
Fabrication and Characterization of Non-Equilibrium Plasma-Treated PVDF Nanofiber Membrane-Based Sensors

 , , ,
, , , 

Abstract
:1. Introduction
2. Experimental Details
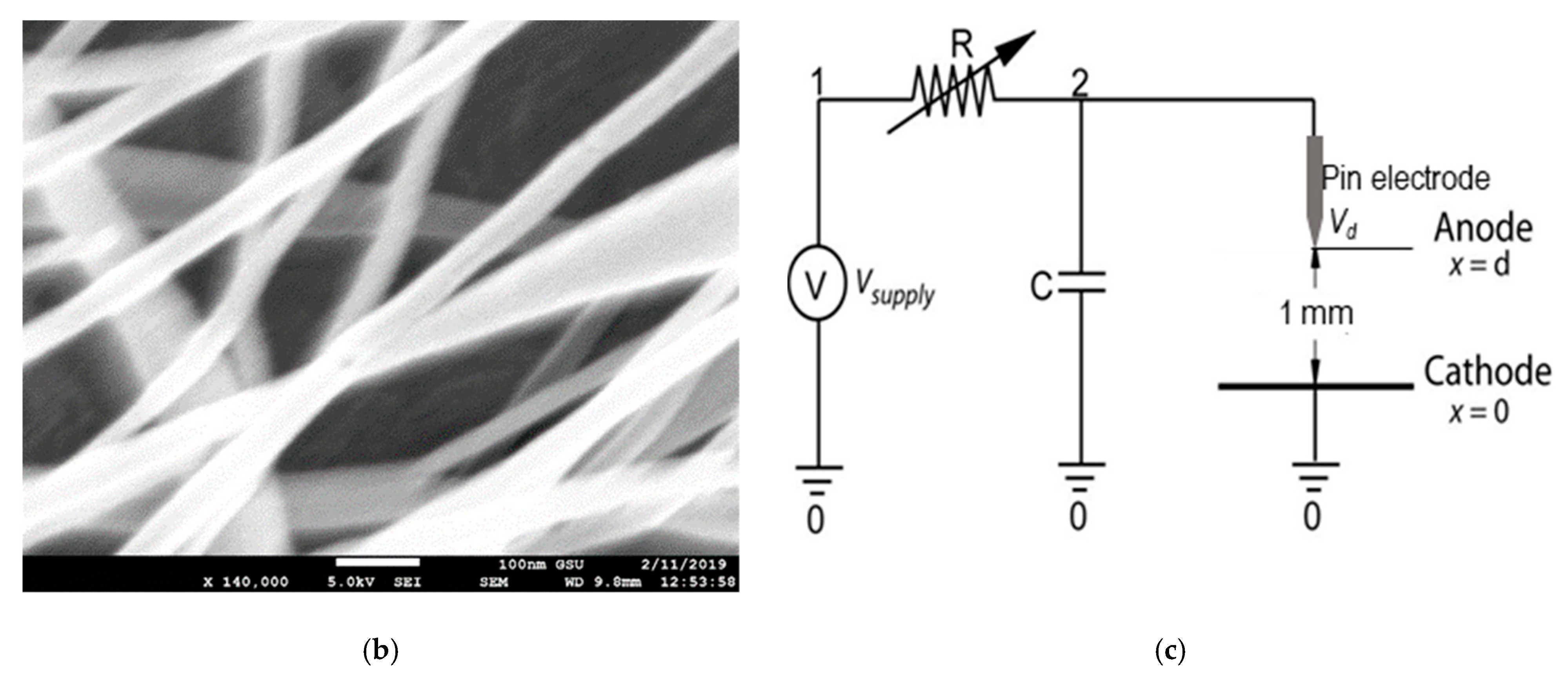
2.1. Electrospinning Setup
2.2. Characterization
2.3. Electrospinning Parameters
2.4. Self Pulsing “Sub-Normal” Glow Discharge and Application on PVDF Film
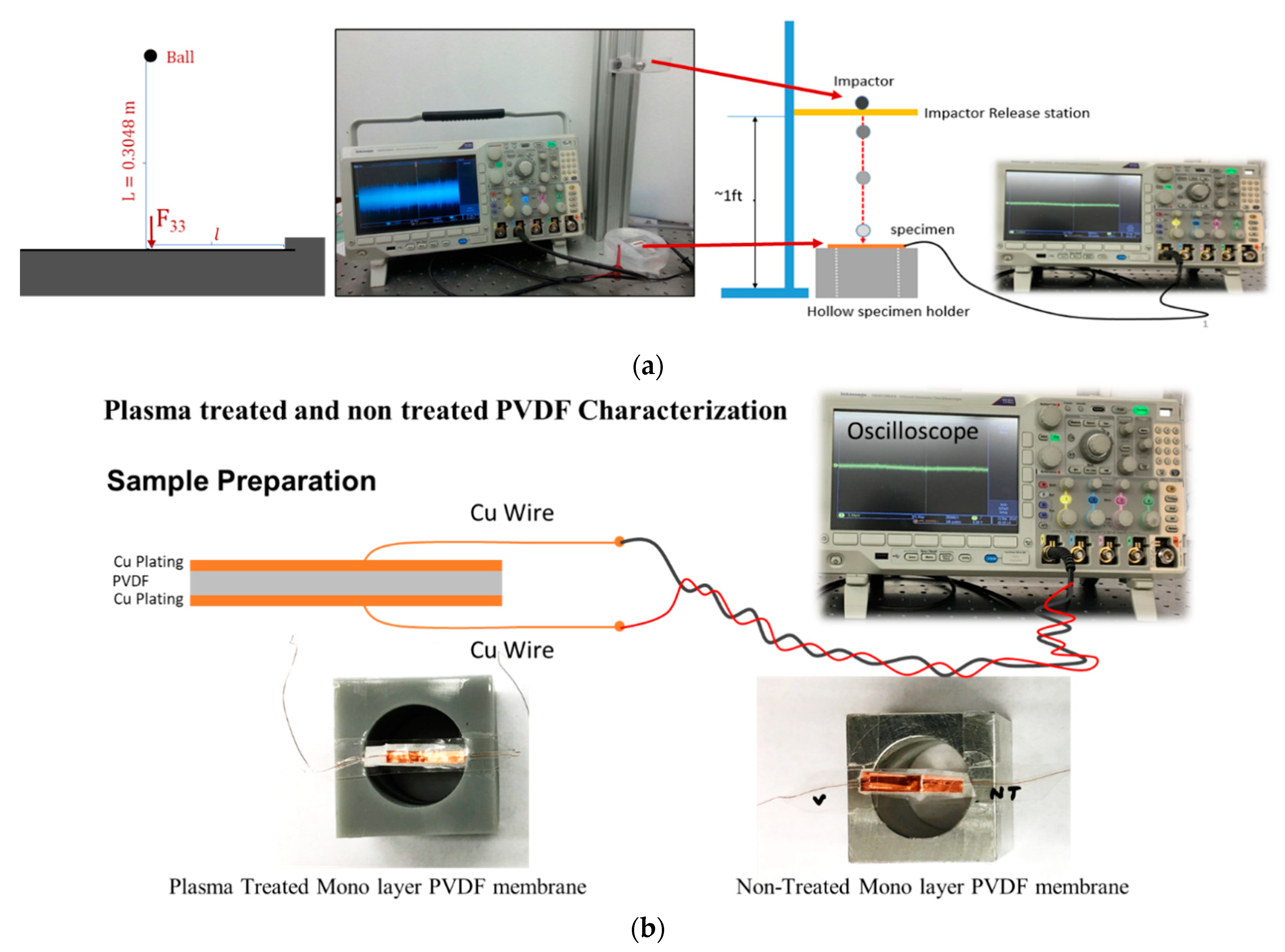
2.5. Sensor Fabrication
2.6. Impact Test Setup
3. Results and Discussion
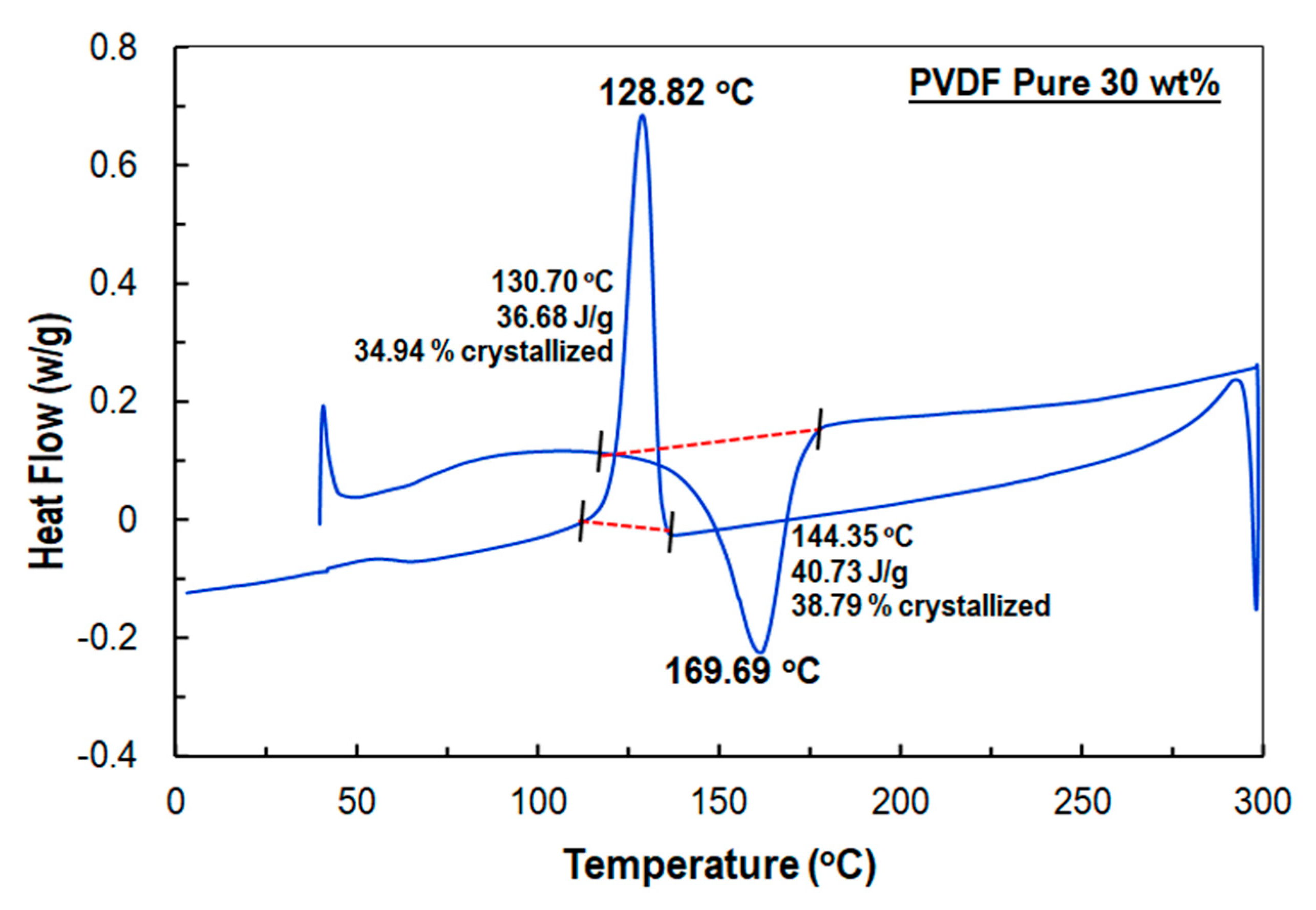
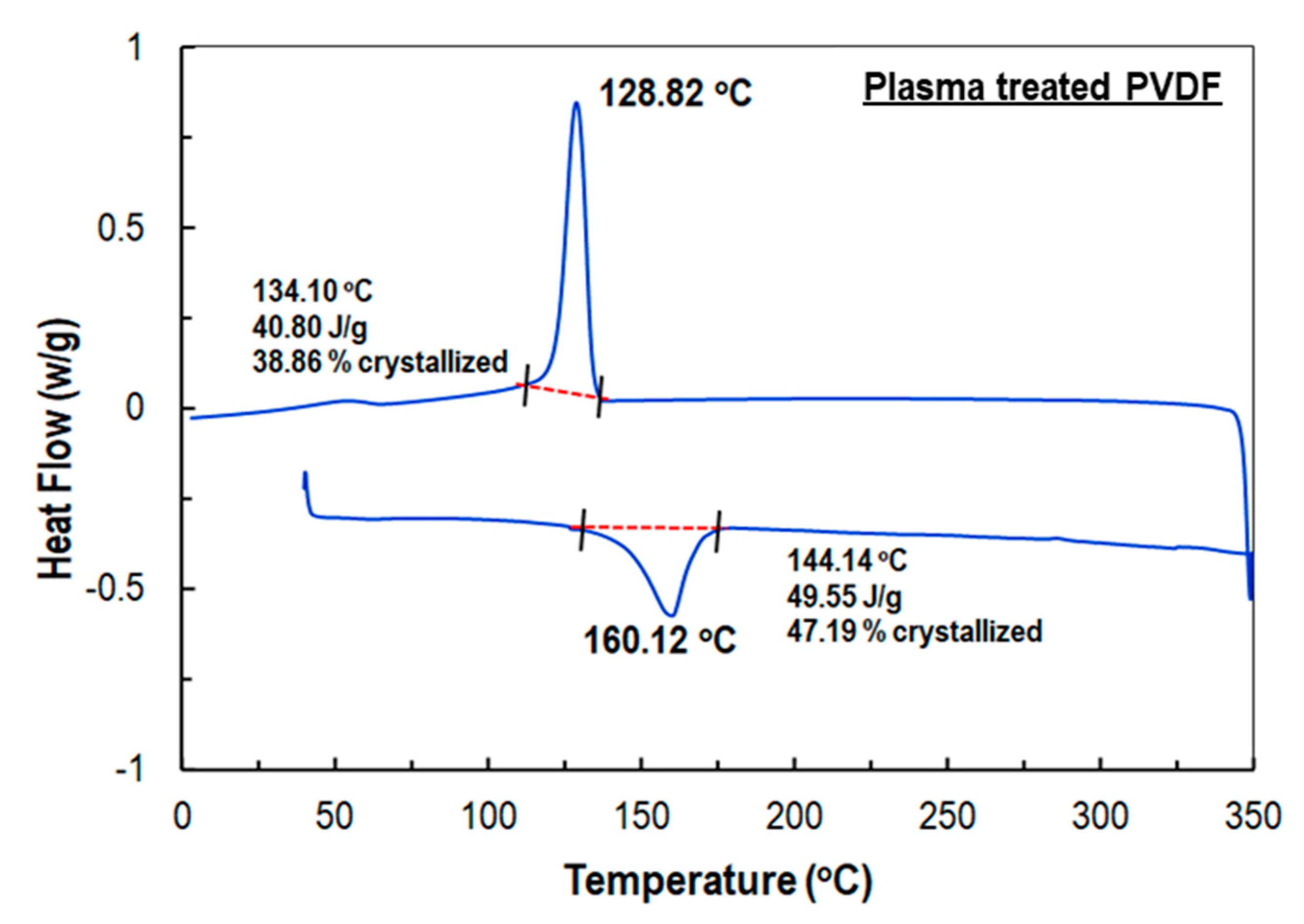
3.1. Differential Scanning Calorimetry (DSC)
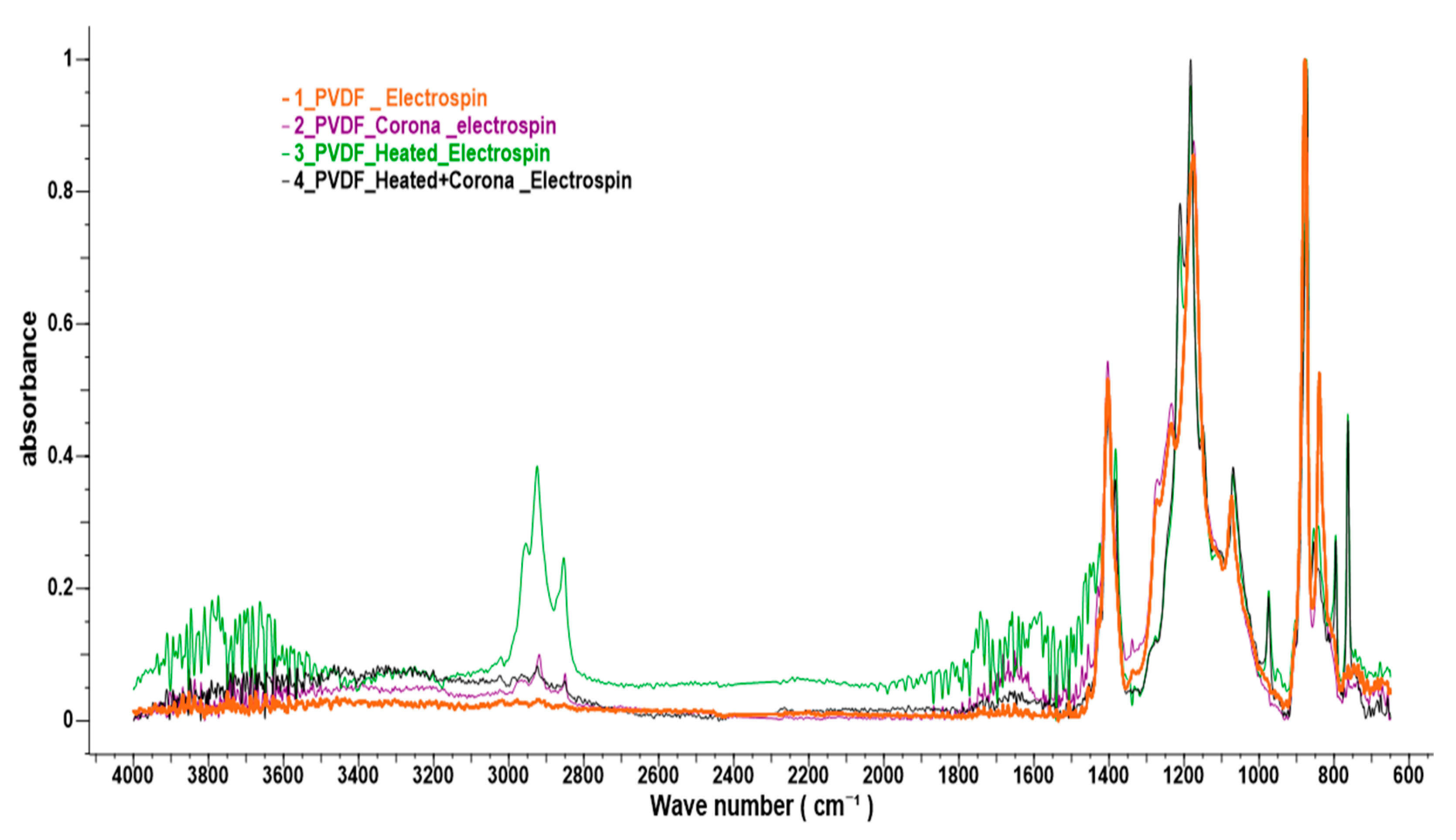
3.2. Fourier-Transform Infrared Spectroscopy (FTIR)
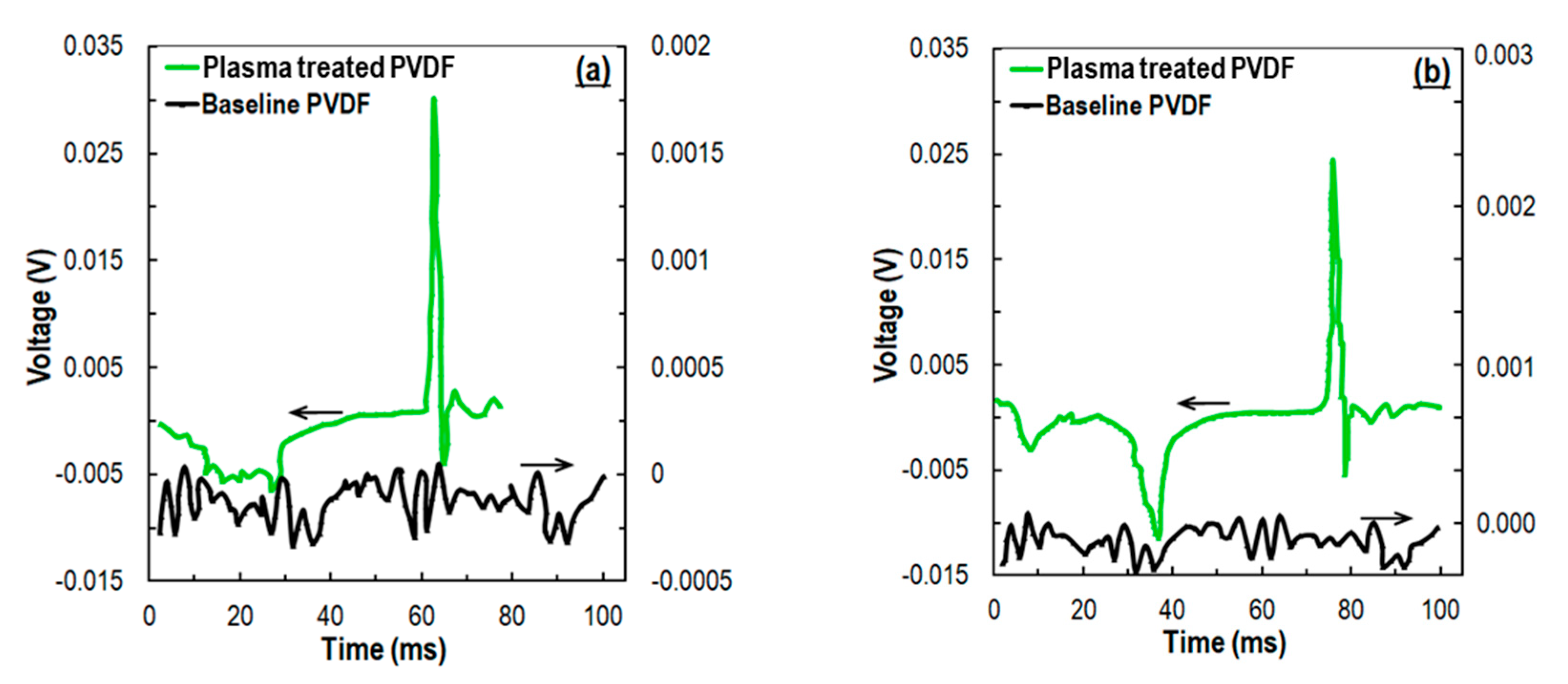
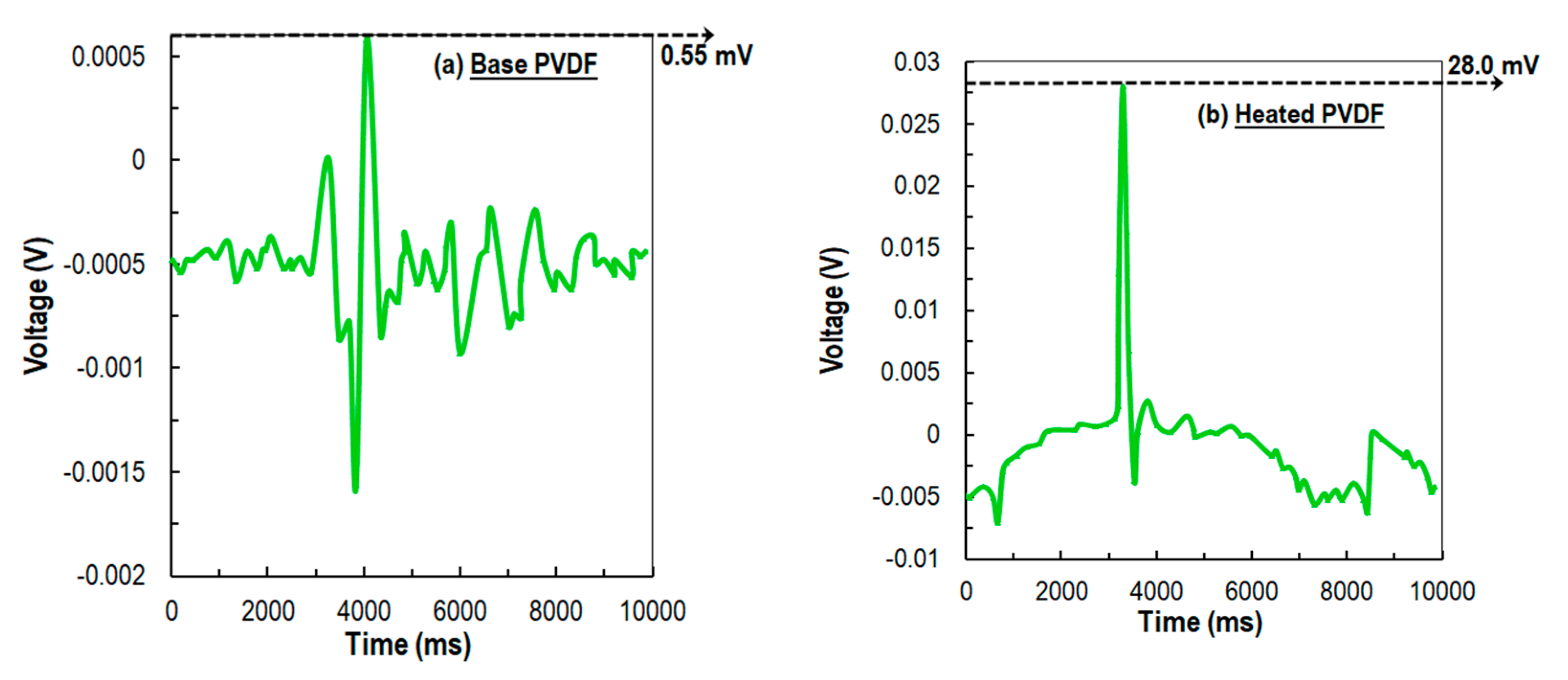
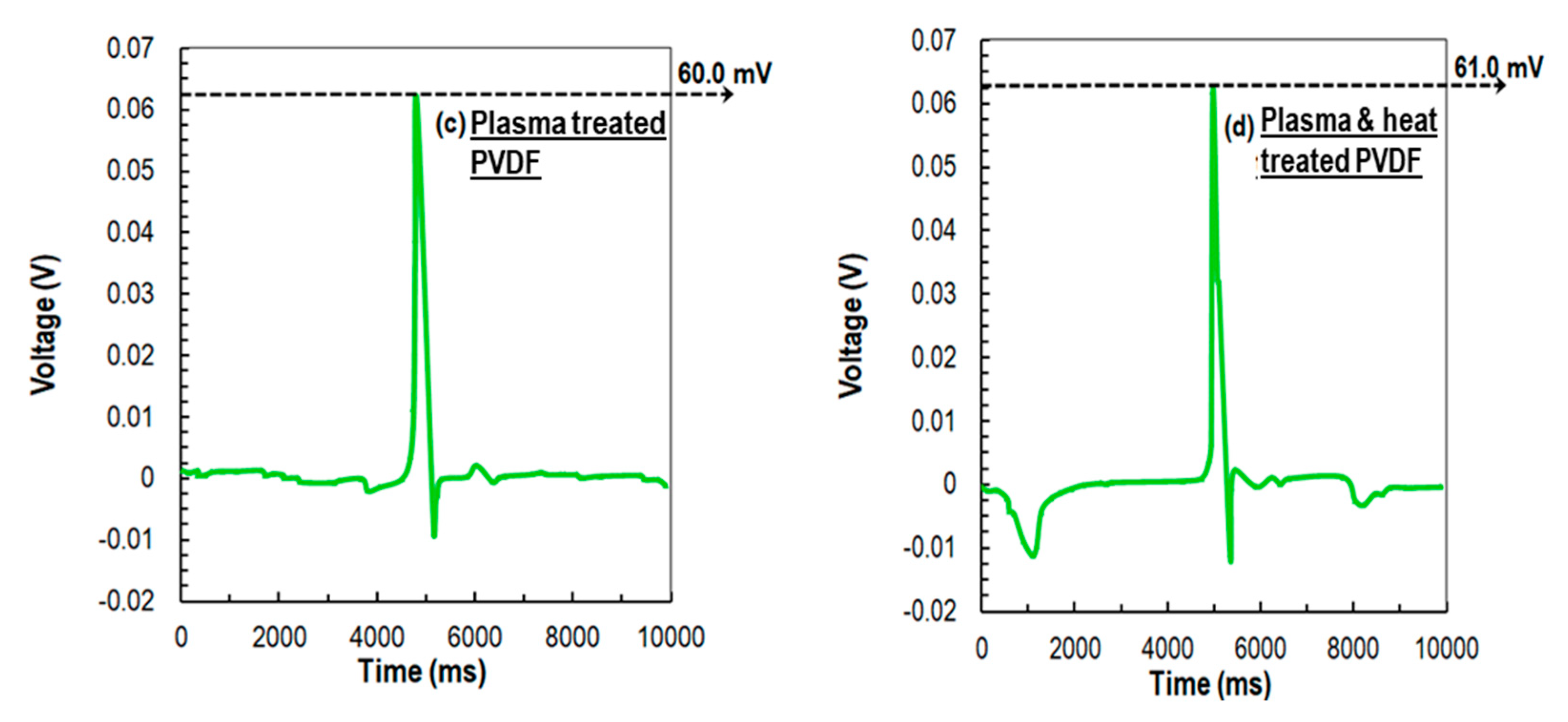
3.3. Impact Test
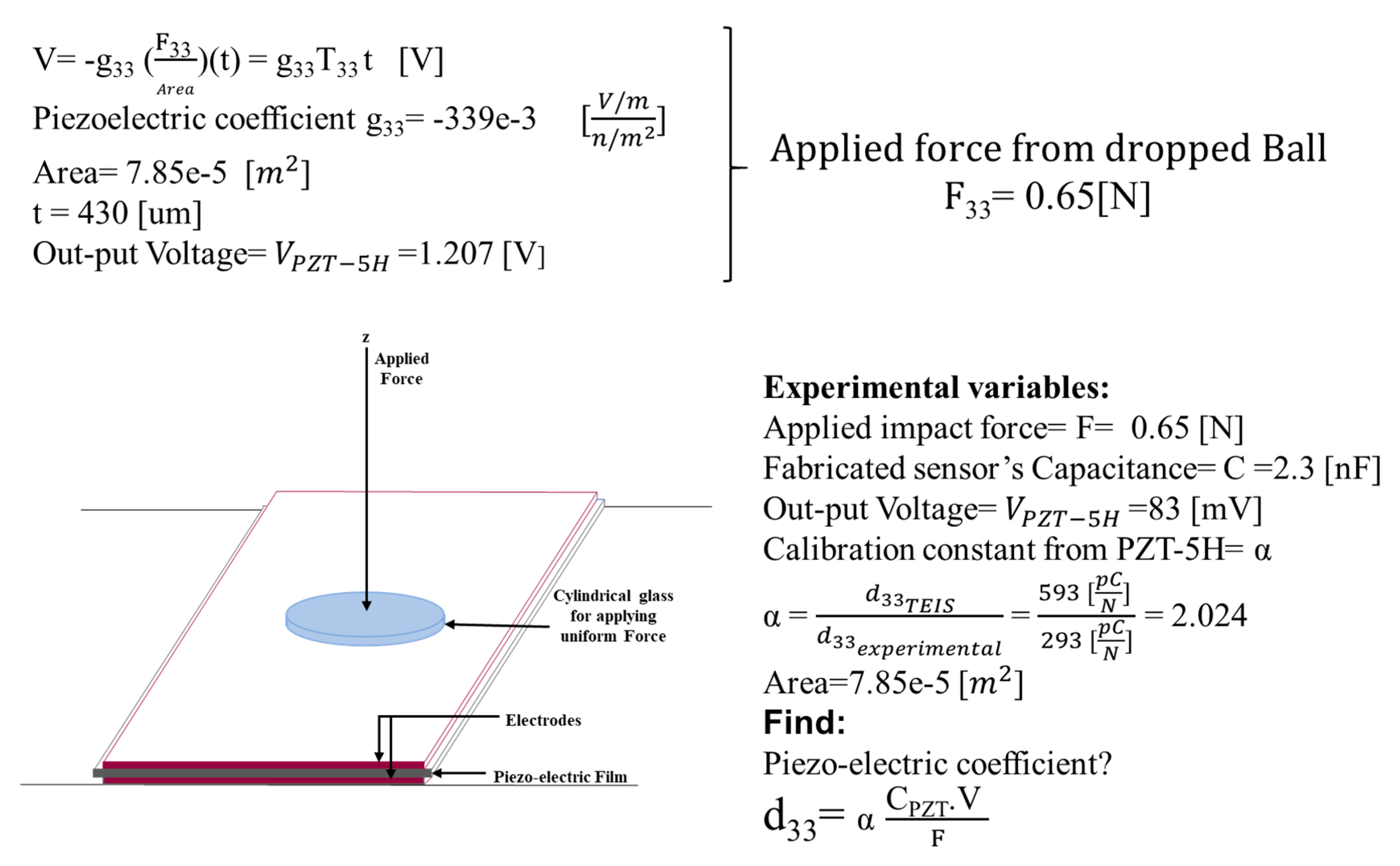
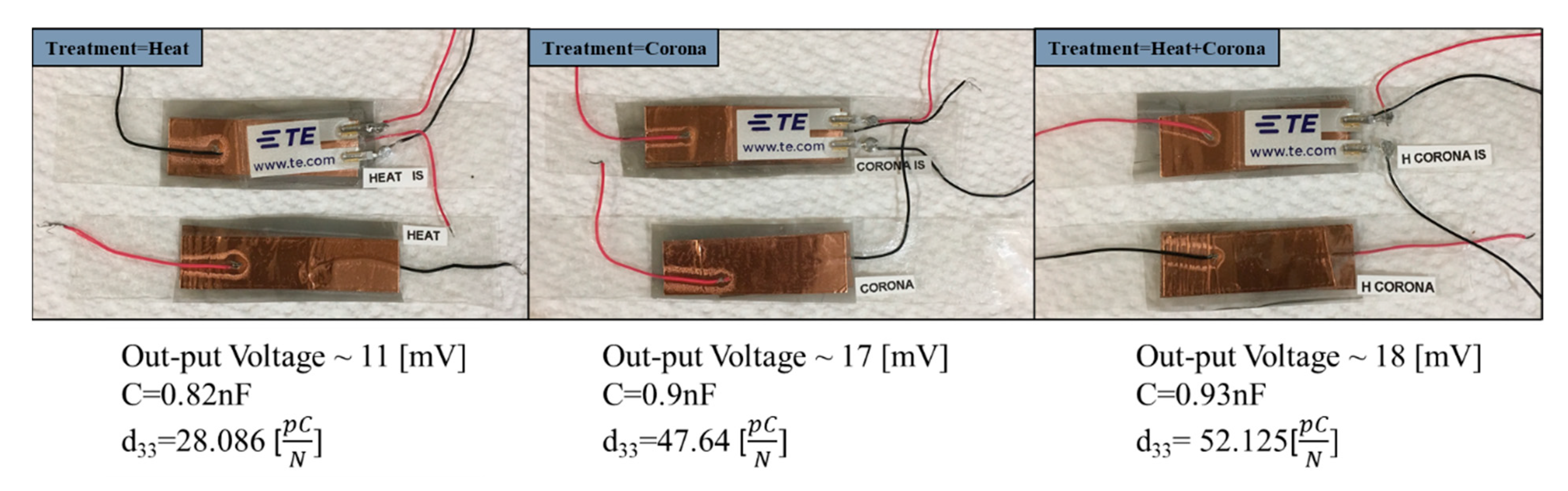
3.4. Sensor Evaluation
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shirinov, A.; Schomburg, W.K. Pressure sensor from a PVDF film. Sens. Actuators A Phys. 2008, 142, 48–55. [Google Scholar] [CrossRef]
- Prez, R.; Krl, M.; Bleuler, H. Study of Polyvinylidene Fluoride (PVDF) Based Bimorph Actuators for Laser Scanning Actuation at kHz Frequency Range. Sens. Actuators Phys. 2012, 183, 84–94. [Google Scholar] [CrossRef]
- Rathod, V.; Mahapatra, D.R.; Jain, A.; Gayathri, A. Characterization of a large-area PVDF thin film for electro-mechanical and ultrasonic sensing applications. Sens. Actuators A Phys. 2010, 163, 164–171. [Google Scholar] [CrossRef]
