
Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review


 ,
, 
Abstract
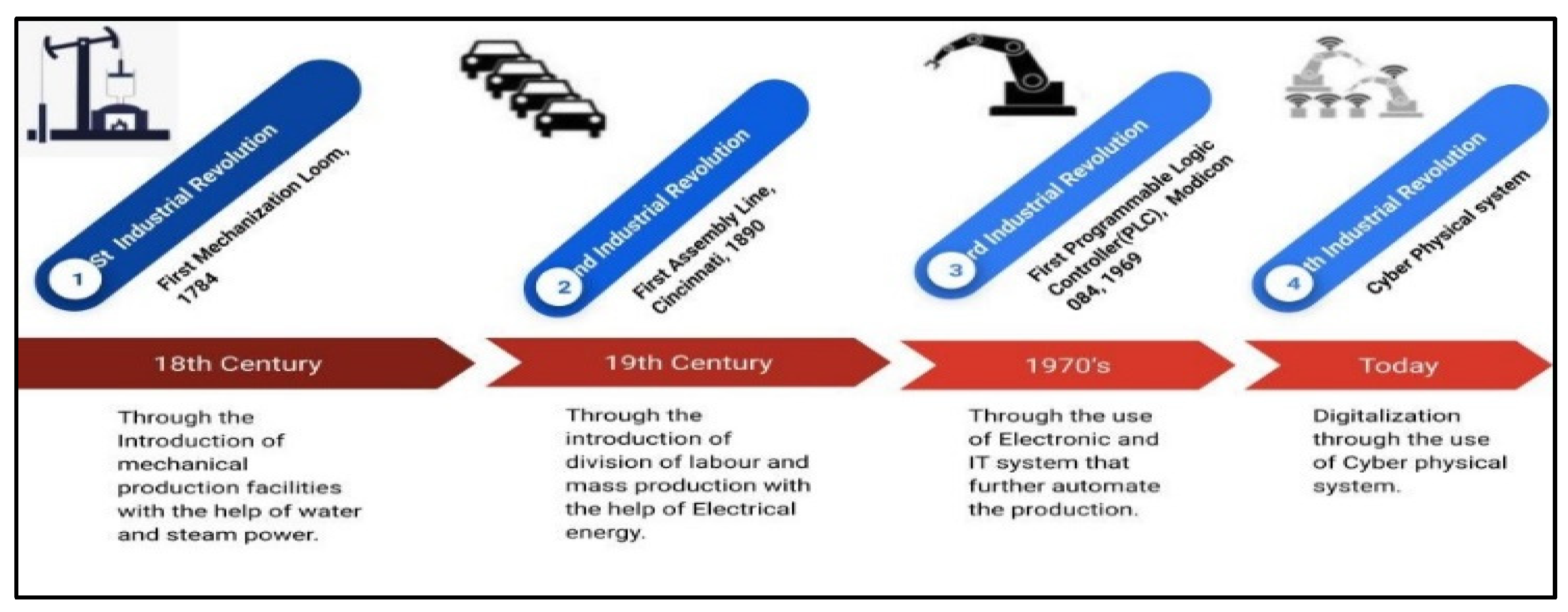
:1. Introduction
1.1. Problem Statement
1.2. Motivation
1.3. Contribution
1.4. Organization
2. Literature Review
3. Methodologies

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ind. Std. | Performance Measurement Methodologies | Ind. Std | Quality Management Methodologies | Ref |
|---|---|---|---|---|
| LNS Framework |
| [30,62] | |
| LNS Framework |
| [19,30,62,63,64] | |
| ISA-95 |
| LNS Framework |
| [19,22,31,65] |
| ISO 22400 |
| LNS Framework |
| [19,30,62,63,64,66] |
| Scania Case study |
| Rolls-Royce Case Study |
| [19,63,64,67,68,69,70,71,72] |
|
| [19,63,64,67,68,69,70,71,72] | ||
|
| [19,67,68,69,70] | ||
|
| [63,64,71,72] |
3.1. Performance Measurement System
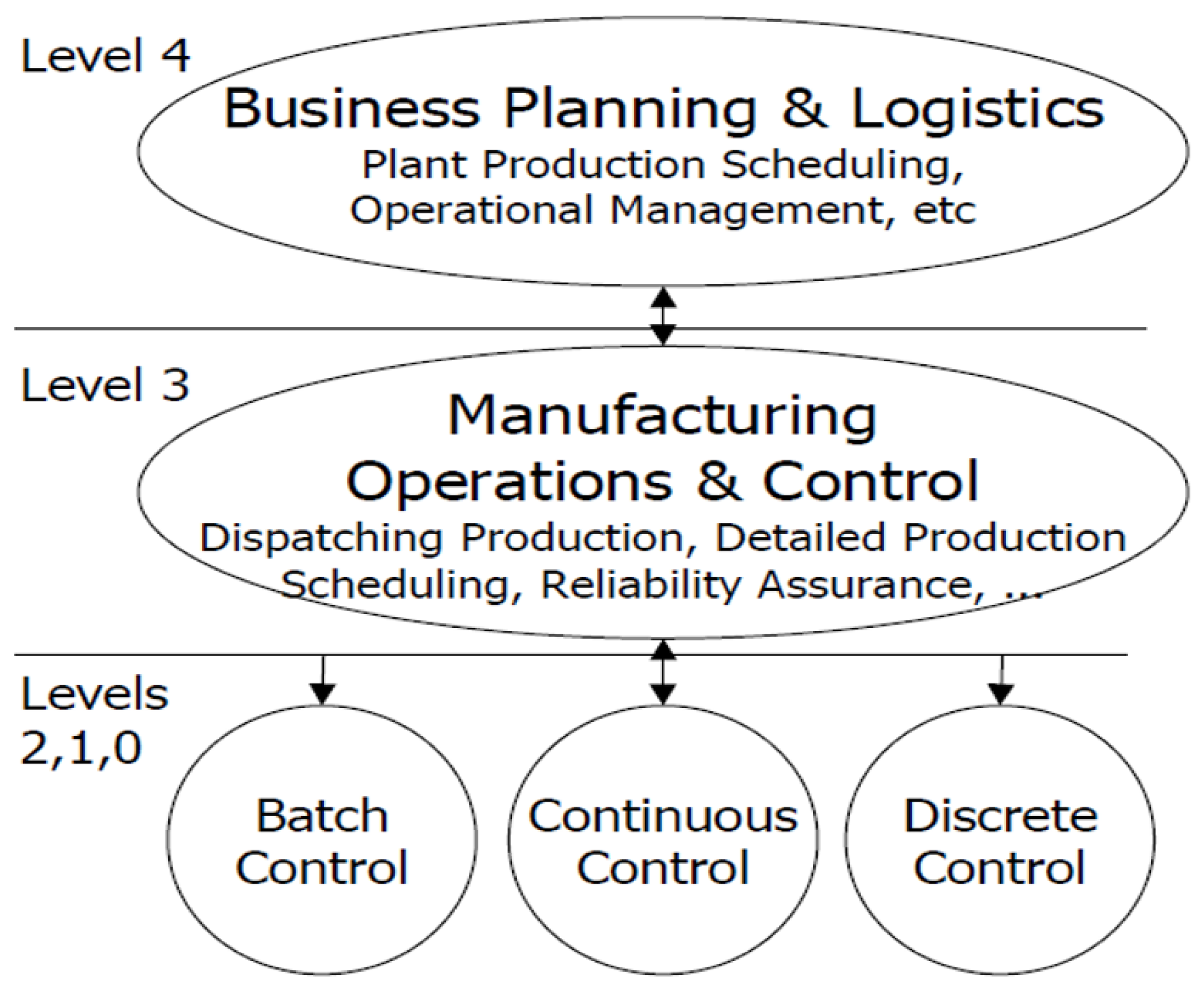
3.1.1. ISA-95
- Manufacturing Operation Center (MOC) Using ISA 95
- ii.
