
Robust Principal Component Thermography for Defect Detection in Composites

 ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Literature Review
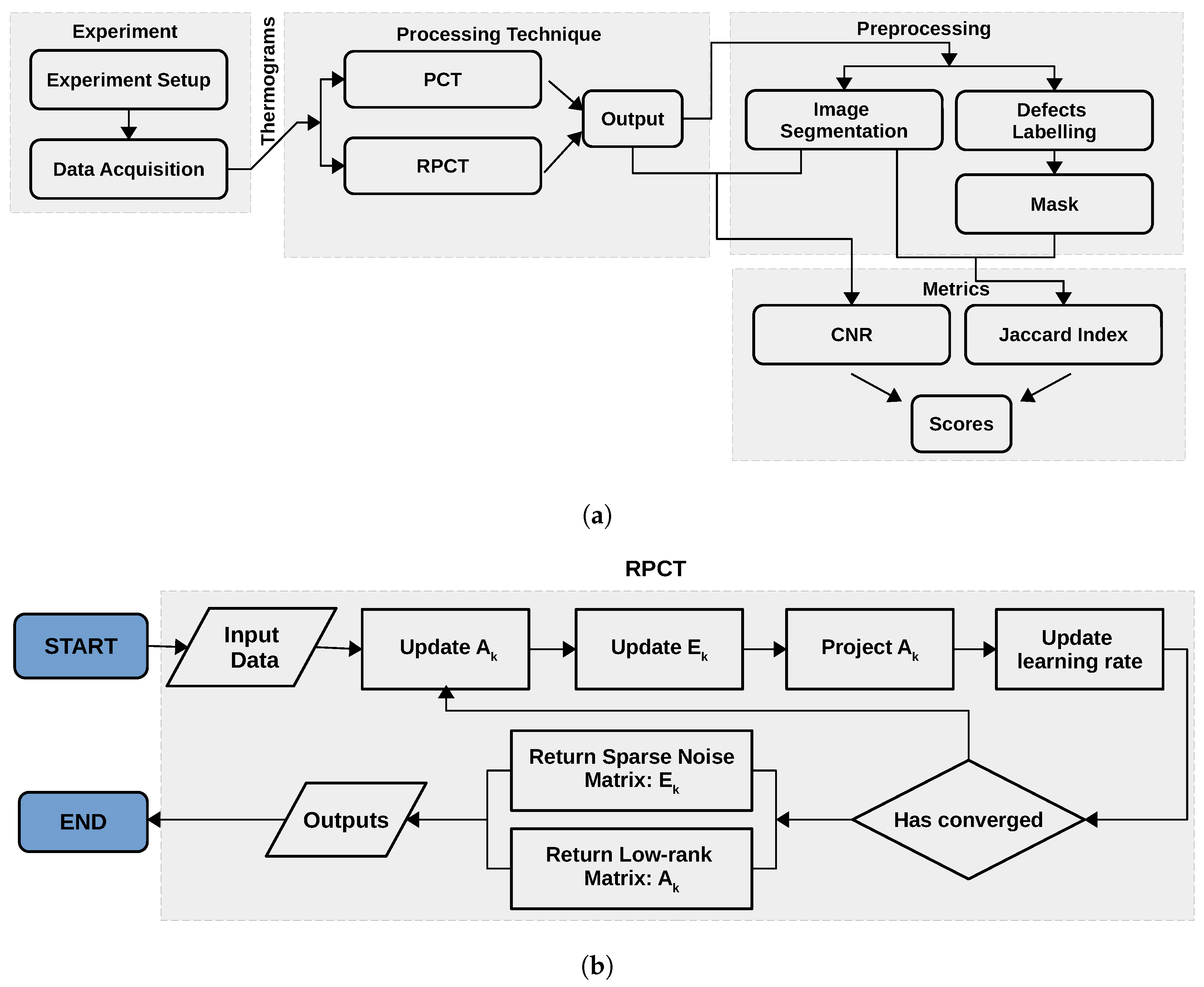
3. RPCA via OIALM
| Algorithm 1: RPCA via the Orthogonal IALM method |
 |
4. Methods
4.1. Data Acquisition
4.2. Metrics
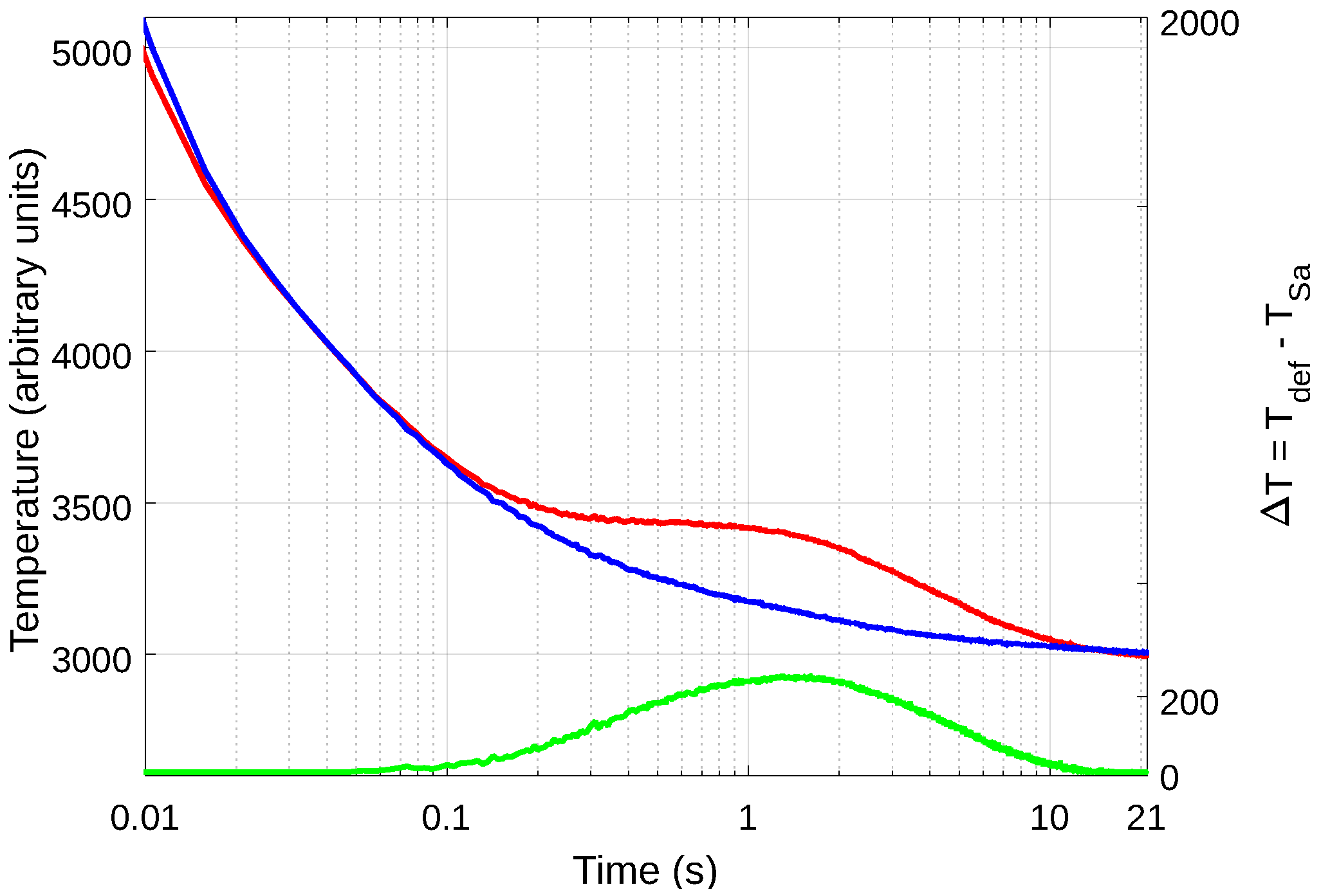
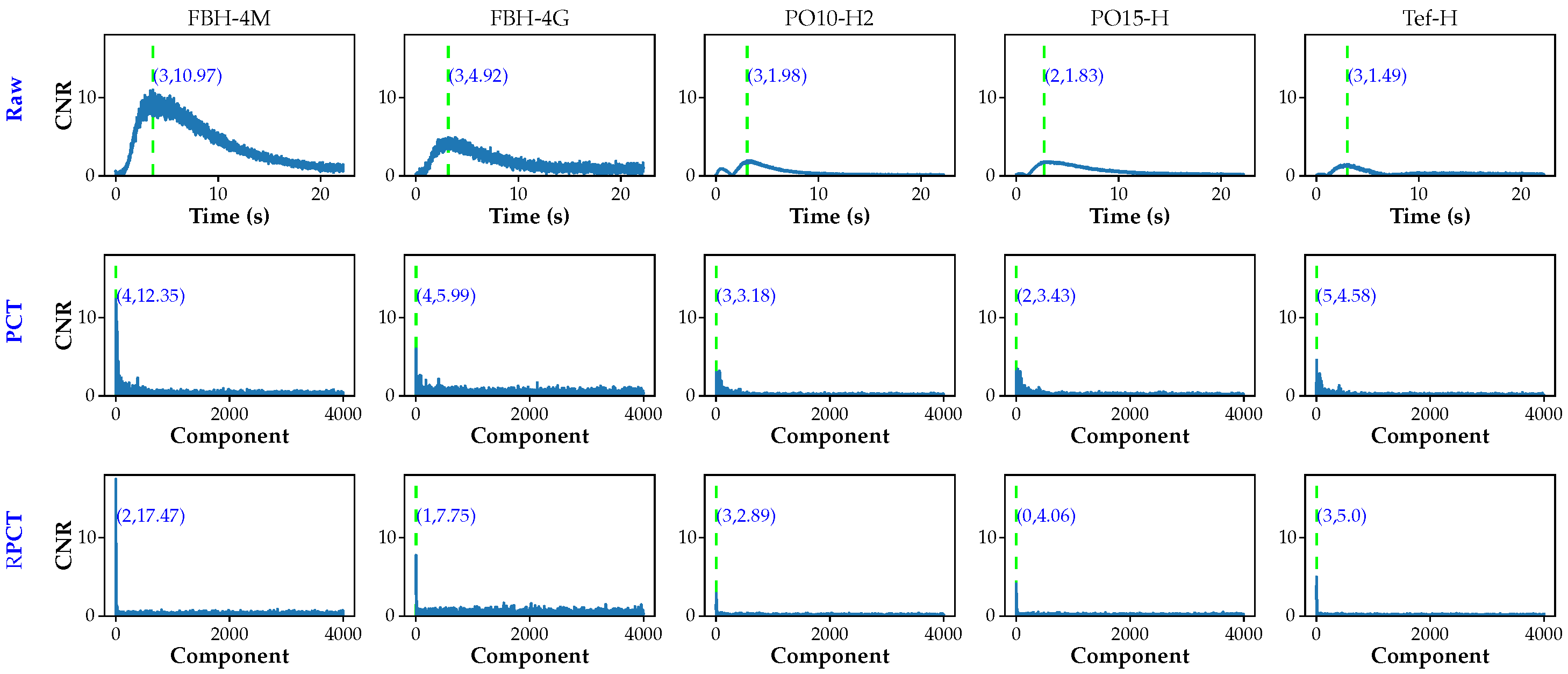
4.2.1. Contrast to Noise Ratio (CNR)
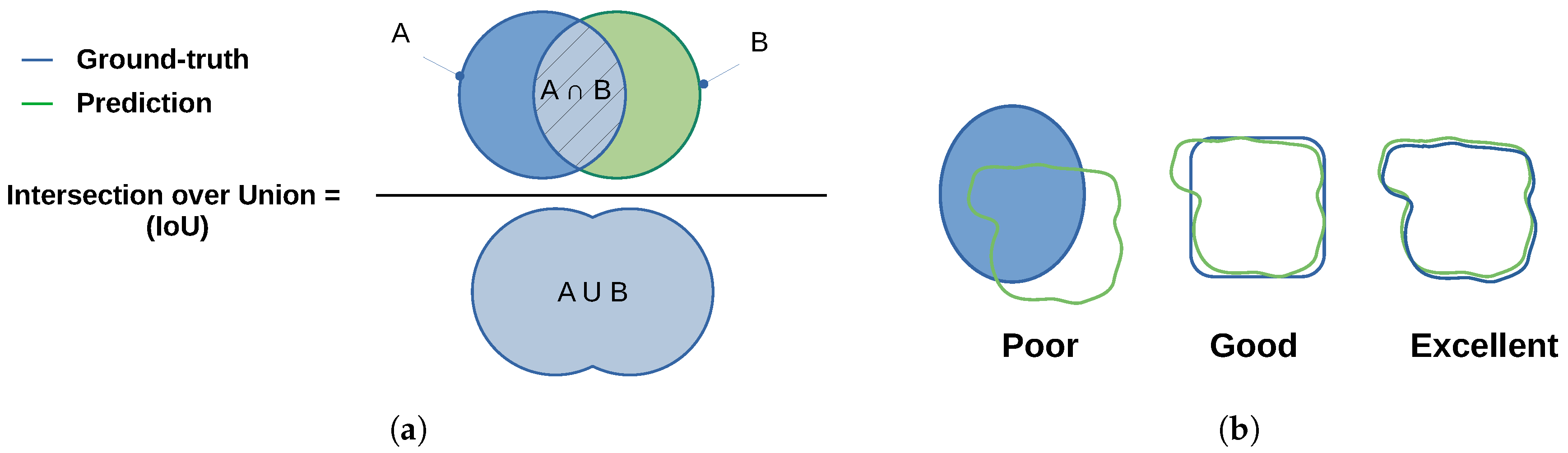
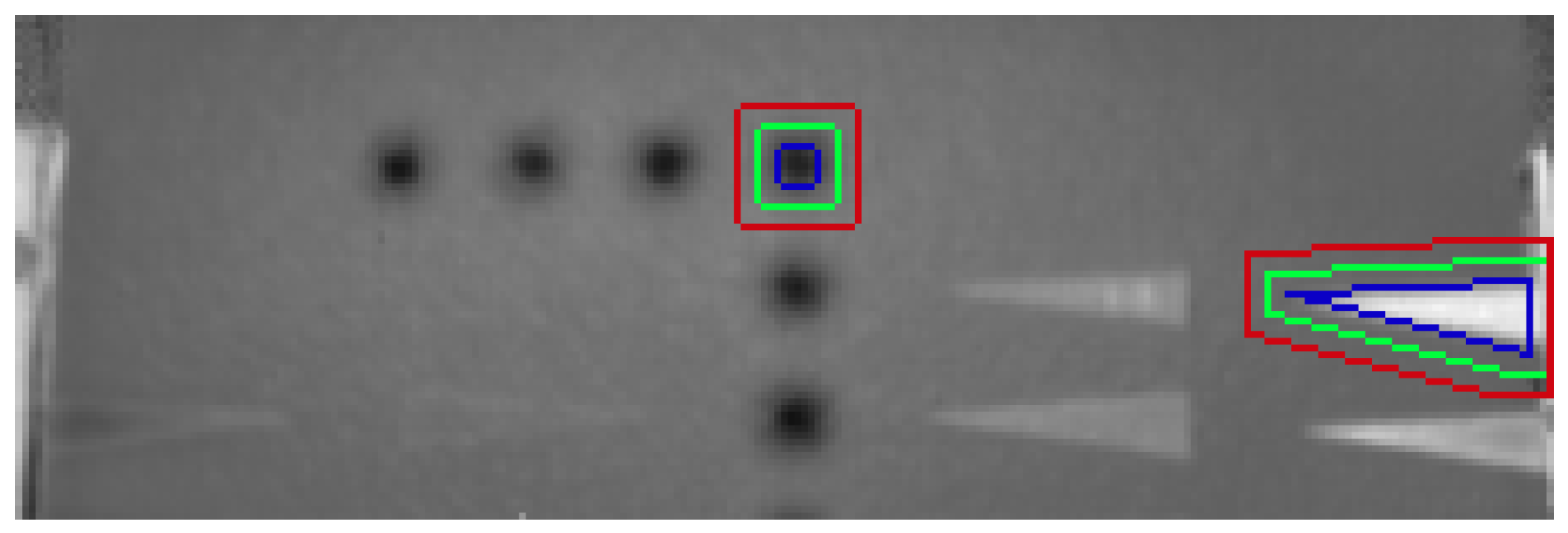