- Glück, A.; Halder, W.; Lindner, G.; Müller, H.; Weindler, P. PVDF-excited resonance sensors for gas flow and humidity measurements. Sens. Actuators B Chem. 1994, 19, 554–557. [Google Scholar] [CrossRef]
- Xu, J.; Dapino, M.; Gallego-Perez, D.; Hansford, D. Microphone based on Polyvinylidene Fluoride (PVDF) micro-pillars and patterned electrodes. Sens. Actuators A Phys. 2009, 153, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Busch, J.R.; Sielmann, C.; Man, G.; Tsan, D.; Walus, K.; Stoeber, B. Inkjet printed all-polymer flexural plate wave sensors. In Proceedings of the 2012 IEEE 25th International Conference on Micro Electro Mechanical Systems (MEMS), Paris, France, 29 January–2 February 2012; pp. 571–574. [Google Scholar]
- Jungnickel, B. Polymeric Materials Handbook; Salamone, J.C., Ed.; CRC Press: Boca Raton, FL, USA, 1996; pp. 7115–7122. [Google Scholar]
- Ye, Y.; Jiang, Y.; Wu, Z.; Zeng, H. Phase transitions of poly(vinylidene fluoride) under electric fields. Integr. Ferroelectr. 2006, 80, 245–251. [Google Scholar] [CrossRef]
- Lanceros-Méndez, S.; Mano, J.F.; Costa, A.M.; Schmidt, V.H. ftir and dsc studies of mechanically deformed β-PVDF films. J. Macromol. Sci. Part B 2001, 40, 517–527. [Google Scholar] [CrossRef] [Green Version]
- Cerqueira, D.A.; Filho, G.R.; Assunção, R.M.N. A New Value for the Heat of Fusion of a Perfect Crystal of Cellulose Acetate. Polym. Bull. 2006, 56, 475–484. [Google Scholar] [CrossRef]
