_Sun.png)


Multiple In-Mold Sensors for Quality and Process Control in Injection Molding



Abstract
:1. Introduction
2. Machines, Materials, and Methods
3. Results
3.1. Controlling the Clamping Stage
3.2. Controlling the Filling Phase
3.3. Manual Switchover Method with Pressure Measurement
3.4. Mold Filling Imbalance Detection with a Pressure Sensor
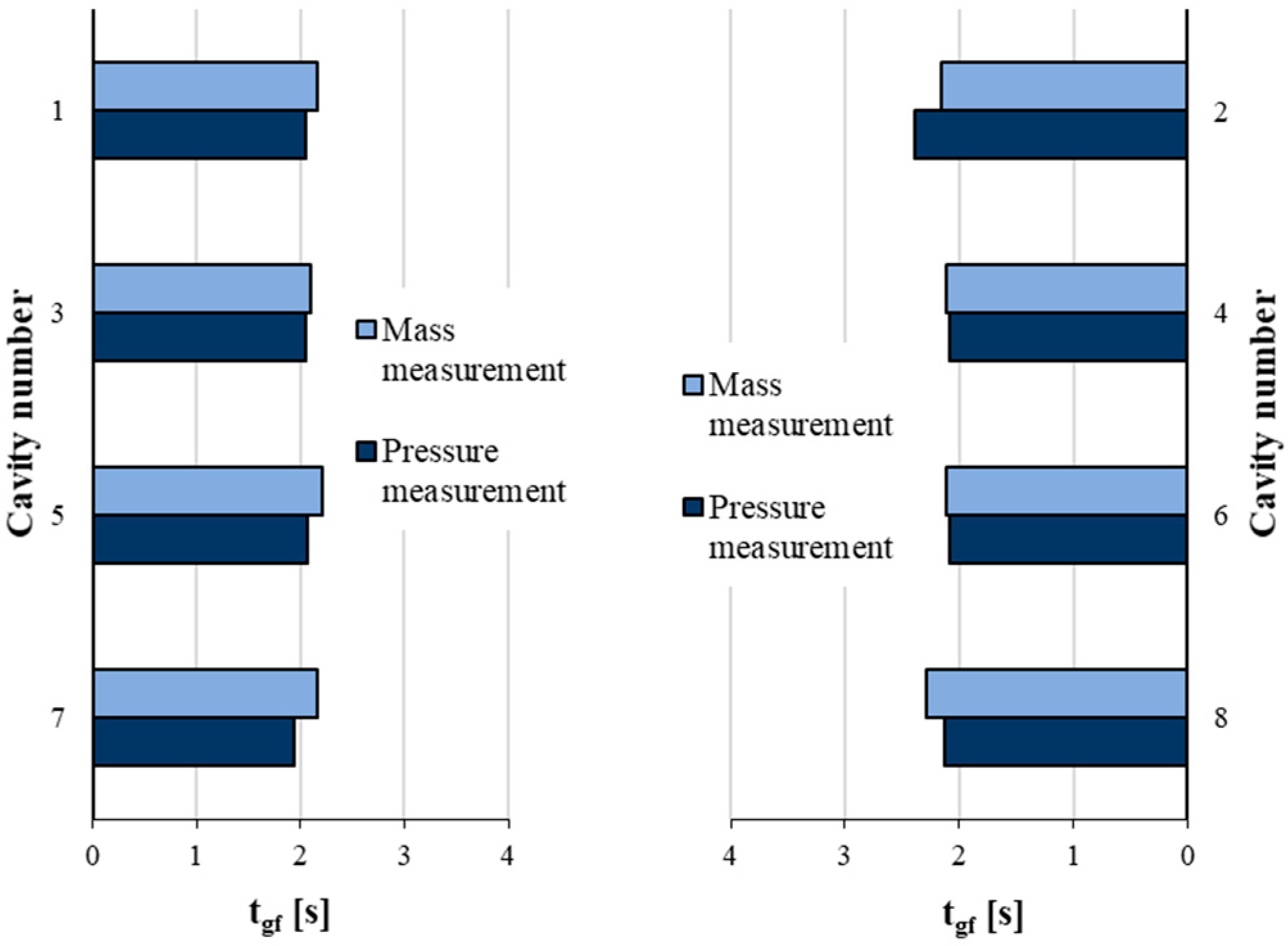
3.5. Controlling the Holding Phase
4. Conclusions
- We investigated several methods of using pressure sensors to control multi-cavity molds. One such method was to optimize the clamping force. The results show that the pressure curves and the pressure integral are suitable for determining the optimal clamping force. This method can save time and energy, as we can use the information from the pressure curves to find the optimal clamping force faster, and its value may be lower than the maximum clamping force of the machine.
