
Estimation of Tool Wear and Surface Roughness Development Using Deep Learning and Sensors Fusion


Abstract
:1. Introduction
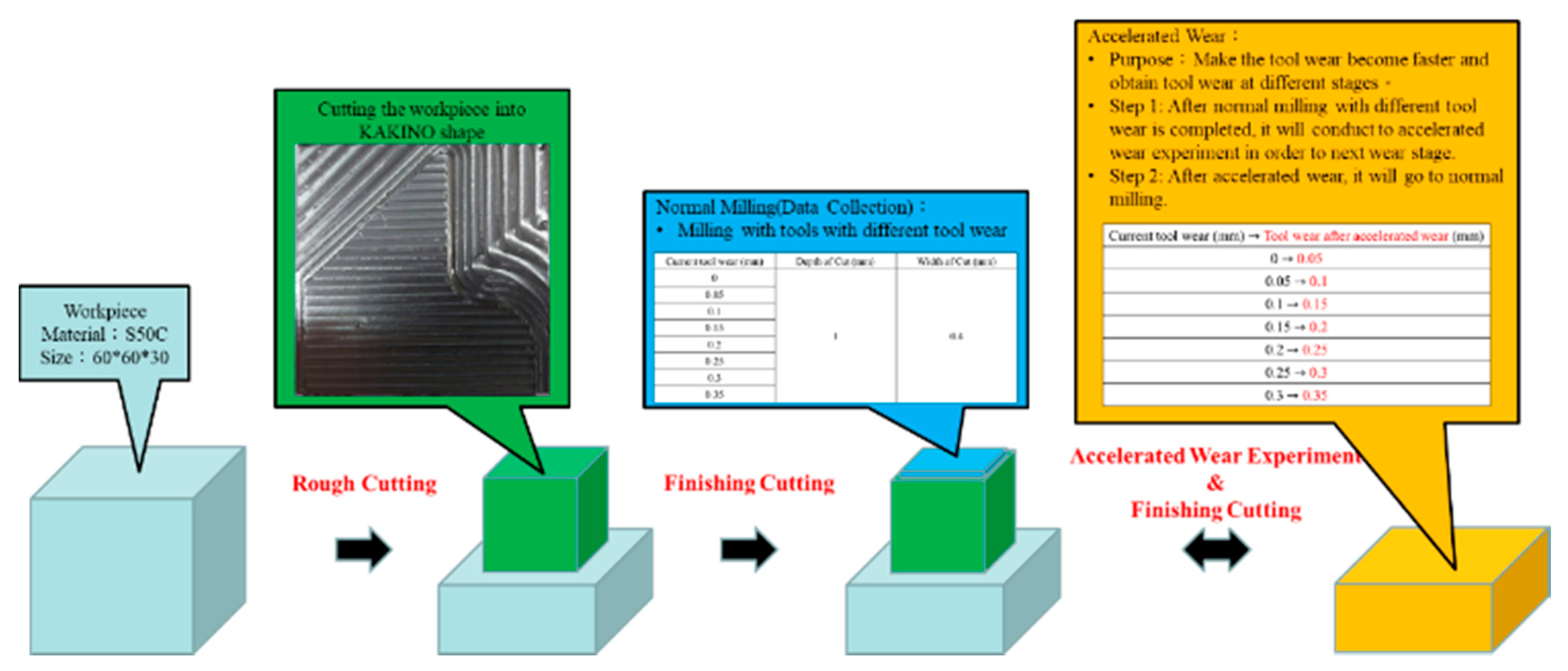
2. Problem Formulation and Experiment Setups
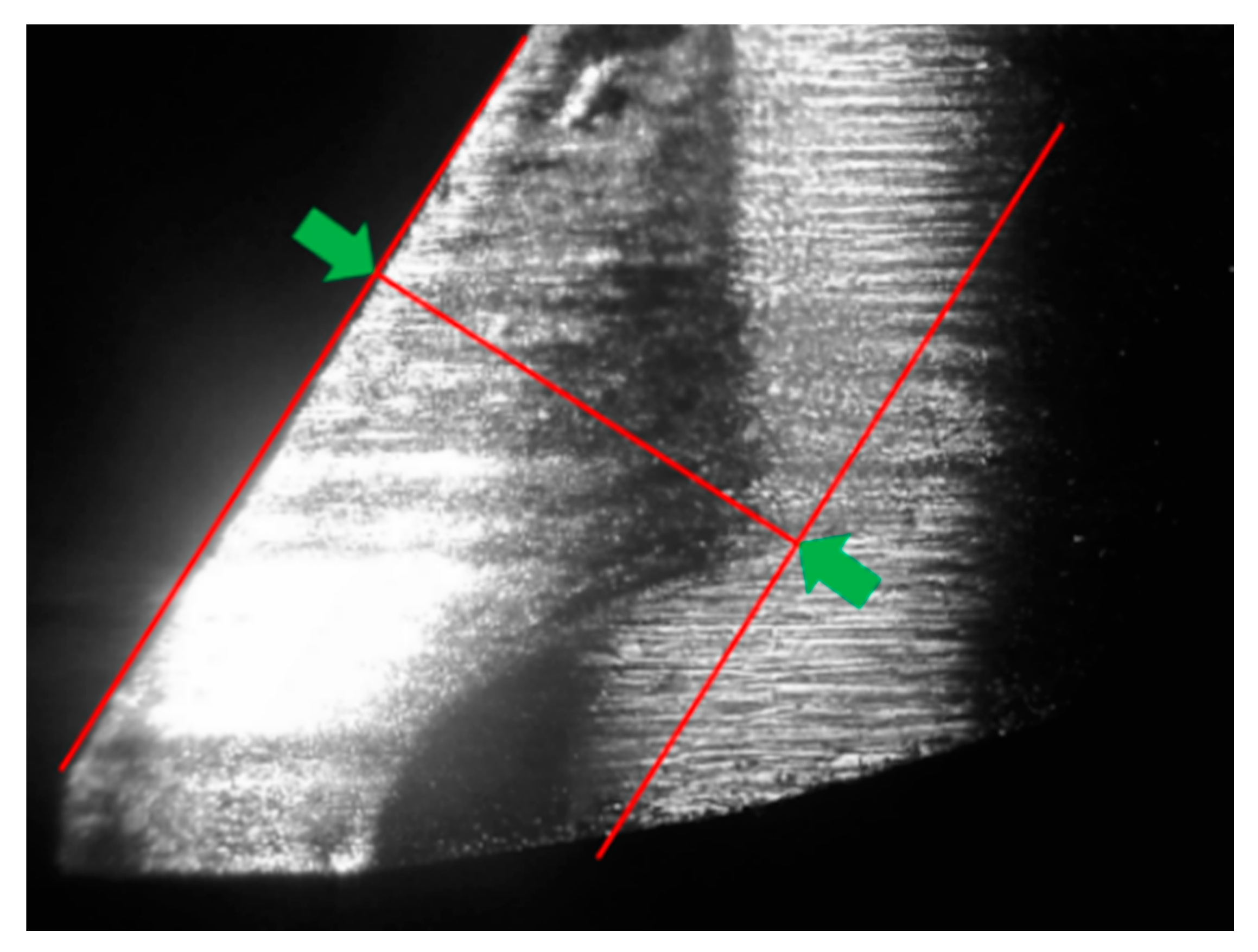
2.1. Tool Wear and Surface Roughness
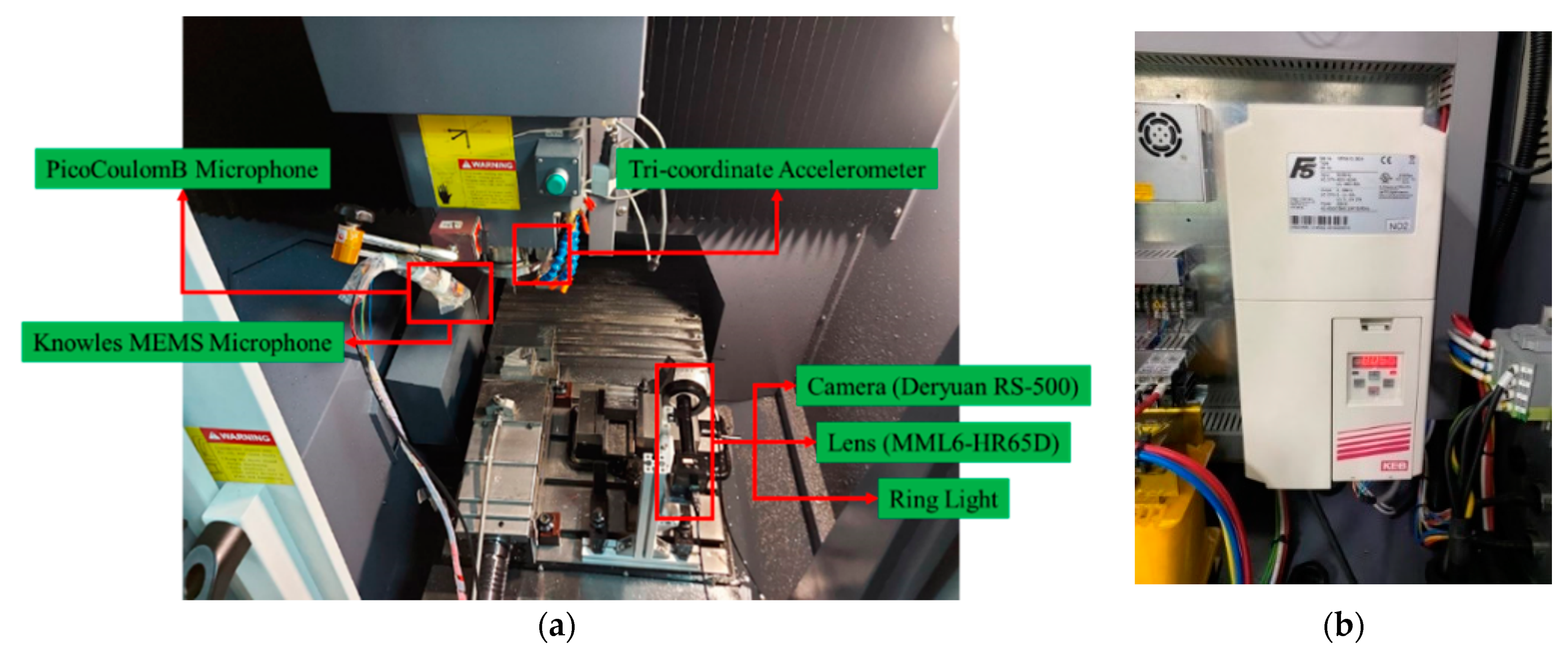
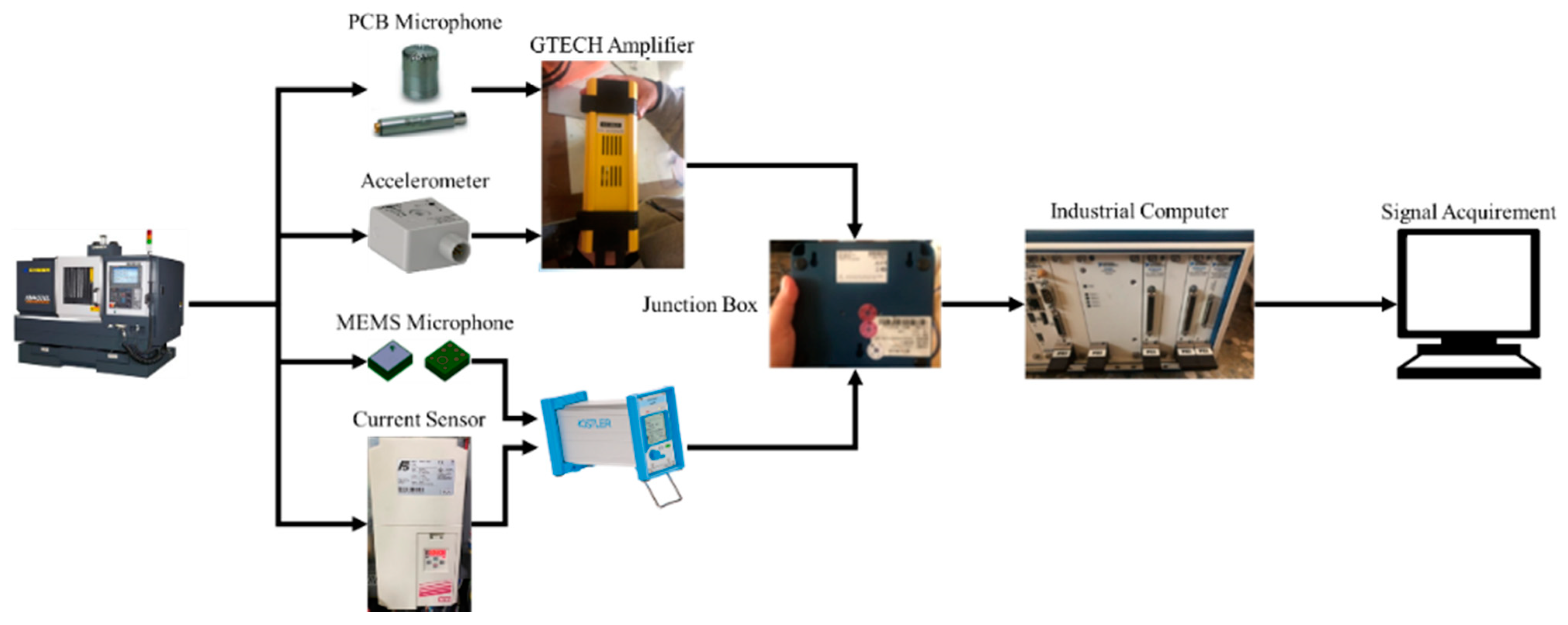
2.2. Data Acquisition Devices and Measurement of Wear and Roughness
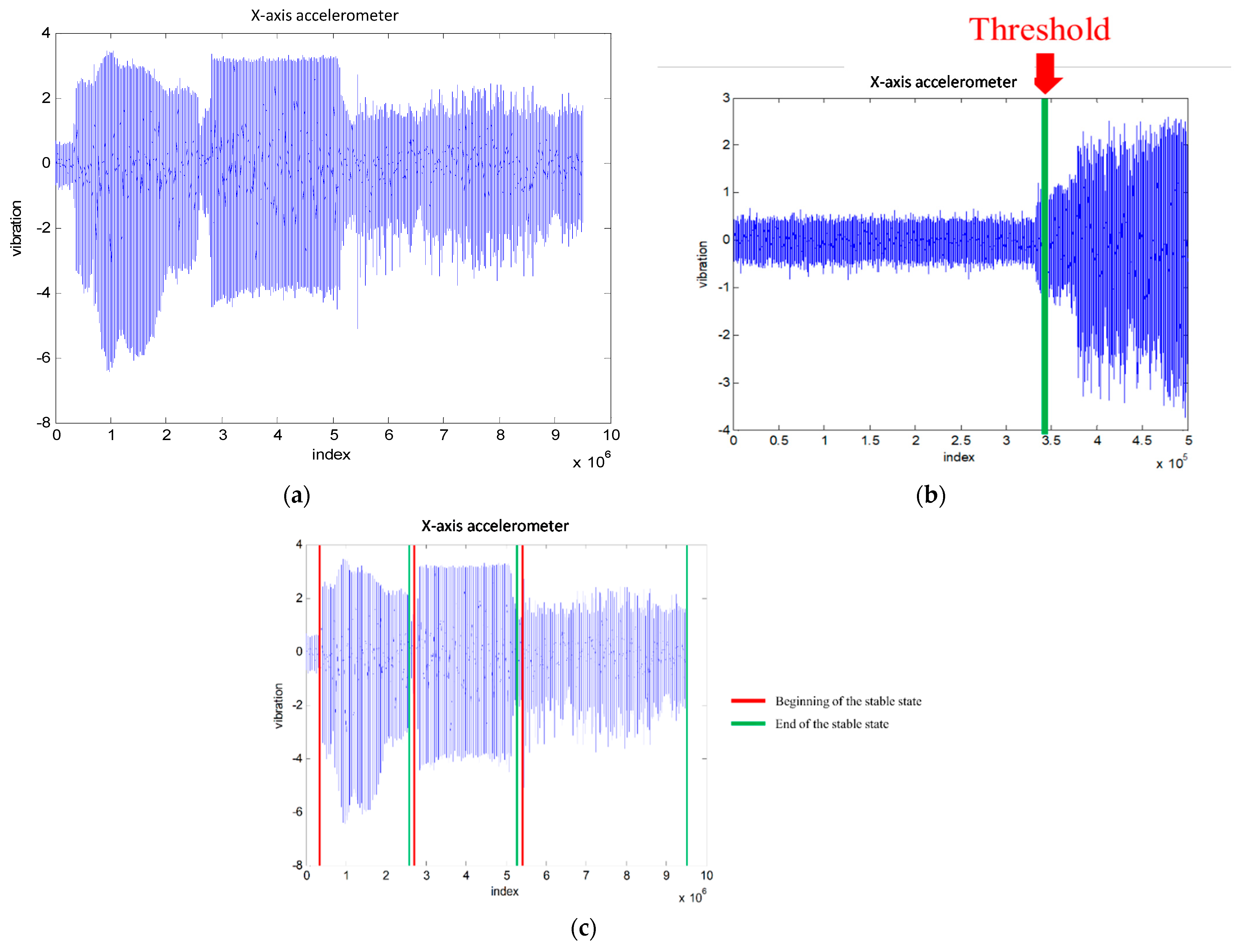
2.3. Signal Analysis and Processing
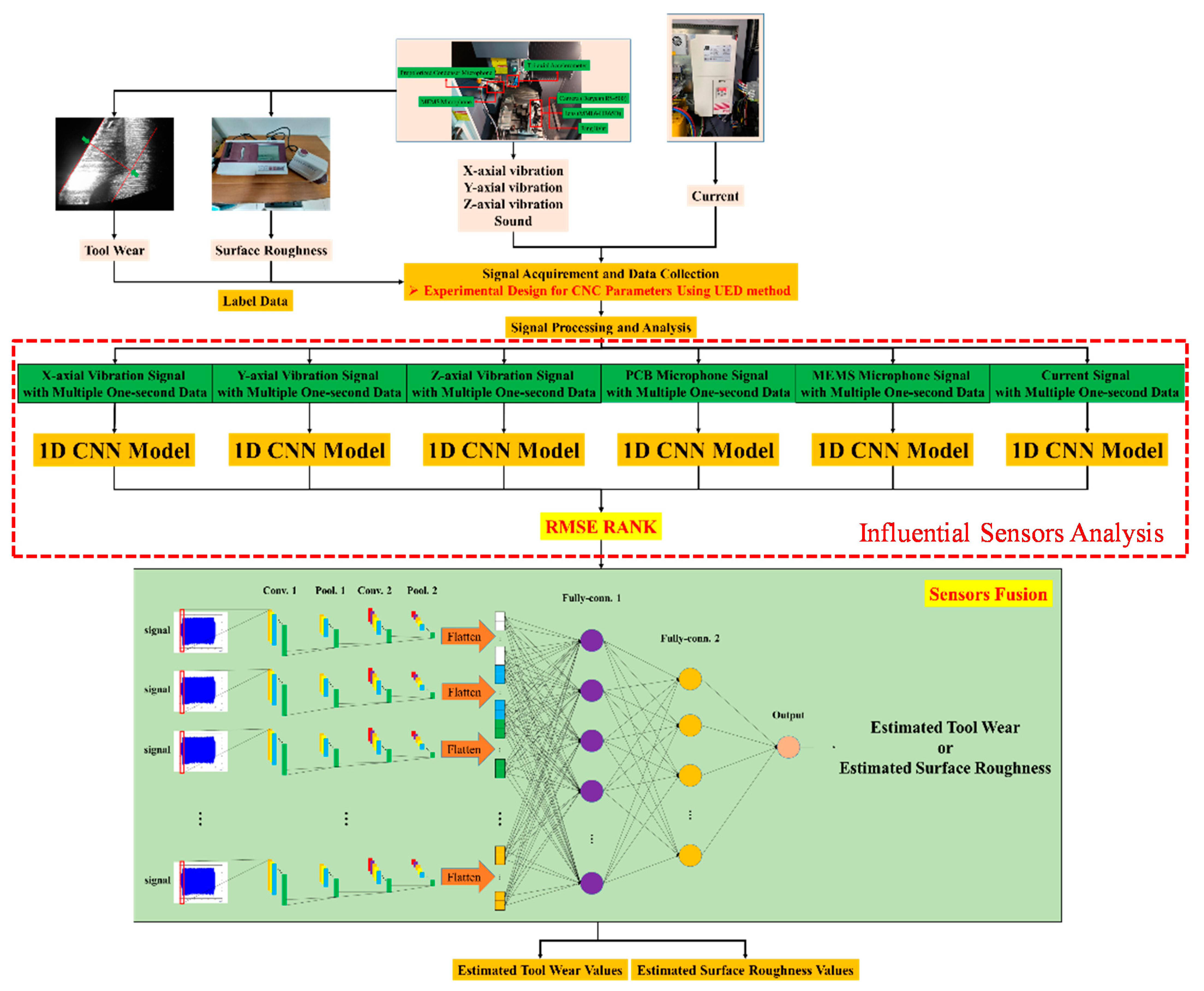
3. Estimation Model Development Using CNN and Sensor Fusion
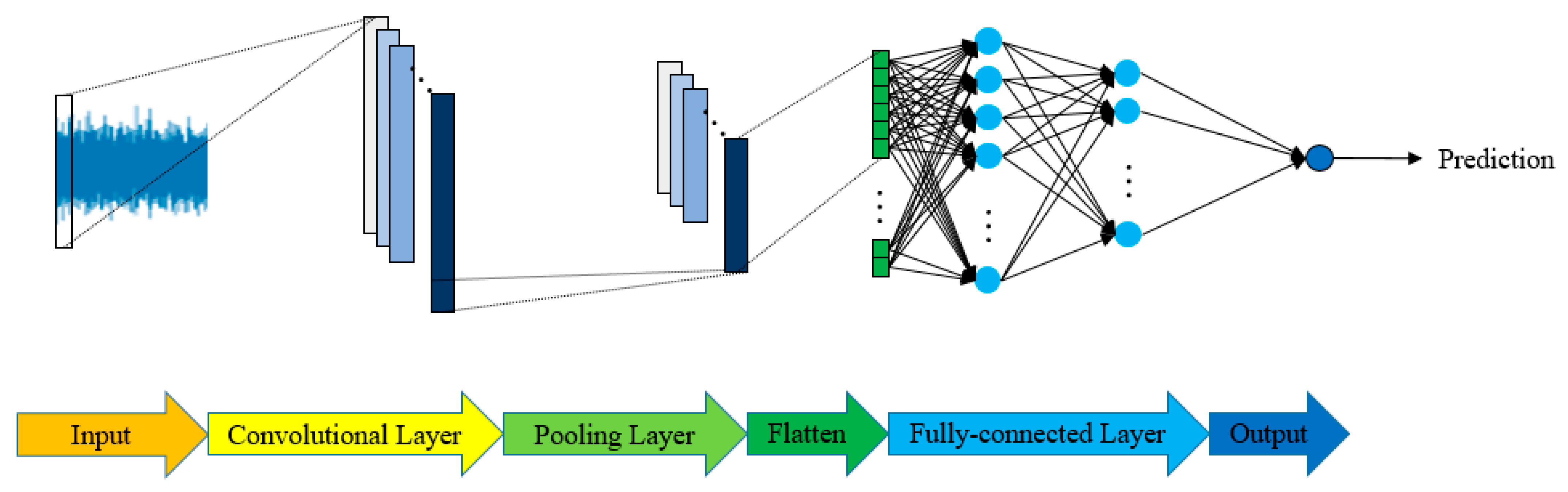
3.1. One-Dimensional Convolutional Neural Network (1D-CNN)
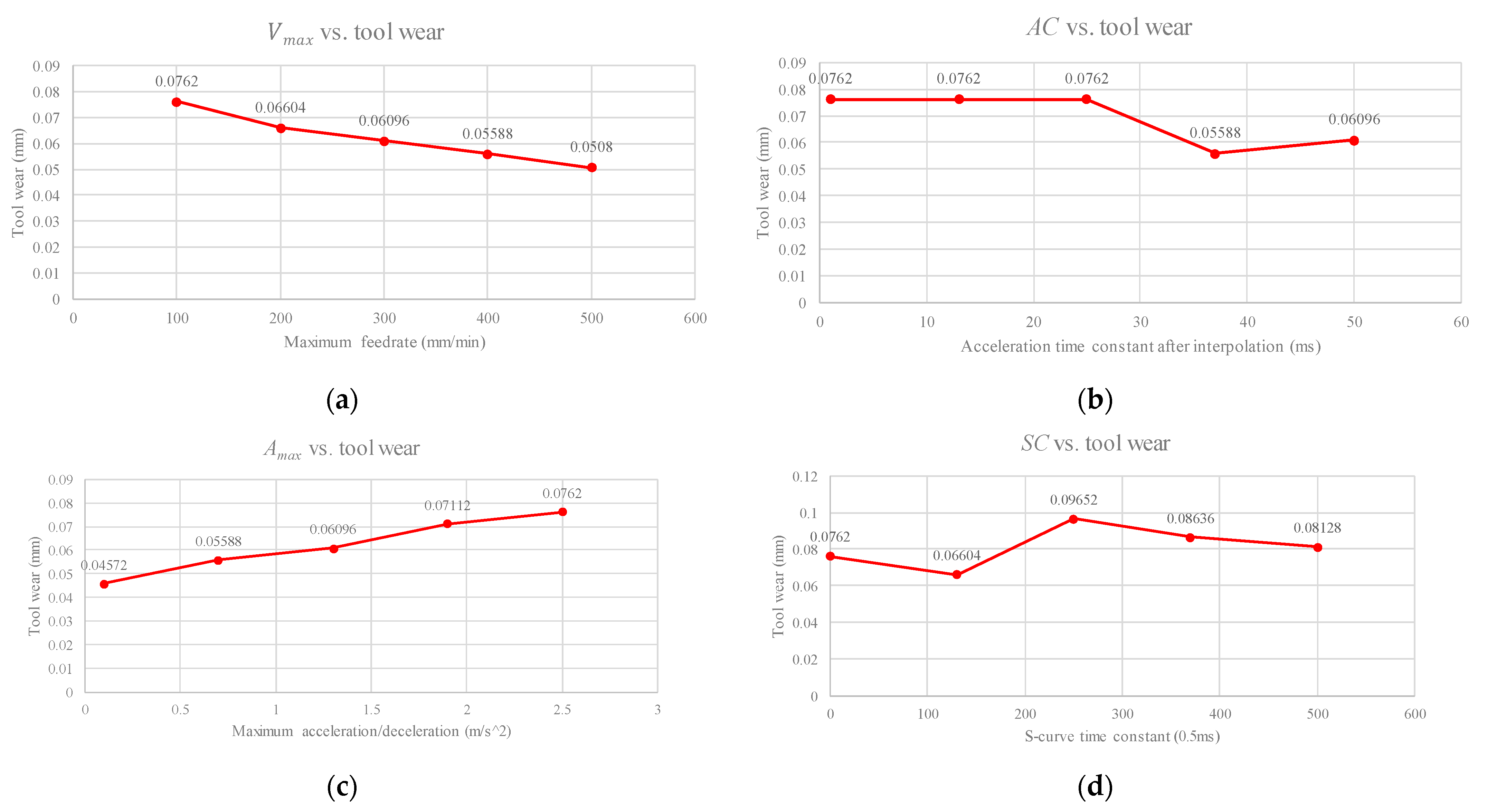
3.2. Parameters Analysis
3.3. Influential Analysis for Sensor Selection
4. Experimental Results and Discussions
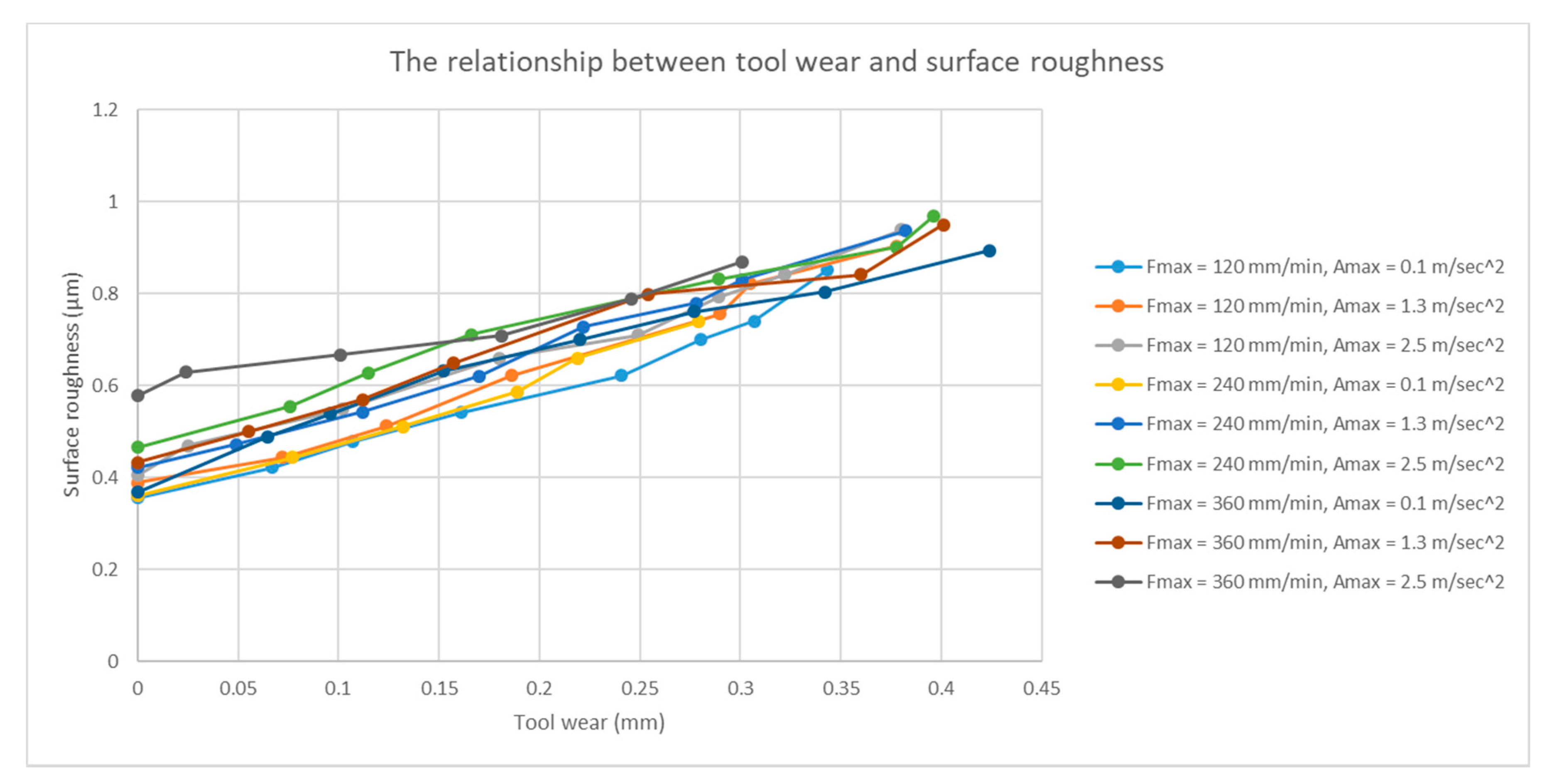
4.1. Relationship between Tool Wear and Surface Roughness
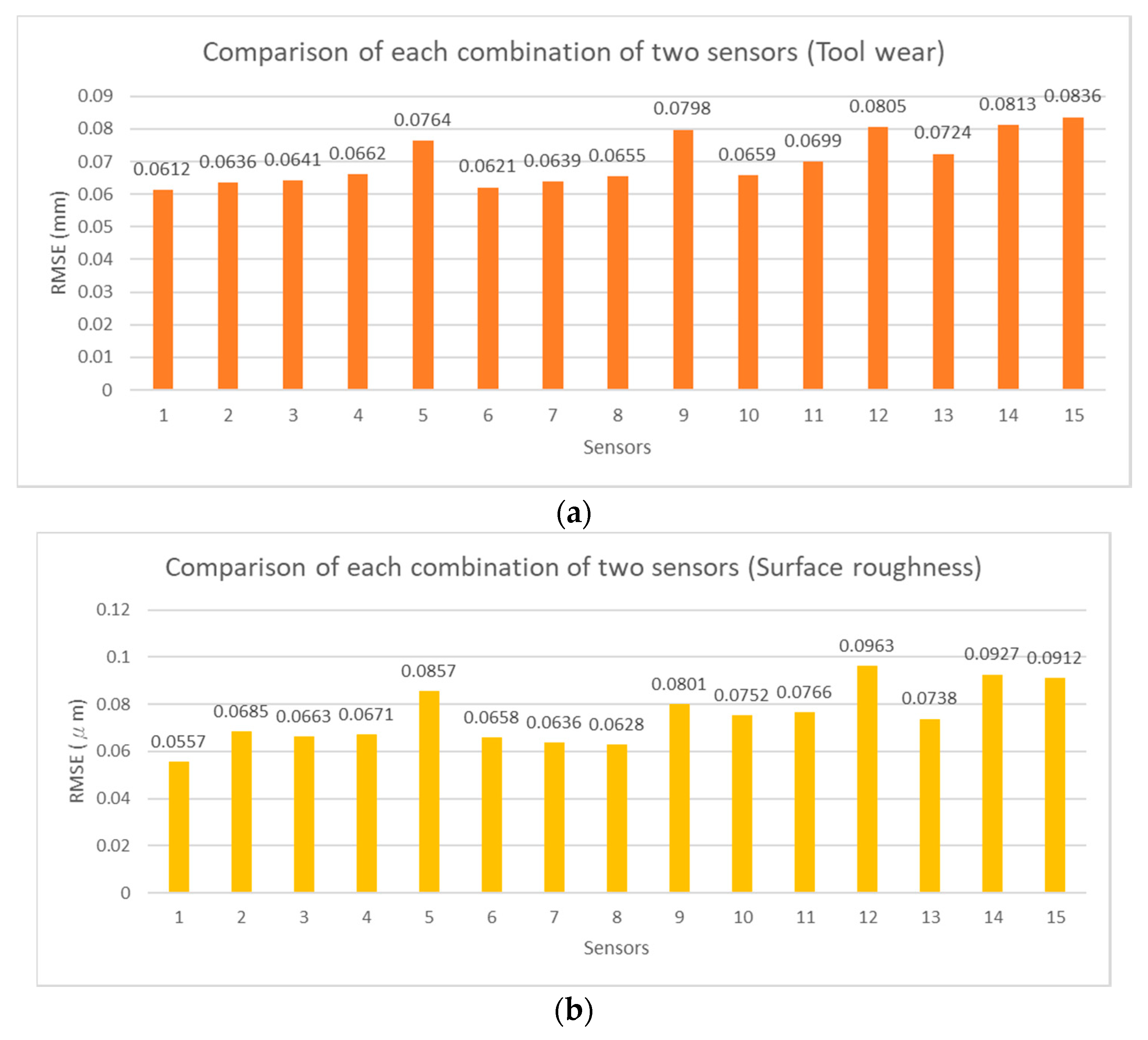
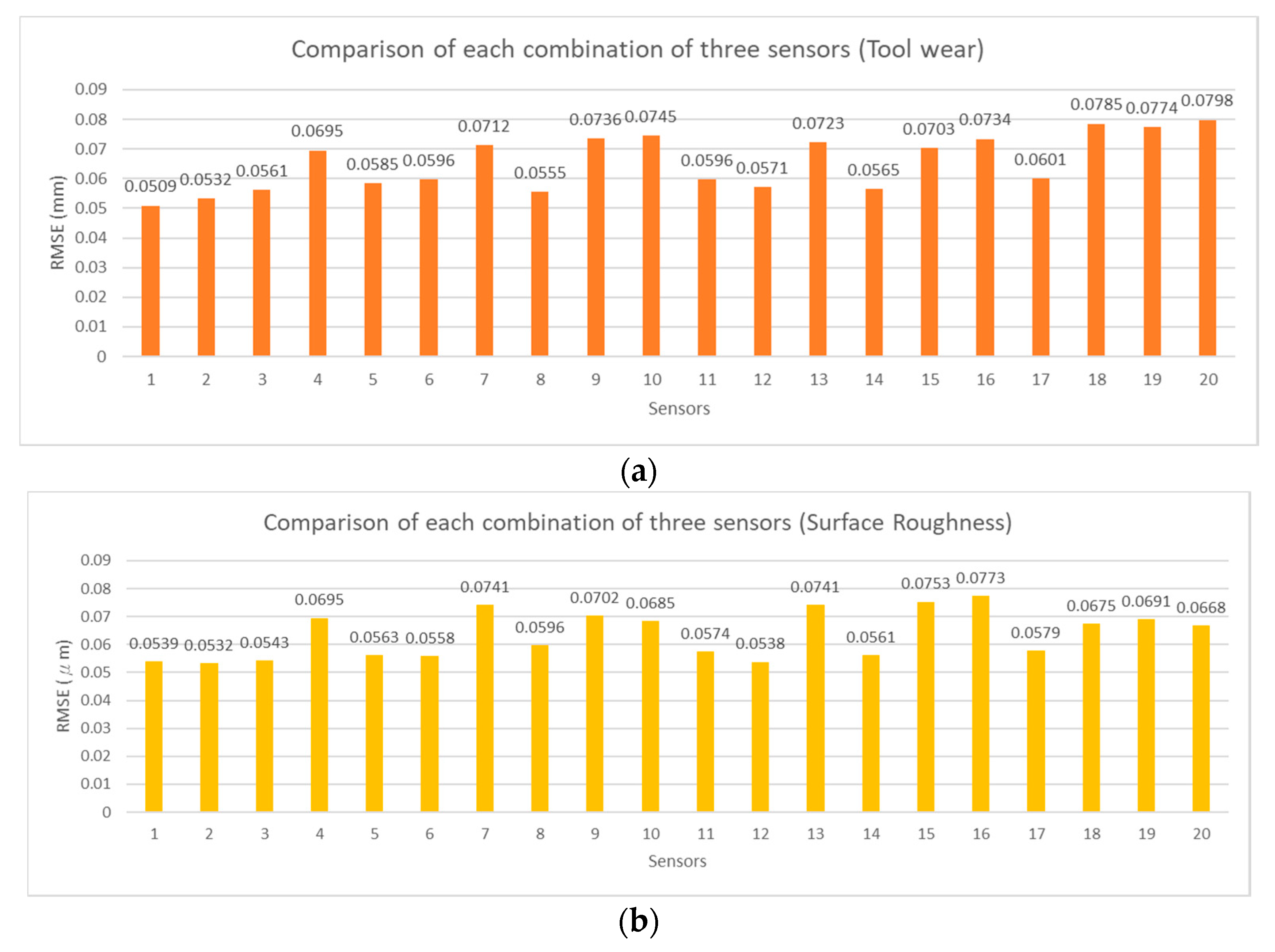
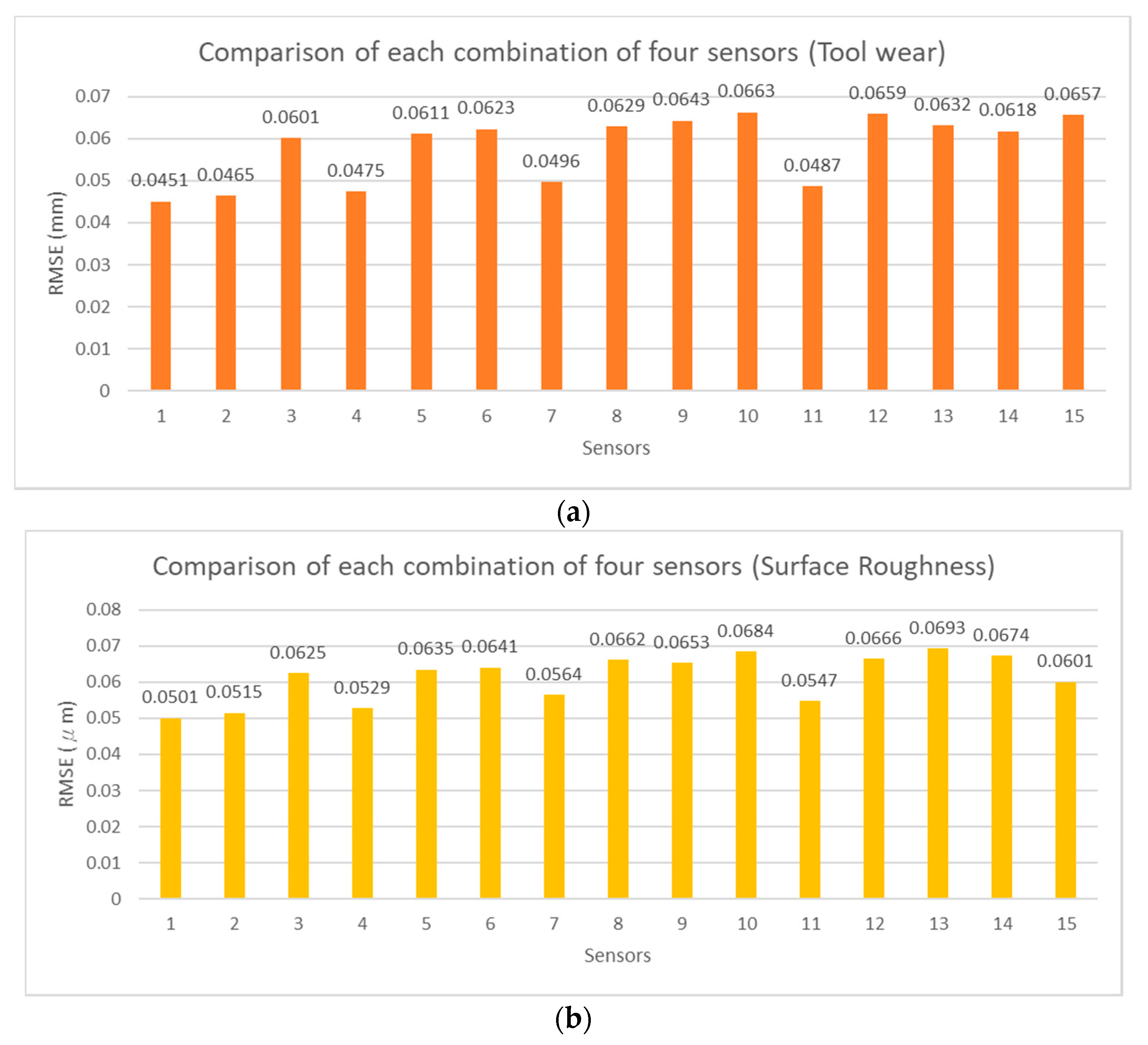
4.2. Results of Influential Sensor Selection Analysis
4.3. Estimation of Tool Wear and Surface Roughness Using 1D-CNN with Sensors Fusion
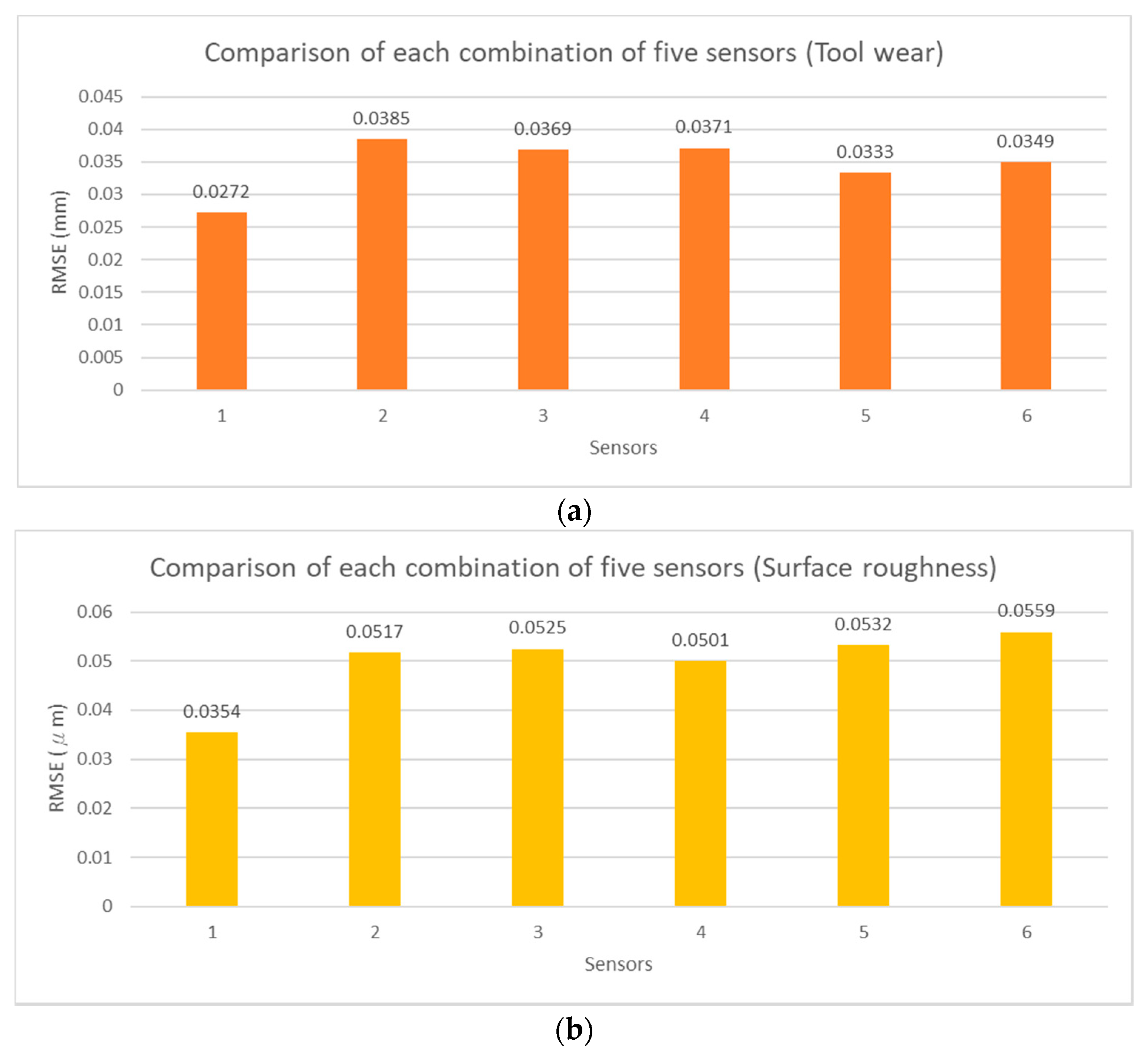
