
Automated Optical Inspection for Defect Identification and Classification in Actual Woven Fabric Production Lines



Abstract
:1. Introduction
1.1. Noise Filtering of Woven Images
1.2. Brightness Correction of Woven Image
1.3. Extraction of Defects in the Woven Fabric
1.3.1. Optical Spectroscopy Method
1.3.2. The Model Based Approach
1.3.3. Statistical Method
1.4. Identification and Classification of Defect Types of Woven Fabrics
2. Testing Needs of Fabric Finishing Manufacturers
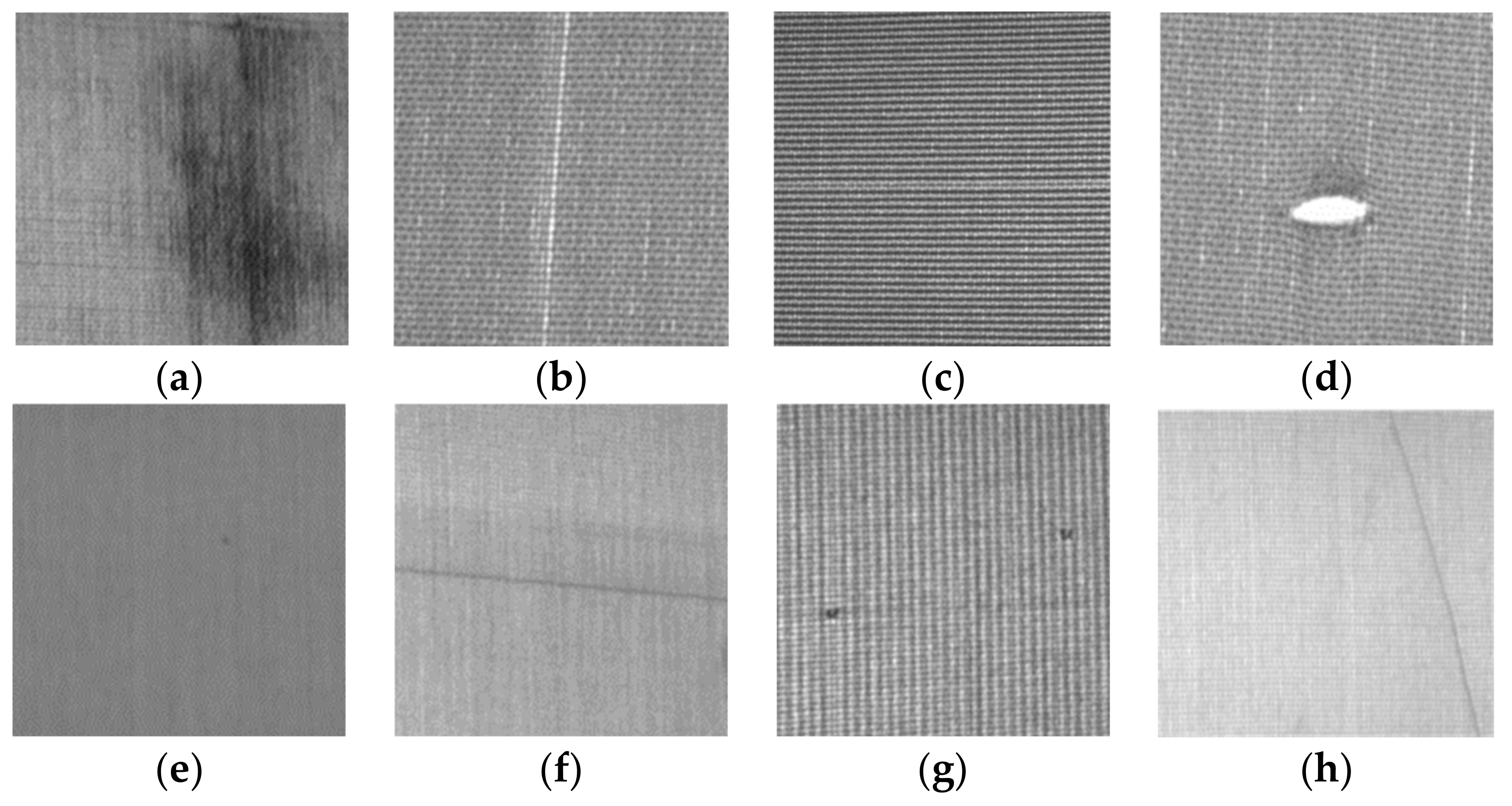
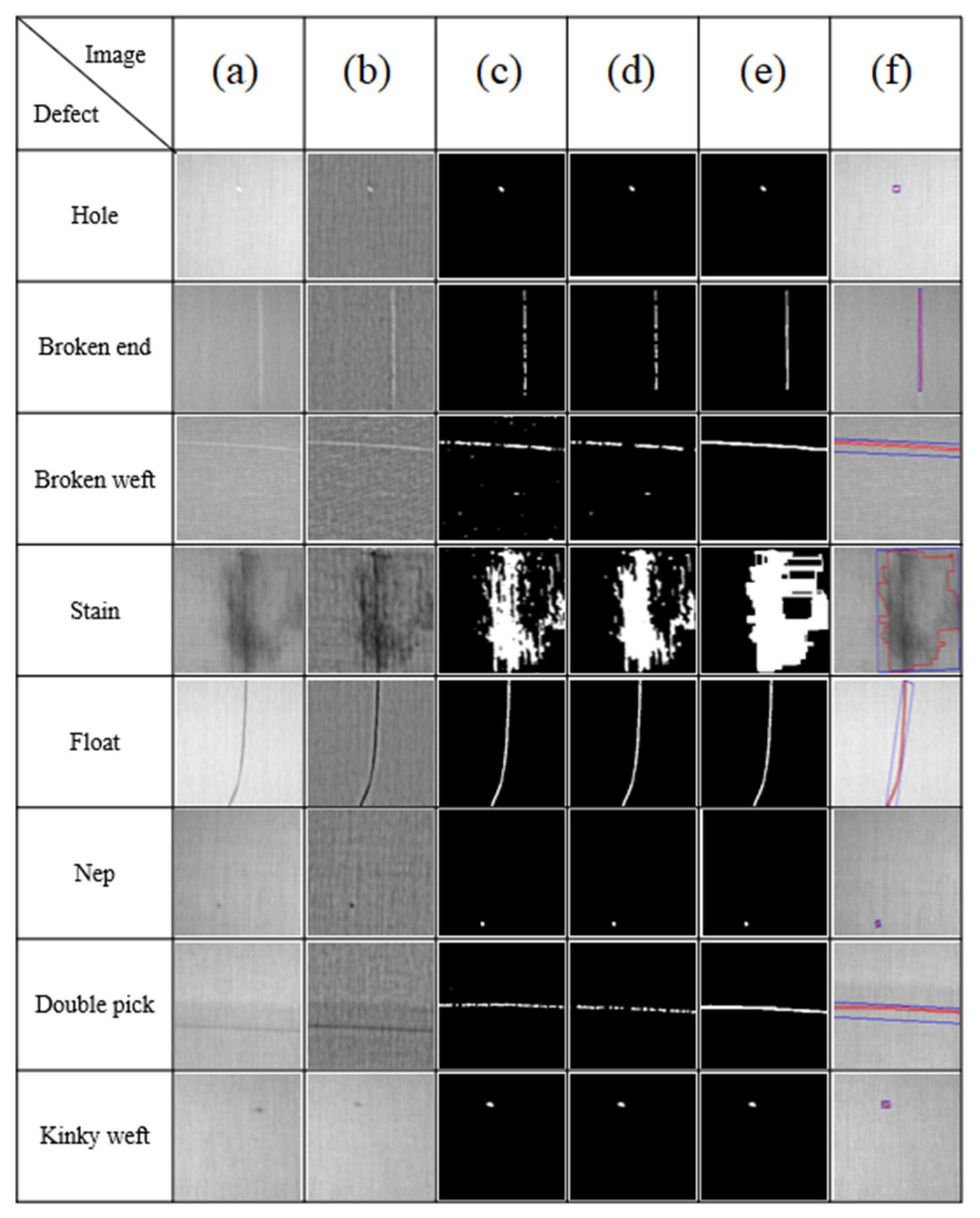
2.1. Fabric Defect Definition
- (1)
- Stain: Those with oil stains on the cloth.
- (2)
- Broken end: One or more warp yarns of the fabric are broken, causing the distance between the left and right adjacent yarns to increase.
- (3)
- Broken weft: The weft in the fabric is broken, but the two ends of the break are very close, that is, the length of the break is small.
- (4)
- Hole: The warp and weft yarns of the fabric are broken, forming holes of different sizes. Such defects are prone to occur in fabrics with dense warp and weft.
- (5)
- Nep: Thick sized balls are tightly knotted on the cloth.
- (6)
- Double pick: Two weft yarns are woven into the same weave mouth, and there are also three or more weft yarns.
- (7)
- Kinky weft: The weft of the fabric has a small section that is crimped and twisted together and woven into the fabric.
- (8)
- Float: The warp or weft yarns are not woven in accordance with the prescribed organization, but float on the surface of the cloth.
