

An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools

 , ,
, ,  ,
, 
Abstract
:1. Introduction
- This study designs two experiments to develop an appropriate prediction model for time-series data on lathe machine tools.
- This study designs a combination of genetic algorithm (GA) and the LSTM model to improve the accuracy of predicting thermal displacement in turning machine tools.
- This study compares multiple time-series models using the same set of lathe data and integrates their final prediction results.
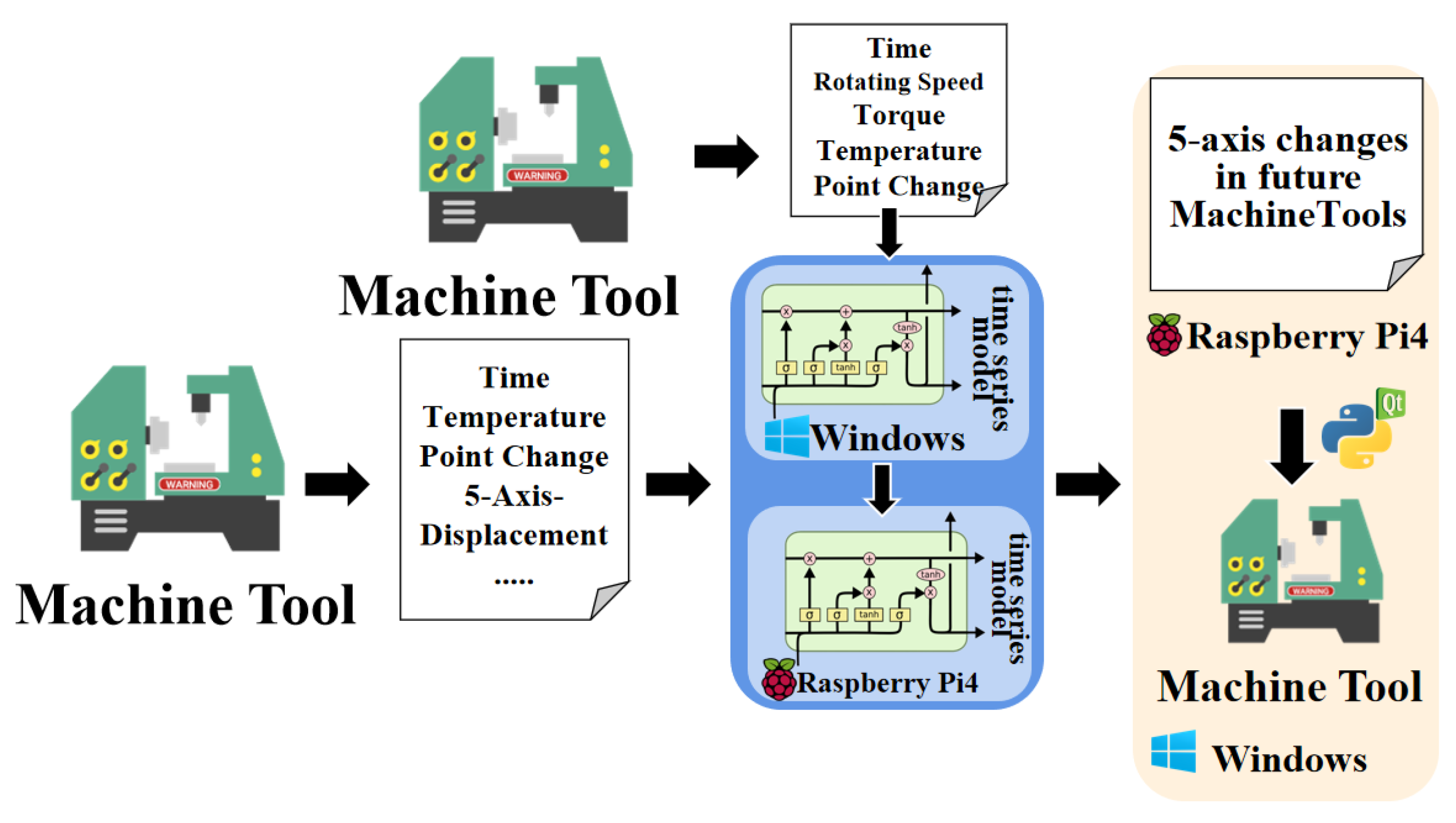
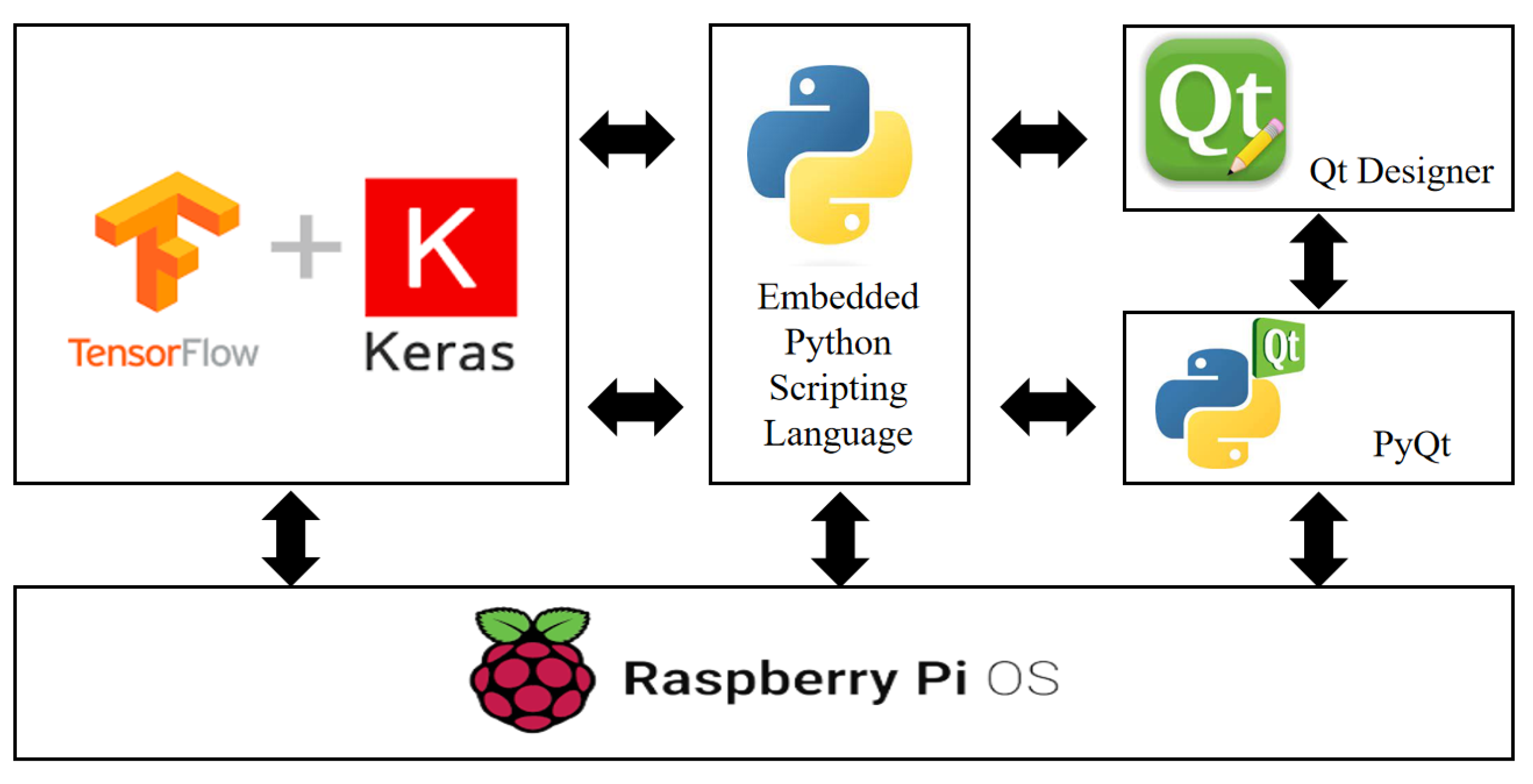