4.2.2. Jaccard Similarity Coefficient Score
- Count the number of members (i.e., pixels) that are shared between both sets (intersection).
- Count the total number of members in both sets i.e., the union (shared and unshared).
- Divide the number of shared members (1) by the total number of members (2).
- Multiply the computed result from Step 3 by 100.
4.3. Analysis
5. Results
6. Discussion
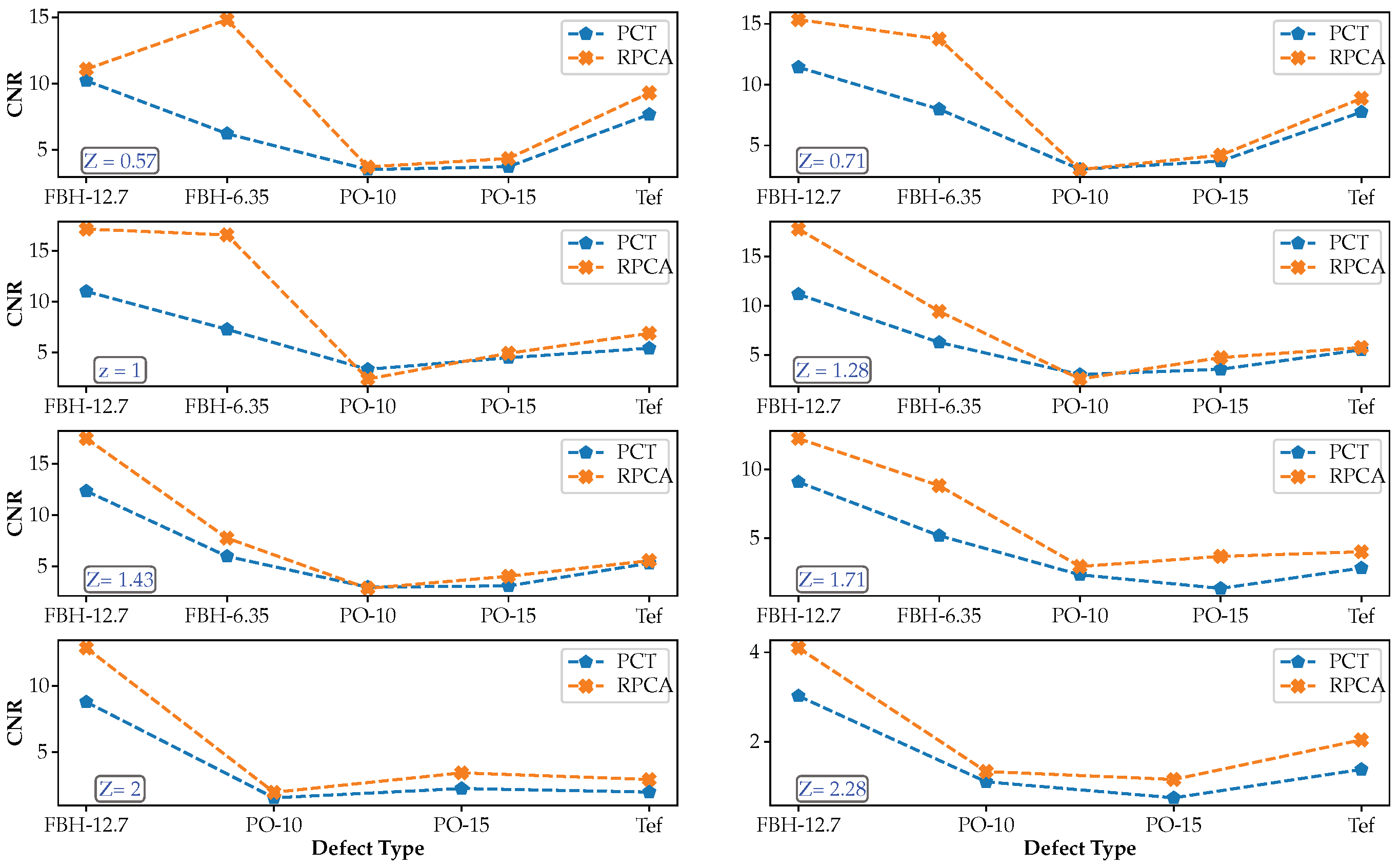
- In general, flat-bottom-holes (FBHs) present by far the highest CNRmax values, as expected, while pull-outs (POs) and Teflon inserts (TEFs) are very close, although with slightly higher values for the latter contrary to what was expected. Delamination-like artificial defects such as pull-outs should, in principle, present a higher thermal contrast than Teflon inserts, given that the thermo-physical properties of Teflon are closer to those of CFRP than those of air. It can be concluded that these two types of artificial defects are not different enough to produce a noticeable variation in CNR.