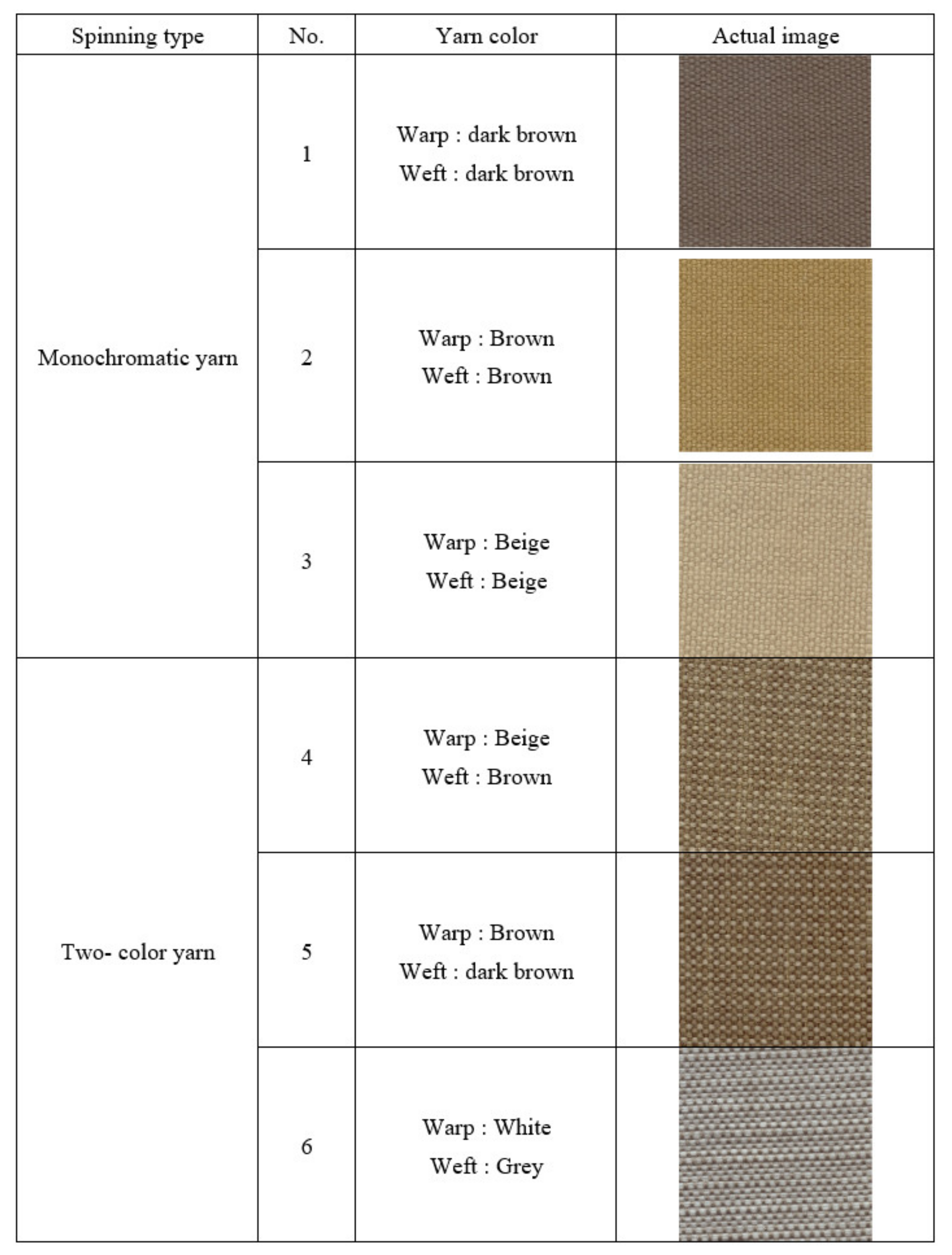
2.2. Detection of Cloth Species
3. Methodology
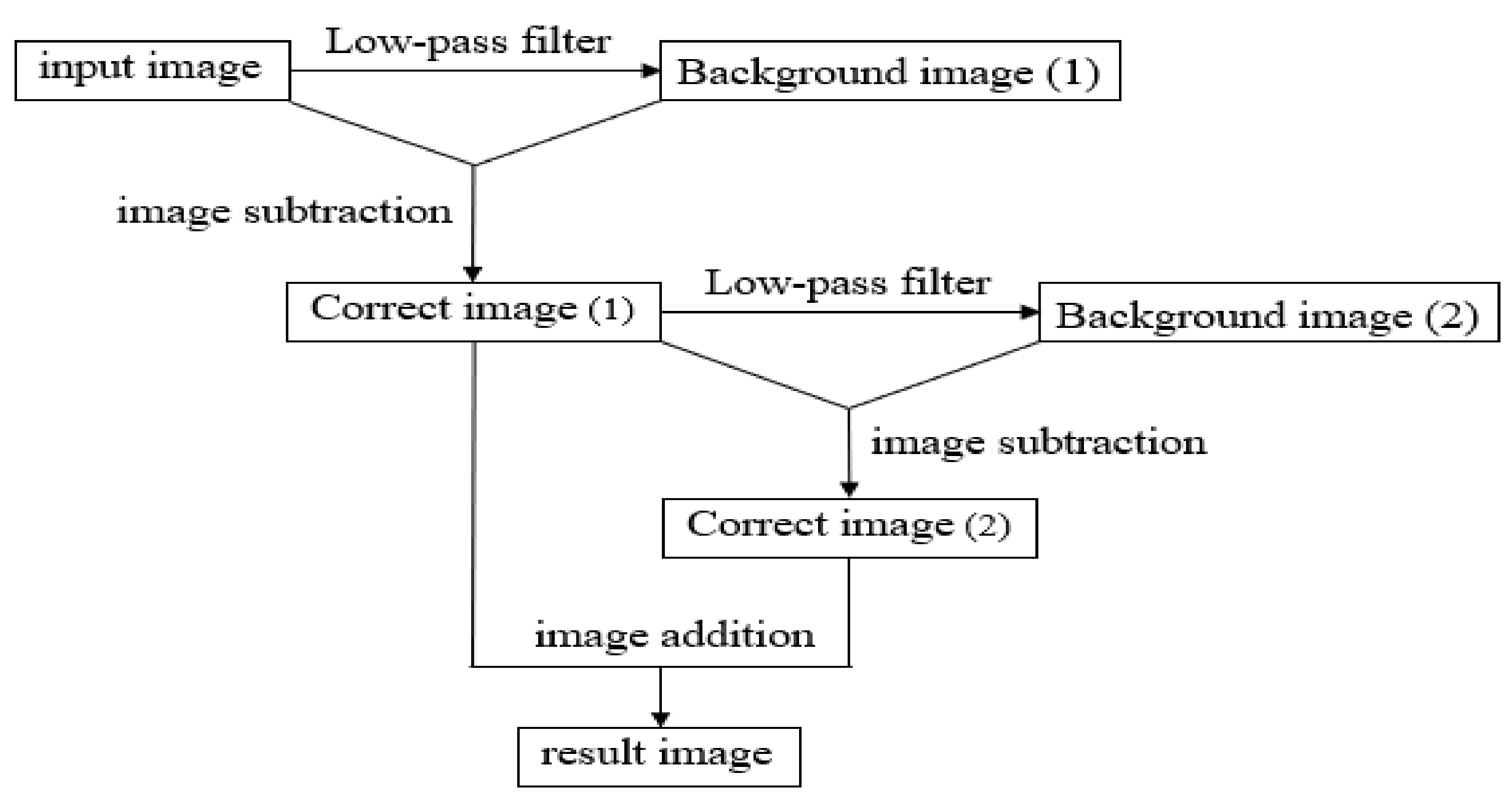
3.1. Brightness Correction
3.2. Improved Algorithm of Mask Dodging