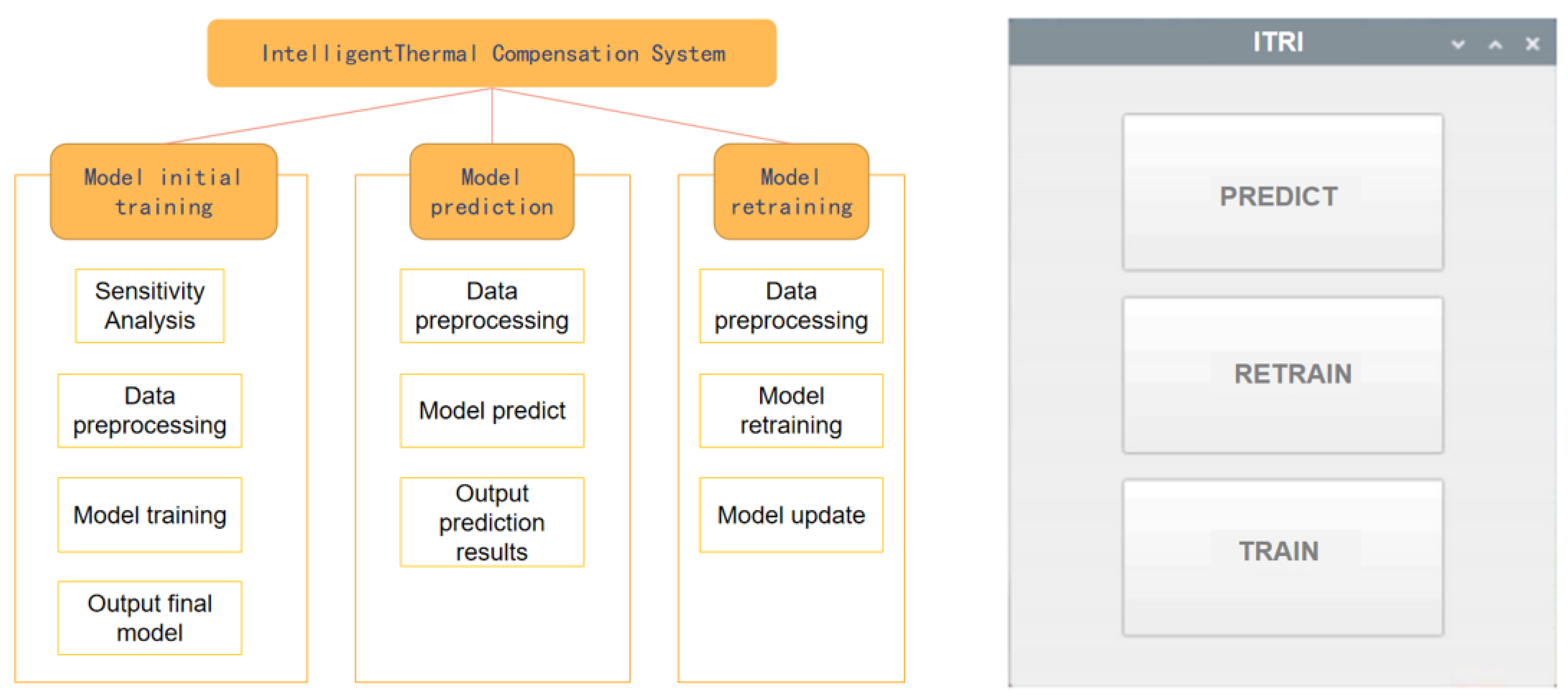
- This study develops an intelligent compensation system for thermal displacement in machine tools using Qt Creator and runs the system on the edge computing side of the Raspberry Pi and the cloud computing side of Windows operating systems.