- Schütze, A.; Jeong, J.Y.; Babayan, S.E.; Park, J.; Selwyn, G.S.; Hicks, R.F. The atmospheric-pressure plasma jet: A review and comparison to other plasma sources. IEEE Trans. Plasma Sci. 1998, 26, 1685–1694. [Google Scholar] [CrossRef] [Green Version]
- Sladek, R.E.J.; Baede, T.A.; Stoffels, E. Plasma-needle treatment of substrates with respect to wettability and growth of Escherichia coli and Streptococcus mutans. IEEE Trans. Plasma Sci. 2006, 34, 1325–1330. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, H.W.J. Effect of atmospheric-pressure plasma on adhesion characteristics of polyimide film. Colloid Interface Sci. 2005, 285, 267–272. [Google Scholar] [CrossRef]
- Jeong, J.Y.; Park, J.; Henins, I.; Babayan, S.E.; Tu, V.J.; Selwyn, G.S.; Ding, G.; Hicks, R.F.J. Reaction chemistry in the afterglow of an oxygen−helium, atmospheric-pressure plasma. Phys. Chem. A 2000, 104, 8027–8032. [Google Scholar] [CrossRef] [Green Version]
- Mahamud, R.; Farouk, T. Suppression of self-pulsing regime of direct current driven microplasma discharges. Appl. Phys. Lett. 2016, 108, 204101. [Google Scholar] [CrossRef]
- Duca, M.D.; Plosceanu, C.L.; Pop, T. Surface modifications of polyvinylidene fluoride (PVDF) under RF Ar plasma. Polym. Degrad. Stab. 1998, 61, 65–72. [Google Scholar] [CrossRef]
- Schulz, U.; Munzert, P.; Kawaser, N. Surface modification of PMMA by DC glow discharge and microwave plasma treatment for the improvement of coating adhesion. Surf. Coat. Technol. 2001, 142–144, 507–511. [Google Scholar] [CrossRef]