- In the case of FBHs at the same depth, larger defects have slightly higher CNR values than smaller defects, i.e., FBHs with D = 12.7 showed higher CNRmax than FBHs with D = 6.35 mm (as expected).
- For pullouts at the same depth, thicker defects have higher CNR values than thinner defects, i.e., th = 0.15 vs. 0.10 mm (as expected).
- Regarding the relative depths, in all cases (FBHs, POs, and TEFs), the deeper is the defect, the lower is the CNR value (as expected).
- The improvement in CNRmax score after processing (RPCT and PCT) is generally more pronounced for deeper depths.
- CNR values (considering all defect types) were on average 40% higher for RPCT compared to PCT, which may be taken as an indication of global performance improvement thanks to the use of RPCA.
- In the case of FBHs, CNRmax values were 60% higher for RPCT vs. PCT.
- In the case of POs, CNRmax values were 27% higher for RPCT vs. PCT.
- In the case of TEFs, CNRmax values were 24% higher for RPCT vs. PCT.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| ALM | Augmented Lagrangian Multiplier |
| APG | Accelerated Proximal Gradient |
| CFRP | Carbon Fiber Reinforced Plastic |
| CNR | Contrast to Noise Ratio |
| DRPCA | Double Robust Principal Component Analysis |
| EALM | Exact Augmented Lagrange Multiplier |
| ECPT | Eddy Current Pulsed Thermography |
| ESPCA | Edge-Group Sparse Principal Component Analysis |
| ESPCT | Edge-Group Sparse Principal Component Thermography |
| FBH | Flat Bottom Holes |
| GPGPU | General-purpose computing on graphics processing units |
| IALM | Inexact Augmented Lagrange Multiplier |
| ICA | Independent Component Analysis |
| IoU | Intersection over Union |
| IRT | InfraRed Thermography |
| LADMAP | Linearized Alternating Direction Method with Adaptive Penalty |
| LatLRRT | Latent Low-Rank Representation Thermography |
| MWIR | Mid-Wave InfraRed |
| NDT | Non Destructive Testing |
| NMF | Non-negative Matrix Factorization |
| NP | Non-Deterministic Polynomial |
| OIALM | Orthogonal Inexact Augmented Lagrange Multiplier |
| PCA | Principal Component Analysis |
| PCP | Principal Component Pursuit |
| PCT | Principal Component Thermography |
| PLS | Partial Least Square |
| PLST | Partial Least Square Thermography |
| PO | Pull-Outs |
| PPT | Pulsed Phase Thermography |
| PT | Pulsed Thermography |
| RPCA | Robust Principal Component Analysis |
| RPCT | Robust Principal Component Thermography |
| SNR | Signal to Noise Ratio |
| SPCA | Sparse Principal Component Analysis |
| SPCT | Sparse Principal Component Thermography |
| SVM | Support Vector Machine |
| Tef | Teflon Inserts |
| TSR | Thermographic Signal Reconstruction |
References
- Vavilov, V.; Maldague, X. Optimization of heating protocol in thermal NDT, short and long heating pulses: A discussion. Res. Nondestruct. Eval. 1994, 6, 1–18. [Google Scholar] [CrossRef]
- Hotelling, H. Analysis of a complex of statistical variables into principal components. J. Educ. Psychol. 1933, 24, 417. [Google Scholar] [CrossRef]
- Pearson, K. LIII. On lines and planes of closest fit to systems of points in space. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1901, 2, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Rajic, N. Principal component thermography for flaw contrast enhancement and flaw depth characterisation in composite structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Candès, E.J.; Li, X.; Ma, Y.; Wright, J. Robust Principal Component Analysis? J. ACM 2011, 58. [Google Scholar] [CrossRef]
- Ebadi, S.E.; Izquierdo, E. Foreground segmentation with tree-structured sparse RPCA. IEEE Trans. Pattern Anal. Mach. Intell. 2017, 40, 2273–2280. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bouwmans, T.; Zahzah, E.H. Robust PCA via principal component pursuit: A review for a comparative evaluation in video surveillance. Comput. Vis. Image Underst. 2014, 122, 22–34. [Google Scholar] [CrossRef]
- Luan, X.; Fang, B.; Liu, L.; Yang, W.; Qian, J. Extracting sparse error of robust PCA for face recognition in the presence of varying illumination and occlusion. Pattern Recognit. 2014, 47, 495–508. [Google Scholar] [CrossRef]
- Gavrilescu, M. Noise robust automatic speech recognition system by integrating robust principal component analysis (RPCA) and exemplar-based sparse representation. In Proceedings of the 2015 7th International Conference on Electronics, Computers and Artificial Intelligence (ECAI), Bucharest, Romania, 25–27 June 2015; pp. S-29–S-34. [Google Scholar]
- Deerwester, S.; Dumais, S.T.; Furnas, G.W.; Landauer, T.K.; Harshman, R. Indexing by latent semantic analysis. J. Am. Soc. Inf. Sci. 1990, 41, 391–407. [Google Scholar] [CrossRef]