- Subsequently, we compared two methods for controlling filling as a function of in-mold sensor location. The results showed that the use of in-channel sensors is recommended for a pressure-controlled SWOP. In contrast, in the volume-controlled hybrid method, the sensors in the cavity were the only sensors capable of correctly detecting the end of filling.
- The dependence of mold filling imbalance on injection rate and melt temperature was examined with in-mold sensors. Our results show that the imbalance increases with the injection rate, but this effect can be reduced by increasing the temperature of the melt.
- In the last experiment, we optimized the holding phase. We first determined the integration time of the area under the pressure curve and then performed a model fit using the relationship between the pressure integral and product mass. The saturation curve fitted to the pressure data can easily determine gate freeze-off time from pressure measurements. There was little difference between the gate freeze-off times calculated from mass measurements and pressure measurements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source of Variation | DoF | Sum of Squares | Mean Square | F-Statistic | p-Value |
|---|---|---|---|---|---|
| Melt temperature (Tm) | 2 | 0.0269 | 0.0135 | 203.4625 | 8.54 × 10−36 |
| Injection velocity (vinj) | 1 | 0.0100 | 0.0100 | 151.9124 | 1.04 × 10−21 |
| Tm × vinj | 2 | 0.0014 | 0.0007 | 10.8474 | 5.50 × 10−5 |
| Error | 99 | 0.0065 | 0.0001 | ||
| Total | 104 |
| Source of Variation | DoF | Sum of Squares | Mean Square | F-Statistic | p-Value |
|---|---|---|---|---|---|
| Melt temperature (Tm) | 2 | 0.0256 | 0.0128 | 146.7638 | 2.44 × 10−30 |
| Injection velocity (vinj) | 1 | 0.0109 | 0.0109 | 125.0406 | 2.95 × 10−19 |
| Tm × vinj | 2 | 0.0018 | 0.0009 | 10.4503 | 7.63 × 10−5 |
| Error | 99 | 0.0086 | 0.0001 | ||
| Total | 104 |
References
- Boros, R.; Rajamani, P.K.; Kovács, J.G. Combination of 3D printing and injection molding: Overmolding and overprinting. Express Polym. Lett. 2019, 13, 889–897. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, J.; Dong, Z.; Hung, J.; Zhou, H.; Fu, J.; Turng, L.-S. Intelligent injection molding on sensing, optimization, and control. Adv. Polym. Technol. 2020, 2020, 22. [Google Scholar] [CrossRef]
- Hopmann, C.; Borchmann, N.; Spekowius, M.; Weber, M.; Schöngart, M. Simulation of shrinkage and warpage of semi-crystalline thermoplastics. AIP Conf. Proc. 2015, 1664, 050009. [Google Scholar] [CrossRef]
- Tsai, K.M.; Hsieh, C.-Y.; Lo, W.-C. A study of the effects of process parameters for injection molding on surface quality of optical lenses. J. Mater. Process. Technol. 2009, 209, 3469–3477. [Google Scholar] [CrossRef]
- Yang, C.; Su, L.; Huang, C.; Huang, H.X.; Castro, J.M.; Yi, A.Y. Effect of packing pressure on refractive index variation in injection molding of precision plastic optical lens. Adv. Polym. Technol. 2011, 30, 51–61. [Google Scholar] [CrossRef]