- Use case I: Overall Equipment Effectiveness (OEE) and production loss review
- Availability = Actual available time/Planned available time;
- Performance = Effective run time/Actual available time;
- Quality = Good quantity produced/Total quantity produced.
3.1.2. ISO 22400
Test Case: Scania
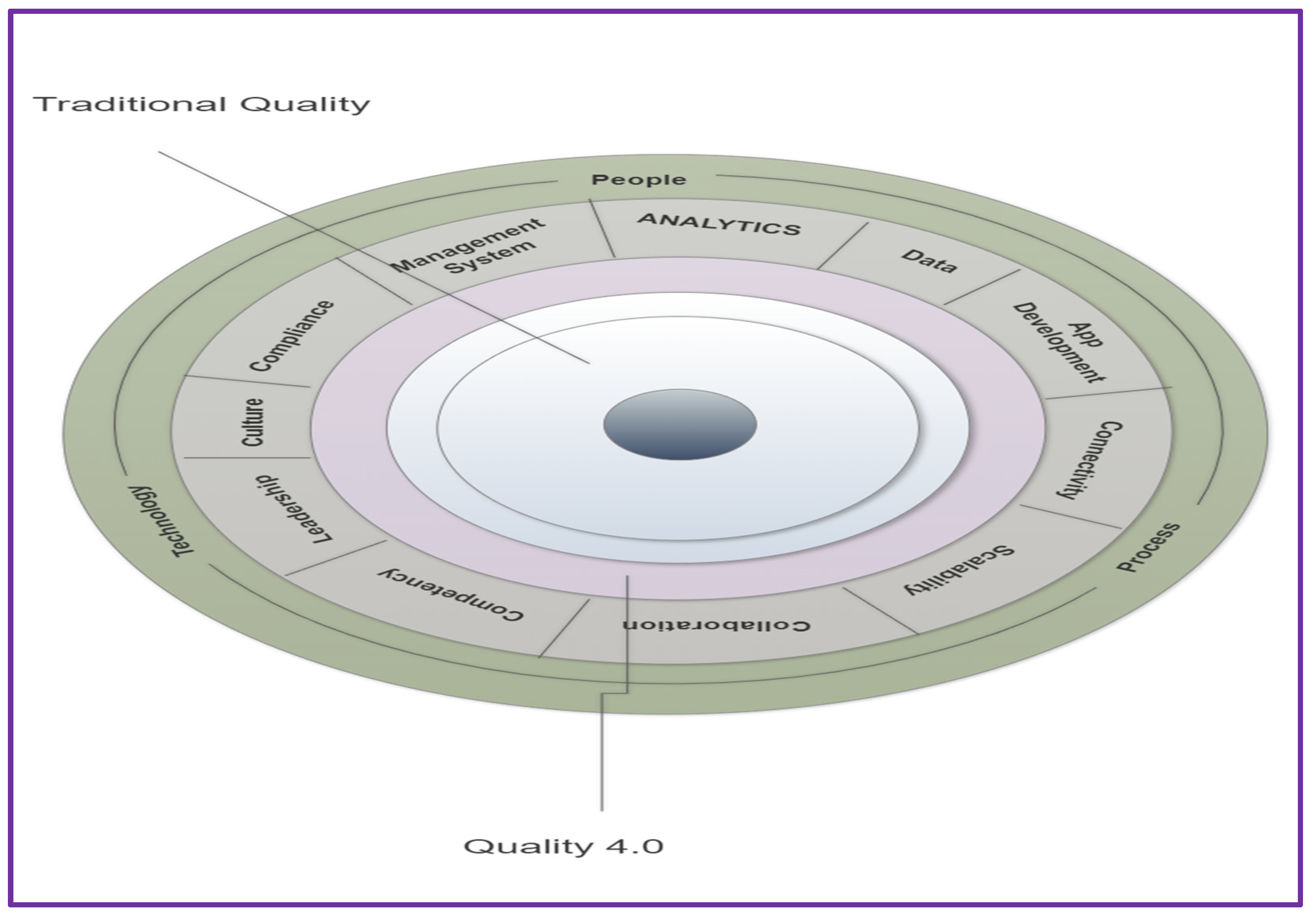
3.2. Quality Management and Quality 4.0
The 11 Axes of Quality 4.0
4. Research Challenges, Opportunities, Scope of Future Work and Implication for Practitioners
| Challenges | Description | References | Opportunities to Overcome the Challenges |
|---|---|---|---|
| Standardization Challenge |
| [14,94,112,124,125] |
|
| Collaboration Challenge |
| [9,41,112,113,126,127,128,129,130,131] |
|
| Cyber Security Challenge |
| [123,125,132,133,134,135,136,137] |
|
| System Integration Challenge |
| [23,94,95,111,112,125,128,131,138,139,140,141] |
|
| Communication Challenge |
| [112,142,143,144,145] |
|
| Environmental Challenges |
| [9,34,74,146,147,148,149] |
|
4.1. Scope of the Future Work
4.2. Implication for Practitioner
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mahmood, K.; Lanz, M.; Toivonen, V.; Otto, T. A Performance Evaluation Concept for Production Systems in an SME Network. Procedia CIRP 2018, 72, 603–608. [Google Scholar] [CrossRef]
- Büchi, G.; Cugno, M.; Castagnoli, R. Smart factory performance and Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 150, 119790. [Google Scholar] [CrossRef]
- Kumar, S.S.; Sudhir Bale, A.; Matapati, P.M. Vinay, Conceptual study of artificial intelligence in smart cities with industry 4.0. In Proceedings of the 2021 International Conference on Advance Computing and Innovative Technologies in Engineering (ICACITE), Greater Noida, India, 4–5 March 2021; IEEE: Piscataway, NJ, USA, 2021; Volume 15, pp. 546–559. [Google Scholar]
- Oluyisola, O.E.; Bhalla, S.; Sgarbossa, F.; Strandhagen, J.O. Designing and developing smart production planning and control systems in the industry 4.0 era: A methodology and case study. J. Intell. Manuf. 2021, 1–22. [Google Scholar] [CrossRef]
- Miragliotta, G.; Sianesi, A.; Convertini, E.; Distante, R. Data driven management in Industry 4.0: A method to measure Data Productivity. IFAC-Pap. 2018, 51, 19–24. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, J. Efficiency 4. 0 for Industry 4.0. Hum. Technol. Interdiscip. J. Hum. ICT Environ. 2019, 55–78. [Google Scholar] [CrossRef]
- Roblek, V.; Meško, M.; Krapež, A. A Complex View of Industry 4.0. SAGE Open 2016, 6, 2158244016653987. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y. Industry 4. 0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Khan, A.; Turowski, K. A perspective on industry 4. 0: From challenges to opportunities in production systems. In Proceedings of the International Conference on Internet of Things and Big Data, Rome Italy, 23–25 April 2016; pp. 441–448. [Google Scholar]
- Ramamurthy, A.; Asian Development Bank; Jain, P. The Internet of Things in the Power Sector: Opportunities in Asia and the Pacific. ADB Sustain. Dev. Work. Paper Ser. 2017, 48, 1–36. [Google Scholar]
- Kamble, S.S.; Gunasekaran, A.; Ghadge, A.; Raut, R. A performance measurement system for industry 4.0 enabled smart manufacturing system in SMMEs- A review and empirical investigation. Int. J. Prod. Econ. 2020, 229, 107853. [Google Scholar] [CrossRef]