2. Background Review and Related Works
2.1. Edge Computing
2.2. Thermal Compensation
2.3. Time-Series Model
2.4. Related Works
3. Research Methodology and Framework
3.1. Research Framework
3.2. Data Preprocessing
3.3. AI Model for Experiment 1
3.4. AI Model for Experiment 2
3.5. GA-LSTM
4. Experimental Procedures
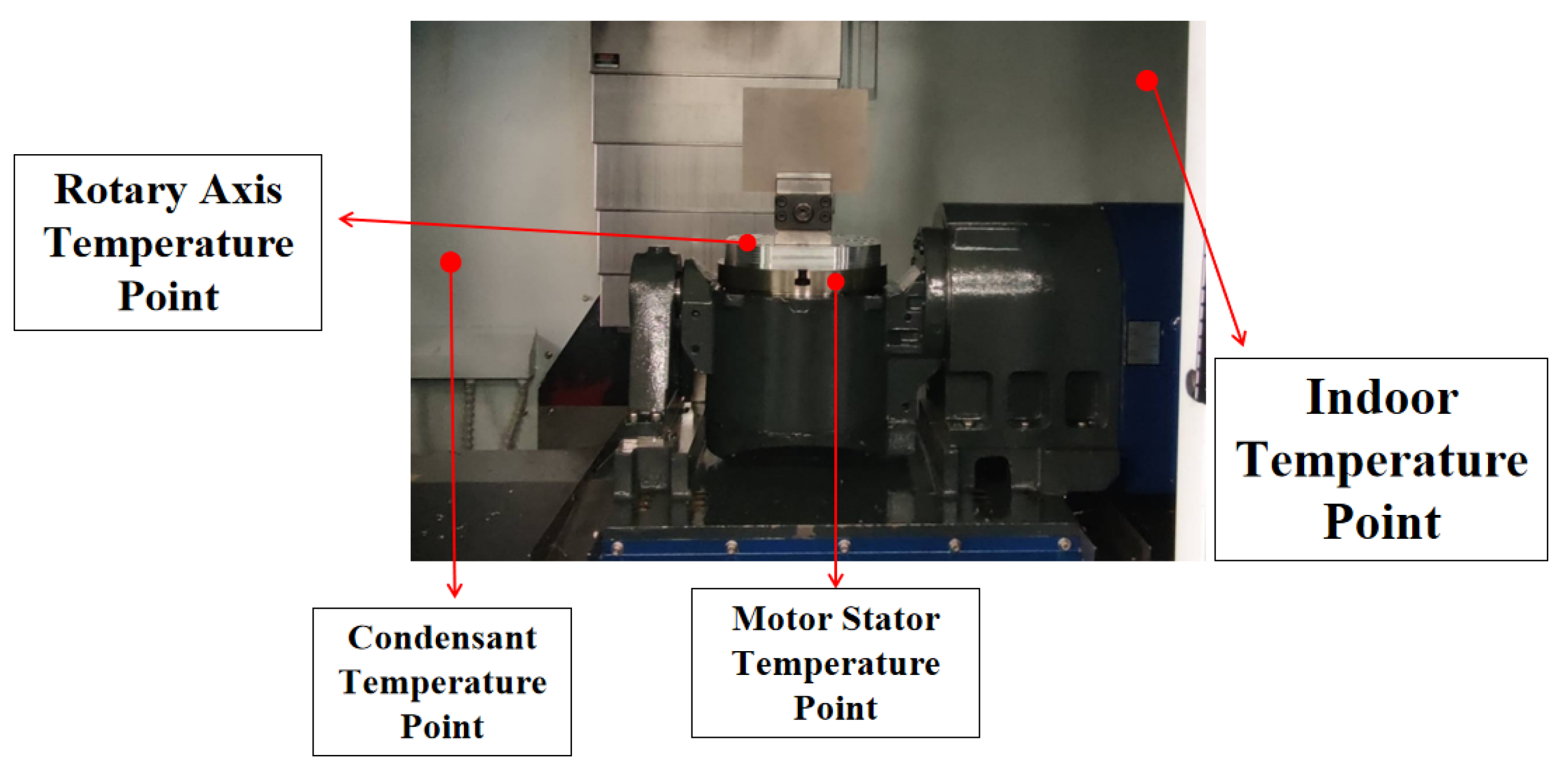
4.1. Experimental Environments
4.2. Experimental 1
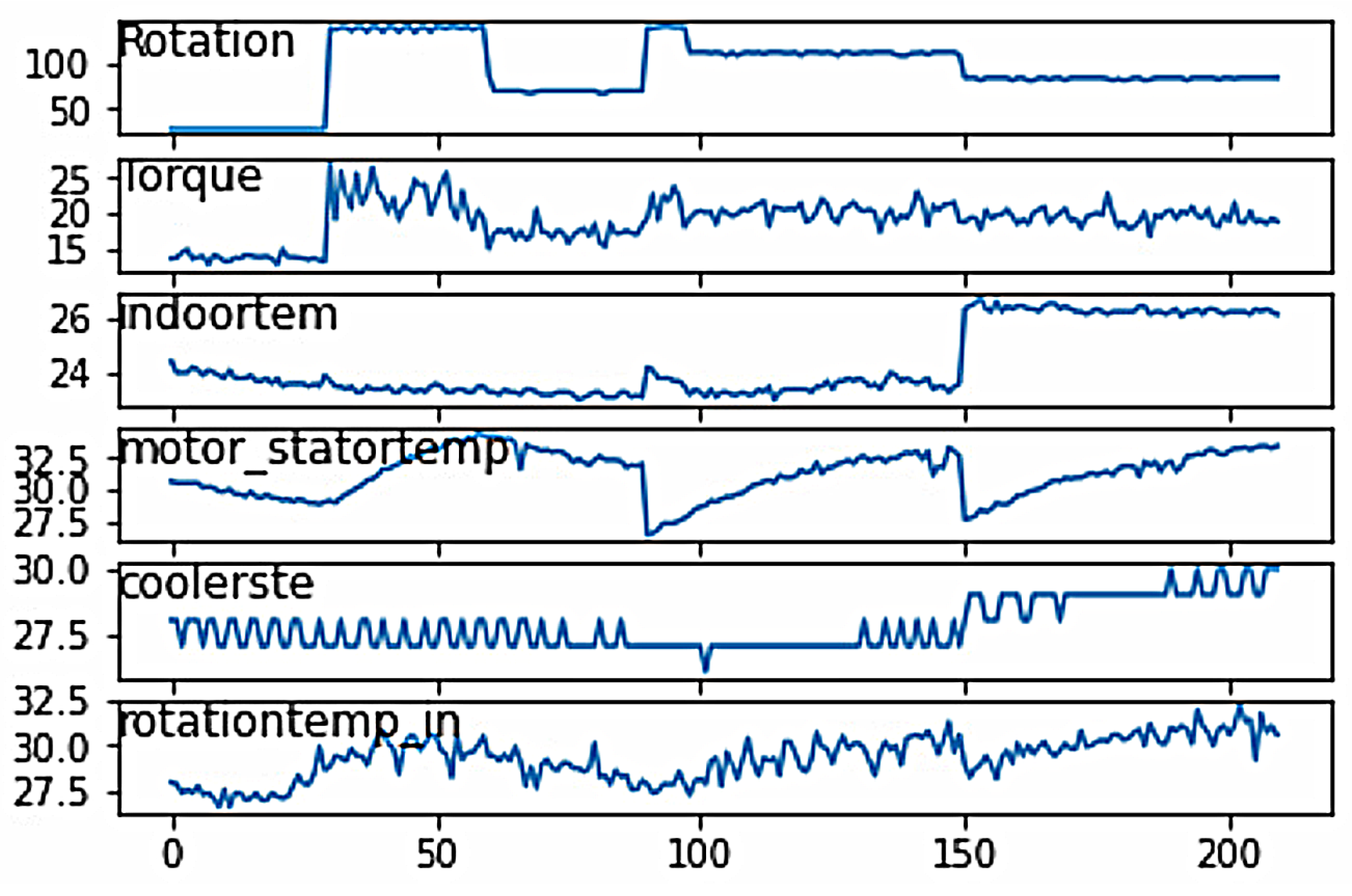
4.2.1. Dataset Introduction
4.2.2. Data Preprocessing
4.3. Experimental 2
Dataset Introduction
5. Research Results and Discussion
5.1. Experiment 1 Results
5.2. Experiment 2 Results
5.3. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jazdi, N. Cyber physical systems in the context of Industry 4.0. In Proceedings of the 2014 IEEE International Conference on Automation, Quality and Testing, Robotics, Cluj-Napoca, Romania, 22–24 May 2014; pp. 1–4. [Google Scholar]
- Konstantinidis, F.K.; Myrillas, N.; Mouroutsos, S.G.; Koulouriotis, D.; Gasteratos, A. Assessment of industry 4.0 for modern manufacturing ecosystem: A systematic survey of surveys. Machines 2022, 10, 746. [Google Scholar] [CrossRef]
