A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends

 ,
, 
 , ,
, ,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Tool Condition Monitoring Systems
3. Indirect Tool Condition Monitoring Systems
3.1. Cutting Forces
3.2. Acoustic Emission
3.3. Vibration
3.4. Temperature
3.5. Motor Current
3.6. Sound
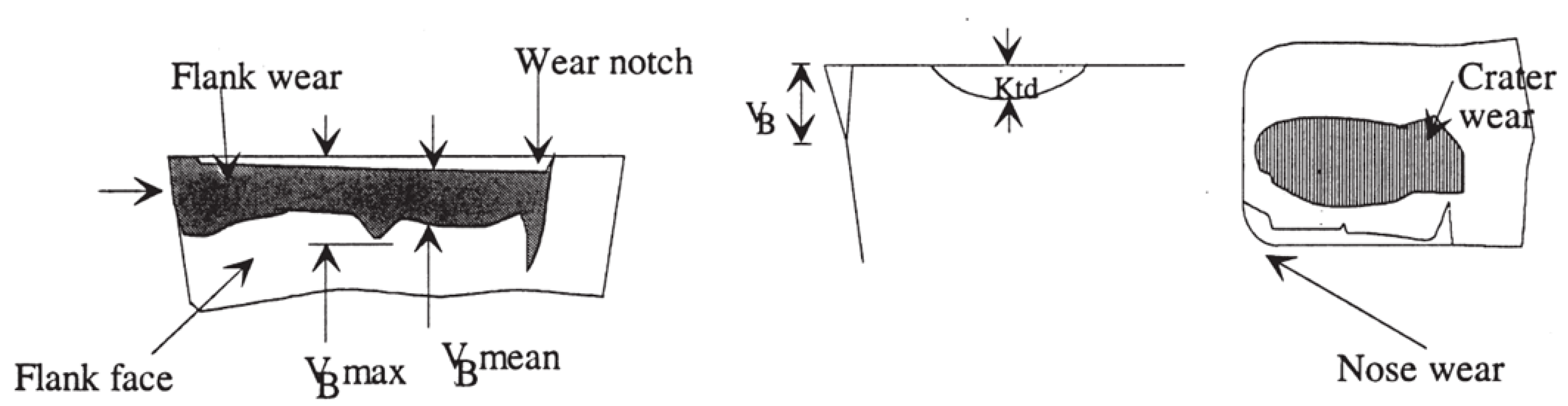
3.7. Tool Flank Wear
3.8. Surface Roughness
- 1.
- Waviness (Irregularities with measurement ranges greater than surface roughness sampling distance);
- 2.
- Defects (scratches, cracks, stress concentration and alignment errors);
- 3.