4.4. Verification of Influential Sensor Selection Analysis
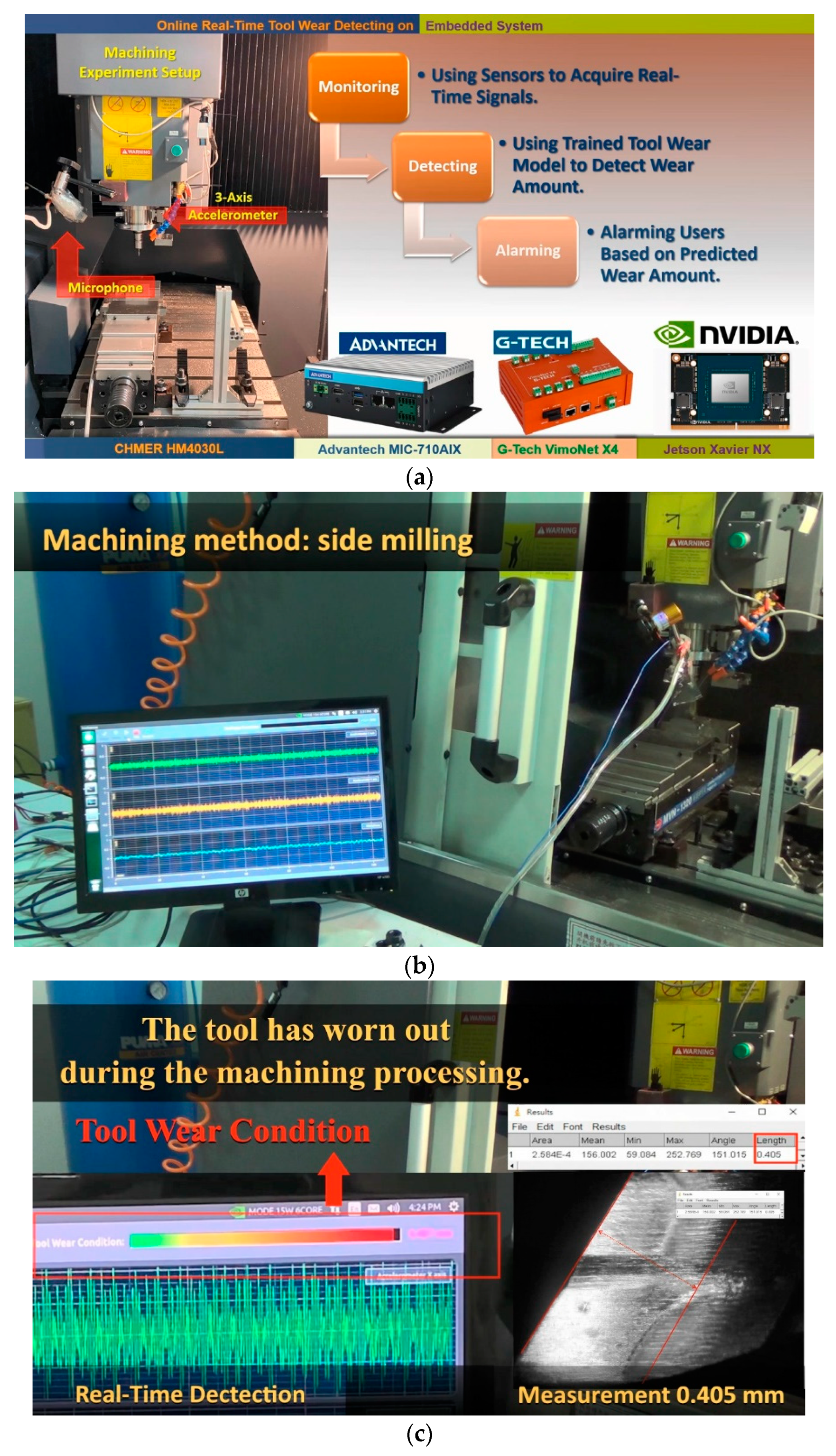
4.5. Demonstration of On-Line Monitoring
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- ASME. B46.1 Surface Texture (Surface Roughness, Waviness, and Lay); American Society of Mechanical: New York, NY, USA, 1995. [Google Scholar]
- Davim, J.P. A Note on the Determination of Optimal Cutting Conditions for Surface Finish Obtained in Turning Using Design of Experiments. J. Mater. Process. Technol. 2001, 116, 305–308. [Google Scholar] [CrossRef]
- Gopan, V.; Wins, K.L.D.; Surendran, A. Integrated ANN-GA Approach for Predictive Modeling and Optimization of Grinding Parameters with Surface Roughness as the Response. Mater. Today Proc. 2018, 5, 12133–12141. [Google Scholar] [CrossRef]
- Chiu, H.W.; Lee, C.H. Intelligent Machining System Based on CNC Controller Parameter Selection and Optimization. IEEE Access 2020, 8, 51062–51070. [Google Scholar] [CrossRef]
- Lin, Y.; He, S.; Lai, D.; Wei, J.; Ji, Q.; Huang, J.; Pan, M. Wear Mechanism and Tool Life Prediction of High-Strength Vermicular Graphite Cast Iron Tools for High-Efficiency Cutting. Wear 2020, 454–455, 203319. [Google Scholar] [CrossRef]