- Kazi, M.-K.; Eljack, F.; Mahdi, E. Data-driven modeling to predict the load vs. displacement curves of targeted composite materials for industry 4.0 and smart manufacturing. Compos. Struct. 2020, 258, 113207. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4. 0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Kosacka-Olejnik, M.; Pitakaso, R. Thailand. Industry 4.0: State of the art and research implications. Logforum 2019, 15, 478–485. [Google Scholar] [CrossRef]
- Ammar, M.; Haleem, A.; Javaid, M.; Walia, R.; Bahl, S. Improving material quality management and manufacturing organizations system through Industry 4. 0 technologies. Mater. Today 2021, 45, 5089–5096. [Google Scholar] [CrossRef]
- Sahal, R.; Alsamhi, S.; Breslin, J.; Brown, K.; Ali, M. Digital Twins Collaboration for Automatic Erratic Operational Data Detection in Industry 4.0. Appl. Sci. 2021, 11, 3186. [Google Scholar] [CrossRef]
- Braz, R.G.F.; Scavarda, L.F.; Martins, R.A. Reviewing and improving performance measurement systems: An action research. Int. J. Prod. Econ. 2011, 133, 751–760. [Google Scholar] [CrossRef]
- Atik, H.; Ünlü, F. The Measurement of Industry 4.0 Performance through Industry 4.0 Index: An Empirical Investigation for Turkey and European Countries. Procedia Comput. Sci. 2019, 158, 852–860. [Google Scholar] [CrossRef]
- Kousay, S. Key Performance Indicators in Cyber-Physical Production Systems. KTH Ind. Eng. Manag. Prod. Eng. 2017. [Google Scholar] [CrossRef]
- Nenadál, J. The New EFQM Model: What is New and Could Be Considered as a Suitable Tool concerning Quality 4.0 Concept? Qual. Innov. Prosper. 2020, 24, 17. [Google Scholar] [CrossRef] [Green Version]
- Frederico, G.F.; Garza-Reyes, J.A.; Kumar, A.; Kumar, V. Performance measurement for supply chains in the Industry 4.0 era: A balanced scorecard approach. Int. J. Product. Perform. Manag. 2020, 70, 789–807. [Google Scholar] [CrossRef]
- Lu, H.; Guo, L.; Azimi, M.; Huang, K. Oil and Gas 4.0 era: A systematic review and outlook. Comput. Ind. 2019, 111, 68–90. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 5–17 August 2015. [Google Scholar]
- Zhang, C.; Chen, Y.; Chen, H.; Chong, D. Industry 4.0 and its implementation: A review. Inf. Syst. Front. 2021, 1–11. [Google Scholar] [CrossRef]
- Vinodh, S.; Antony, J.; Agrawal, R.; Douglas, J.A. Integration of continuous improvement strategies with Industry 4.0: A systematic review and agenda for further research. TQM J. 2020, 33, 441–472. [Google Scholar] [CrossRef]
- Zheng, P.; Wang, H.; Sang, Z. Smart manufacturing systems for Industry 4. 0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2020, 13, 751–760. [Google Scholar] [CrossRef]
- Hwang, G.; Lee, J.; Park, J.; Chang, T.-W. Developing performance measurement system for Internet of Things and smart factory environment. Int. J. Prod. Res. 2017, 55, 2590–2602. [Google Scholar] [CrossRef]
- Automation Systems and Integration—Key Performance Indicators (KPIs) for Manufacturing Operations Management—Part 1: Overview, Concepts and Terminology. In International Standard ISO 22400–2; ISO: Geneva, Switzerland, 2014.
- Automation Systems and Integration—Key Performance Indicators (KPIs) for Manufacturing Operations Management—Part 2: Definitions and Descriptions. In International Standard ISO 22400–2; ISO: Geneva, Switzerland, 2014.