- SR (average of vertical deviations of a certain distance of a surface that has undergone a certain treatment).
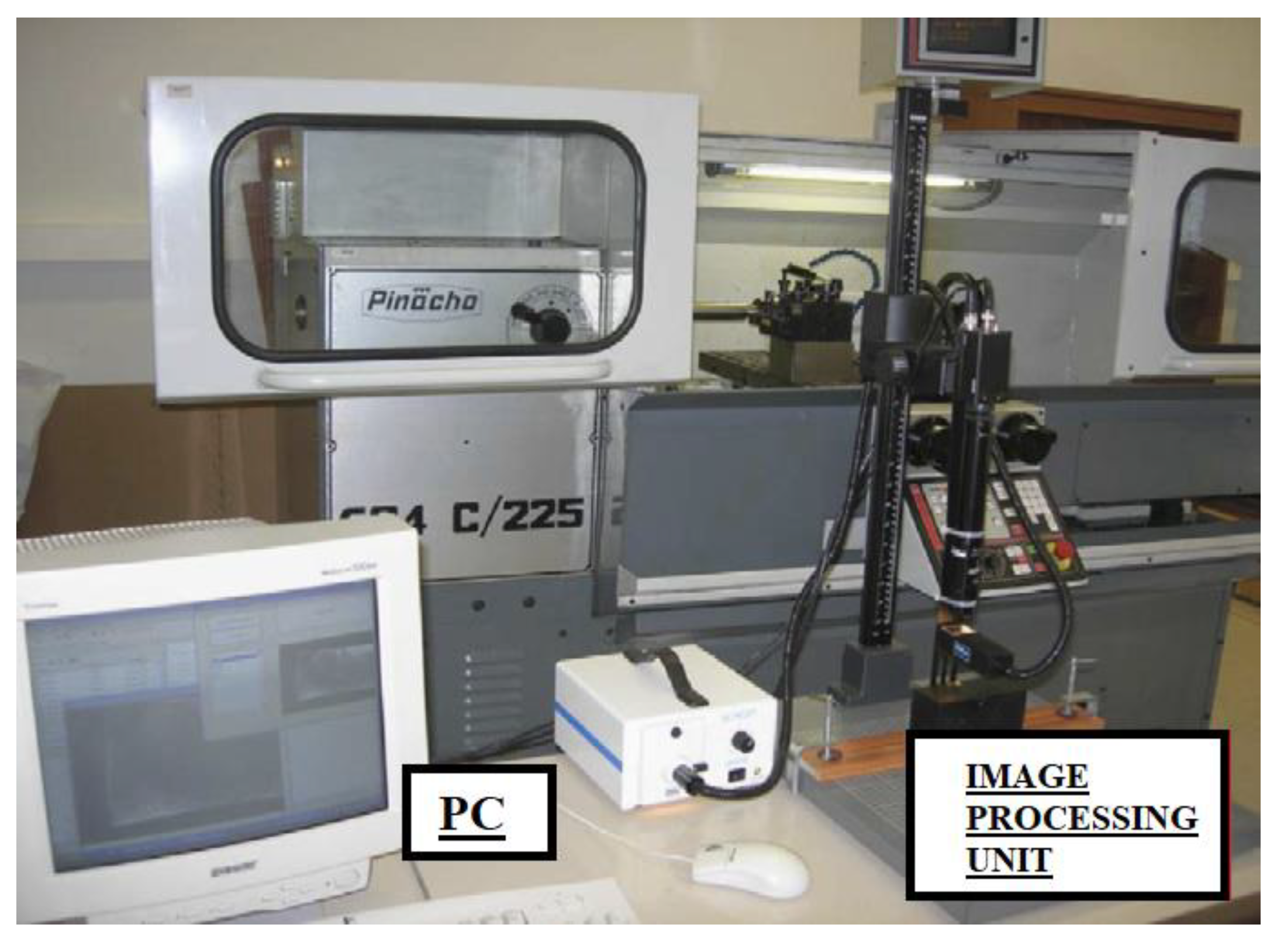
3.9. Image Processing
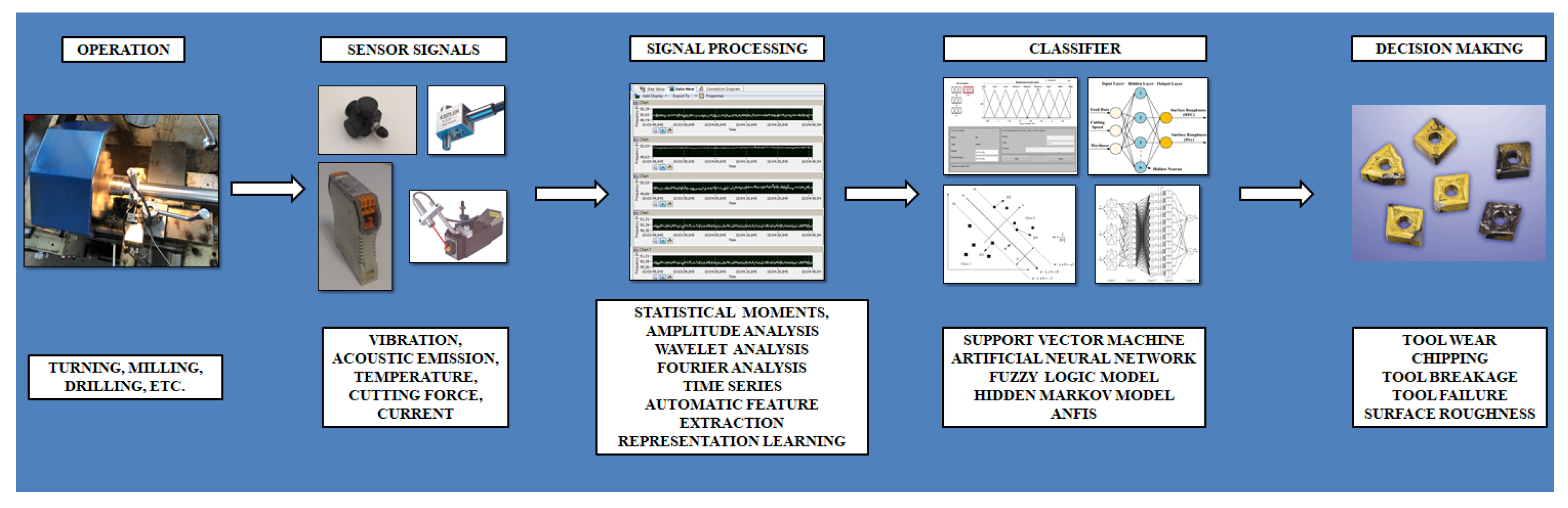
4. Data Acquisition and Signal Processing
5. Decision Making Methods
5.1. Artificial Neural Network
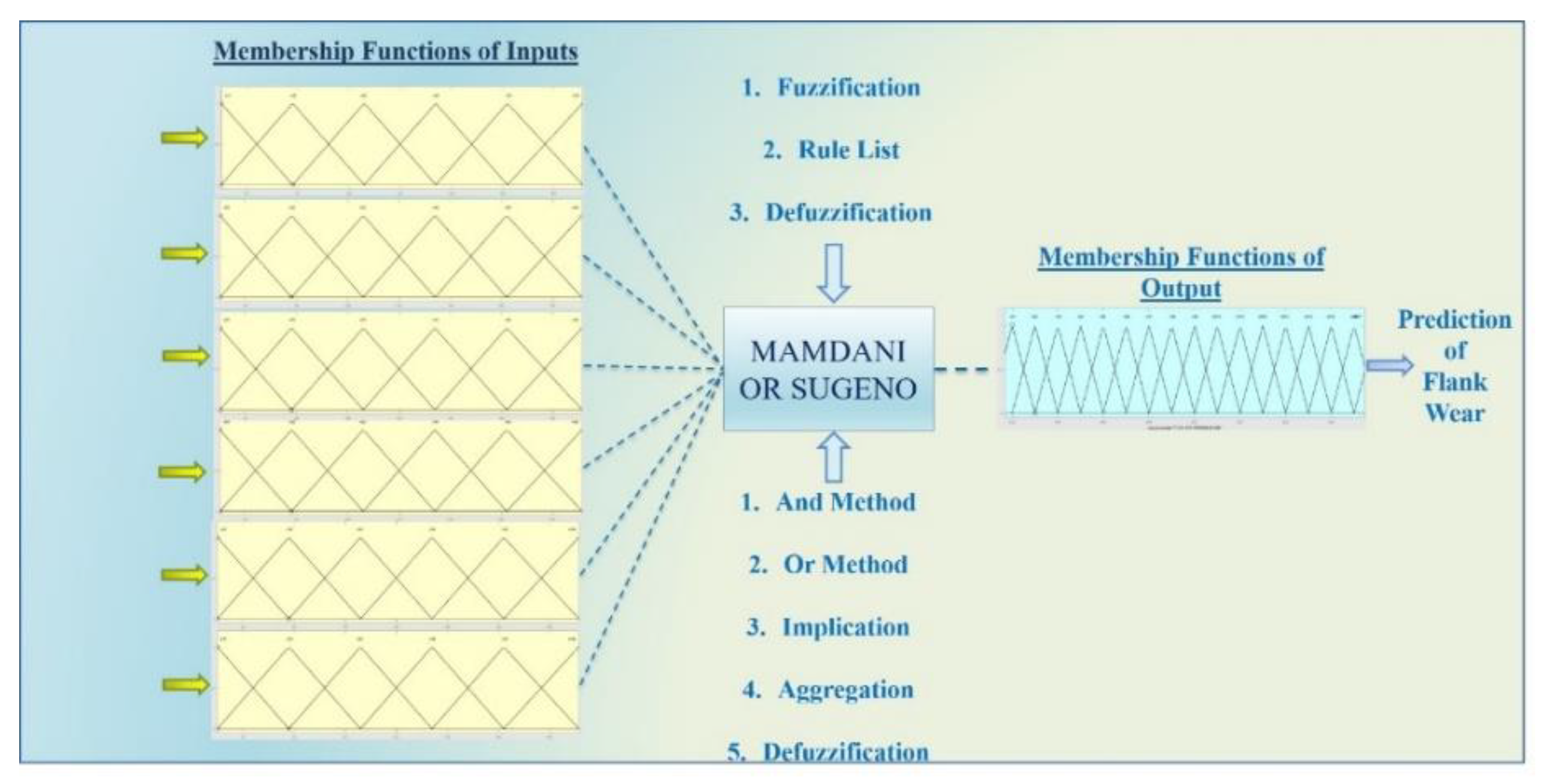
5.2. Fuzzy Logic
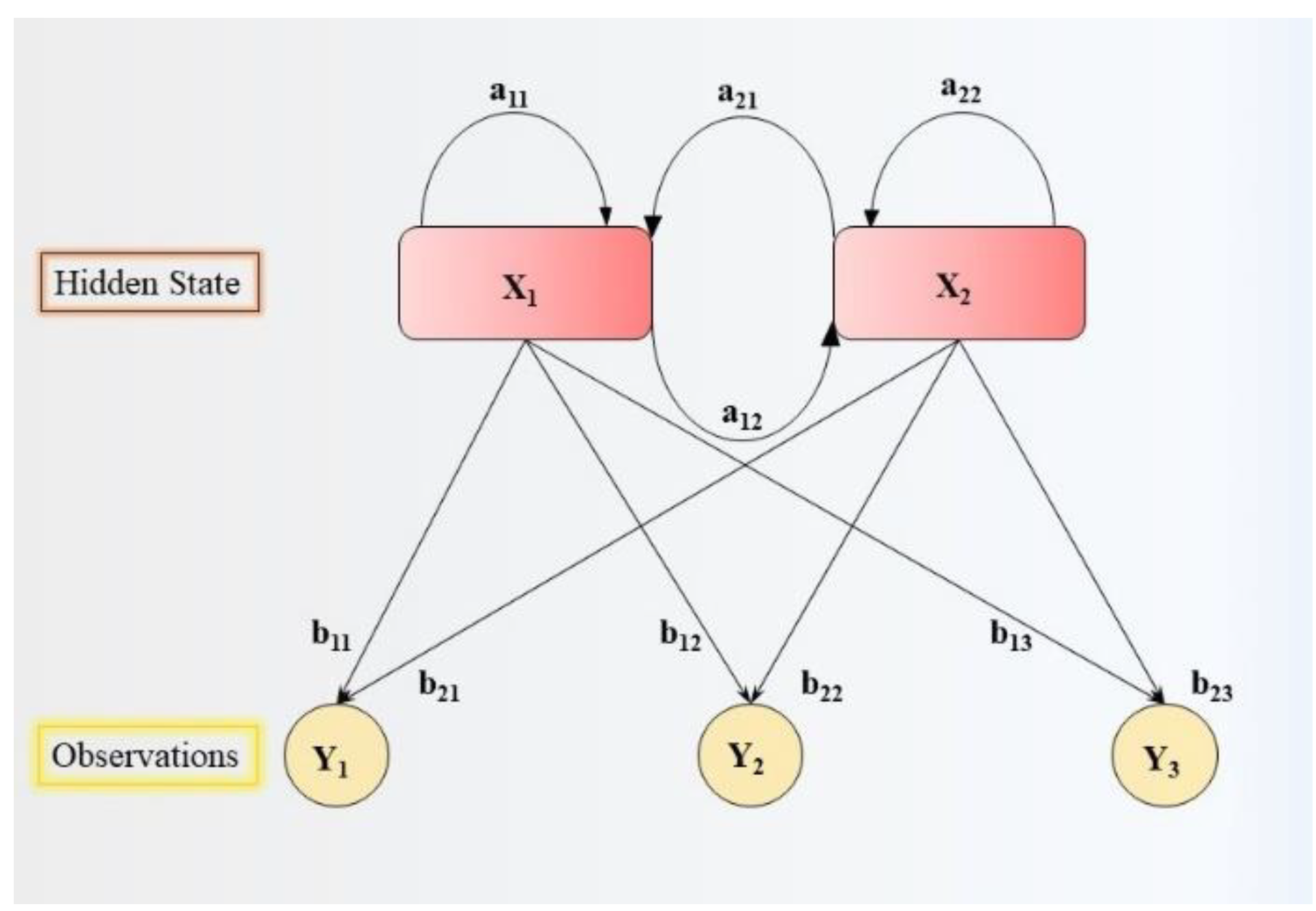
5.3. Hidden Markov Model
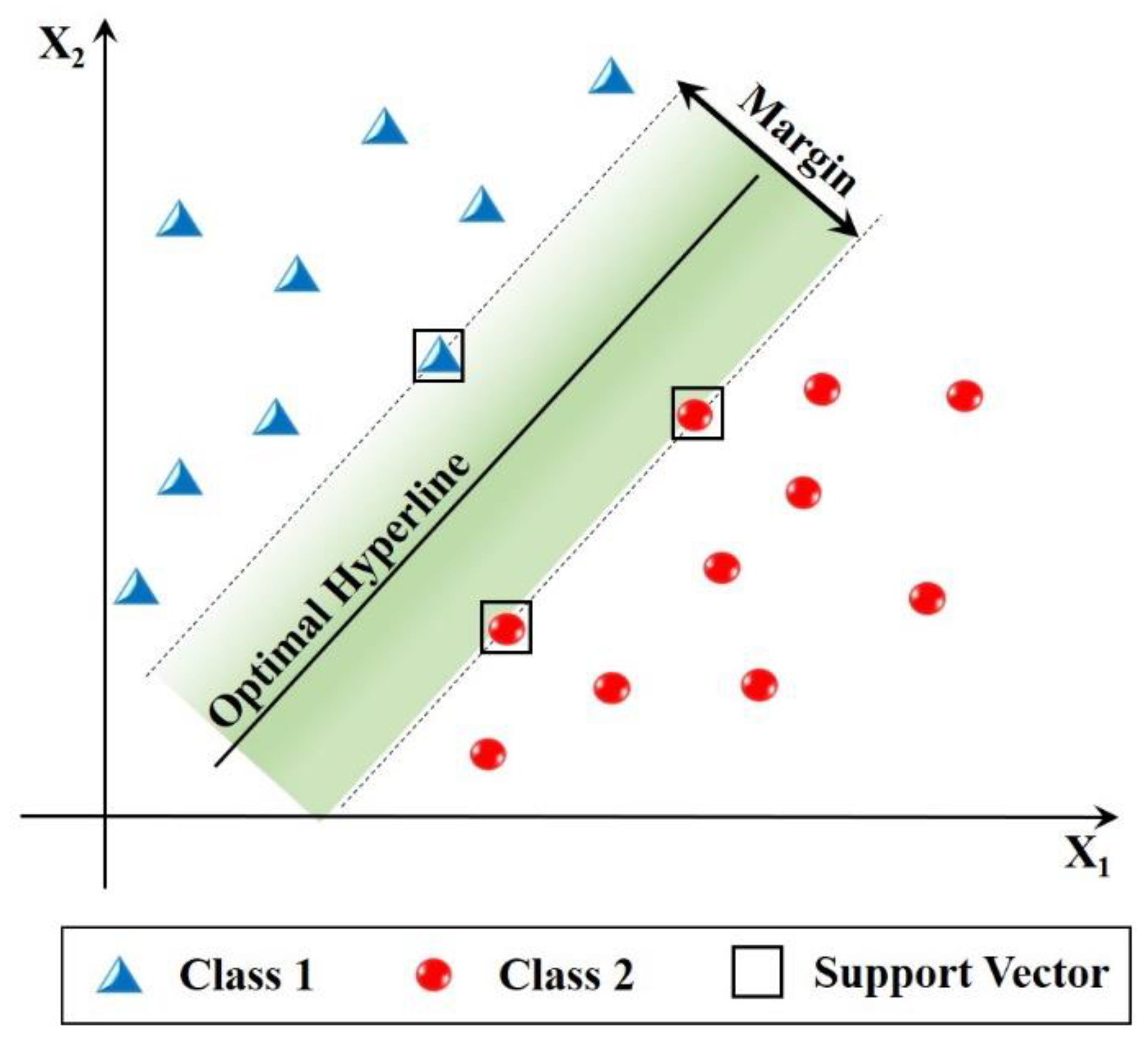
5.4. Support Vector Machine
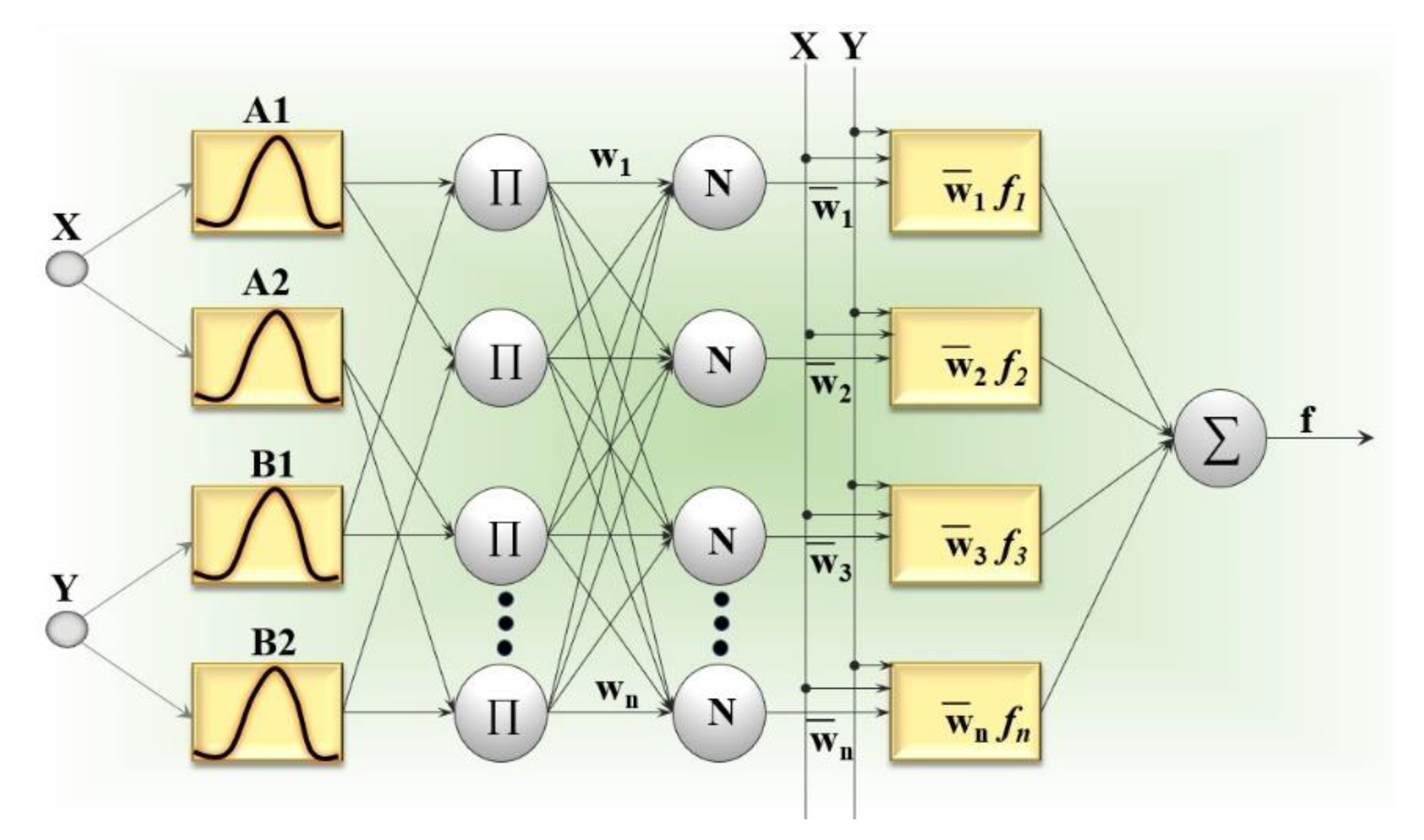
5.5. Adaptive Network Based Fuzzy Inference System
6. Discussion
- Necessity: Basically, online monitoring of tool condition seems highly necessary to prevent unexpected developments, better component quality and optimized cutting conditions. A certain investment on TCMS provides more efficient and low-cost manufacturing in industry.
- Purpose: Generally, any improvement in the field of optimization can be one of the purposes of TCMS such as surface quality, dimensional accuracy, tool life, consumed power and energy, manufacturing time, manufacturing costs, idle time and waste material. Moreover, optimum cutting conditions can be obtained via TCMS, which will fulfill the aforementioned purposes within a particular quality.