- Dadgari, A.; Huo, D.; Swailes, D. Investigation on Tool Wear and Tool Life Prediction in Micro-Milling of Ti-6Al-4V. Nanotechnol. Precis. Eng. 2018, 1, 218–225. [Google Scholar] [CrossRef]
- Kaya, B.; Oysu, C.; Ertunc, H.M. Force-Torque Based On-Line Tool Wear Estimation System for CNC Milling of Inconel 718 Using Neural Networks. Adv. Eng. Softw. 2011, 42, 76–84. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y. Predictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural Networks. Int. J. Mach. Tools Manuf. 2005, 45, 467–479. [Google Scholar] [CrossRef]
- Liu, M.K.; Tseng, Y.H.; Tran, M.Q. Tool Wear Monitoring and Prediction Based on Sound Signal. Int. J. Adv. Manuf. Technol. 2019, 103, 3361–3373. [Google Scholar] [CrossRef]
- Chiu, H.W.; Lee, C.H. Prediction of Machining Accuracy and Surface Quality for CNC Machine Tools Using Data Driven Approach. Adv. Eng. Softw. 2017, 114, 246–257. [Google Scholar] [CrossRef]
- Lin, S.C.; Chang, M.F. A Study on the Effects of Vibrations on the Surface Finish Using a Surface Topography Simulation Model for Turning. Int. J. Mach. Tools Manuf. 1998, 38, 763–782. [Google Scholar] [CrossRef]
- Grzesik, W. A Revised Model for Predicting Surface Roughness in Turning. Wear 1996, 194, 143–148. [Google Scholar] [CrossRef]