3.3. Average Correction
3.4. Image Features
3.4.1. Area
3.4.2. Average Grayscale Value
3.4.3. Aspect Ratio
3.4.4. Defect Directionality
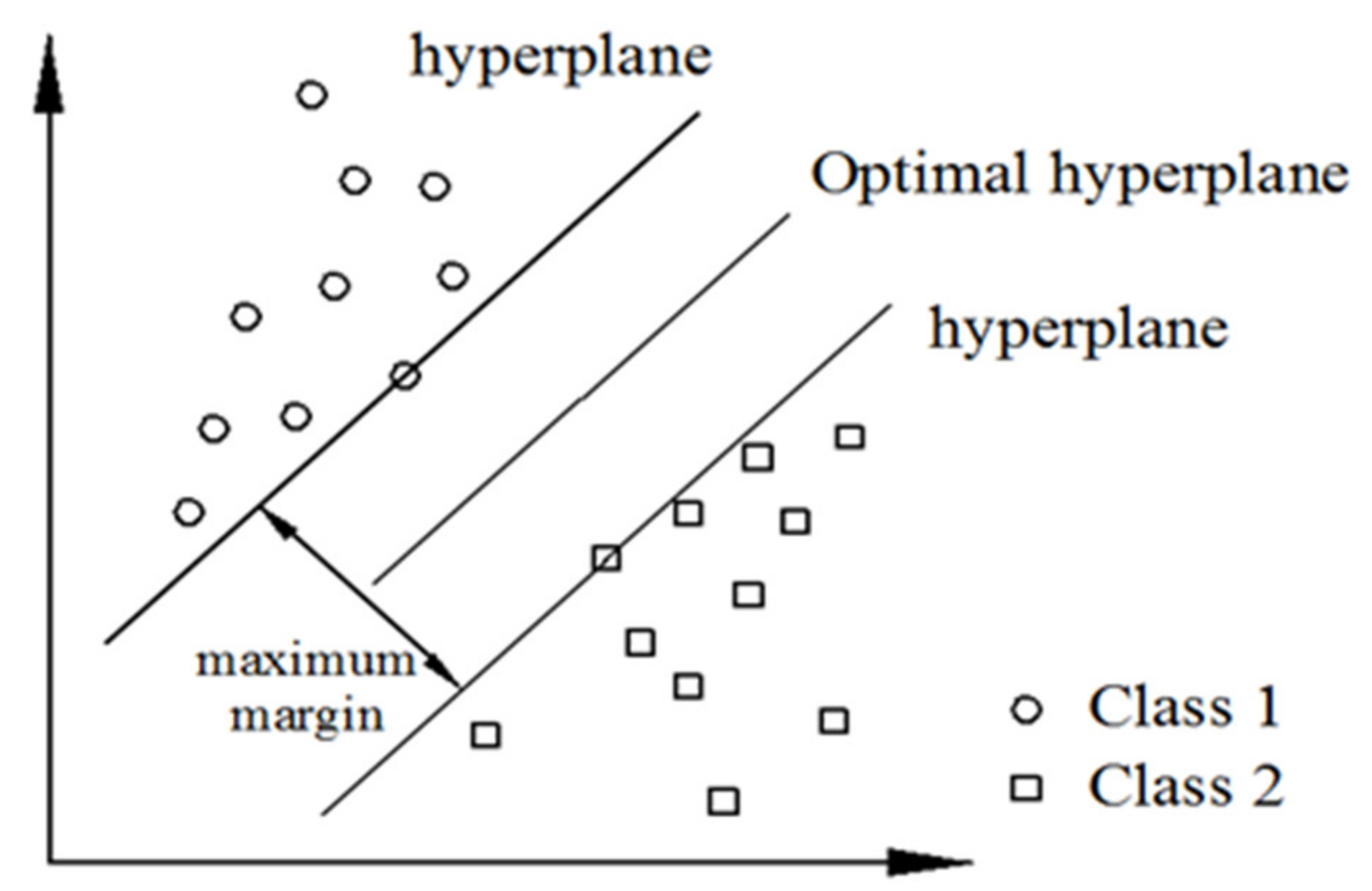