- Vargo, T.M.; Gardella, J.A.; Salvati, L. Multitechnique surface spectroscopic studies of plasma modified polymers III. H2O and O2/H2O plasma modified poly(methyl methacrylate)s. Polym. Sci. Part A Polym. Chem. 1989, 27, 1267–1286. [Google Scholar] [CrossRef]
- Gonzalez, E.; Barankin, M.D.; Guschl, P.C.; Hicks, R.F. Remote atmospheric-pressure plasma activation of the surfaces of polyethylene terephthalate and polyethylene naphthalate. Langmuir 2008, 24, 12636–12643. [Google Scholar] [CrossRef] [PubMed]
- Kormunda, M.; Ryšánek, P.; Hájková, P.; Štěpanovská, E.; Čapková, P.; Pavlík, J. Effect of low energy plasma treatment on surface chemwastry and phase composition of electrospun polyvinylidene fluoride membrane. Surf. Interfaces 2021, 22, 100900. [Google Scholar]
- Correia, D.; Ribeiro, M.; Sencadas, V.; Botelho, G.; Carabineiro, S.A.C.; Ribelles, J.L.G.; Lanceros-Méndez, S. Influence of oxygen plasma treatment parameters on poly(vinylidenefluoride) electrospun fiber mats wettability. Prog. Org. Coat. 2005, 85, 151–158. [Google Scholar] [CrossRef] [Green Version]
- Jose Varghese, R. Introduction to nanomaterials: Syntheswas and applications. Nanomater. Sol. Cell Appl. 2019, 75–95. [Google Scholar] [CrossRef]
- Xin, Y.; Sun, H.; Tian, H.; Guo, C.; Li, X.; Wang, S.; Wang, C. The use of polyvinylidene fluoride (PVDF) films as sensors for vibration measurement: A brief review. Ferroelectrics 2016, 502, 28–42. [Google Scholar] [CrossRef]