- Jang, D.Y.; Choi, Y.G.; Kim, H.G.; Hsiao, A. Study of the Correlation between Surface Roughness and Cutting Vibrations to Develop an On-Line Roughness Measuring Technique in Hard Turning. Int. J. Mach. Tools Manuf. 1996, 36, 453–464. [Google Scholar] [CrossRef]
- Jose, B.; Nikita, K.; Patil, T.; Hemakumar, S.; Kuppan, P. Online Monitoring of Tool Wear and Surface Roughness by Using Acoustic and Force Sensors. Mater. Today Proc. 2018, 5, 8299–8306. [Google Scholar] [CrossRef]
- Gaikwad, V.S.; Jatti, V.S.; Chinchanikar, S.S.; Nandurkar, K.N. Investigation of Electric Discharge Machining Processes Parameters on Material Removal Rate, Tool Wear Rate and Surface Roughness During Machining of EN19. Mater. Today Proc. 2021, 44, 1478–1487. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J. Surface Roughness Monitoring by Singular Spectrum Analysis of Vibration Signals. Mech. Syst. Signal. Process. 2017, 84, 516–530. [Google Scholar] [CrossRef]
- Akhavan Niaki, F.; Mears, L. A Comprehensive Study on the Effects of Tool Wear on Surface Roughness, Dimensional Integrity and Residual Stress in Turning IN718 Hard-to-Machine Alloy. J. Manuf. Process. 2017, 30, 268–280. [Google Scholar] [CrossRef]