- ISA. Enterprise-Control System Integration—Part 2: Object Model Attributes. In OP-ANSI/ISA-95. 00. 02-2010 (IEC 62264-2 Mod); ISA: Research Triangle, NC, USA, 2010. [Google Scholar]
- ANSI/ISA. Enterprise-Control System Integration—Part 3: Activity Models of Manufacturing Operations Management. In ANSI/ISA-95. 00. 03-2013; ISA: Research Triangle, NC, USA, 2013; ANSI/ISA-95. 00. 03. [Google Scholar]
- ANSI/ISA. Enterprise-Control System Integration—Part 4: Objects and Attributes for Manufacturing Operations Management Integration. In ANSI/ISA-95. 00. 04-2012; ISA: Research Triangle, NC, USA, 2012; ANSI/ISA-95. 00. 03. [Google Scholar]
- Zonnenshain, A.; Kenett, R.S.; Chiarini, A.; World, T.Q.M. Quality 4.0—The challenging future of quality engineering. Qual. Eng. 2020, 32, 603–616. [Google Scholar] [CrossRef]
- Margherita, E.G.; Braccini, A.M. Managing industry 4.0 automation for fair ethical business development: A single case study. Technol. Forecast. Soc. Chang. 2021, 172, 121048. [Google Scholar] [CrossRef]
- Chiarini, A. Industry 4.0, quality management and TQM world. A systematic literature review and a proposed agenda for further research. TQM J. 2020, 32, 603–616. [Google Scholar] [CrossRef]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef]
- Armani, C.G.; Oliveira, K.F.; Munhoz, I.P.; Akkari, A.C.S. Proposal and application of a framework to measure the degree of maturity in Quality 4.0: A multiple case study. Adv. Math. Ind. 2021, 4, 131–163. [Google Scholar]
- Ramezani, J.; Jassbi, J. Quality 4.0 in Action: Smart Hybrid Fault Diagnosis System in Plaster Production. Processes 2020, 8, 634. [Google Scholar] [CrossRef]
- Emblemsvåg, J. On Quality 4.0 in project-based industries. TQM J. 2020, 32, 725–739. [Google Scholar] [CrossRef]
- Cugno, M.; Castagnoli, R.; Büchi, G. Openness to Industry 4.0 and performance: The impact of barriers and incentives. Technol. Forecast. Soc. Chang. 2021, 168, 120756. [Google Scholar] [CrossRef]
- Lepore, D.; Dubbini, S.; Micozzi, A.; Spigarelli, F. Knowledge sharing opportunities for Industry 4.0 firms. J. Knowl. Econ. 2021, 1–20. [Google Scholar] [CrossRef]
- Sony, M.; Antony, J.; Douglas, J.A. Essential ingredients for the implementation of Quality 4.0: A narrative review of the literature and future directions for research. TQM J. 2020, 32, 779–793. [Google Scholar] [CrossRef]
- Unver, H.O. An ISA-95-based manufacturing intelligence system in support of lean initiatives. Int. J. Adv. Manuf. Technol. 2013, 65, 853–866. [Google Scholar] [CrossRef]
- Chong, M.Y.; Chin, J.F.; Hamzah, H.S. Transfer of total productive maintenance practice to supply chain. Total. Qual. Manag. Bus. Excel. 2012, 23, 467–488. [Google Scholar] [CrossRef]
- Bergman, B.; Klefsjö, B. Quality from Customer Needs to Customer Satisfaction, 3rd ed.; Studentlitteratur: Lund, Sweden, 2010. [Google Scholar]
- Foidl, H.; Felderer, M. Research challenges of Industry 4.0 for quality management. In Innovations in Enterprise Information Systems Management and Engineering; Springer International Publishing: Cham, Switzerland, 2016; pp. 121–137. [Google Scholar]
- Hizam-Hanafiah, M.; Soomro, M.; Abdullah, N. Industry 4.0 Readiness Models: A Systematic Literature Review of Model Dimensions. Information 2020, 11, 364. [Google Scholar] [CrossRef]
- Hizam-Hanafiah, M.; Soomro, M.A. The situation of technology companies in Industry 4.0 and the Open Innovation. J. Open Innov. 2021, 7, 34. [Google Scholar] [CrossRef]
- Calabrese, A.; Ghiron, N.L.; Tiburzi, L. ‘Evolutions’ and ‘revolutions’ in manufacturers’ implementation of industry 4.0: A literature review, a multiple case study, and a conceptual framework. Prod. Plan. Control 2021, 32, 213–227. [Google Scholar] [CrossRef]
- Kovrigin, E.A.; Vasiliev, V.A. Barriers in the integration of modern digital technologies in the system of quality management of enterprises of the aerospace industry. In Proceedings of the 2020 International Conference Quality Management, Transport and Information Security, Information Technologies (IT&QM&IS), Yaroslavl, Russia, 7–11 September 2020. [Google Scholar]
- Tonelli, F.; Demartini, M.; Loleo, A.; Testa, C. A Novel Methodology for Manufacturing Firms Value Modeling and Mapping to Improve Operational Performance in the Industry 4.0 Era. Procedia CIRP 2016, 57, 122–127. [Google Scholar] [CrossRef]
- Leitao, P.; Pires, F.; Karnouskos, S.; Colombo, A.W. Quo Vadis Industry 4. 0? Position, Trends, and Challenges. IEEE Open J. Ind. Electron. Soc. 2020, 1, 298–310. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4. 0 technologies for manufacturing sustainability: A systematic review and future research directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Tseng, M.L.; Tran, T.P.T.; Ha, H.M.; Bui, T.D.; Lim, M.K. Sustainable industrial and operation engineering trends and challenges Toward Industry 4.0: A data driven analysis. J. Ind. Prod. Eng. 2021, 38, 581–598. [Google Scholar] [CrossRef]
- Jayashree, S.; Reza, M.N.H.; Malarvizhi, C.A.N.; Mohiuddin, M. Industry 4.0 implementation and Triple Bottom Line sustainability: An empirical study on small and medium manufacturing firms. Heliyon 2021, 7, 07753. [Google Scholar] [CrossRef] [PubMed]
- Raut, R.D.; Gotmare, A.; Narkhede, B.E.; Govindarajan, U.H.; Bokade, S.U. Enabling Technologies for Industry 4.0 Manufacturing and Supply Chain: Concepts, Current Status, and Adoption Challenges. IEEE Eng. Manag. Rev. 2020, 48, 83–102. [Google Scholar] [CrossRef]
- Rotondi, R.M.A.B. Towards a definition of the Internet of Things (IoT). IEEE Internet Things 2015. [Google Scholar] [CrossRef]
- Immerma, G. Improving Operational Efficiency with Industrial IoT; Machine Matrics: Northampton, UK, 2019; pp. 1–23. [Google Scholar]
- Massaro, A.; Manfredonia, I.; Galiano, A.; Pellicani, L.; Birardi, V. Sensing and quality monitoring facilities designed for pasta industry including traceability, image vision and predictive maintenance. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT), Naples, Italy, 12 August 2019. [Google Scholar]
- Stojanovic, L.; Dinic, M.; Stojanovic, N.; Stojadinovic, A. Big-data-driven anomaly detection in industry (4.0): An approach and a case study. In Proceedings of the 2016 IEEE International Conference on Big Data (Big Data), Washington, DC, USA, 5–8 December 2016. [Google Scholar]
- Aleksandrova, S.V.; Vasiliev, V.A.; Alexandrov, M.N. Integration of quality management and digital technologies. In Proceedings of the 2019 International Conference “Quality Management, Transport and Information Security, Information Technologies” (IT&QM&IS), Sochi, Russia, 23–27 September 2019; pp. 20–22. [Google Scholar]
- ANSI/ISA. ANSI/ISA-95.00.01-2010 (IEC 62264-1 Mod) Enterprise-Control System Integration—Part 1: Models and Terminology; ISA. 2010. Available online: https://isa-95.com/isa-95-01-models-terminology/ (accessed on 20 December 2020).