- Kim, H. Integrated 3D printing and corona poling process of PVDF piezoelectric films for pressure sensor application. Smart Mater. Struct. 2017, 26, 085027. [Google Scholar] [CrossRef]
- Auriemma, F.; Petraccone, V.; Parravicini, L.; Corradini, P. Mesomorphic form (β) of nylon 6. Macromolecules 1997, 30, 7554. [Google Scholar] [CrossRef]
- He, H.; Fu, Y.; Zhao, T.; Gao, X.; Xing, L.; Zhang, Y.; Xue, X. All-solid-state flexible self-charging power cell basing on piezo-electrolyte for harvesting/storing body-motion energy and powering wearable electronics. Nano Energy 2017, 39, 590–600. [Google Scholar] [CrossRef]
- Xue, X.; Deng, P.; Yuan, S.; Nie, Y.; He, B.; Xing, L.; Zhang, Y. CuO/PVDF nanocomposite anode for a piezo-driven self-charging lithium battery. Energy Environ. Sci. 2013, 6, 2615–2620. [Google Scholar] [CrossRef]
- Krishnamoorthy, K.; Pazhamalai, P.; Mariappan, V.K.; Nardekar, S.S.; Sahoo, S.; Kim, S.-J. Probing the energy conversion process in piezoelectric-driven electrochemical self-charging supercapacitor power cell using piezoelectrochemical spectroscopy. Nat. Commun. 2020, 11, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Mahamud, R.; Farouk, T.L. Ion kinetics and self-pulsing DC driven non-thermal micro plasma discharge at atmospheric and higher pressure. J. Phys. D Appl. Phys. 2016, 49, 145202. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Crystallization Point (°C) | Enthalpy (J g−1) | Percent Crystallization (%) |