- Li, Z.; Liu, R.; Wu, D. Data-Driven Smart Manufacturing: Tool Wear Monitoring with Audio Signals and Machine Learning. J. Manuf. Process. 2019, 48, 66–76. [Google Scholar] [CrossRef]
- Niu, B.; Sun, J.; Yang, B. Multisensory Based Tool Wear Monitoring for Practical Applications in Milling of Titanium Alloy. Mater. Today Proc. 2020, 22, 1209–1217. [Google Scholar] [CrossRef]
- Gomes, M.C.; Brito, L.C.; Bacci da Silva, M.; Viana Duarte, M.A. Tool Wear Monitoring in Micromilling Using Support Vector Machine with Vibration and Sound Sensors. Precis. Eng. 2021, 67, 137–151. [Google Scholar] [CrossRef]
- Yuvaraju, B.A.G.; Nanda, B.K. Prediction of Vibration Amplitude and Surface Roughness in Boring Operation by Response Surface Methodology. Mater. Today Proc. 2018, 5, 6906–6915. [Google Scholar] [CrossRef]
- Shrivastava, Y.; Singh, B. Tool chatter prediction based on empirical mode decomposition and response surface methodology. Measurement 2021, 173, 108585. [Google Scholar] [CrossRef]
- Hosseinpour-Zarnaq, M.; Omid, M.; Biabani-Aghdam, E. Fault diagnosis of tractor auxiliary gearbox using vibration analysis and random forest classifier. Inf. Process. Agric. 2021. [Google Scholar] [CrossRef]
- Balachandar, K.; Jegadeeshwaran, R. Friction stir welding tool condition monitoring using vibration signals and Random forest algorithm—A Machine learning approach. Mater. Today Proc. 2021, 46, 1174–1180. [Google Scholar] [CrossRef]