- Song, Q.; Yan, G.; Tang, G.; Ansari, F. Robust principal component analysis and support vector machine for detection of microcracks with distributed optical fiber sensors. Mech. Syst. Signal Process. 2021, 146, 107019. [Google Scholar] [CrossRef]
- Yao, J.; Liu, X.; Qi, C. Foreground detection using low rank and structured sparsity. In Proceedings of the 2014 IEEE International Conference on Multimedia and Expo (ICME), Chengdu, China, 14–18 July 2014; pp. 1–6. [Google Scholar]
- Liu, X.; Zhao, G.; Yao, J.; Qi, C. Background subtraction based on low-rank and structured sparse decomposition. IEEE Trans. Image Process. 2015, 24, 2502–2514. [Google Scholar] [CrossRef] [PubMed]
- Guyon, C.; Bouwmans, T.; Zahzah, E.H. Foreground detection based on low-rank and block-sparse matrix decomposition. In Proceedings of the 2012 19th IEEE International Conference on Image Processing, Orlando, FL, USA, 30 September–3 October 2012; pp. 1225–1228. [Google Scholar]
- Xue, Z.; Dong, J.; Zhao, Y.; Liu, C.; Chellali, R. Low-rank and sparse matrix decomposition via the truncated nuclear norm and a sparse regularizer. Vis. Comput. 2019, 35, 1549–1566. [Google Scholar] [CrossRef]
- Yang, B.; Zou, L. Robust foreground detection using block-based RPCA. Optik 2015, 126, 4586–4590. [Google Scholar] [CrossRef]
- Khan, M.A.; Kim, J. Toward Developing Efficient Conv-AE-Based Intrusion Detection System Using Heterogeneous Dataset. Electronics 2020, 9, 1771. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, Q.; Gu, J.; Su, L.; Li, K.; Pecht, M. Visual inspection of steel surface defects based on domain adaptation and adaptive convolutional neural network. Mech. Syst. Signal Process. 2021, 153, 107541. [Google Scholar] [CrossRef]
- Fleuret, J.; Ibarra-Castanedo, C.; Lei, L.; Sfarra, S.; Usamentiaga, R.; Maldague, X. Defect detection based on monogenic signal processing. In Algorithms, Technologies, and Applications for Multispectral and Hyperspectral Imagery XXV; International Society for Optics and Photonics: Bellingham, WA, USA, 2019; Volume 10986, p. 109861X. [Google Scholar]
- Yousefi, B.; Sfarra, S.; Sarasini, F.; Castanedo, C.I.; Maldague, X.P. Low-rank sparse principal component thermography (sparse-PCT): Comparative assessment on detection of subsurface defects. Infrared Phys. Technol. 2019, 98, 278–284. [Google Scholar] [CrossRef]
- Wen, C.M.; Sfarra, S.; Gargiulo, G.; Yao, Y. Edge-Group Sparse Principal Component Thermography for Defect Detection in an Ancient Marquetry Sample. Proceedings 2019, 27, 34. [Google Scholar] [CrossRef] [Green Version]
- Wen, C.M.; Sfarra, S.; Gargiulo, G.; Yao, Y. Thermographic Data Analysis for Defect Detection by Imposing Spatial Connectivity and Sparsity Constraints in Principal Component Thermography. IEEE Trans. Ind. Inform. 2021, 17, 3901–3909. [Google Scholar] [CrossRef]
- Min, W.; Liu, J.; Zhang, S. Edge-group sparse PCA for network-guided high dimensional data analysis. Bioinformatics 2018, 34, 3479–3487. [Google Scholar] [CrossRef] [PubMed]
- Yousefi, B.; Castanedo, C.I.; Maldague, X.P. Low-rank Convex/Sparse Thermal Matrix Approximation for Infrared-based Diagnostic System. arXiv 2020, arXiv:2010.06784. [Google Scholar]
- Yousefi, B.; Castanedo, C.I.; Maldague, X.P.V. Measuring Heterogeneous Thermal Patterns in Infrared-Based Diagnostic Systems Using Sparse Low-Rank Matrix Approximation: Comparative Study. IEEE Trans. Instrum. Meas. 2021, 70, 1–9. [Google Scholar] [CrossRef]
- Rengifo, C.J.; Restrepo, A.D.; Nope, S.E. Method of selecting independent components for defect detection in carbon fiber-reinforced polymer sheets via pulsed thermography. Appl. Opt. 2018, 57, 9746–9754. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wu, J.Y.; Liu, K.; Wen, H.L.; Yao, Y.; Sfarra, S.; Zhao, C. Independent component thermography for non-destructive testing of defects in polymer composites. Meas. Sci. Technol. 2019, 30, 044006. [Google Scholar] [CrossRef]
- Fleuret, J.; Ibarra-Castanedo, C.; Ebrahimi, S.; Maldague, X. Independent Component Thermography Applied to Pulsed Thermographic Data. In Proceedings of the 3rd International Symposium on Structural Health Monitoring and Nondestructive Testing, Québec City, QC, Canada, 14–15 May 2020. [Google Scholar]
- Fleuret, J.; Ibarra-Castanedo, C.; Ebrahimi, S.; Maldague, X. Latent Low Rank Representation Applied to Thermography. In Proceedings of the 2020 International Conference on Quantitative InfraRed Thermography, Porto, Portugal, 21–30 September 2020. [Google Scholar] [CrossRef]
- Maldague, X.; Marinetti, S. Pulse phase infrared thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef]