- Primary advantages: Online monitoring of tool condition provides avenues to interfere the operation instantly with qualified equipment. Artificial-intelligence-based monitoring acts as a decision making mechanism rather than operator and makes deductions with high reliability.
- Additional advantages: Beyond monitoring machining conditions, these systems provide significant data source and optimized parameters for further usage. Besides, healthier turning conditions for operators can be obtained by preventing accidents. If TCMS is supported with supplementary device such as withdrawal mechanism; the intervention can be performed without operator control.
- Coverage and context: Especially in machining operations, for turning, drilling, milling, etc., TCMS proved that more accurate and sensitive manufacturing can be obtained. However, proper sensor systems can be integrated to any manufacturing technology and successfully applied.
- Drawback and deficiency: There is a need for investment cost to meet sensor systems, data acquisition equipment and software for data processing and recording. Multiple sensors can detect the system errors more accurately and predict tool condition with more sensitivity. It is an important issue to determine the number of sensors because of bringing additional financial worries.
- Recommendation: A universal approach should be developed instead of a certain pair of tool and workpiece investigation for each study. That is why the relationship between process parameters and TW should be analyzed and stated in detail. Description of sensor fusion must be clarified and generalized for robust, inexpensive and intelligent monitoring systems.
- Previous research work: In the far past of turning operations, a series of cutting tool materials have been applied to newly developed workpiece materials to achieve better machinability. With each of work material produced, it was intended to solve the several industrial and social problems, however innovations introduced new issues. In order to overcome these problems of each period, technological approaches presented from manufacturers and researchers such as new tool geometry, developed machine tools, different cooling technologies, the latest tool materials etc. As mentioned before, each of these initiatives accompanied mysteries and questions. TCMS evolved in time for different types of problems, unexpected failures, industrial accidents, to control the new technology and came to modern day. Even though it seems with the name “tool condition monitoring”, the system monitors the machine tool and workpiece. The basic structure of this system is available to integrate modern hardware and software components. Therefore, their existence provided a reliable manufacturing in the past and of course, will be the most important assistance in the future.
7. Critical Analysis and Trends
8. Conclusions
- The cross interaction between cutting parameters, in addition to the effect of TW mechanisms and TW types, makes cutting operation complex. Considering turning, single cutter is exposed to high mechanical, chemical and thermal loads which lead to different wear developments. FW is accepted as the main tool life criteria since it shows progress on the flank face and weakens the main cutting edge. Therefore, it is required to analyze in detail the FW especially with sensor systems to investigate their correlation. In this way, online tracking and detection of the condition of wear can be determined and further prevention of failure can be possible.
- The estimation of FW is a difficult task due to the time variant and non-linear structure of machining processes. This challenge pushes the researchers to observe the momentary alterations and protect the cutting tool from harsh conditions. Having a long history, TCMS served as an information source with developing systems. A subsection of TCMS is indirect systems, which are easy to implement and which provide effective solutions, when the previous papers are considered.
- As each innovation brings some inconveniences, the drawbacks are due to lack of knowledge, supplementary payment and possibility of inefficiency. Indirect TCMS presents valuable contributions such as capability of using cutting tools in their remaining useful life. This process can be managed by optimizing the other operation variables. Eventually, this technology offers a facility that brings multiple optimization of cutting variables along with the ultimate aim of the process parameters.
- The summarized methods belonging to signal processing and sensor systems prove the significance of different applications in order to solve various machinability problems related with TW. Considering the literature, a problem may be solved with a variety of techniques and with one way in some situations. That drives the researchers to find the correlations between variables and FW.
- As outlined, each sensor has some advantages and disadvantages; however, most of them develop the monitoring system enduring the tough conditions of machining for a long time. Thus, proper selection, integration and usage of a sensor or a group of sensors make the high costs of this investment tolerable. Manufacturing technologies extend their facilities with labor, economy, and engineering information in order to reach the goal of Industry 4.0. This committed literature review shows the importance of indirect TCMS for reaching the objective of Industry 4.0.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| TCMS | Tool Condition Monitoring System |
| TCM | Tool Condition Monitoring |
| SR | Surface Roughness |
| CF | Cutting Force |
| AE | Acoustic Emission |
| TW | Tool Wear |
| FW | Flank Wear |
References
- Zhu, K.; San Wong, Y.; Hong, G.S. Wavelet analysis of sensor signals for tool condition monitoring: A review and some new results. Int. J. Mach. Tools Manuf. 2009, 49, 537–553. [Google Scholar] [CrossRef]
- Uzun, M.; Usca, U.A. Effect of Cr particulate reinforcements in different ratios on wear performance and mechanical properties of Cu matrix composites. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 197. [Google Scholar] [CrossRef]
- Rehorn, A.G.; Jiang, J.; Orban, P.E. State-of-the-art methods and results in tool condition monitoring: A review. Int. J. Adv. Manuf. Technol. 2005, 26, 693–710. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of Signal Behaviors for Sensor Fusion with Tool Condition Monitoring System in Turning. Measurement 2020, 108582. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2019, 9, 1032–1042. [Google Scholar] [CrossRef]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Karandikar, J.; McLeay, T.; Turner, S.; Schmitz, T. Tool wear monitoring using naive Bayes classifiers. Int. J. Adv. Manuf. Technol. 2014, 77, 1613–1626. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.; Unver, H. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and smart manufacturing-a review of research issues and application examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef] [Green Version]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Bongomin, O.; Gilibrays Ocen, G.; Oyondi Nganyi, E.; Musinguzi, A.; Omara, T. Exponential disruptive technologies and the required skills of industry 4.0. J. Eng. 2020, 2020, 4280156. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Chauhan, S. Study on surface roughness measurement for turning of Al 7075/10/SiCp and Al 7075 hybrid composites by using response surface methodology (RSM) and artificial neural networking (ANN). Measurement 2015, 65, 166–180. [Google Scholar] [CrossRef]
- Viswanathan, R.; Ramesh, S.; Maniraj, S.; Subburam, V. Measurement and Multi-response Optimization of Turning Parameters for Magnesium Alloy Using Hybrid Combination of Taguchi-GRA-PCA Technique. Measurement 2020, 107800. [Google Scholar] [CrossRef]
- Yadav, R.N. A hybrid approach of Taguchi-Response surface methodology for modeling and optimization of duplex turning process. Measurement 2017, 100, 131–138. [Google Scholar] [CrossRef]