- Nguyen, D.; Yin, S.; Tang, Q.; Son, P.X.; Duc, L.A. Online Monitoring of Surface Roughness and Grinding Wheel Wear When Grinding Ti-6Al-4V Titanium Alloy Using ANFIS-GPR Hybrid Algorithm and Taguchi Analysis. Precis. Eng. 2019, 55, 275–292. [Google Scholar] [CrossRef]
- Phate, M.; Bendale, A.; Toney, S.; Phate, V. Prediction and optimization of tool wear rate during electric discharge machining of Al/Cu/Ni alloy using adaptive neuro-fuzzy inference system. Heliyon 2020, 6, e05308. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Su, Y.; Cheng, Y.; Shao, X.; Deng, C.; Liu, C. Multi-sensor information fusion for remaining useful life prediction of machining tools by adaptive network based fuzzy inference system. Appl. Soft Comput. 2018, 68, 13–23. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, P.; Wergeles, N.; Shang, Y. A Survey and Performance Evaluation of Deep Learning Methods for Small Object Detection. Expert Syst. Appl. 2021, 172, 114602. [Google Scholar] [CrossRef]
- Li, Y.; Sixou, B.; Peyrin, F. A Review of the Deep Learning Methods for Medical Images Super Resolution Problems. IRBM 2020, 42, 120–133. [Google Scholar] [CrossRef]