- del Olmo, A.; López de Lacalle, L.N.; Martínez de Pissón, G.; Pérez-Salinas, C.; Ealo, J.A.; Sastoque, L.; Fernandes, M.H. Tool wear monitoring of high-speed broaching process with carbide tools to reduce production errors. Mech. Syst. Signal Process. 2022, 172, 109003. [Google Scholar] [CrossRef]
- Trotta, G.; Cacace, S.; Semeraro, Q. Optimizing process parameters in micro injection moulding considering the part weight and probability of flash formation. J. Manuf. Process. 2022, 79, 250–258. [Google Scholar] [CrossRef]
- Wang, M.-W.; Arifin, F.; Vu, V.-H. The study of optimal molding of a led lens with grey relational analysis and molding simulation. Period. Polytech. Mech. Eng. 2019, 63, 278–294. [Google Scholar] [CrossRef]
- Cao, Y.L.; Fan, X.Y.; Guo, Y.H.; Li, S.; Huang, H.Y. Multi-objective optimization of injection-molded plastic parts using entropy weight, random forest, and genetic algorithm methods. J. Polym. Eng. 2020, 40, 360–371. [Google Scholar] [CrossRef]
- Lockner, Y.; Hopmann, C.; Zhao, W. Transfer learning with artificial neural networks between injection molding processes and different polymer materials. J. Manuf. Process. 2022, 73, 395–408. [Google Scholar] [CrossRef]
- Párizs, R.D.; Török, D.; Ageyeva, T.; Kovács, J.G. Machine learning in injection molding: An industry 4.0 method of quality prediction. Sensors 2022, 22, 2704. [Google Scholar] [CrossRef]
- Bustillo, A.; Urbikain, G.; Perez, J.M.; Pereira, O.M.; Lopez de Lacalle, L.N. Smart optimization of a friction-drilling process based on boosting ensembles. J. Manuf. Syst. 2018, 48, 108–121. [Google Scholar] [CrossRef]
- Huang, M.-S. A novel clamping force searching method based on sensing tie-bar elongation for injection molding. Int. J. Heat Mass Transf. 2017, 109, 223–230. [Google Scholar] [CrossRef]
- Chen, J.-Y.; Liu, C.-Y.; Huang, M.-S. Enhancement of injection molding consistency by adjusting velocity/pressure switching time based on clamping force. Int. Polym. Process. 2019, 34, 564–572. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, Y.; Mao, T.; Zhou, H. Monitoring and dynamic control of quality stability for injection molding process. J. Mater. Process. Technol. 2017, 249, 358–366. [Google Scholar] [CrossRef]
- Yang, Y.; Gao, F. Injection molding product weight: Online prediction and control based on a nonlinear principal component regression model. Polym. Eng. Sci. 2006, 46, 540–548. [Google Scholar] [CrossRef]
- Chan, I.W.M.; Pinfold, M.; Kwong, C.K.; Szeto, W.H. A review of research, commercial software packages and patents on family mould layout design automation and optimisation. Int. J. Adv. Manuf. Technol. 2011, 57, 23–47. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, B.H. Automated design for the runner system of injection molds based on packing simulation. Polym.-Plast. Technol. Eng. 1996, 35, 147–168. [Google Scholar] [CrossRef]
- Park, H.; Rhee, B.; Cha, B.S. Variable-runner system for family mold filling balance. Solid State Phenom. 2006, 116–117, 96–101. [Google Scholar] [CrossRef]
- Zhou, Y.-G.; Chen, T.-Y. Combining foam injection molding with batch foaming to improve cell density and control cellular orientation via multiple gas dissolution and desorption processes. Polym. Adv. Technol. 2020, 31, 2136–2151. [Google Scholar] [CrossRef]