- Moosavi, J.; Bakhshi, J.; Martek, I. The application of industry 4.0 technologies in pandemic management: Literature review and case study. Healthc. Anal. 2021, 1, 100008. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Wan, J.; Celesti, A.; Li, D.; Abbas, H.; Zhang, Q. Edge computing in IoT-based manufacturing. IEEE Commun. Mag. 2018, 56, 103–109. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Da Silva, R.B.; Çakir, O. Surface integrity of finished turned Ti–6Al–4V alloy with PCD tools using conventional and high pressure coolant supplies. Int. J. Mach. Tools Manuf. 2007, 47, 884–891. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Myrillas, N.; Tsintotas, K.A.; Mouroutsos, S.G.; Gasteratos, A. A technology maturity assessment framework for industry 5.0 machine vision systems based on systematic literature review in automotive manufacturing. Int. J. Prod. Res. 2023, 1–37. [Google Scholar] [CrossRef]
- Ren, S.; Kim, J.S.; Cho, W.S.; Soeng, S.; Kong, S.; Lee, K.H. Big data platform for intelligence industrial IoT sensor monitoring system based on edge computing and AI. In Proceedings of the 2021 International Conference on Artificial Intelligence in Information and Communication (ICAIIC), Jeju Island, Republic of Korea, 13–16 April 2021; pp. 480–482. [Google Scholar]
- Sun, W.; Liu, J.; Yue, Y. AI-enhanced offloading in edge computing: When machine learning meets industrial IoT. IEEE Netw. 2019, 33, 68–74. [Google Scholar] [CrossRef]
- Trinks, S.; Felden, C. Edge computing architecture to support real time analytic applications: A state-of-the-art within the application area of smart factory and industry 4.0. In Proceedings of the 2018 IEEE International Conference on Big Data (Big Data), Seattle, WA, USA, 10–13 December 2018; pp. 2930–2939. [Google Scholar]
- Azeem, M.; Haleem, A.; Javaid, M. Symbiotic relationship between machine learning and Industry 4.0: A review. J. Ind. Integr. Manag. 2022, 7, 401–433. [Google Scholar] [CrossRef]
- Totu, A.; Saito, K.; Tabacaru, M. Mazak-Intelligent Machine Tools. In Proceedings of the 16th International Conference on Manufacturing Systems—ICMaS, Bucharest, Romania, 2 November 2007; pp. 69–72. [Google Scholar]
- Mikron. 2023. Available online: https://www.mikron.com/ (accessed on 6 February 2023).