- Samanta, S.; Chakraborty, S. Parametric optimization of some non-traditional machining processes using artificial bee colony algorithm. Eng. Appl. Artif. Intell. 2011, 24, 946–957. [Google Scholar] [CrossRef]
- Dornfeld, D.; Pan, C. Determination of Chip Forming States Using Linear Discriminant Function Technique with Acoustic Emission. In Proceedings of the 13th North American Manufacturing Research Conference, Berkeley, CA, USA, 19–22 May 1985; pp. 299–303. [Google Scholar]
- Balakrishnan, P.; Trabelsy, H.; Kannatey-Asibu, E.; Emel, E. A sensor Fusion Approach to Cutting Tool Monitoring. In Proceedings of the 15th NSF Conference on Production Research and Technology, SME, University of California, Berkeley, CA, USA, 9–13 January 1989; p. 101. [Google Scholar]
- Rangwala, S.; Dornfeld, D. Sensor integration using neural networks for intelligent tool condition monitoring. J. Eng. Ind. 1990, 112, 219–228. [Google Scholar] [CrossRef]
- Chryssolouris, G. Sensor Integration for Tool Wear Estimation in Machining. In Proceedings of the Winter Annual Meeting of the ASME, Symposium on Sensors and Controls for Manufacturing, Chicago, IL, USA, 27 November–2 December 1988; pp. 115–123. [Google Scholar]
- Dornfeld, D.A.; DeVries, M. Neural network sensor fusion for tool condition monitoring. CIRP Ann. 1990, 39, 101–105. [Google Scholar] [CrossRef]
- Jemielniak, K. Commercial tool condition monitoring systems. Int. J. Adv. Manuf. Technol. 1999, 15, 711–721. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. 2010, 59, 717–739. [Google Scholar] [CrossRef] [Green Version]
- Aslan, A.; Güneş, A.; Salur, E.; Şahin, Ö.S.; Karadağ, H.B.; Akdemir, A. Mechanical properties and microstructure of composites produced by recycling metal chips. Int. J. Miner. Metall. Mater. 2018, 25, 1070–1079. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Düzcükoğlu, H.; Şahin, Ö.S.; Ekrem, M. The effects of harsh aging environments on the properties of neat and MWCNT reinforced epoxy resins. Constr. Build. Mater. 2021, 272, 121929. [Google Scholar]
- Bhattacharyya, P.; Sengupta, D.; Mukhopadhyay, S. Cutting force-based real-time estimation of tool wear in face milling using a combination of signal processing techniques. Mech. Syst. Signal Process. 2007, 21, 2665–2683. [Google Scholar] [CrossRef]
- Liu, C.; Wang, G.; Li, Z. Incremental learning for online tool condition monitoring using Ellipsoid ARTMAP network model. Appl. Soft Comput. 2015, 35, 186–198. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W. Review of tool condition monitoring methods in milling processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2509–2523. [Google Scholar] [CrossRef]
- Swain, S.; Panigrahi, I.; Sahoo, A.K.; Panda, A. Adaptive tool condition monitoring system: A brief review. Mater. Today Proc. 2020, 23, 474–478. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of cutting parameters and tool geometry for multi-criteria optimization of surface roughness and vibration via response surface methodology in turning of AISI 5140 steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Azouzi, R.; Guillot, M. On-line prediction of surface finish and dimensional deviation in turning using neural network based sensor fusion. Int. J. Mach. Tools Manuf. 1997, 37, 1201–1217. [Google Scholar] [CrossRef]
- Sick, B. On-line and indirect tool wear monitoring in turning with artificial neural networks: A review of more than a decade of research. Mech. Syst. Signal Process. 2002, 16, 487–546. [Google Scholar] [CrossRef]
- Sağlam, H. Tool Condition Monitoring, Based on Multi-Component Force Measurements Using Artificial Neural Network in Milling; Institute of Science, Selçuk University: Konya, Turkey, 2000. [Google Scholar]
- Özel, T.; Nadgir, A. Prediction of flank wear by using back propagation neural network modeling when cutting hardened H-13 steel with chamfered and honed CBN tools. Int. J. Mach. Tools Manuf. 2002, 42, 287–297. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and Analysis of Process Parameters for Flank Wear, Cutting Forces and Vibration in Turning of AISI 5140: A Comprehensive Study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Preuss, W.; Riemer, O.; Rentsch, R. Cutting forces, tool wear and surface finish in high speed diamond machining. Precis. Eng. 2017, 49, 293–304. [Google Scholar] [CrossRef]
- Davim, J.P.; Baptista, A.M. Relationship between cutting force and PCD cutting tool wear in machining silicon carbide reinforced aluminium. J. Mater. Process. Technol. 2000, 103, 417–423. [Google Scholar] [CrossRef]
- El Hakim, M.; Shalaby, M.; Veldhuis, S.; Dosbaeva, G. Effect of secondary hardening on cutting forces, cutting temperature, and tool wear in hard turning of high alloy tool steels. Measurement 2015, 65, 233–238. [Google Scholar] [CrossRef]
- Kene, A.P.; Choudhury, S.K. Analytical modeling of tool health monitoring system using multiple sensor data fusion approach in hard machining. Measurement 2019, 145, 118–129. [Google Scholar] [CrossRef]
- Oraby, S.; Hayhurst, D. Tool life determination based on the measurement of wear and tool force ratio variation. Int. J. Mach. Tools Manuf. 2004, 44, 1261–1269. [Google Scholar] [CrossRef]
- Remadna, M.; Rigal, J.F. Evolution during time of tool wear and cutting forces in the case of hard turning with CBN inserts. J. Mater. Process. Technol. 2006, 178, 67–75. [Google Scholar] [CrossRef]
- Scheffer, C.; Kratz, H.; Heyns, P.; Klocke, F. Development of a tool wear-monitoring system for hard turning. Int. J. Mach. Tools Manuf. 2003, 43, 973–985. [Google Scholar] [CrossRef]
- Sikdar, S.K.; Chen, M. Relationship between tool flank wear area and component forces in single point turning. J. Mater. Process. Technol. 2002, 128, 210–215. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.L.; Polvorosa, R.; Wretland, A. An investigation of cutting forces and tool wear in turning of Haynes 282. J. Manuf. Process. 2019, 37, 529–540. [Google Scholar] [CrossRef]
- Wu, J.; Zhan, G.; He, L.; Zou, Z.; Zhou, T.; Du, F. Tribological Performance of Micro-Groove Tools of Improving Tool Wear Resistance in Turning AISI 304 Process. Materials 2020, 13, 1236. [Google Scholar] [CrossRef] [Green Version]
- Bhuiyan, M.; Choudhury, I.; Nukman, Y. An innovative approach to monitor the chip formation effect on tool state using acoustic emission in turning. Int. J. Mach. Tools Manuf. 2012, 58, 19–28. [Google Scholar] [CrossRef]
- Bhuiyan, M.; Choudhury, I.A.; Dahari, M.; Nukman, Y.; Dawal, S. Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring. Measurement 2016, 92, 208–217. [Google Scholar] [CrossRef]
- Chethan, Y.; Ravindra, H.; Krishnegowda, Y. Optimization of machining parameters in turning Nimonic-75 using machine vision and acoustic emission signals by Taguchi technique. Measurement 2019, 144, 144–154. [Google Scholar] [CrossRef]
- Chiou, R.Y.; Liang, S.Y. Analysis of acoustic emission in chatter vibration with tool wear effect in turning. Int. J. Mach. Tools Manuf. 2000, 40, 927–941. [Google Scholar] [CrossRef]
- Maia, L.H.A.; Abrao, A.M.; Vasconcelos, W.L.; Sales, W.F.; Machado, A.R. A new approach for detection of wear mechanisms and determination of tool life in turning using acoustic emission. Tribol. Int. 2015, 92, 519–532. [Google Scholar] [CrossRef]
- Neslušan, M.; Mičieta, B.; Mičietová, A.; Čilliková, M.; Mrkvica, I. Detection of tool breakage during hard turning through acoustic emission at low removal rates. Measurement 2015, 70, 1–13. [Google Scholar] [CrossRef]
- Wang, C.; Bao, Z.; Zhang, P.; Ming, W.; Chen, M. Tool wear evaluation under minimum quantity lubrication by clustering energy of acoustic emission burst signals. Measurement 2019, 138, 256–265. [Google Scholar] [CrossRef]
- Aghdam, B.; Vahdati, M.; Sadeghi, M. Vibration-based estimation of tool Major Flank wear in a turning process using ARMA models. Int. J. Adv. Manuf. Technol. 2015, 76, 1631–1642. [Google Scholar] [CrossRef]