- Liu, K.; Li, Y.; Yang, J.; Liu, Y.; Yao, Y. Generative principal component thermography for enhanced defect detection and analysis. IEEE Trans. Instrum. Meas. 2020, 69, 8261–8269. [Google Scholar] [CrossRef]
- Rajic, N. Principal Component Thermography; Technical Report; Defence Science And Technology Organisation: Victoria, Australia, 2002. [Google Scholar]
- Liu, K.; Tang, Y.; Lou, W.; Liu, Y.; Yang, J.; Yao, Y. A thermographic data augmentation and signal separation method for defect detection. Meas. Sci. Technol. 2021, 32, 045401. [Google Scholar] [CrossRef]
- Lopez, F.; Nicolau, V.; Maldague, X.; Ibarra-Castanedo, C. Multivariate infrared signal processing by partial least-squares thermography. In Proceedings of the 16th International Symposium on Applied Electromagnetics and Mechanics, Québec, QC, Canada, 31 July–3 August 2013. [Google Scholar]
- Lopez, F.; Ibarra-Castanedo, C.; de Paulo Nicolau, V.; Maldague, X. Optimization of pulsed thermography inspection by partial least-squares regression. NDT E Int. 2014, 66, 128–138. [Google Scholar] [CrossRef]
- Shepard, S.M.; Lhota, J.R.; Rubadeux, B.A.; Ahmed, T.; Wang, D. Enhancement and reconstruction of thermographic NDT data. In Thermosense XXIV; Maldague, X.P., Rozlosnik, A.E., Eds.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2002; Volume 4710, pp. 531–535. [Google Scholar] [CrossRef]
- Fleuret, J.; Ebrahimi, S.; Maldague, X. Pulsed Thermography Signal Reconstruction Using Linear Support Vector Regression. In Proceedings of the 2020 International Conference on Quantitative InfraRed Thermography, Porto, Portugal, 21–30 September 2020. [Google Scholar] [CrossRef]
- Vapnik, V.N. The Nature of Statistical Learning Theory; Springer: New York, NY, USA, 1995. [Google Scholar]
- Zhu, P.; Cheng, Y.; Bai, L.; Tian, L. Local sparseness and image fusion for defect inspection in eddy current pulsed thermography. IEEE Sens. J. 2018, 19, 1471–1477. [Google Scholar] [CrossRef]
- Zhu, P.P.; Cheng, Y.H.; Bai, L.B. A Novel Feature Extraction Approach for Defect Inspection in Eddy Current Pulsed Thermography. J. Electron. Sci. Technol. 2020, 18, 1–10. [Google Scholar] [CrossRef]
- Liang, Y.; Bai, L.; Shao, J.; Cheng, Y. Application of Tensor Decomposition Methods In Eddy Current Pulsed Thermography Sequences Processing. In Proceedings of the 2020 International Conference on Sensing, Measurement & Data Analytics in the Era of Artificial Intelligence (ICSMD), Xi’an, China, 15–17 October 2020; pp. 401–406. [Google Scholar]
- Lu, C.; Feng, J.; Chen, Y.; Liu, W.; Lin, Z.; Yan, S. Tensor robust principal component analysis with a new tensor nuclear norm. IEEE Trans. Pattern Anal. Mach. Intell. 2019, 42, 925–938. [Google Scholar] [CrossRef] [Green Version]
- Xiao, X.; Gao, B.; Woo, W.L.; Tian, G.Y.; Xiao, X.T. Spatial-time-state fusion algorithm for defect detection through eddy current pulsed thermography. Infrared Phys. Technol. 2018, 90, 133–145. [Google Scholar] [CrossRef]
- Peng, C.; Chen, Y.; Kang, Z.; Chen, C.; Cheng, Q. Robust principal component analysis: A factorization-based approach with linear complexity. Inf. Sci. 2020, 513, 581–599. [Google Scholar] [CrossRef]
- Sun, W.; Du, Q. Graph-regularized fast and robust principal component analysis for hyperspectral band selection. IEEE Trans. Geosci. Remote Sens. 2018, 56, 3185–3195. [Google Scholar] [CrossRef]
- Liu, Y.; Gao, X.; Gao, Q.; Shao, L.; Han, J. Adaptive robust principal component analysis. Neural Netw. 2019, 119, 85–92. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Gao, Q.; Sun, G.; Ding, C. Double robust principal component analysis. Neurocomputing 2020, 391, 119–128. [Google Scholar] [CrossRef]
- Ma, S.; Aybat, N.S. Efficient optimization algorithms for robust principal component analysis and its variants. Proc. IEEE 2018, 106, 1411–1426. [Google Scholar] [CrossRef]
- Van Luong, H.; Deligiannis, N.; Seiler, J.; Forchhammer, S.; Kaup, A. Compressive Online Robust Principal Component Analysis via n - ℓ1 Minimization. IEEE Trans. Image Process. 2018, 27, 4314–4329. [Google Scholar] [CrossRef] [PubMed]
- Cai, H.; Hamm, K.; Huang, L.; Li, J.; Wang, T. Rapid Robust Principal Component Analysis: CUR Accelerated Inexact Low Rank Estimation. IEEE Signal Process. Lett. 2021, 28, 116–120. [Google Scholar] [CrossRef]
- Lin, Z.; Chen, M.; Ma, Y. The augmented lagrange multiplier method for exact recovery of corrupted low-rank matrices. arXiv 2010, arXiv:1009.5055. [Google Scholar]
- Candès, E.J.; Recht, B. Exact matrix completion via convex optimization. Found. Comput. Math. 2009, 9, 717–772. [Google Scholar] [CrossRef] [Green Version]