|---|---|---|---|
| Pure PVDF fiber | 161.69 | 40.73 | 38.79 |
| Plasma treated PVDF fiber | 160.12 | 49.55 | 47.19 |
| Type of Treatment | Changes | Phase | Effect Compare to Pure PVDF Electro-Spun Fiber |
|---|---|---|---|
| Plasma treated sample | Wave number | For β phase: 840, 1272 cm−1 | No shift of wave number due to application of plasma on PVDF sample. |
| Intensity | No change of intensity due to application of plasma on PVDF sample. | ||
| Wave number | For α phase: 763, 795, 975 cm−1 | No shift of wave number due to application of plasma on PVDF sample. | |
| Intensity | Little decrease of intensity due to application of plasma on PVDF sample. | ||
| Heat treated PVDF sample | Wave number | For β phase: 840, 1272 cm−1 | Positive shift of wave number due to application of heat on PVDF sample. |
| Intensity | Intensity decreased due to application of heat on PVDF sample. | ||
| Wave number | For α phase: 763, 796, 975 cm−1 | Very slight Positive shift of wave number due to application of heat on PVDF sample. | |
| Intensity | Intensity increased significantly due to application of heat on PVDF sample. | ||
| Both heated and plasma treated sample | Wave number | For β phase: 840, 1272 cm−1 | No shift of wave number after the application of plasma on heated PVDF sample. |
| Intensity | Intensity decreased after application of heat on PVDF sample and intensity increased further by applying plasma. | ||