- Krizsma, S.; Suplicz, A. Comprehensive in-mold state monitoring of material jetting additively manufactured and machined aluminium injection moulds. J. Manuf. Process. 2022, 84, 1298–1309. [Google Scholar] [CrossRef]
- Ageyeva, T.; Horváth, S.; Kovács, J.G. In-mold sensors for injection molding: On the way to industry 4.0. Sensors 2019, 19, 3551. [Google Scholar] [CrossRef] [PubMed]
- Maderthaner, J.; Kugi, A.; Kemmetmuller, W. Part mass estimation strategy for injection molding machines. IFAC-Pap. 2020, 53, 10366–10371. [Google Scholar] [CrossRef]
- Su, C.-W.; Su, W.-J.; Cheng, F.-J.; Liou, G.-Y.; Hwang, S.-J.; Peng, H.-S.; Chu, H.-Y. Optimization process parameters and adaptive quality monitoring injection molding process for materials with different viscosity. Polym. Test. 2022, 109, 107526. [Google Scholar] [CrossRef]
- Huang, M.-S. Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J. Mater. Process. Technol. 2007, 183, 419–424. [Google Scholar] [CrossRef]
- Chen, J.-Y.; Hung, P.-H.; Huang, M.-S. Determination of process parameters based on cavity pressure characteristics to enhance quality uniformity in injection molding. Int. J. Heat Mass Transf. 2021, 180, 121788. [Google Scholar] [CrossRef]
- De Santis, D.; Pantani, R.; Speranza, V.; Titomanlio, G. Analysis of Shrinkage Development of a Semicrystalline Polymer during Injection Molding. Ind. Eng. Chem. Res. 2010, 49, 2469–2476. [Google Scholar] [CrossRef]
- Liao, S.J.; Chang, D.Y.; Chen, H.J.; Tsou, L.S.; Ho, J.R.; Yau, H.T.; Hsieh, W.H.; Wang, J.T.; Su, Y.C. Optimal Process Conditions of Shrinkage and Warpage of Thin-Wall Parts. Polym. Eng. Sci. 2004, 44, 917–928. [Google Scholar] [CrossRef]
- Chang, T.C.; Faison, E. Shrinkage behavior and optimization of injection molded parts studied by the taguchi method. Polym. Eng. Sci. 2004, 41, 703–710. [Google Scholar] [CrossRef]
- Mohan, M.; Ansari, M.N.M.; Shanks, R.A. Review on the Effects of Process Parameters on Strength, Shrinkage, and Warpage of Injection Molding Plastic Component. Polym.-Plast. Technol. Eng. 2016, 56, 1–12. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, G.; Wang, J.; Wang, G.; Zhang, W. Effects of process parameters on core-back foam injection molding process. Express Polym. Lett. 2019, 13, 390–405. [Google Scholar] [CrossRef]
- Li, X.; Ouyang, J.; Zhou, W. Simulations of Three-dimensional Thermal Residual Stress and Warpage in Injection Molding. Comput. Model. Eng. Sci. 2013, 96, 379–407. [Google Scholar]
- Barghash, M.A.; Alkaabneh, F.A. Shrinkage and Warpage Detailed Analysis and Optimization for the Injection Molding Process Using Multistage Experimental Design. Qual. Eng. 2014, 26, 319–334. [Google Scholar] [CrossRef]
- Min, B.H. A study on quality monitoring of injection-molded parts. J. Mater. Process. Technol. 2003, 136, 1–6. [Google Scholar] [CrossRef]
- Leo, V.; Cuvelliez, C. The effect of the packing parameters, gate geometry, and mold elasticity on the final dimensions of a molded part. Polym. Eng. Sci. 1996, 36, 1961–1971. [Google Scholar] [CrossRef]