- Ross, D.A.; Lim, J.; Lin, R.S.; Yang, M.H. Incremental learning for robust visual tracking. Int. J. Comput. Vis. 2008, 77, 125–141. [Google Scholar] [CrossRef]
- Beaumont, P.W.; Zweben, C.H.; Gdutos, E.; Talreja, R.; Poursartip, A.; Clyne, T.W.; Ruggles-Wrenn, M.B.; Peijs, T.; Thostenson, E.T.; Crane, R.; et al. Comprehensive Composite Materials II; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Blain, P.; Vandenrijt, J.F.; Languy, F.; Kirkove, M.; Théroux, L.D.; Lewandowski, J.; Georges, M. Artificial defects in CFRP composite structure for thermography and shearography nondestructive inspection. In Proceedings of the Fifth International Conference on Optical and Photonics Engineering, Singapore, 4–7 April 2017; International Society for Optics and Photonics: Bellingham, WA, USA, 2017; Volume 10449, p. 104493H. [Google Scholar]
- Vandenrijt, J.F.; Lièvre, N.; Georges, M.P. Improvement of defect detection in shearography by using principal component analysis. In Interferometry XVII: Techniques and Analysis; International Society for Optics and Photonics: Bellingham, WA, USA, 2014; Volume 9203, p. 92030L. [Google Scholar]
- Kirkove, M.; Zhao, Y.; Blain, P.; Vandenrijt, J.F.; Georges, M. Thermography-inspired processing strategy applied on shearography towards nondestructive inspection of composites. In Optical Measurement Systems for Industrial Inspection XI; International Society for Optics and Photonics: Bellingham, WA, USA, 2019; Volume 11056, p. 110560G. [Google Scholar]
- Usamentiaga, R.; Ibarra-Castanedo, C.; Maldague, X. More than fifty shades of grey: Quantitative characterization of defects and interpretation using SNR and CNR. J. Nondestruct. Eval. 2018, 37, 1–17. [Google Scholar] [CrossRef]
- Jaccard, P. Lois de distribution florale dans la zone alpine. Bull. Société Vaudoise Sci. Nat. 1902, 38, 69–130. [Google Scholar] [CrossRef]
- Tomasi, C.; Manduchi, R. Bilateral filtering for gray and color images. In Proceedings of the Sixth International Conference on Computer Vision (IEEE Cat. No. 98CH36271), Bombay, India, 7 January 1998; pp. 839–846. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defect Code | Z [mm] | Dimensions [mm] | Thickness [mm] | Defect Code | Z [mm] | Dimensions [mm] | Thickness [mm] | Defect Code | Z [mm] | Dimensions [mm] | Thickness [mm] |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Teflon Inserts | Pull-Outs | FlatBottom Holes | |||||||||
| Tef-A | 2.43 | 12.7 × 50.8 | 0.17 | PO15-A | 2.43 | 12.7 × 50.8 | 0.15 | FBH-1J | 2.28 | 12.70 | 0.29 |
| Tef-B | 2.28 | 12.7 × 50.8 | 0.17 | PO15-B | 2.28 | 12.7 × 50.8 | 0.15 | FBH-2K | 2.00 | 12.70 | 0.57 |
| Tef-C | 2.14 | 12.7 × 50.8 | 0.17 | PO15-C | 2.14 | 12.7 × 50.8 | 0.15 | FBH-3L | 1.71 | 12.70 | 0.86 |
| Tef-D | 2.00 | 12.7 × 50.8 | 0.17 | PO15-D | 2.00 | 12.7 × 50.8 | 0.15 | FBH-4M | 1.43 | 12.70 | 1.14 |
| Tef-E | 1.86 | 12.7 × 50.8 | 0.17 | PO15-E | 1.86 | 12.7 × 50.8 | 0.15 | FBH-5N | 1.28 | 12.70 | 1.29 |
| Tef-F | 1.71 | 12.7 × 50.8 | 0.17 | PO15-F | 1.71 | 12.7 × 50.8 | 0.15 | FBH-6P | 1.00 | 12.70 | 1.57 |
| Tef-G | 1.57 | 12.7 × 50.8 | 0.17 | PO15-G | 1.57 | 12.7 × 50.8 | 0.15 | FBH-7Q | 0.71 | 12.70 | 1.86 |
| Tef-H | 1.43 | 12.7 × 50.8 | 0.17 | PO15-H | 1.43 | 12.7 × 50.8 | 0.15 | FBH-8R | 0.57 | 12.70 | 2.00 |
| Tef-J | 1.28 | 12.7 × 50.8 | 0.17 | PO15-J | 1.28 | 12.7 × 50.8 | 0.15 | FBH-8S1 | 0.57 | 12.70 | 2.00 |
| Tef-K | 1.14 | 12.7 × 50.8 | 0.17 | PO15-K | 1.14 | 12.7 × 50.8 | 0.15 | FBH-8S2 | 0.57 | 12.70 | 2.00 |
| Tef-L | 1.00 | 12.7 × 50.8 | 0.17 | PO15-L | 1.00 | 12.7 × 50.8 | 0.15 | FBH-8S3 | 0.57 | 12.70 | 2.00 |
| Tef-M | 0.86 | 12.7 × 50.8 | 0.17 | PO15-M | 0.86 | 12.7 × 50.8 | 0.15 | FBH-8S4 | 0.57 | 12.70 | 2.00 |
| Tef-N | 0.71 | 12.7 × 50.8 | 0.17 | PO15-N | 0.71 | 12.7 × 50.8 | 0.15 | FBH-8S5 | 0.57 | 12.70 | 2.00 |
| Tef-P | 0.57 | 12.7 × 50.8 | 0.17 | PO15-P | 0.57 | 12.7 × 50.8 | 0.15 | FBH-3H | 1.71 | 6.35 | 0.86 |
| Tef-Q | 0.43 | 12.7 × 50.8 | 0.17 | PO15-Q | 0.43 | 12.7 × 50.8 | 0.15 | FBH-4G | 1.43 | 6.35 | 1.14 |
| Tef-R | 0.29 | 12.7 × 50.8 | 0.17 | PO15-R | 0.29 | 12.7 × 50.8 | 0.15 | FBH-5G | 1.28 | 6.35 | 1.29 |
| Tef-S | 0.14 | 12.7 × 50.8 | 0.17 | PO15-S | 0.14 | 12.7 × 50.8 | 0.15 | FBH-6F | 1.00 | 6.35 | 1.57 |
| Tef-B2 | 2.28 | 12.7 × 50.8 | 0.17 | PO10-B2 | 2.28 | 12.7 × 50.8 | 0.10 | FBH-7E | 0.71 | 6.35 | 1.86 |
| Tef-D2 | 2.00 | 12.7 × 50.8 | 0.17 | PO10-D2 | 2.00 | 12.7 × 50.8 | 0.10 | FBH-8E1 | 0.57 | 6.35 | 2.00 |
| Tef-F2 | 1.71 | 12.7 × 50.8 | 0.17 | PO10-F2 | 1.71 | 12.7 × 50.8 | 0.10 | FBH-8E2 | 0.57 | 6.35 | 2.00 |