3.4.5. SVM
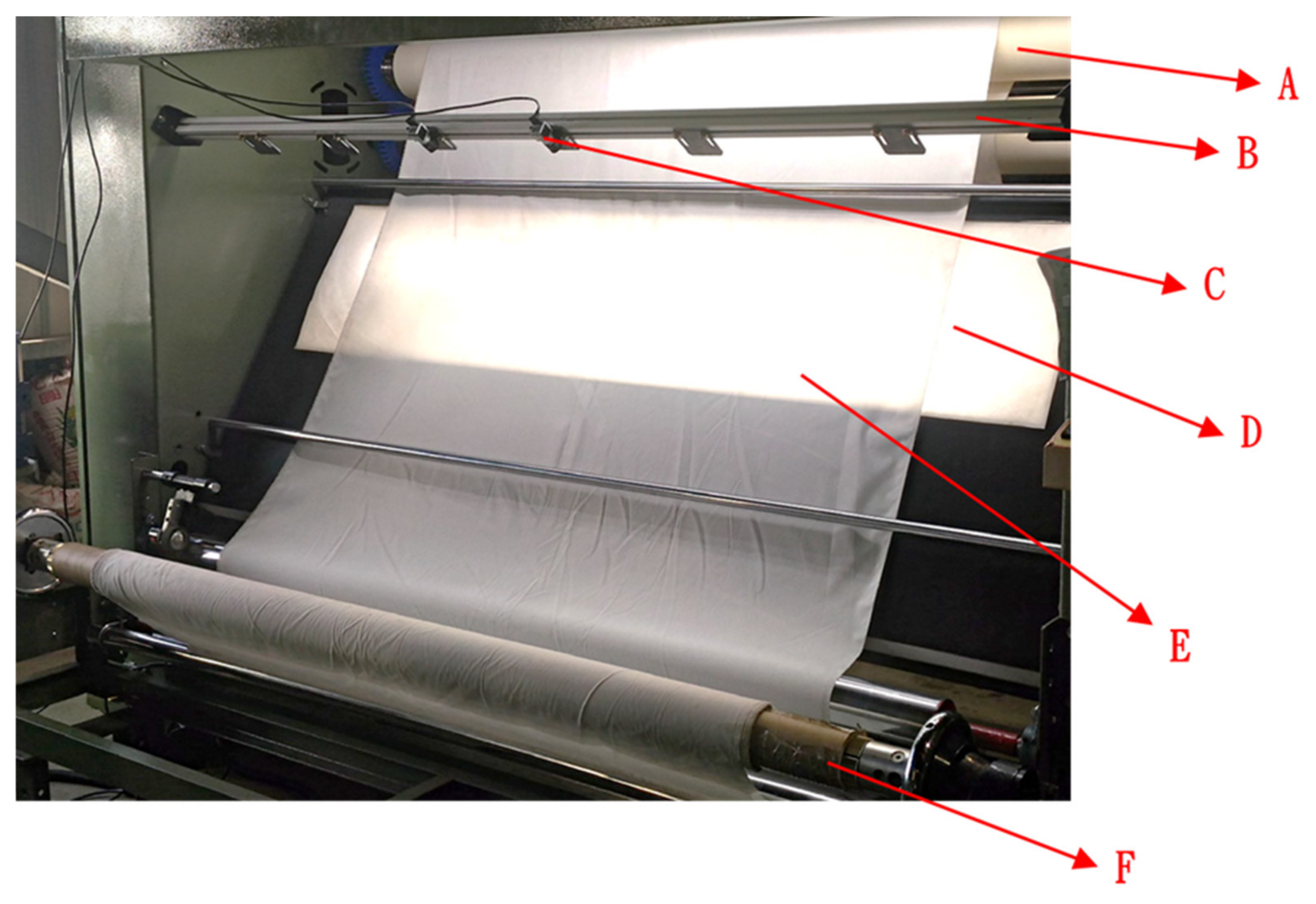
4. Actual Machine Design and Verification
4.1. Image Capture System and Computer Hardware
- (1)
- CPU: Intel core (TM) i7-6700 CPU 3.40GHz.