| Wave number | For α phase: 763, 796, 975 cm−1 | Positive shift of wave number due to application of plasma for heated PVDF sample. | |
| Intensity | Intensity increased significantly due to application of heat on PVDF sample then it decreased little bit after application of plasma. |
| Bonding | Wavenumber (cm−1) | Intensity | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| PVDF | Plasma PVDF | Heated PVDF | Heated + Plasma PVDF | PVDF | Plasma PVDF | Heated PVDF | Heated + Plasma PVDF | |||
| C–H rock | 725–720 | 7 | ||||||||
| C–X alkyl halides | 850–550 | 748 | 744 | 8 | 10 | |||||
| Alpha | 762 | 764 | 763 | 11 | 43 | 44 | ||||
| Alpha | 796 | 796 | 24 | 29 | ||||||
| C–F2 alkyl halides–anti symmetric stretching motion | 840 | Beta | 839 | 839 | 840 | 845 | 58 | 54 | 37 | 60 |
| C–X alkyl halides | 850–550 | 854 | 854 | 26 | 29 | |||||
| 877 | 878 | 873 | 873 | 100 | 100 | 92 | 96 | |||
| Alpha | 975 | 23 | ||||||||
| 1073 | 1073 | 1070 | 1070 | 45 | 36 | 44 | 42 | |||
| C–H Wag (–CH2X) Alkyl Halides | 1300–1150 | 1150 | 1151 | 50 | 50 | |||||
| 1173 | 1174 | 1182 | 1183 | 85 | 95 | 100 | 100 | |||
| 1212 | 1211 | 82 | 81 | |||||||
| 1234 | 1233 | 45 | 49 | |||||||
| CF–CH–CF skeletal bending motion | 1274–1280 | Beta | 1272 | 1271 | 1275 | 1274 | 30 | 29 | 23 | 34 |
| C–H rock alkanes | 1370–1350 | 1339 | 16 | |||||||
| 1383 | 1383 | 47 | 45 | |||||||
| 1404 | 1404 | 1403 | 1402 | 52 | 58 | 54 | 54 | |||
| 1430 | 1430 | 1426 | 1425 | 15 | 27 | 28 | 27 | |||