- Chen, H.Y.; Lee, C.H. Vibration Signals Analysis by Explainable Artificial Intelligence (XAI) Approach: Application on Bearing Faults Diagnosis. IEEE Access 2020, 8, 134246–134256. [Google Scholar] [CrossRef]
- Chen, H.Y.; Lee, C.H. Deep Learning Approach for Vibration Signals Applications. Sensors 2021, 21, 3929. [Google Scholar] [CrossRef] [PubMed]
- Lo, C.C.; Lee, C.H.; Huang, W.C. Prognosis of Bearing and Gear Wears Using Convolutional Neural Network with Hybrid Loss Function. Sensors 2020, 20, 3539. [Google Scholar] [CrossRef] [PubMed]
- Hung, C.W.; Zeng, S.X.; Lee, C.H.; Li, W.T. End-to-End Deep Learning by MCU Implementation: An Intelligent Gripper for Shape Identification. Sensors 2021, 21, 891. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Wang, B. State-of-the-Art of Surface Integrity Induced by Tool Wear Effects in Machining Process of Titanium and Nickel Alloys: A Review. Measurement 2019, 132, 150–181. [Google Scholar] [CrossRef]
- ISO 8688-2. Tool Life Testing in Milling—Part. 2: End Milling; International Organization of Standards: Geneva, Switzerland, 1989. [Google Scholar]
- Rasband, W.S. ImageJ, Image Processing and Analysis in JAVA. 2012. Available online: https://imagej.nih.gov/ij/ (accessed on 7 August 2019).