- (2)
- 16.0GB random access memory.
- (3)
- The Visual C++, Common language runtime, and open-source computer vision library are used as software development tools.
- (4)
- Optical magnification lens and LED module.
- (5)
- Industrial camera: Basler acA4600-10uc, CMOS area scan camera, 14 MP resolution, USB 3.0 camera interface, rolling shutter.
4.2. Operating System
4.3. Program Development Software
4.4. Experimental Machine Architecture
4.5. Defect Detection Process
4.5.1. Capturing Sample Images
4.5.2. Filter Out Image Noise
4.5.3. Brightness Correction
4.5.4. Image Average Correction
4.5.5. Image Segmentation
4.5.6. Image Enhancement and Connectivity Marking
4.5.7. Analysis of Segmentation Results
4.5.8. Defect Feature Analysis
4.5.9. Defect Classification
5. Discussion
5.1. Comparison of Traditional Woven Fabric Defect Detection
5.2. Comparison Studies
5.3. Machine Speed Evaluation
6. Conclusions
- (1)
- The experimental machine that is designed and developed in this research includes a complementary metal oxide semiconductor (CMOS) industrial camera, a light source structure and a traditional winding machine to construct a complete set of optical inspection experimental machines. The cloth winding machine runs at a speed of 20 m/min, and the size of the captured images is 4600 × 600 pixels.
- (2)
- In this study aiming at the halo phenomenon caused by the refraction and reflection of light due to external environmental interference, the improved mask dodging algorithm is used to eliminate the uneven brightness caused by the halo phenomenon. The experimental results show that the standard deviation and uniformity of the original image are 12.072 and 47.78%, respectively, and after correction by the improved mask dodging algorithm, these become 2.891 and 73.28%.
- (3)
- In this study, the adaptive binarization method is used for segmentation, so that the developed system can still completely segment the flaws and backgrounds under different types of cloth seeds. Image repair and enhancement are employed so that the follow-up defect identification and defect classification have good results.
- (4)
- A total of 2246 images were extracted from six woven fabric samples, including 1810 images of defect-free images and 436 images of defective images. The detection success rate is 96.44%, the detection rate is 96.35%, and the misjudgment rate is 3.21%.
- (5)
- This study selects area, aspect ratio, average gray value and defect directionality as the inputs of the SVM classifier. The experimental results show that the overall recognition rate reaches 96.60%.
Author Contributions
Funding
Conflicts of Interest
References
- Arivazhagan, S.; Ganesan, L.; Bama, S. Fault segmentation in fabric images using Gabor wavelet transform. Mach. Vis. Appl. 2006, 16, 356–363. [Google Scholar] [CrossRef]
- Selvi, S.S.T.; Nasira, G.M. An Effective Automatic Fabric Defect Detection System using Digital Image Processing. J. Environ. Nanotechnol. 2017, 6, 79–85. [Google Scholar]
- Barman, J.; Wu, H.C.; Kuo, C.F.J. Development of a real-time home textile fabric defect inspection machine system for the textile industry. Text. Res. J. 2022. [Google Scholar] [CrossRef]
- Dlamini, S.; Kao, C.Y.; Su, T.L.; Kuo, C.F.J. Development of a real-time machine vision system for functional textile fabric defect detection using a deep YOLOv4 model. Text. Res. J. 2022, 92, 675–690. [Google Scholar] [CrossRef]
- Banaszczyka, J.; Anca, A.; De Mey, G. Infrared thermography of electroconductive woven textiles. Quant. InfraRed Thermogr. J. 2009, 6, 163–173. [Google Scholar] [CrossRef]
- Bai, G.; Lamboul, B.; Roche, J.M.; Baste, S. Investigation of multiple cracking in glass/epoxy 2D woven composites by vibrothermography. Quant. InfraRed Thermogr. J. 2016, 13, 35–49. [Google Scholar] [CrossRef]
- Cho, C.S.; Chung, B.M.; Park, M.J. Development of real-time vision-based fabric inspection system. IEEE Trans. Ind. Electron. 2005, 52, 1073–1079. [Google Scholar] [CrossRef]
- Kennedy, H.L. Optimal digital design of steerable differentiators with the flatness of polynomial filters and the isotropy of Gaussian filters. J. Electron. Imag. 2018, 27, 051219. [Google Scholar] [CrossRef]