- Alonso, F.; Salgado, D. Analysis of the structure of vibration signals for tool wear detection. Mech. Syst. Signal Process. 2008, 22, 735–748. [Google Scholar] [CrossRef]
- Dimla, D.E. The correlation of vibration signal features to cutting tool wear in a metal turning operation. Int. J. Adv. Manuf. Technol. 2002, 19, 705–713. [Google Scholar] [CrossRef]
- Ghani, A.; Choudhury, I. Study of tool life, surface roughness and vibration in machining nodular cast iron with ceramic tool. J. Mater. Process. Technol. 2002, 127, 17–22. [Google Scholar] [CrossRef]
- Kataoka, R.; Shamoto, E. Influence of vibration in cutting on tool flank wear: Fundamental study by conducting a cutting experiment with forced vibration in the depth-of-cut direction. Precis. Eng. 2019, 55, 322–329. [Google Scholar] [CrossRef]
- Prasad, B.S.; Babu, M.P. Correlation between vibration amplitude and tool wear in turning: Numerical and experimental analysis. Eng. Sci. Technol. Int. J. 2017, 20, 197–211. [Google Scholar] [CrossRef] [Green Version]
- Scheffer, C.; Engelbrecht, H.; Heyns, P. A comparative evaluation of neural networks and hidden Markov models for monitoring turning tool wear. Neural Comput. Appl. 2005, 14, 325–336. [Google Scholar] [CrossRef]
- Das, D.; Chapagain, A. Cutting temperature and tool flank wear during turning aluminium matrix composite in air-water spray environment-a Taguchi approach. Mater. Today: Proc. 2018, 5, 18527–18534. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Ullah, M.S.; Zobaer, S.T. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Sasahara, H.; Satake, K.; Takahashi, W.; Goto, M.; Yamamoto, H. The effect of oil mist supply on cutting point temperature and tool wear in driven rotary cutting. Precis. Eng. 2017, 48, 158–163. [Google Scholar] [CrossRef]
- Wang, C.; Ming, W.; Chen, M. Milling tool’s flank wear prediction by temperature dependent wear mechanism determination when machining Inconel 182 overlays. Tribol. Int. 2016, 104, 140–156. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Yu, Q.; Li, S.; Zhang, X.; Shao, M. Experimental study on correlation between turning temperature rise and turning vibration in dry turning on aluminum alloy. Int. J. Adv. Manuf. Technol. 2019, 103, 453–469. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z. Influences of coating thickness on cutting temperature for dry hard turning Inconel 718 with PVD TiAlN coated carbide tools in initial tool wear stage. J. Manuf. Process. 2020, 56, 1155–1165. [Google Scholar] [CrossRef]
- Abu-Zahra, N.H.; Yu, G. Analytical model for tool wear monitoring in turning operations using ultrasound waves. Int. J. Mach. Tools Manuf. 2000, 40, 1619–1635. [Google Scholar] [CrossRef]
- Kopač, J.; Šali, S. Tool wear monitoring during the turning process. J. Mater. Process. Technol. 2001, 113, 312–316. [Google Scholar] [CrossRef]
- Lu, M.-C.; Kannatey-Asibu, E., Jr. Analysis of sound signal generation due to flank wear in turning. J. Manuf. Sci. Eng. 2002, 124, 799–808. [Google Scholar] [CrossRef]
- Mannan, M.; Kassim, A.A.; Jing, M. Application of image and sound analysis techniques to monitor the condition of cutting tools. Pattern Recognit. Lett. 2000, 21, 969–979. [Google Scholar] [CrossRef]
- Salgado, D.; Alonso, F. An approach based on current and sound signals for in-process tool wear monitoring. Int. J. Mach. Tools Manuf. 2007, 47, 2140–2152. [Google Scholar] [CrossRef]
- Szecsi, T. A DC motor based cutting tool condition monitoring system. J. Mater. Process. Technol. 1999, 92, 350–354. [Google Scholar] [CrossRef]
- Yip, W.; To, S. Tool life enhancement in dry diamond turning of titanium alloys using an eddy current damping and a magnetic field for sustainable manufacturing. J. Clean. Prod. 2017, 168, 929–939. [Google Scholar] [CrossRef]
- Barreiro, J.; Castejón, M.; Alegre, E.; Hernández, L. Use of descriptors based on moments from digital images for tool wear monitoring. Int. J. Mach. Tools Manuf. 2008, 48, 1005–1013. [Google Scholar] [CrossRef]
- Castejón, M.; Alegre, E.; Barreiro, J.; Hernández, L. On-line tool wear monitoring using geometric descriptors from digital images. Int. J. Mach. Tools Manuf. 2007, 47, 1847–1853. [Google Scholar] [CrossRef]
- Kerr, D.; Pengilley, J.; Garwood, R. Assessment and visualisation of machine tool wear using computer vision. Int. J. Adv. Manuf. Technol. 2005, 28, 781–791. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Bustillo, A.; Pimenov, D.Y. Predicting tool life in turning operations using neural networks and image processing. Mech. Syst. Signal Process. 2018, 104, 503–513. [Google Scholar] [CrossRef]
- Pfeifer, T.; Wiegers, L. Reliable tool wear monitoring by optimized image and illumination control in machine vision. Measurement 2000, 28, 209–218. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Kłodowski, A.; Pimenov, D.Y. Neural network approach for automatic image analysis of cutting edge wear. Mech. Syst. Signal Process. 2017, 88, 100–110. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Giardini, C. Analytical Models for Tool Wear Prediction during AISI 1045 Turning Operations. Procedia CIRP 2013, 8, 218–223. [Google Scholar] [CrossRef] [Green Version]
- D’Addona, D.M.; Segreto, T.; Simeone, A.; Teti, R. ANN tool wear modelling in the machining of nickel superalloy industrial products. CIRP J. Manuf. Sci. Technol. 2011, 4, 33–37. [Google Scholar] [CrossRef]
- Kuo, R.J. Multi-sensor integration for on-line tool wear estimation through artificial neural networks and fuzzy neural network. Eng. Appl. Artif. Intell. 2000, 13, 249–261. [Google Scholar] [CrossRef]
- Ojha, D.; Dixit, U.S. An economic and reliable tool life estimation procedure for turning. Int. J. Adv. Manuf. Technol. 2005, 26, 726–732. [Google Scholar] [CrossRef]
- Pal, S.; Heyns, P.S.; Freyer, B.H.; Theron, N.J.; Pal, S.K. Tool wear monitoring and selection of optimum cutting conditions with progressive tool wear effect and input uncertainties. J. Intell. Manuf. 2011, 22, 491–504. [Google Scholar] [CrossRef] [Green Version]
- Widodo, A.; Yang, B.-S. Support vector machine in machine condition monitoring and fault diagnosis. Mech. Syst. Signal Process. 2007, 21, 2560–2574. [Google Scholar] [CrossRef]
- Sun, J.; Rahman, M.; Wong, Y.; Hong, G. Multiclassification of tool wear with support vector machine by manufacturing loss consideration. Int. J. Mach. Tools Manuf. 2004, 44, 1179–1187. [Google Scholar] [CrossRef]
- Brezak, D.; Majetic, D.; Udiljak, T.; Kasac, J. Tool wear estimation using an analytic fuzzy classifier and support vector machines. J. Intell. Manuf. 2012, 23, 797–809. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.; Chen, Y.; Kong, D.; Duan, C.; Lu, L.; Chen, D. Relevance vector machine for tool wear prediction. Mech. Syst. Signal Process. 2019, 127, 573–594. [Google Scholar] [CrossRef]
- Li, N.; Chen, Y.; Kong, D.; Tan, S. Force-based tool condition monitoring for turning process using v-support vector regression. Int. J. Adv. Manuf. Technol. 2017, 91, 351–361. [Google Scholar] [CrossRef]
- Gajate, A.; Haber, R.; Del Toro, R.; Vega, P.; Bustillo, A. Tool wear monitoring using neuro-fuzzy techniques: A comparative study in a turning process. J. Intell. Manuf. 2010, 23, 869–882. [Google Scholar] [CrossRef] [Green Version]
- Lo, S.-P. The Application of an ANFIS and Grey System Method in Turning Tool-Failure Detection. Int. J. Adv. Manuf. Technol. 2002, 19, 564–572. [Google Scholar] [CrossRef]
- Xu, L.; Huang, C.; Li, C.; Wang, J.; Liu, H.; Wang, X. Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. J. Intell. Manuf. 2020, 1–14. [Google Scholar] [CrossRef]
- Sharma, V.S.; Sharma, S.K.; Sharma, A.K. Cutting tool wear estimation for turning. J. Intell. Manuf. 2007, 19, 99–108. [Google Scholar] [CrossRef]
- Azmi, A. Monitoring of tool wear using measured machining forces and neuro-fuzzy modelling approaches during machining of GFRP composites. Adv. Eng. Softw. 2015, 82, 53–64. [Google Scholar] [CrossRef]