| C–H bend alkanes | 1470–1450 | 1456 | 1456 | 5 | 56 | |||||
| 1584 | 12 | |||||||||
| 1652 | 1659 | 1659 | 21 | 14 | 9 | |||||
| 1742 | 12 | |||||||||
| C–H Stretching | 3000–2850 | 2849 | 2850 | 2853 | 2853 | 18 | 10 | 14 | 15 | |
| 2923 | 2919 | 2924 | 2924 | 22 | 13 | 23 | 12 | |||
| 2966 | 2955 | 2956 | 17 | 12 | 13 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sultana, Q.N.; Khan, M.; Mahamud, R.; Saadatzi, M.; Sultana, P.; Farouk, T.; Quirino, R.; Banerjee, S. Fabrication and Characterization of Non-Equilibrium Plasma-Treated PVDF Nanofiber Membrane-Based Sensors. Sensors 2021, 21, 4179. https://doi.org/10.3390/s21124179
Sultana QN, Khan M, Mahamud R, Saadatzi M, Sultana P, Farouk T, Quirino R, Banerjee S. Fabrication and Characterization of Non-Equilibrium Plasma-Treated PVDF Nanofiber Membrane-Based Sensors. Sensors. 2021; 21(12):4179. https://doi.org/10.3390/s21124179
Chicago/Turabian StyleSultana, Quazi Nahida, Mujibur Khan, Rajib Mahamud, Mohammadsadegh Saadatzi, Papia Sultana, Tanvir Farouk, Rafael Quirino, and Sourav Banerjee. 2021. "Fabrication and Characterization of Non-Equilibrium Plasma-Treated PVDF Nanofiber Membrane-Based Sensors" Sensors 21, no. 12: 4179. https://doi.org/10.3390/s21124179
APA StyleSultana, Q. N., Khan, M., Mahamud, R., Saadatzi, M., Sultana, P., Farouk, T., Quirino, R., & Banerjee, S. (2021). Fabrication and Characterization of Non-Equilibrium Plasma-Treated PVDF Nanofiber Membrane-Based Sensors. Sensors, 21(12), 4179. https://doi.org/10.3390/s21124179