- Samir, K.; Khabbazi, M.; Maffei, A.; Onori, M.A. Key Performance Indicators in Cyber-Physical Production Systems. Procedia CIRP 2018, 72, 498–502. [Google Scholar] [CrossRef]
- Bonci, A.; Longhi, S.; Pirani, M. Prospective ISO 22400 for the challenges of human-centered manufacturing. IFAC-Pap. 2019, 52, 2537–2543. [Google Scholar] [CrossRef]
- Johnsson, C. ISA 95—How and Where Can it Be Applied; ISA Expo: Houston, TX, USA, 2004. [Google Scholar]
- Margherita, E.G.; Braccini, A.M. Industry 4.0 Technologies in Flexible Manufacturing for Sustainable Organizational Value: Reflections from a Multiple Case Study of Italian Manufacturers. Inf. Syst. Front. 2020, 1–22. [Google Scholar] [CrossRef]
- Vernadat, S.L.F.A. Framework of performance measurement and management for industry 4.0 era. In Proceedings of the 13 the International Conference on Modeling, Optimization and Simulation—MOSIM’20, Agadir, Morocco, 12–14 November 2021; Volume hal-03192893, p. 7. [Google Scholar]
- Juran. Quality 4.0: ‘The Future of Quality?’ 2019. Available online: https://www.juran.com/blog/quality-4-0-the-future-of-quality/ (accessed on 4 April 2021).
- Lee, S.M.; Lee, D.; Kim, Y.S. The quality management ecosystem for predictive maintenance in the Industry 4.0 era. Int. J. Qual. Innov. 2019, 5, 4. [Google Scholar] [CrossRef]
- Marr, B. How Big Data Drives Success At Rolls-Royce. 2015. Available online: https://www.forbes.com/sites/bernardmarr/2015/06/01/how-big-data-drives-success-at-rolls-royce/?sh=47cab9a01d69 (accessed on 20 December 2020).
- Bona, G.D.; Cesarotti, V.; Arcese, G.; Gallo, T. Implementation of Industry 4. 0 technology: New opportunities and challenges for maintenance strategy. Procedia Comput. Sci. 2021, 180, 424–429. [Google Scholar] [CrossRef]
- Alcácer, V.; Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Watson, G.H. Digital Hammers, and Electronic Nails: Tools of the Next Generation. Qual. Prog. 1998, 31, 21–26. [Google Scholar]
- Tortorella, G.; Miorando, R.; Caiado, R.; Nascimento, D.; Staudacher, A.P. The mediating effect of employees’ involvement on the relationship between Industry 4. 0 and operational performance improvement. Total Qual. Manag. Bus. Excel 2021, 32, 119–133. [Google Scholar] [CrossRef]
- Lopes, M.A.; Martins, R.A. Mapping the impacts of industry 4. 0 on performance measurement systems. IEEE Lat. Am. Trans. 2021, 19, 1912–1923. [Google Scholar] [CrossRef]
- Franck, T.; Iacob, M.E.; van Sinderen, M.; Wombacher, A. Towards an Integrated Architecture Model of Smart Manufacturing Enterprises. In International Symposium on Business Modeling and Software Design; Springer: Berlin/Heidelberg, Germany, 2018; Volume 309. [Google Scholar]
- Veries, I.A. Industry 4.0 Technology Battles in Manufacturing Operations Management. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2021. [Google Scholar]
- Gajdzik, B.; Grabowska, S.; Saniuk, S. A Theoretical Framework for Industry 4.0 and Its Implementation with Selected Practical Schedules. Energies 2021, 14, 940. [Google Scholar] [CrossRef]
- Jepsen, S.C.; Mork, T.I.; Hviid, J.; Worm, T. A pilot study of Industry 4.0 asset interoperability challenges in an Industry 4.0 laboratory. In Proceedings of the 2020 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 14–17 December 2020. [Google Scholar]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; Systems Integration Divis Fion Engineering Laboratory; Secretary National Institute of Standards and Technology: Gaithersburg, MD, USA, 2016.
- Oracle, Oracle Data Sheet, Oracle Manufacturing Operation Center, Oracle. 2015. Available online: https://docs.oracle.com/cd/V77972_02/current/acrobat/122mthug.pdf (accessed on 20 December 2020).
- Robert, M.; Giuliani, P.; Gurau, C. Implementing Industry 4.0 real-time performance management systems: The case of Schneider Electric. Prod. Plan. Control 2020, 1–17. [Google Scholar] [CrossRef]
- Xia, Q.; Jiang, C.; Yang, C.; Zheng, X.; Pan, X.; Shuai, Y.; Yuan, S. A Method towards Smart Manufacturing Capabilities and Performance Measurement. Procedia Manuf. 2019, 39, 851–858. [Google Scholar] [CrossRef]
- Damarapurapu, P.K.; Gargatte, S. Automation of Input Data Management for Discrete Event Simulation. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2016. [Google Scholar]
- Jacobson, S. Oracle’s MOC: Enhance value of production environment longevity of EBS. AMR Res. 2009.