- Singh, A.K.; Radhakrishnan, R.; Bhaumik, S.; Date, P. Adaptive sparse-grid Gauss–Hermite filter. J. Comput. Appl. Math. 2018, 342, 305–316. [Google Scholar] [CrossRef]
- Osadebey, M.E.; Pedersen, M.; Arnold, D.L.; Wendel-Mitoraj, K.E. Blind blur assessment of MRI images using parallel multiscale difference of Gaussian filters. Biomed. Eng. Online 2018, 17, 76. [Google Scholar] [CrossRef]
- Li, D.R.; Wang, M.; Pan, J. Auto-dodging processing and its application for optical RS images. Geomat. Inform. Sci. Wuhan Univ. 2006, 31, 753–756. [Google Scholar]
- Sun, M. Research on Key Technology of Automatical and Fast DOM Generation; Wuhan University: Wuhan, China, 2009. [Google Scholar]
- Zhang, Z.; Zou, S. An improved algorithm of mask image dodging for aerial image. In MIPPR 2011: Remote Sensing Image Processing, Geographic Information Systems, and Other Applications. Int. Soc. Opt. Photon. 2011, 8006, 186–191. [Google Scholar]
- Yan, H.; Zuo, Y.; Chen, Y.; Chen, Y. Evaluation of the morphology structure of Meibomian Glands based on Mask dodging method. Proc. SPIE 2016, 101573, 857–862. [Google Scholar]
- Ngan, H.Y.; Pang, G.K.; Yung, N.H. Motif-based defect detection for patterned fabric. Pattern Recognit. 2008, 41, 1878–1894. [Google Scholar] [CrossRef]
- Chan, C.H.; Pang, G.K. Fabric defect detection by Fourier analysis. IEEE Trends. Ind. Appl. 2000, 36, 1267–1276. [Google Scholar] [CrossRef]
- Mishra, R.; Shukla, D. A survey on various defect detection. Int. J. Eng. Trends. Technol. 2014, 10, 642–648. [Google Scholar] [CrossRef]
- Li, L.; Huang, G.Q.; Newman, S.T. Robotics and Computer-Integrated Manufacturing. In Proceedings of the16th International Conference on Flexible Automation and Intelligent Manufacturing, Philadelpia, PN, USA, 18–20 June 2007; Volume 23, pp. 650–658. [Google Scholar]
- Eldessouki, M. Computer vision and its application in detecting fabric defects. In Applications of Computer Vision in Fashion and Textiles; Woodhead Publishing: Woodhead, UK, 2018; pp. 61–101. [Google Scholar]
- Hanbay, K.; Talu, M.F. Kumaş hatalarının online/offline tespit sistemleri ve yöntemleri. Sakarya Üniversitesi Fen Bilimleri Enstitüsü Dergisi. 2014, 18, 49–69. [Google Scholar] [CrossRef]
- Monaco, J.P.; Madabhushi, A. Class-specific weighting for Markov random field estimation: Application to medical image segmentation. Med. Image Anal. 2012, 16, 1477–1489. [Google Scholar] [CrossRef]
- Cohen, F.S.; Fan, Z.; Attali, S. Automated inspection of textile fabrics using textural models. IEEE Trans. Pattern Anal. Mach. Intell. 1991, 13, 803–808. [Google Scholar] [CrossRef]
- Mahajan, P.M.; Kolhe, S.R.; Patil, P.M. A review of automatic fabric defect detection techniques. Adv. Comput. Res. 2009, 1, 18–29. [Google Scholar]
- Kumar, A. Computer-vision-based fabric defect detection: A survey. IEEE Trans. Ind. Electron. 2008, 55, 348–363. [Google Scholar] [CrossRef]
- Hanbay, K.; Talu, M.F.; Özgüven, Ö.F. Fabric defect detection systems and methods—A systematic literature review. Optik 2016, 127, 11960–11973. [Google Scholar] [CrossRef]
- Stojanovic, R.; Mitropulos, P.; Koulamas, C.; Karayiannis, Y.; Koubias, S.; Papadopoulos, G. Real-time vision-based system for textile fabric inspection. Real-Time Imaging 2001, 7, 507–518. [Google Scholar] [CrossRef]
- Çelik, H.İ.; Dülger, L.C.; Topalbekiroğlu, M. Fabric defect detection using linear filtering and morphological operations. IJFTR 2014, 39, 254–259. [Google Scholar]
- Raheja, J.L.; Kumar, S.; Chaudhary, A. Fabric defect detection based on GLCM and Gabor filter: A comparison. Optik 2013, 124, 6469–6474. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, X. Fabric Defect Detection based on GLCM approach. In Advances in Engineering Research, Proceedings of the 6th International Conference on Information Engineering for Mechanics and Materials, Huhhot, Inner Mongolia, China, 30–31 July 2016; Atlantis Press: Paris, France, 2016; pp. 673–677. [Google Scholar]
- Çelik, H.İ.; Dülger, L.C.; Topalbekiroğlu, M. Development of a machine vision system: Real-time fabric defect detection and classification with neural networks. J. Text. Instit. 2014, 105, 575–585. [Google Scholar] [CrossRef]