- Liu, T.-I.; Song, S.-D.; Liu, G.; Wu, Z. Online monitoring and measurements of tool wear for precision turning of stainless steel parts. Int. J. Adv. Manuf. Technol. 2013, 65, 1397–1407. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. Online tool wear prediction system in the turning process using an adaptive neuro-fuzzy inference system. Appl. Soft Comput. 2013, 13, 1960–1968. [Google Scholar] [CrossRef]
- Snr, D.E.D. Sensor signals for tool-wear monitoring in metal cutting operations—A review of methods. Int. J. Mach. Tools Manuf. 2000, 40, 1073–1098. [Google Scholar]
- Kuntoğlu, M. Prediction of progressive tool wear and cutting tool breakageusing acoustic emission and cutting force signals in turning. Msater’s Thesis, Institute of Science and Technology, Selcuk University, Konya, Turkey, 2016. [Google Scholar]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Güneş, A.; Şahin, Ö.S. Optimization of Cutting Forces during Turning of Composite Materials. Acad. Platf. J. Eng. Sci. 2020, 8, 423–431. [Google Scholar] [CrossRef]
- Plaza, E.G.; López, P.N. Analysis of cutting force signals by wavelet packet transform for surface roughness monitoring in CNC turning. Mech. Syst. Signal Process. 2018, 98, 634–651. [Google Scholar] [CrossRef]
- Jemielniak, K.; Arrazola, P. Application of AE and cutting force signals in tool condition monitoring in micro-milling. CIRP J. Manuf. Sci. Technol. 2008, 1, 97–102. [Google Scholar] [CrossRef]
- Kakade, S.; Vijayaraghavan, L.; Krishnamurthy, R. In-process tool wear and chip-form monitoring in face milling operation using acoustic emission. J. Mater. Process. Technol. 1994, 44, 207–214. [Google Scholar] [CrossRef]
- Jemielniak, K.; Otman, O. Tool failure detection based on analysis of acoustic emission signals. J. Mater. Process. Technol. 1998, 76, 192–197. [Google Scholar] [CrossRef]
- Dolinšek, S.; Kopač, J. Acoustic emission signals for tool wear identification. Wear 1999, 225, 295–303. [Google Scholar] [CrossRef]
- Li, X. A brief review: Acoustic emission method for tool wear monitoring during turning. Int. J. Mach. Tools Manuf. 2002, 42, 157–165. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Liu, Z.; Yao, G.; Wang, B.; Ren, X. Investigation of surface topography and its deterioration resulting from tool wear evolution when dry turning of titanium alloy Ti-6Al-4V. Tribol. Int. 2019, 135, 130–142. [Google Scholar] [CrossRef]
- Balaji, M.; Rao, K.V.; Rao, N.M.; Murthy, B. Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 2018, 114, 332–339. [Google Scholar] [CrossRef]
- Dimla, D., Sr.; Lister, P. On-line metal cutting tool condition monitoring: I: Force and vibration analyses. Int. J. Mach. Tools Manuf. 2000, 40, 739–768. [Google Scholar] [CrossRef]
- Ambhore, N.; Kamble, D.; Chinchanikar, S.; Wayal, V. Tool Condition Monitoring System: A Review. Mater. Today Proc. 2015, 2, 3419–3428. [Google Scholar] [CrossRef]
- Bustillo, A.; Pimenov, D.Y.; Mia, M.; Kapłonek, W. Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J. Intell. Manuf. 2020, 1–18. [Google Scholar] [CrossRef]
- Xu, G.; Chen, J.; Zhou, H. A tool breakage monitoring method for end milling based on the indirect electric data of CNC system. Int. J. Adv. Manuf. Technol. 2018, 101, 419–434. [Google Scholar] [CrossRef]
- Reñones, A.; Rodríguez, J.; Miguel, L.J. Industrial application of a multitooth tool breakage detection system using spindle motor electrical power consumption. Int. J. Adv. Manuf. Technol. 2010, 46, 517–528. [Google Scholar] [CrossRef]
- Patra, K.; Pal, S.K.; Bhattacharyya, K. Artificial neural network based prediction of drill flank wear from motor current signals. Appl. Soft Comput. 2007, 7, 929–935. [Google Scholar] [CrossRef]
- ISO 3685-1993(E). Tool Life Testing with Single Point Turning Tools. 1993. Available online: https://www.iso.org/standard/9151.html (accessed on 25 December 2020).
- Pimenov, D.Y.; Abbas, A.T.; Gupta, M.K.; Erdakov, I.; Soliman, M.S.; El Rayes, M.M. Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3511–3525. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes and Systems; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Sahu, S.; Choudhury, B. Optimization of Surface Roughness Using Taguchi Methodology & Prediction of Tool Wear in Hard Turning Tools. Mater. Today Proc. 2015, 2, 2615–2623. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Sahoo, B. Performance studies of multilayer hard surface coatings (TiN/TiCN/Al2O3/TiN) of indexable carbide inserts in hard machining: Part-II (RSM, grey relational and techno economical approach). Measurement 2013, 46, 2868–2884. [Google Scholar] [CrossRef]
- Das, S.R.; Dhupal, D.; Kumar, A. Study of surface roughness and flank wear in hard turning of AISI 4140 steel with coated ceramic inserts. J. Mech. Sci. Technol. 2015, 29, 4329–4340. [Google Scholar] [CrossRef]
- Kacal, A.; Yıldırım, F. Application of grey relational analysis in high-speed machining of hardened AISI D6 steel. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012, 227, 1566–1576. [Google Scholar] [CrossRef]
- Aouici, H.; Yallese, M.A.; Fnides, B.; Chaoui, K.; Mabrouki, T. Modeling and optimization of hard turning of X38CrMoV5-1 steel with CBN tool: Machining parameters effects on flank wear and surface roughness. J. Mech. Sci. Technol. 2011, 25, 2843–2851. [Google Scholar] [CrossRef]
- Bh, V.; Ch, S.R.; Vinay, P.V. Effect of Machining Parameters on Tool Wear in Hard Turning of AISI D3 Steel. Procedia Eng. 2014, 97, 338–345. [Google Scholar]
- Kumar, C.S.; Patel, S.K. Experimental and numerical investigations on the effect of varying AlTiN coating thickness on hard machining performance of Al 2 O 3 -TiCN mixed ceramic inserts. Surf. Coatings Technol. 2017, 309, 266–281. [Google Scholar] [CrossRef]
- Ventura, C.; Kohler, J.; Denkena, B. Influence of cutting edge geometry on tool wear performance in interrupted hard turning. J. Manuf. Process. 2015, 19, 129–134. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Schmidt, K.; Beňo, J.; Maňková, I.; Frohmüller, R.; Prilukova, J. An approach to the microscopic study of wear mechanisms during hard turning with coated ceramics. Wear 2015, 342, 222–233. [Google Scholar] [CrossRef]
- Dosbaeva, G.; El Hakim, M.; Shalaby, M.; Krzanowski, J.E.; Veldhuis, S. Cutting temperature effect on PCBN and CVD coated carbide tools in hard turning of D2 tool steel. Int. J. Refract. Met. Hard Mater. 2015, 50, 1–8. [Google Scholar] [CrossRef]
- Sayuti, M.; Maleki, E.; Salem, F. Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J. Clean. Prod. 2014, 67, 265–276. [Google Scholar] [CrossRef]
- Yaman, K.; Başaltın, M. Investigations on the cutting parameters and the tool wear of SAE 1030 forged steel material by acoustic emission in turning operation. J. Eng. Archit. Gazi Univ. 2017, 32, 1077–1088. [Google Scholar]
- Pimenov, D.Y.; Bustillo, A.; Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J. Intell. Manuf. 2018, 29, 1045–1061. [Google Scholar] [CrossRef] [Green Version]
- Murat, C.; Ensarioglu, C.; Gursakal, N.; Oral, A.; Cakır, M.C. Evaluation of tool wear for hard turning operations through response surface methodology. J. Eng. Archit. Gazi Univ. 2018, 33, 1299–1308. [Google Scholar]
- Dureja, J.S.; Gupta, V.; Sharma, V.S.; Dogra, M.; Bhatti, M.S. A review of empirical modeling techniques to optimize machining parameters for hard turning applications. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 230, 389–404. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Beno, T.; Klement, U.; Kaminski, J.; Ryttberg, K. Cutting temperatures during hard turning—Measurements and effects on white layer formation in AISI 52100. J. Mater. Process. Technol. 2014, 214, 1293–1300. [Google Scholar] [CrossRef]
- Çetindağ, H.A.; Çiçek, A.; Uçak, N.; Çiçek, A.; Çiçek, A.; Çiçek, A. The effects of CryoMQL conditions on tool wear and surface integrity in hard turning of AISI 52100 bearing steel. J. Manuf. Process. 2020, 56, 463–473. [Google Scholar] [CrossRef]
