6), 1715. https://doi.org/10.3390/s20061715