- Sun, H.; Yam, R.; Wai-Keung, N. The implementation and evaluation of Total Productive Maintenance (TPM) an action case study in a Hong Kong manufacturing company. Int. J. Adv. Manuf. Technol. 2003, 22, 224–228. [Google Scholar] [CrossRef]
- Bastos, A.; De Andrade, M.L.S.C.; Yoshino, R.T.; Santos, M.M.D. Industry 4.0 Readiness Assessment Method Based on RAMI 4.0 Standards. IEEE Access 2021, 9, 119778–119799. [Google Scholar] [CrossRef]
- Davidson, M. Solution Selection Guide, Manufacturing Operations Management (MOM) Software, LNS Research Publication; Cambridge. 2013. Available online: https://www.lnsresearch.com/ (accessed on 12 February 2021).
- Kikolski, M. Determination of ISO 22400 key performance indicators using simulation models: The concept and methodology. In Proceedings of the 8th International Conference on Model-Driven Engineering and Software Development, Valletta, Malta, 25–27 February 2020. [Google Scholar]
- Muhammad, U.; Ferrer, B.R.; Mohammed, W.M.; Lastra, J.L.M. An approach for implementing key performance indicators of a discrete manufacturing simulator based on the ISO 22400 standard. In 2018 IEEE Industrial Cyber-Physical Systems (ICPS); IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]
- Brandl, D.L.; Brandl, D. KPI Exchanges in Smart Manufacturing using KPI-ML. IFAC-PaperOnline 2018, 51, 31–35. [Google Scholar] [CrossRef]
- Alzahrani, B.; Bahaitham, H.; Andejany, M.; Elshennawy, A. How Ready Is Higher Education for Quality 4.0 Transformation according to the LNS Research Framewor. Sustainability 2021, 13, 29. [Google Scholar] [CrossRef]
- Inkulu, A.K.; Bahubalendruni, M.V.A.R.; Dara, A.; SankaranarayanaSamy, K. Challenges and opportunities in human robot collaboration context of Industry 4.0—A state of the art review. Ind. Rob. 2021; ahead-of-print. [Google Scholar] [CrossRef]
- Gallab, M.; Bouloiz, H.; Kebe, S.A.; Tkiouat, M. Opportunities and challenges of the Industry 4.0 in industrial companies: A survey on Moroccan firms. Econ. E Politi- Ind. 2021, 48, 413–439. [Google Scholar] [CrossRef]
- Yin, Y.; Qin, S.-F. A smart performance measurement approach for collaborative design in Industry 4.0. Adv. Mech. Eng. 2019, 11, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Significance of Quality 4.0 towards comprehensive enhancement in manufacturing sector. Sens. Int. 2021, 2, 100109. [Google Scholar] [CrossRef]
- Burritt, R.; Christ, K. Industry 4.0 and environmental accounting: A new revolution? Asian J. Sustain. Soc. Responsib. 2016, 1, 23–38. [Google Scholar] [CrossRef] [Green Version]
- Fonseca, L.; Amaral, A.; Oliveira, J. Quality 4.0: The EFQM 2020 Model and Industry 4.0 Relationships and Implications. Sustainability 2021, 13, 3107. [Google Scholar] [CrossRef]
- Sader, S.; Husti, I.; Daroczi, M. A review of quality 4.0: Definitions, features, technologies, applications, and challenges. Total Qual. Manag. Bus. Excel 2021, 1–19. [Google Scholar] [CrossRef]
- Escobar, C.A.; McGovern, M.E.; Morales-Menendez, R. Quality 4.0: A review of big data challenges in manufacturing. J. Intell. Manuf. 2021, 32, 2319–2334. [Google Scholar] [CrossRef]
- Jacob, D. Quality 4.0 Impact, and Strategy Handbook: Getting Digitally Connected to Transform Quality Management, Acronym Quick Reference; LNS Research: Cambridge UK, 2017. [Google Scholar]
- Sisodia, R.; Forero, D.V. Quality 4.0—How to Handle Quality in the Industry 4; Chalmers University of Technology: Gothenburg, Sweden, 2020. [Google Scholar]
- Siphoro, K.T.; Bakama, E.M.; Mukwakungu, C.M.; Sukdeo, N. Transition to Quality 4.0 and lean4.0 from traditional lean and quality systems: The case of a packaging company in South Africa. In Proceedings of the 2020 IEEE International Conference on Technology Management, Operations and Decisions (ICTMOD), Marrakech, Morocco, 24–27 November 2020. [Google Scholar]
- Raou, V.F. Quality 4.0—How to Handle Quality in the Industry 4.0 Revolution. 2020. Available online: https://sfk.se/wp-content/uploads/R-18.a-Summary-Sisodia-Villegas.pdf (accessed on 18 October 2020).
- Isaacs, G.B. Quality 4.0: Reducing Customer Complaints. Ph.D. Dissertation, Cape Peninsula University of Technology, Cape, South Africa, 2020. [Google Scholar]
- Ali, I.; Arslan, A.; Khan, Z.; Tarba, S.Y. The Role of Industry 4.0 Technologies in Mitigating Supply Chain Disruption: Empirical Evidence from the Australian Food Processing Industry. IEEE Trans. Eng. Manag. 2021, 1–11. [Google Scholar] [CrossRef]
- Royce, R. Rolls-Royce Accelerates Digital Transformation with Tata Consultancy Services Partnership. In Rolls-Royce Press; 2017; Available online: https://www.indiastrategic.in/rolls-royce-accelerates-digital-transformation-with-tata-consultancy-services-partnership/ (accessed on 20 December 2021).
- Paryanto, P.; Indrawan, H.; Cahyo, N.; Simaremare, A.; Aisyah, S. Challenges toward industry 4.0: A case study of power plants in Indonesia. In Proceedings of the 2020 International Conference on Technology and Policy in Energy and Electric Power (ICT-PEP), Bandung, Indonesia, 23–24 September 2020. [Google Scholar]
- De Vass, T.; Shee, H.; Miah, S. IoT in Supply Chain Management: Opportunities and Challenges for Businesses in Early Industry 4.0 Context. Oper. Supply Chain Manag. Int. J. 2021, 14, 148–161. [Google Scholar] [CrossRef]
- Liu, B.; De Giovanni, P. Green process innovation through Industry 4.0 technologies and supply chain coordination. Ann. Oper. Res. 2019, 1–36. [Google Scholar] [CrossRef]
- Nguyen Ngoc, H.; Lasa, G.; Iriarte, I. Human-centred design in industry 4.0: Case study review and opportunities for future research. J. Intell. Manuf. 2021, 1–42. [Google Scholar] [CrossRef]
- Bajic, B.; Rikalovic, A.; Suzic, N.; Piuri, V. Industry 4.0 implementation challenges and opportunities: A managerial perspective. IEEE Syst. J. 2021, 15, 546–559. [Google Scholar] [CrossRef]
- Falk, M.; Klien, M.; Schwarz, G. Large manufacturing firms plan to increase their investments in 2015. WIFO Mon. 2015, 88, 581–591. [Google Scholar]
- Tassey, G. Competing in Advanced Manufacturing: The Need for Improved Growth Models and Policies. J. Econ. Perspect. 2014, 28, 27–48. [Google Scholar] [CrossRef] [Green Version]
- Santos, B.P.; Santos, F.M.B.C.; Lima, T.D.M. Challenges and Opportunities towards an Industry 4.0 Production. Trans. Eng. Technol. 2019, 317–330. [Google Scholar] [CrossRef]
- Meindl, B.; Ayala, N.F.; Mendonça, J.; Frank, A.G. The four smarts of Industry 4.0: Evolution of ten years of research and future perspectives. Technol. Forecast. Soc. Chang. 2021, 168, 120784. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, D. Challenges Within the Industry 4.0 Set-Up, A Roadmap to Industry 4.0: Smart Production, Sharp Business, and Sustainable Development. 2020. Available online: https://doi.org/10.1007/978-3-030-14544-6 (accessed on 20 December 2020).