- Fang, K.T.; Lin, D.K.J.; Winker, P.; Zhang, Y. Uniform Design: Theory and Application. Technometrics 2000, 42, 237–248. [Google Scholar] [CrossRef]
- Kiranyaz, S.; Ince, T.; Abdeljaber, O.; Avci, O.; Gabbouj, M. 1-D Convolutional Neural Networks for Signal Processing Applications. In Proceedings of the ICASSP 2019—2019 IEEE International Conference on Acoustics, Speech and Signal, Processing (ICASSP), Brighton, UK, 12–17 May 2019; pp. 8360–8364. [Google Scholar]
- Cintas, C.; Lucena, M.; Fuertes, J.M.; Delrieux, C.; Navarro, P.; González-José, R.; Molinos, M. Automatic feature extraction and classification of Iberian ceramics based on deep convolutional networks. J. Cult. Herit. 2020, 41, 106–112. [Google Scholar] [CrossRef]
- Cabrera, D.; Sancho, F.; Li, C.; Cerrada, M.; Sánchez, R.V.; Pacheco, F.; de Oliveira, J.V. Automatic feature extraction of time-series applied to fault severity assessment of helical gearbox in stationary and non-stationary speed operation. Appl. Soft Comput. 2017, 58, 53–64. [Google Scholar] [CrossRef]
- Suh, S.H.; Kang, S.K.; Chung, D.H.; Stroud, I. Theory and Design of CNC Systems; Springer Science and Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Mohammadi, K.; Shamshirband, S.; Petković, D.; Yee, P.L.; Mansor, Z. Using ANFIS for Selection of More Relevant Parameters to Predict Dew Point Temperature. Appl. Therm. Eng. 2016, 96, 311–319. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNC Parameter | Range | Unit |
|---|---|---|
| Maximum feed rate () | 0–6000 | mm/min |
| Acceleration time constant after interpolation () | 1–50 | ms |
| Maximum acceleration () | 0.001–2.5 | m/s2 |
| S-curve time constant () | 0–500 | 0.5 ms |
| Level | ||
|---|---|---|
| Level 1 | 120 | 0.1 |
| Level 2 | 240 | 1.3 |
| Level 3 | 360 | 2.5 |
| Experiment | ||
|---|---|---|
| EX 01 | 120 | 0.1 |
| EX 02 | 120 | 1.3 |
| EX 03 | 120 | 2.5 |
| EX 04 | 240 | 0.1 |
| EX 05 | 240 | 1.3 |
| EX 06 | 240 | 2.5 |
| EX 07 | 360 | 0.1 |
| EX 08 | 360 | 1.3 |
| EX 09 | 360 | 2.5 |
| Items | Unit | Normal Milling | Accelerated Wear |
|---|---|---|---|
| Purpose | -- | Signal Collection | Accelerated Wear |
| Workpiece Material | -- | S50C | S50C |
| Material Hardness | HRC | <5 | 50 |
| 360/240/120 | 20 | ||
| 0.1/1.3/2.5 | 0.3 | ||
| Spindle Speed | 8000 | 8000 | |
| Milling Path | -- | KAKINO | Straight |
| Depth of Cut | 1 | 0.9 | |
| Width of Cut | 0.4 | 0.9 |
| Experiment | Pearson’s Correlation Coefficient | ||
|---|---|---|---|
| EX01 | 120 | 0.1 | 0.9869 |
| EX02 | 120 | 1.3 | 0.9939 |
| EX03 | 120 | 2.5 | 0.9953 |
| EX04 | 240 | 0.1 | 0.9939 |
| EX05 | 240 | 1.3 | 0.9969 |
| EX06 | 240 | 2.5 | 0.9933 |
| EX07 | 360 | 0.1 | 0.9876 |
| EX08 | 360 | 1.3 | 0.9897 |
| Ex09 | 360 | 2.5 | 0.9790 |
| Average | 0.9907 | ||
| Layers | Filter Size | Stride | Number of Filters or Nodes | Activation Function |
|---|---|---|---|---|
| Conv. 1 | 36 | 5 | 30 | Sigmoid |
| Pool. 1 | 20 | -- | ||
| Conv. 2 | 18 | 5 | 30 | Sigmoid |
| Pool. 2 | 10 | -- | ||
| Flatten | -- | |||
| Fully connected 1 | -- | 128 | Sigmoid | |
| Fully connected 2 | 64 | Sigmoid | ||
| Outputs | 1 | None | ||
| Conditions | Sensors | Total | |||||
|---|---|---|---|---|---|---|---|
| Sensor 1 | Sensor 2 | Sensor 3 | Sensor 4 | Sensor 5 | Sensor 6 | ||
| F120A0.1 | 654 | 636 | 562 | 577 | 657 | 362 | 3448 |
| F120A1.3 | 548 | 497 | 560 | 429 | 517 | 268 | 2819 |
| F120A2.5 | 684 | 562 | 449 | 530 | 533 | 461 | 3219 |
| F240A0.1 | 264 | 268 | 239 | 211 | 247 | 184 | 1413 |
| F240A1.3 | 357 | 347 | 302 | 228 | 307 | 252 | 1793 |
| F240A2.5 | 291 | 305 | 239 | 271 | 291 | 227 | 1624 |
| F360A0.1 | 221 | 233 | 197 | 170 | 218 | 160 | 1199 |
| F360A1.3 | 211 | 218 | 172 | 147 | 157 | 144 | 1048 |
| F360A2.5 | 154 | 139 | 148 | 137 | 151 | 191 | 920 |
| Total | 3384 | 3205 | 2868 | 2700 | 3078 | 2249 | -- |
| Hyperparameter | Types or Values |
|---|---|
| Epoch | 5000 |
| Batch Size | 16 |
| Learning Rate | 0.00001 |
| Loss Function | Mean Square Error |
| Optimizer | Adamax |
| Conditions | ||||||
|---|---|---|---|---|---|---|
| Sensor 1 | Sensor 2 | Sensor 3 | Sensor 4 | Sensor 5 | Sensor 6 | |
| F120A0.1 | 0.0506 | 0.0503 | 0.053 | 0.0464 | 0.0438 | 0.0969 |
| F120A1.3 | 0.058 | 0.0627 | 0.0621 | 0.0631 | 0.0696 | 0.0917 |
| F120A2.5 | 0.0577 | 0.0451 | 0.0465 | 0.0598 | 0.0524 | 0.0918 |
| F240A0.1 | 0.0596 | 0.0572 | 0.0533 | 0.0781 | 0.0741 | 0.0981 |
| F240A1.3 | 0.074 | 0.0718 | 0.0872 | 0.073 | 0.0849 | 0.1022 |
| F240A2.5 | 0.1116 | 0.0959 | 0.109 | 0.106 | 0.1279 | 0.1212 |
| F360A0.1 | 0.0994 | 0.1129 | 0.1232 | 0.1395 | 0.1413 | 0.1276 |
| F360A1.3 | 0.0833 | 0.0809 | 0.0812 | 0.0854 | 0.0886 | 0.139 |
| F360A2.5 | 0.1031 | 0.0977 | 0.1035 | 0.1039 | 0.1051 | 0.1373 |
| Average | 0.0775 | 0.0749 | 0.0799 | 0.0839 | 0.0875 | 0.1116 |
| Conditions | ||||||
|---|---|---|---|---|---|---|
| Sensor 1 | Sensor 2 | Sensor 3 | Sensor 4 | Sensor 5 | Sensor 6 | |
| F120A0.1 | 0.0736 | 0.0587 | 0.0863 | 0.0744 | 0.0791 | 0.0941 |
| F120A1.3 | 0.0737 | 0.0741 | 0.072 | 0.0906 | 0.0993 | 0.1049 |
| F120A2.5 | 0.0683 | 0.0488 | 0.057 | 0.0706 | 0.0704 | 0.1061 |
| F240A0.1 | 0.0722 | 0.0663 | 0.0635 | 0.0758 | 0.0851 | 0.1246 |
| F240A1.3 | 0.1042 | 0.0964 | 0.1237 | 0.1126 | 0.1149 | 0.1239 |
| F240A2.5 | 0.1158 | 0.1239 | 0.1285 | 0.1016 | 0.1048 | 0.1312 |
| F360A0.1 | 0.1139 | 0.1132 | 0.1256 | 0.1134 | 0.1208 | 0.1329 |
| F360A1.3 | 0.1134 | 0.1035 | 0.1302 | 0.1019 | 0.1095 | 0.1328 |
| F360A2.5 | 0.1025 | 0.1015 | 0.1058 | 0.1026 | 0.1086 | 0.1273 |
| Average | 0.0931 | 0.0874 | 0.0992 | 0.0937 | 0.0992 | 0.1197 |
| Tool Wear | ||||||
| Number | Sensor 2 | Sensor 1 | Sensor 3 | Sensor 4 | Sensor 5 | Sensor 6 |
| 1 | -- | |||||
| 2 | -- | |||||
| 3 | -- | |||||
| 4 | -- | |||||
| 5 | -- | |||||
| 6 | ||||||
| Surface Roughness | ||||||
| Number | Sensor 2 | Sensor 1 | Sensor 4 | Sensor 5 | Sensor 3 | Sensor 6 |
| 1 | -- | |||||
| 2 | -- | |||||
| 3 | -- | |||||
| 4 | -- | |||||
| 5 | -- | |||||
| 6 | ||||||
| Number of Sensors | Tool Wear | |
|---|---|---|
| Influential Sensor Selection Analysis | Method of Exhaustion | |
| 1 | Sensor 2 | Sensor 2 |
| 2 | Sensors 1 and 2 | Sensors 1 and 2 |
| 3 | Sensors 1, 2, and 3 | Sensors 1, 2, and 3 |
| 4 | Sensors 1, 2, 3, and 4 | Sensors 1, 2, 3, and 4 |
| 5 | Sensors 1, 2, 3, 4, and 5 | Sensors 1, 2, 3, 4, and 5 |
| Number of Sensors | Surface Roughness | |
| 1 | Sensors 2 | Sensors 2 |
| 2 | Sensors 1 and 2 | Sensors 1 and 2 |
| 3 | Sensors 1, 2, and 3 | Sensors 1, 2, and 3 |
| 4 | Sensors 1, 2, 4, and 5 | Sensors 1, 2, 3, and 4 |
| 5 | Sensors 1, 2, 3, 4, and 5 | Sensors 1, 2, 3, 4, and 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, P.-M.; Lee, C.-H. Estimation of Tool Wear and Surface Roughness Development Using Deep Learning and Sensors Fusion. Sensors 2021, 21, 5338. https://doi.org/10.3390/s21165338
Huang P-M, Lee C-H. Estimation of Tool Wear and Surface Roughness Development Using Deep Learning and Sensors Fusion. Sensors. 2021; 21(16):5338. https://doi.org/10.3390/s21165338
Chicago/Turabian StyleHuang, Pao-Ming, and Ching-Hung Lee. 2021. "Estimation of Tool Wear and Surface Roughness Development Using Deep Learning and Sensors Fusion" Sensors 21, no. 16: 5338. https://doi.org/10.3390/s21165338
APA StyleHuang, P. -M., & Lee, C. -H. (2021). Estimation of Tool Wear and Surface Roughness Development Using Deep Learning and Sensors Fusion. Sensors, 21(16), 5338. https://doi.org/10.3390/s21165338