- Dudzik, K.; Labuda, W. The Possibility of Applying Acoustic Emission and Dynamometric Methods for Monitoring the Turning Process. Materials 2020, 13, 2926. [Google Scholar] [CrossRef]
- Twardowski, P.; Wiciak-Pikuła, M. Prediction of Tool Wear Using Artificial Neural Networks during Turning of Hardened Steel. Materials 2019, 12, 3091. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aouici, H.; Elbah, M.; Yallese, M.A.; Fnides, B.; Meddour, I.; Benlahmidi, S. Performance comparison of wiper and conventional ceramic inserts in hard turning of AISI 4140 steel: Analysis of machining forces and flank wear. Int. J. Adv. Manuf. Technol. 2016, 87, 2221–2244. [Google Scholar] [CrossRef]
- Hsu, T.-K.; Zeren, E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Valera, H.Y.; Bhavsar, S.N. Experimental Investigation of Surface Roughness and Power Consumption in Turning Operation of EN 31 Alloy Steel. Procedia Technol. 2014, 14, 528–534. [Google Scholar] [CrossRef]
- Hecker, R.L.; Liang, S. Predictive modeling of surface roughness in grinding. Int. J. Mach. Tools Manuf. 2003, 43, 755–761. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimization of Machining Parameters to Minimize Surface Roughness using Integrated ANN-GA Approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Akkus, H. Investigation of surface roughness values resulting from turning AISI 1040 steel with RSM and ANN. BSEU J. Sci. 2020, 7, 186–197. [Google Scholar]
- Erçetin, A.; Usca, U.A. An experimental investigation of effect of turning AISI 1040 steel at low cutting speed on tool wear and surface roughness. Turk. J. Nat. Sci. 2016, 5, 29–36. [Google Scholar]
- Labidi, A.; Tebassi, H.; Belhadi, S.; Khettabi, R.; Yallese, M.A. Cutting Conditions Modeling and Optimization in Hard Turning Using RSM, ANN and Desirability Function. J. Fail. Anal. Prev. 2018, 18, 1017–1033. [Google Scholar] [CrossRef]
- Panda, A.; Sahoo, A.K.; Rout, A.K.; Kumar, R.; Das, R.K. Investigation of Flank Wear in Hard Turning of AISI 52100 Grade Steel Using Multilayer Coated Carbide and Mixed Ceramic Inserts. Procedia Manuf. 2018, 20, 365–371. [Google Scholar] [CrossRef]
- Taşliyan, A.; Acarer, M.; Şeker, U.; Gökkaya, H.; Demir, B. The effect of cutting parameters on cutting force during the processing of inconel 718 super alloy. J. Eng. Archit. Gazi Univ. 2007, 22, 1–5. [Google Scholar]
- Manivel, D.; Gandhinathan, R. Optimization of surface roughness and tool wear in hard turning of austempered ductile iron (grade 3) using Taguchi method. Measurement 2016, 93, 108–116. [Google Scholar] [CrossRef]
- Xiao, Z.; Liao, X.; Long, Z.; Li, M. Effect of cutting parameters on surface roughness using orthogonal array in hard turning of AISI 1045 steel with YT5 tool. Int. J. Adv. Manuf. Technol. 2016, 93, 273–282. [Google Scholar] [CrossRef]
- Akkuş, H.; Yaka, H.; Uğur, L. Statistical analysis of surface roughness in turning process. Pamukkale Univ. J. Eng. Sci. 2017, 23, 390–394. [Google Scholar] [CrossRef]
- Kayir, Y.; Aslan, S.; Aytürk, A. Analyzing the effects of cutting tools geometry on the turning of aisi 316Ti stainles steel with taguchi method. J. Eng. Archit. Gazi Univ. 2013, 28, 363–372. [Google Scholar]
- Jouini, N.; Revel, P.; Bigerelle, M. Relevance of roughness parameters of surface finish in precision hard turning. Scanning 2013, 36, 86–94. [Google Scholar] [CrossRef]
- Zhou, T.; He, L.; Wu, J.; Du, F.; Zou, Z. Prediction of Surface Roughness of 304 Stainless Steel and Multi-Objective Optimization of Cutting Parameters Based on GA-GBRT. Appl. Sci. 2019, 9, 3684. [Google Scholar] [CrossRef] [Green Version]
- Tokarev, D.I.; Drozdov, A.A.; Sirotenko, L.D.; Matygullina, E.V. Surface Roughness of Steel in Turning with Metal Buildup on the Tool. Russ. Eng. Res. 2019, 39, 886–888. [Google Scholar] [CrossRef]
- Vasanth, X.A.; Paul, P.S.; Varadarajan, A.S. A neural network model to predict surface roughness during turning of hardened SS410 steel. Int. J. Syst. Assur. Eng. Manag. 2020, 11, 704–715. [Google Scholar] [CrossRef]
- Segreto, T.; Simeone, A.; Teti, R. Principal component analysis for feature extraction and NN pattern recognition in sensor monitoring of chip form during turning. CIRP J. Manuf. Sci. Technol. 2014, 7, 202–209. [Google Scholar] [CrossRef]
- Lauro, C.; Brandão, L.; Baldo, D.; Reis, R.; Davim, J. Monitoring and processing signal applied in machining processes – A review. Measurement 2014, 58, 73–86. [Google Scholar] [CrossRef]
- Wang, Z.R.; Zou, Y.F.; Zhang, F. A Machine Vision Approach to Tool Wear Monitoring Based on the Image of Workpiece Surface Texture. In Advanced Materials Research; Trans Tech: Zurich, Switzerland, 2011; pp. 412–416. [Google Scholar]
- Jiang, C.; Zhang, Y.; Xu, H. In-Process Monitoring of Tool Wear Stage by the Frequency Band-Energy Method. CIRP Ann. 1987, 36, 45–48. [Google Scholar] [CrossRef]
- Kannatey-Asibu, E., Jr.; Dornfeld, D. A study of tool wear using statistical analysis of metal-cutting acoustic emission. Wear 1982, 76, 247–261. [Google Scholar] [CrossRef]
- Wang, L.; Mehrabi, M.G.; Kannatey-Asibu, E., Jr. Hidden Markov model-based tool wear monitoring in turning. J. Manuf. Sci. Eng. 2002, 124, 651–658. [Google Scholar] [CrossRef]
- Shao, H.; Shi, X.; Li, L. Power signal separation in milling process based on wavelet transform and independent component analysis. Int. J. Mach. Tools Manuf. 2011, 51, 701–710. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Wang, J.; Mao, K. Learning to Monitor Machine Health with Convolutional Bi-Directional LSTM Networks. Sensors 2017, 17, 273. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Lei, Y.; Yang, B.; Jiang, X.; Jia, F.; Li, N.; Nandi, A.K. Applications of machine learning to machine fault diagnosis: A review and roadmap. Mech. Syst. Signal Process. 2020, 138, 106587. [Google Scholar] [CrossRef]
- Giles, C.L.; Miller, C.B.; Chen, D.; Chen, H.H.; Sun, G.Z.; Lee, Y.C. Learning and Extracting Finite State Automata with Second-Order Recurrent Neural Networks. Neural Comput. 1992, 4, 393–405. [Google Scholar] [CrossRef]
- Liu, C.; Li, Y.; Zhou, G.; Shen, W. A sensor fusion and support vector machine based approach for recognition of complex machining conditions. J. Intell. Manuf. 2016, 29, 1739–1752. [Google Scholar] [CrossRef]
- Christianini, N.; Shawe Taylor, J. An Introduction to Support Vector Machines; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Cutting Forces | Acoustic Emission | Vibration | Temperature | Sound | Current | Image Processing |
|---|---|---|---|---|---|---|---|
| Publications | [4,35,36,37,38,39,40,41,42,43,44,45,46] | [4,5,43,47,48,49,50,51,52,53] | [5,33,36,40,50,54,55,56,57,58,59,60] | [31,39,48,61,62,63,64,65,66,67,68] | [69,70,71,72,73] | [5,6,73,74,75] | [72,76,77,78,79,80,81] |
| Method | Artificial Neural Network | Fuzzy Inference System | Hidden Markov Model | Support Vector Machine | Adaptive Network Based Fuzzy Inference System |
|---|---|---|---|---|---|
| Publications | [35,82,83,84,85,86] | [5,84] | [60] | [87,88,89,90,91] | [92,93,94,95,96,97,98] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. https://doi.org/10.3390/s21010108
Kuntoğlu M, Aslan A, Pimenov DY, Usca ÜA, Salur E, Gupta MK, Mikolajczyk T, Giasin K, Kapłonek W, Sharma S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors. 2021; 21(1):108. https://doi.org/10.3390/s21010108
Chicago/Turabian StyleKuntoğlu, Mustafa, Abdullah Aslan, Danil Yurievich Pimenov, Üsame Ali Usca, Emin Salur, Munish Kumar Gupta, Tadeusz Mikolajczyk, Khaled Giasin, Wojciech Kapłonek, and Shubham Sharma. 2021. "A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends" Sensors 21, no. 1: 108. https://doi.org/10.3390/s21010108
APA StyleKuntoğlu, M., Aslan, A., Pimenov, D. Y., Usca, Ü. A., Salur, E., Gupta, M. K., Mikolajczyk, T., Giasin, K., Kapłonek, W., & Sharma, S. (2021). A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors, 21(1), 108. https://doi.org/10.3390/s21010108