- Varshney, A.; Garg, N.; Nagla, K.S.; Nair, T.S.; Jaiswal, S.K.; Yadav, S.; Aswal, D.K. Challenges in sensors technology for industry 4.0 for futuristic metrological applications. MAPAN 2021, 36, 215–226. [Google Scholar] [CrossRef]
- Mosterman, P.J.; Zander, J. Industry 4.0 as a Cyber-Physical System study. Softw. Syst. Model. 2015, 15, 17–29. [Google Scholar] [CrossRef]
- Grusho, A.A.; Zabezhailo, M.I.; Piskovski, V.O.; Timonina, E.E. Industry 4.0: Opportunities and Risks in the Context of Information Security Problems. Autom. Doc. Math. Linguist. 2020, 54, 55–63. [Google Scholar] [CrossRef]
- Onu, P.; Mbohwa, C. Industry 4.0 opportunities in manufacturing SMEs: Sustainability outlook. Mater. Today Proc. 2021, 44, 1925–1930. [Google Scholar] [CrossRef]
- Tran, M.Q.; Elsisi, M.; Mahmoud, K.; Liu, M.K.; Lehtonen, M.; Darwish, M.M. Experimental setup for online fault diagnosis of induction machines via promising IoT and machine learning: Towards Industry 4.0 empowerment. IEEE Access 2021, 9, 115429–115441. [Google Scholar] [CrossRef]
- Ervural, B.C.; Ervural, B. Overview of Cyber Security in the Industry 4.0 Era; Springer International Publishing: Cham, Switzerland, 2018; pp. 267–284. [Google Scholar]
- Karadayi-Usta, S. An interpretive structural analysis for Industry 4.0 adoption challenges. IEEE Trans. Eng. Manag. 2020, 67, 973–978. [Google Scholar] [CrossRef]
- Phuyal, S.; Bista, D.; Bista, R. Challenges, opportunities and future directions of smart manufacturing: A state of art review. Sustain. Futures 2020, 2, 100023. [Google Scholar] [CrossRef]
- Petrillo, A.; Felice, F.D.; Cioffi, R.; Zomparelli, F. Fourth industrial revolution: Current practices, challenges, and opportunities. In Digital Transformation in Smart Manufacturing; InTech: Vienna, Austria, 2018. [Google Scholar] [CrossRef] [Green Version]
- Santos, L.M.A.L.D. Industry 4. 0 collaborative networks for industrial performance. J. Manuf. Technol. Manag. 2020, 32, 245–265. [Google Scholar] [CrossRef]
- Camarinha-Matos, L.M.; Fornasiero, R.; Afsarmanesh, H. Collaborative networks as a core enabler of Industry 4.0; Springer International Publishing: Cham, Switzerland, 2017; pp. 3–17. [Google Scholar]
- Schuh, G.; Potente, T.; Varandani, R.; Hausberg, C.; Fränken, B. Collaboration Moves Productivity to the Next Level. Procedia CIRP 2014, 17, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Laukkanen, P. Quality 4.0 Enabling Cost of Poor Quality Measurement. Master’s Thesis, Lahti University of Technology Lut, Lappeenranta, Finland, 2021. [Google Scholar]
- Contador, J.C.; Satyro, W.C.; Contador, J.L.; Spinola, M.D.M. Flexibility in the Brazilian industry 4.0: Challenges and opportunities. Glob. J. Flex. Syst. Manag. 2020, 21, 15–31. [Google Scholar] [CrossRef]
- Enisa the eu Agency for Cybersecurity. In Industry 4.0 Cybersecurity: Challenges & Recommendations; Enisa: Chalandri, Greece, 2019.
- Khalid, H.; Hashim, S.J.; Ahmad, S.M.; Hashim, F.; Chaudary, M.A. Cybersecurity in Industry 4.0 context: Background, issues, and future directions. Inst. Eng. Technol. 2020, 14, 263–307. [Google Scholar]
- Paper, S.W. Smarter Security for Manufacturing in the Industry 4.0 Era; Broadcom. 2020. Available online: https://docs.broadcom.com/doc/industry-4.0-en (accessed on 15 March 2021).
- Bécue, A.; Praça, I.; Gama, J. Artificial intelligence, cyber-threats and Industry 4.0: Challenges and opportunities. Artif. Intell. Rev. 2021, 54, 3849–3886. [Google Scholar] [CrossRef]
- Dafflon, B.; Moalla, N.; Ouzrout, Y. The challenges, approaches, and used techniques of CPS for manufacturing in Industry 4.0: A literature review. Int. J. Adv. Manuf. Technol. 2021, 113, 2395–2412. [Google Scholar] [CrossRef]
- CGI. Industry 4.0 and Cybersecurity: How to Protect Your Business Against Cyber Risks; CGI. 2019. Available online: https://www.cgi.com/sites/default/files/2020-08/industry-4.0-cybersecurity-methodology-en.pdf (accessed on 18 June 2021).