| Tef-H2 | 1.43 | 12.7 × 50.8 | 0.17 | PO10-H2 | 1.43 | 12.7 × 50.8 | 0.10 | FBH-8E3 | 0.57 | 6.35 | 2.00 |
| Tef-J2 | 1.28 | 12.7 × 50.8 | 0.17 | PO10-J2 | 1.28 | 12.7 × 50.8 | 0.10 | FBH-8E4 | 0.57 | 6.35 | 2.00 |
| Tef-L2 | 1.00 | 12.7 × 50.8 | 0.17 | PO10-L2 | 1.00 | 12.7 × 50.8 | 0.10 | FBH-8E5 | 0.57 | 6.35 | 2.00 |
| Tef-N2 | 0.71 | 12.7 × 50.8 | 0.17 | PO10-N2 | 0.71 | 12.7 × 50.8 | 0.10 | ||||
| Tef-P2 | 0.57 | 12.7 × 50.8 | 0.17 | PO10-P2 | 0.57 | 12.7 × 50.8 | 0.10 | ||||
| Process | RPCT | PCT |
|---|---|---|
| Run time (s) | 483.06 | 42.007 |
| ROI size (px) | 229 × 320 | 229 × 320 |
| Number of frames | 3998 | 3998 |
| Teflon | CNRmax | FBH D = 12.7 mm | CNRmax | PO th = 0.15 mm | CNRmax | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Code | Z | RPCT | PCT | RPCT vs. PCT | Code | Z | RPCT | PCT | RPCT vs. PCT | Code | Z | RPCT | PCT | RPCT vs. PCT |
| Tef-A | 2.43 | 1.408 | 1.214 | 16% | FBH-1J | 2.28 | 4.098 | 3.025 | 35% | PO15-A | 2.43 | 0.839 | 0.697 | 20% |
| Tef-B | 2.28 | 2.0465 | 1.3865 | 48% | FBH-2K | 2 | 12.887 | 8.795 | 47% | PO15-B | 2.28 | 1.163 | 0.754 | 54% |
| Tef-B2 | 2.28 | FBH-3L | 1.71 | 12.255 | 9.081 | 35% | PO15-C | 2.14 | 2.897 | 1.466 | 98% | |||
| Tef-C | 2.14 | 2.216 | 1.385 | 60% | FBH-4M | 1.43 | 17.464 | 12.346 | 41% | PO15-D | 2 | 3.439 | 2.254 | 53% |
| Tef-D | 2 | 2.937 | 1.988 | 48% | FBH-5N | 1.28 | 17.808 | 11.174 | 59% | PO15-E | 1.86 | 2.399 | 0.908 | 164% |
| Tef-D2 | 2 | FBH-6P | 1 | 17.155 | 11.012 | 56% | PO15-F | 1.71 | 3.673 | 1.343 | 173% | |||
| Tef-E | 1.86 | 3.085 | 2.457 | 26% | FBH-7Q | 0.71 | 15.347 | 11.432 | 34% | PO15-G | 1.57 | 3.994 | 1.906 | 110% |
| Tef-F | 1.71 | 4.008 | 2.8225 | 42% | FBH-8R | 0.57 | 11.084 | 10.2143 | 9% | PO15-H | 1.43 | 4.057 | 3.118 | 30% |
| Tef-F2 | 1.71 | FBH-8S1 | 0.57 | PO15-J | 1.28 | 4.734 | 3.545 | 34% | ||||||
| Tef-G | 1.57 | 4.581 | 3.778 | 21% | FBH-8S2 | 0.57 | PO15-K | 1.14 | 4.231 | 3.493 | 21% | |||
| Tef-H | 1.43 | 5.5655 | 5.3225 | 5% | FBH-8S3 | 0.57 | PO15-L | 1 | 4.916 | 4.479 | 10% | |||
| Tef-H2 | 1.43 | FBH-8S4 | 0.57 | PO15-M | 0.86 | 4.63 | 4.597 | 1% | ||||||
| Tef-J | 1.28 | 5.7675 | 5.531 | 4% | FBH-8S5 | 0.57 | PO15-N | 0.71 | 4.202 | 3.718 | 13% | |||
| Tef-J2 | 1.28 | FBH D = 6.35 mm | CNRmax | PO15-P | 0.57 | 4.344 | 3.722 | 17% | ||||||
| Tef-K | 1.14 | 5.507 | 4.979 | 11% | Code | Z | RPCT | PCT | RPCT vs. PCT | PO15-Q | 0.43 | 4.278 | 3.295 | 30% |
| Tef-L | 1 | 6.8795 | 5.412 | 27% | FBH-3H | 1.71 | 8.817 | 5.182 | 70% | PO15-R | 0.29 | 5.151 | 5.035 | 2% |
| Tef-L2 | 1 | FBH-4G | 1.43 | 7.769 | 5.993 | 30% | PO15-S | 0.14 | 4.65 | 3.595 | 29% | |||
| Tef-M | 0.86 | 9.418 | 6.719 | 40% | FBH-5G | 1.28 | 9.44 | 6.277 | 50% | PO th = 0.15 mm | CNRmax | |||
| Tef-N | 0.71 | 8.8715 | 7.744 | 15% | FBH-6F | 1 | 16.581 | 7.276 | 128% | Code | Z | RPCT | PCT | RPCT vs. PCT |
| Tef-N2 | 0.71 | FBH-7E | 0.71 | 13.755 | 7.985 | 72% | PO10-B2 | 2.28 | 1.34 | 1.111 | 21% | |||
| Tef-P | 0.57 | 9.292 | 7.6725 | 21% | FBH-8E1 | 0.57 | 14.8234 | 6.2194 | 138% | PO10-D2 | 2 | 1.969 | 1.552 | 27% |
| Tef-P2 | 0.57 | FBH-8E2 | 0.57 | PO10-F2 | 1.71 | 2.939 | 2.334 | 26% | ||||||
| Tef-Q | 0.43 | 6.417 | 7.953 | −19% | FBH-8E3 | 0.57 | PO10-H2 | 1.43 | 2.873 | 2.998 | −4% | |||
| Tef-R | 0.29 | 7.799 | 5.851 | 33% | FBH-8E4 | 0.57 | PO10-J2 | 1.28 | 2.561 | 3.005 | −15% | |||
| Tef-S | 0.14 | 5.016 | 4.542 | 10% | FBH-8E5 | 0.57 | PO10-L2 | 1 | 2.383 | 3.33 | −28% | |||
| PO10-N2 | 0.71 | 3.021 | 3.041 | −1% | ||||||||||
| PO10-P2 | 0.57 | 3.711 | 3.51 | 6% | ||||||||||
| Method | RPCT | PCT |
|---|---|---|
| Jaccard Index | 0.7395 | 0.7010 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ebrahimi, S.; Fleuret, J.; Klein, M.; Théroux, L.-D.; Georges, M.; Ibarra-Castanedo, C.; Maldague, X. Robust Principal Component Thermography for Defect Detection in Composites. Sensors 2021, 21, 2682. https://doi.org/10.3390/s21082682
Ebrahimi S, Fleuret J, Klein M, Théroux L-D, Georges M, Ibarra-Castanedo C, Maldague X. Robust Principal Component Thermography for Defect Detection in Composites. Sensors. 2021; 21(8):2682. https://doi.org/10.3390/s21082682
Chicago/Turabian StyleEbrahimi, Samira, Julien Fleuret, Matthieu Klein, Louis-Daniel Théroux, Marc Georges, Clemente Ibarra-Castanedo, and Xavier Maldague. 2021. "Robust Principal Component Thermography for Defect Detection in Composites" Sensors 21, no. 8: 2682. https://doi.org/10.3390/s21082682
APA StyleEbrahimi, S., Fleuret, J., Klein, M., Théroux, L. -D., Georges, M., Ibarra-Castanedo, C., & Maldague, X. (2021). Robust Principal Component Thermography for Defect Detection in Composites. Sensors, 21(8), 2682. https://doi.org/10.3390/s21082682