- Pantani, R.; De Santis, F.; Brucato, V.; Titomanlio, G. Analysis of gate freeze-off time in injection molding. Polym. Eng. Sci. 2004, 44, 1–17. [Google Scholar] [CrossRef]
- Chen, J.-Y.; Yang, K.-J.; Huang, M.-S. Optimization of clamping force for low-viscosity polymer injection molding. Polym. Test. 2020, 90, 106700. [Google Scholar] [CrossRef]
- Xu, Y.; Liu, G.; Dang, K.; Fu, N.; Jiao, X.; Wang, J.; Xie, P.; Yang, W. A novel strategy to determine the optimal clamping force based on the clamping force change during injection molding. Polym. Eng. Sci. 2021, 61, 3170–3178. [Google Scholar] [CrossRef]
















| Processing Parameter | Values |
|---|---|
| Drying temperature and time | 80 °C for 4 h |
| Recommended melt temperature range | 220–280 °C |
| Recommended mold temperature range | 30–60 °C |
| Mechanical Properties | Values |
| Tensile stress at yield at 23 °C | 44 MPa |
| Tensile strain at yield at 23 °C | 2.4% |
| Charpy notched impact strength at 23 °C | 19 kJ/m2 |
| Values | |||||
|---|---|---|---|---|---|
| Process parameter | Exp. 01 | Exp. 02 | Exp. 03 | Exp. 04 | Exp. 05 |
| Clamping force, kN | - | 700 | 700 | 700 | 700 |
| Injection rate, cm3/s | 50 | 50 | 50 | - | 50 |
| Switchover control | Volume | Pressure | Volume | Volume | Volume |
| Switchover point, cm3 | 7 | - | - | 6 | 7 |
| Screw rotation speed, m/min | 15 | 15 | 15 | 15 | 15 |
| Back pressure, bar | 40 | 40 | 40 | 40 | 40 |
| Decompression, cm3 | 5 | 5 | 5 | 5 | 5 |
| Dose volume, cm3 | 26 | 26 | 26 | 26 | 26 |
| Holding pressure, bar | 600 | 0 | 0 | 600 | 600 |
| Holding time, s | 2 | 0 | 0 | 2 | - |
| Cooling time, s | 15 | 18 | 18 | 15 | 18 |
| Melt temperature, °C | 225 | 225 | 225 | - | 225 |
| Mold temperature, °C | 40 | 40 | 40 | 40 | 40 |
| Experiment Number | Changed Setting | Setting Levels |
|---|---|---|
| 01—clamping force | Clamping force, kN | 300/325/350/400/500/600/700/800/900/1000 |
| 02—pressure controlled SWOP | Switchover pressure limit on sensors, bar | 50/100/125/150 |
| 03—hybrid SWOP | Switch over volume, cm3 | 9.0/8.0/7.0/6.8/6.6/6.4/6.2 |
| 04—imbalance | Melt temperature, °C | 215/225/235 |
| injection rate, cm3/s | 10/20/35/50/65/80/110 | |
| 05—gate freeze-off | Holding time, s | 0.00/0.25/0.50/0.75/1.00/1.25/1.50/ 1.75/2.00/2.25/2.50/2.75/3.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Párizs, R.D.; Török, D.; Ageyeva, T.; Kovács, J.G. Multiple In-Mold Sensors for Quality and Process Control in Injection Molding. Sensors 2023, 23, 1735. https://doi.org/10.3390/s23031735
Párizs RD, Török D, Ageyeva T, Kovács JG. Multiple In-Mold Sensors for Quality and Process Control in Injection Molding. Sensors. 2023; 23(3):1735. https://doi.org/10.3390/s23031735
Chicago/Turabian StylePárizs, Richárd Dominik, Dániel Török, Tatyana Ageyeva, and József Gábor Kovács. 2023. "Multiple In-Mold Sensors for Quality and Process Control in Injection Molding" Sensors 23, no. 3: 1735. https://doi.org/10.3390/s23031735
APA StylePárizs, R. D., Török, D., Ageyeva, T., & Kovács, J. G. (2023). Multiple In-Mold Sensors for Quality and Process Control in Injection Molding. Sensors, 23(3), 1735. https://doi.org/10.3390/s23031735