- Rafique, W.; Qi, L.; Yaqoob, I.; Imran, M.; Rasool, R.U.; Dou, W. Complementing IoT services through software defined networking and edge computing: A comprehensive survey. IEEE Commun. Surv. Tutor. 2020, 22, 1761–1804. [Google Scholar] [CrossRef]
- Gunasekaran, A.; Subramanian, N.; Ngai, W.T.E. Quality management in the 21st century enterprises: Research pathway towards Industry 4.0. Int. J. Prod. Econ. 2019, 207, 125–129. [Google Scholar] [CrossRef]
- Schuh, G.; Potente, T.; Wesch-Potente, C.; Weber, A.R.; Prote, J.-P. Collaboration Mechanisms to Increase Productivity in the Context of Industrie 4.0. Procedia CIRP 2014, 19, 51–56. [Google Scholar] [CrossRef] [Green Version]
- Radanliev, P.; De Roure, D.; Page, K.; Nurse, J.R.C.; Montalvo, R.M.; Santos, O.; Maddox, L.; Burnap, P. Cyber risk at the edge: Current and future trends on cyber risk analytics and artificial intelligence in the industrial internet of things and industry 4.0 supply chains. Cybersecurity 2020, 3, 1–21. [Google Scholar] [CrossRef]
- Wen, H.; Lee, C.-C.; Song, Z. Digitalization and environment: How does ICT affect enterprise environmental performance? Environ. Sci. Pollut. Res. Int. 2021, 28, 54826–54841. [Google Scholar] [CrossRef]
- Bligh-Wall, S. Industry 4.0: Security imperatives for IoT- converging networks, increasing risks, Cyber Security: A. Peer-Rev. J. 2017, 1, 61–68. [Google Scholar]
- Reis, J.S.M. Striding towards sustainability: A framework to overcome challenges and explore opportunities through industry 4.0. Sustainability 2021, 13, 5232. [Google Scholar] [CrossRef]
- Turkyilmaz, A.; Dikhanbayeva, D.; Suleiman, Z.; Shaikholla, S.; Shehab, E. Industry 4.0: Challenges and opportunities for Kazakhstan SMEs. Procedia CIRP 2021, 96, 213–218. [Google Scholar] [CrossRef]
- Dutta, G.; Kumar, R.; Sindhwani, R.; Singh, R.K. Digitalization priorities of quality control processes for SMEs: A conceptual study in perspective of Industry 4.0 adoption. J. Intell. Manuf. 2021, 32, 1679–1698. [Google Scholar] [CrossRef]
- Settanni, G.; Skopik, F.; Wurzenberger, M.; Fiedler, R. Countering targeted cyber-physical attacks using anomaly detection in self-adaptive Industry 4.0 Systems. E I Elektrotechnik Und Inf. 2018, 135, 278–285. [Google Scholar] [CrossRef]
- Mueller, E.; Chen, X.-L.; Riedel, R. Challenges and requirements for the application of industry 4.0: A special insight with the usage of cyber-physical system. Chin. J. Mech. Eng. 2017, 30, 1050–1057. [Google Scholar] [CrossRef]
- Shahzad, M.A.; Gulzar, W.A. Industrie 4.0 readiness: Green computing in relation with key performance indicator for a manufacturing industry. Mob. Netw. Appl. 2020, 25, 1299–1306. [Google Scholar] [CrossRef]




| KPI Description | |
|---|---|
| Content | |
| Name | KPI Name |
| ID | User-defined unique KPI identification in the user environment |
| Description | KPI Description in brief |
| Score | The unit of operation, work center, production order, product, or workers may be the aspect for which the KPI is vital |
| Formula | For the elements, mathematical formula |
| Unit measure | The unit or dimension of the KPI |
| Range | The higher and lower logical limits |
| Trend | The path of change, higher is better or lower is better |
| Context | |
| Timing | If the estimate is made in real-time, on-demand, or periodically |
| Audience | Operators, managers or administrators may be the user Community |
| Production Methodology | Which methodology can be used for the KPI, discrete, batch or continuous production |
| Effect Model Diagram | The effect model diagram shows a graphical representation of relationships and dependencies |
| Notes | |
| KPI Category | KPI Name | Description |
|---|---|---|
| Improving Quality | First Pass Yield | This phase indicates the percentage of correctly manufactured products and the specifications for the first time in the manufacturing procedure. Phase without scrapping or rework |
| Improving Efficiency | Throughput Rate | Tests the volume of product Manufactured on a machine, line, unit, or plant over a given period. |
| Improving Efficiency | Availability | Indicates how much of the overall production output is used at a given time. (Included in OEE). |
| Improving Efficiency | Overall equipment efficiency (OEE) | This metric is the Availability × Performance × Quality multiplier and can specify the overall efficacy of production equipment or a production line as a whole. |
| Reducing Costs & Increasing Profitability | Energy consumption | A calculation of the energy costs (electricity, steam, oil, coal, etc.) is needed to produce a particular unit or production volume. |
| KPI Name | Description |
|---|---|
| Count (good or bad) | This metric refers to the quantity of the finished product. Usually, the count refers to either the amount of product produced after the last changeover of the machine or the total output for the entire shift or week. |
| Scrap ratio | Occasionally, manufacturing processes create scrap, which is calculated in terms of the scrap ratio. Scrap reduction helps organizations achieve profitability goals; thus, controlling the amount generated within tolerable bounds is necessary. |
| Throughput Rate | Machines and processes manufacture products at varying rates. Slow rates usually result in decreased profits as speeds vary, whereas higher speeds influence quality control. This is why staying consistent is critical for operating speeds. |
| Target | Many organizations display performance, rate, and quality target values. This KPI helps empower workers to achieve their specific performance goals. |
| Takt Time | Takt time is the duration of time or the loop. It is also the time to complete a mission. |
| Overall Equipment Effectiveness (OEE) | This metric is the Availability × Performance × Quality multiplier and can indicate the overall efficacy of production equipment or a production line as a whole. |
| Downtime | Downtime is the result of a malfunction or a change of machine. The business can be risky to fail if devices are not running. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tambare, P.; Meshram, C.; Lee, C.-C.; Ramteke, R.J.; Imoize, A.L. Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review. Sensors 2022, 22, 224. https://doi.org/10.3390/s22010224
Tambare P, Meshram C, Lee C-C, Ramteke RJ, Imoize AL. Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review. Sensors. 2022; 22(1):224. https://doi.org/10.3390/s22010224
Chicago/Turabian StyleTambare, Parkash, Chandrashekhar Meshram, Cheng-Chi Lee, Rakesh Jagdish Ramteke, and Agbotiname Lucky Imoize. 2022. "Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review" Sensors 22, no. 1: 224. https://doi.org/10.3390/s22010224
APA StyleTambare, P., Meshram, C., Lee, C. -C., Ramteke, R. J., & Imoize, A. L. (2022). Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review. Sensors, 22(1), 224. https://doi.org/10.3390/s22010224