- Basu, A.; Chandra, J.K.; Banerjee, P.K.; Bhattacharyya, S.; Datta, A.K. Sub image based eigen fabrics method using multi-class SVM classifier for the detection and classification of defects in woven fabric. In Proceedings of the Computing Communication Networking Technologies (ICCCNT), Third International Conference, Karur, India, 26–28 July 2012; pp. 1–6. [Google Scholar]
- Abdellah, H.; Ahmed, R.; Slimane, O. Defect detection and identification in textile fabric by SVM method. IOSR J. Eng. 2014, 4, 69–77. [Google Scholar] [CrossRef]
- Al-Anazi, A.; Gates, I.D. A support vector machine algorithm to classify lithofacies and model permeability in heterogeneous reservoirs. Eng. Geol. 2010, 114, 267–277. [Google Scholar] [CrossRef]
- Yue, X.; Wang, Q.; He, L.; Li, Y.; Tang, D. Research on Tiny Target Detection Technology of Fabric Defects Based on Improved YOLO. Appl. Sci. 2022, 12, 6823. [Google Scholar] [CrossRef]
- Kahraman, Y.; Durmuşoğlu, A. Classification of Defective Fabrics Using Capsule Networks. Appl. Sci. 2022, 12, 5285. [Google Scholar] [CrossRef]
- Rippel, O.; Zwinge, C.; Merhof, D. Increasing the Generalization of Supervised Fabric Anomaly Detection Methods to Unseen Fabrics. Sensors 2022, 22, 4750. [Google Scholar] [CrossRef]
- Xiang, J.; Pan, R.; Gao, W. Online Detection of Fabric Defects Based on Improved CenterNet with Deformable Convolution. Sensors 2022, 22, 4718. [Google Scholar] [CrossRef]
- Wang, X.L.; Zhang, L.Y.; Dong, C.W.; Rui, X.P. A multi-dimensional visualization method combining MDS and SVM. In Proceedings of the 2012 8th International Conference on Natural Computation, Chongqing, China, 29–31 May 2012; pp. 436–439. [Google Scholar]
- Kuo, C.F.J.; Lo, W.C.; Huang, Y.R.; Tsai, H.Y.; Lee, C.L.; Wu, H.C. Automated defect inspection system for CMOS image sensor with micro multi-layer non-spherical lens module. J. Manuf. Syst. 2017, 45, 248–259. [Google Scholar]
- Ngan, H.Y.; Pang, G.K.; Yung, N.H. Automated fabric defect detection—A review. Image Vis. Comput. 2011, 29, 442–458. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Hole (21) | Broken End (16) | Broken Weft (18) | Stain (21) | Float (42) | Nep (38) | Double Pick (11) | Kinky Weft (39) | |
|---|---|---|---|---|---|---|---|---|---|
| Results | |||||||||
| Hole | 21 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Broken end | 0 | 16 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Broken weft | 0 | 0 | 18 | 0 | 0 | 0 | 0 | 0 | |
| Stain | 0 | 0 | 0 | 20 | 0 | 0 | 0 | 0 | |
| Float | 0 | 0 | 0 | 0 | 41 | 0 | 0 | 0 | |
| Nep | 0 | 0 | 0 | 0 | 0 | 35 | 0 | 2 | |
| Double pick | 0 | 0 | 0 | 0 | 1 | 0 | 11 | 0 | |
| Kinky weft | 0 | 0 | 0 | 1 | 0 | 3 | 0 | 37 | |
| Recognition rate | 100% | 100% | 100% | 95.23% | 97.62% | 92.11% | 100% | 94.87% | |
| Traditional Detection Method (Human Eye Detection) | Automated Inspection System | |
|---|---|---|
| Detection process | 1. The rolling machine is running 2. Find flaws 3. Stop the winder 4. Make a mark 5. Determination of defect types 6. Roller running | 1. The rolling machine is running 2. The algorithm judges whether it is a defect 3. Find flaws 4. Record the defect location 5. Identify the type of defect |
| Defect overall classification rate | 75% | 96.60% |
| Speed | 2 s/image | 0.125 s/image |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuo, C.-F.J.; Wang, W.-R.; Barman, J. Automated Optical Inspection for Defect Identification and Classification in Actual Woven Fabric Production Lines. Sensors 2022, 22, 7246. https://doi.org/10.3390/s22197246
Kuo C-FJ, Wang W-R, Barman J. Automated Optical Inspection for Defect Identification and Classification in Actual Woven Fabric Production Lines. Sensors. 2022; 22(19):7246. https://doi.org/10.3390/s22197246
Chicago/Turabian StyleKuo, Chung-Feng Jeffrey, Wei-Ren Wang, and Jagadish Barman. 2022. "Automated Optical Inspection for Defect Identification and Classification in Actual Woven Fabric Production Lines" Sensors 22, no. 19: 7246. https://doi.org/10.3390/s22197246
APA StyleKuo, C. -F. J., Wang, W. -R., & Barman, J. (2022). Automated Optical Inspection for Defect Identification and Classification in Actual Woven Fabric Production Lines. Sensors, 22(19), 7246. https://doi.org/10.3390/s22197246