- Zhou, X.; Hu, Y.; Liang, W.; Ma, J.; Jin, Q. Variational LSTM enhanced anomaly detection for industrial big data. IEEE Trans. Ind. Inform. 2020, 17, 3469–3477. [Google Scholar] [CrossRef]
- Ren, L.; Wang, T.; Laili, Y.; Zhang, L. A data-driven self-supervised LSTM-DeepFM model for industrial soft sensor. IEEE Trans. Ind. Inform. 2021, 18, 5859–5869. [Google Scholar] [CrossRef]
- Mateus, B.C.; Mendes, M.; Farinha, J.T.; Cardoso, A.M. Anticipating future behavior of an industrial press using LSTM networks. Appl. Sci. 2021, 11, 6101. [Google Scholar] [CrossRef]
- Alazab, M.; Khan, S.; Krishnan, S.S.R.; Pham, Q.V.; Reddy, M.P.K.; Gadekallu, T.R. A multidirectional LSTM model for predicting the stability of a smart grid. IEEE Access 2020, 8, 85454–85463. [Google Scholar] [CrossRef]
- Liu, B.; Song, C.; Wang, Q.; Wang, Y. Forecasting of China’s solar PV industry installed capacity and analyzing of employment effect: Based on GRA-BiLSTM model. Environ. Sci. Pollut. Res. 2022, 29, 4557–4573. [Google Scholar] [CrossRef] [PubMed]
- Lan, M.; Luo, J.; Chai, S.; Chai, R.; Zhang, C.; Zhang, B. A novel industrial intrusion detection method based on threshold-optimized CNN-BiLSTM-Attention using ROC curve. In Proceedings of the 2020 39th Chinese Control Conference (CCC), Shenyang, China, 27–29 July 2020; pp. 7384–7389. [Google Scholar]
- Prihatno, A.T.; Nurcahyanto, H.; Ahmed, M.F.; Rahman, M.H.; Alam, M.M.; Jang, Y.M. Forecasting PM2.5 concentration using a single-dense layer bilstm method. Electronics 2021, 10, 1808. [Google Scholar] [CrossRef]
- Çavdar, T.; Ebrahimpour, N.; Kakız, M.T.; Günay, F.B. Decision-making for the anomalies in IIoTs based on 1D convolutional neural networks and Dempster–Shafer theory (DS-1DCNN). J. Supercomput. 2023, 79, 1683–1704. [Google Scholar] [CrossRef]
- Liang, Y.; Li, W.; Lou, P.; Hu, J. Thermal error prediction for heavy-duty CNC machines enabled by long short-term memory networks and fog-cloud architecture. J. Manuf. Syst. 2022, 62, 950–963. [Google Scholar] [CrossRef]
- Gui, H.; Liu, J.; Ma, C.; Li, M.; Wang, S. New mist-edge-fog-cloud system architecture for thermal error prediction and control enabled by deep-learning. Eng. Appl. Artif. Intell. 2022, 109, 104626. [Google Scholar] [CrossRef]
- Guo, J.; Xiong, Q.; Chen, J.; Miao, E.; Wu, C.; Zhu, Q.; Yang, Z.; Chen, J. Study of static thermal deformation modeling based on a hybrid CNN-LSTM model with spatiotemporal correlation. Int. J. Adv. Manuf. Technol. 2022, 119, 2601–2613. [Google Scholar] [CrossRef]
- Kuo, P.H.; Chen, Y.W.; Hsieh, T.H.; Jywe, W.Y.; Yau, H.T. A Thermal Displacement Prediction System with an Automatic LRGTVAC-PSO Optimized Branch Structured Bidirectional GRU Neural Network. IEEE Sens. J. 2023, 23, 12574–12586. [Google Scholar] [CrossRef]
- Kuo, P.H.; Chen, S.C.; Lee, C.H.; Luan, P.C.; Yau, H.T. Ensemble Model for Spindle Thermal Displacement Prediction of Machine Tools. Comput. Model. Eng. Sci. 2023, 137, 319–343. [Google Scholar] [CrossRef]
- Liu, Y.C.; Li, K.Y.; Tsai, Y.C. Spindle thermal error prediction based on LSTM deep learning for a CNC machine tool. Appl. Sci. 2021, 11, 5444. [Google Scholar] [CrossRef]
- Liu, J.; Ma, C.; Gui, H.; Wang, S. Thermally-induced error compensation of spindle system based on long short term memory neural networks. Appl. Soft Comput. 2021, 102, 107094. [Google Scholar] [CrossRef]
- Nguyen, D.K.; Huang, H.C.; Feng, T.C. Prediction of Thermal Deformation and Real-Time Error Compensation of a CNC Milling Machine in Cutting Processes. Machines 2023, 11, 248. [Google Scholar] [CrossRef]
- Zeng, S.; Ma, C.; Liu, J.; Li, M.; Gui, H. Sequence-to-sequence based LSTM network modeling and its application in thermal error control framework. Appl. Soft Comput. 2023, 138, 110221. [Google Scholar] [CrossRef]
- Ji, T.; Sivakumar, A.N.; Chowdhary, G.; Driggs-Campbell, K. Proactive anomaly detection for robot navigation with multi-sensor fusion. IEEE Robot. Autom. Lett. 2022, 7, 4975–4982. [Google Scholar] [CrossRef]
- Lee, M.C.; Lin, J.C.; Gan, E.G. ReRe: A lightweight real-time ready-to-go anomaly detection approach for time series. In Proceedings of the 2020 IEEE 44th Annual Computers, Software, and Applications Conference (COMPSAC), Madrid, Spain, 13–17 July 2020; pp. 322–327. [Google Scholar]
- Gupta, S.; Muthiyan, N.; Kumar, S.; Nigam, A.; Dinesh, D.A. A supervised deep learning framework for proactive anomaly detection in cloud workloads. In Proceedings of the 2017 14th IEEE India Council International Conference (INDICON), Roorkee, India, 15–17 December 2017; pp. 1–6. [Google Scholar]
- Spantideas, S.; Giannopoulos, A.; Cambeiro, M.A.; Trullols-Cruces, O.; Atxutegi, E.; Trakadas, P. Intelligent Mission Critical Services over Beyond 5G Networks: Control Loop and Proactive Overload Detection. In Proceedings of the 2023 International Conference on Smart Applications, Communications and Networking (SmartNets), Istanbul, Turkiye, 25–27 July 2023; pp. 1–6. [Google Scholar]
- Wang, Q.; Bu, S.; He, Z. Achieving predictive and proactive maintenance for high-speed railway power equipment with LSTM-RNN. IEEE Trans. Ind. Inform. 2020, 16, 6509–6517. [Google Scholar] [CrossRef]
- Psarommatis, F.; May, G.; Azamfirei, V.; Konstantinidis, F. Optimizing efficiency and zero-defect manufacturing with in-process inspection: Challenges, benefits, and aerospace application. Procedia Comput. Sci. 2024, 232, 2857–2866. [Google Scholar] [CrossRef]
- Barnes, J. Azure machine learning. In Microsoft Azure Essentials; Microsoft: Raymond, WA, USA, 2015; pp. 1–237. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine Tool | Operating Conditions |
|---|---|
| Tool 1 | Spray water to heat 10 degrees |
| Tool 1 | Spindle 2350RPM-turn 8 stop 2 |
| Tool 1 | Water spray heating 10 degrees-spindle 2350RPM-turn 8 stop 2 |
| Tool 2 | Room temperature plus 15 degrees |
| Tool 2 | Room temperature plus 15 degrees-spindle 2350RPM-turn 8 stop 2 |
| Tool 2 | Room temperature plus 15 degrees-water spray heating 10 degrees |
| Tool 2 | Room temperature 20 degrees-spindle 2350RPM machine |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kristiani, E.; Wang, L.-Y.; Liu, J.-C.; Huang, C.-K.; Wei, S.-J.; Yang, C.-T. An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools. Sensors 2024, 24, 2531. https://doi.org/10.3390/s24082531
Kristiani E, Wang L-Y, Liu J-C, Huang C-K, Wei S-J, Yang C-T. An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools. Sensors. 2024; 24(8):2531. https://doi.org/10.3390/s24082531
Chicago/Turabian StyleKristiani, Endah, Lu-Yan Wang, Jung-Chun Liu, Cheng-Kai Huang, Shih-Jie Wei, and Chao-Tung Yang. 2024. "An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools" Sensors 24, no. 8: 2531. https://doi.org/10.3390/s24082531
APA StyleKristiani, E., Wang, L.-Y., Liu, J.-C., Huang, C.-K., Wei, S.-J., & Yang, C.-T. (2024). An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools. Sensors, 24(8), 2531. https://doi.org/10.3390/s24082531