A Micromachined Capacitive Pressure Sensor Using a Cavity-Less Structure with Bulk-Metal/Elastomer Layers and Its Wireless Telemetry Application


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
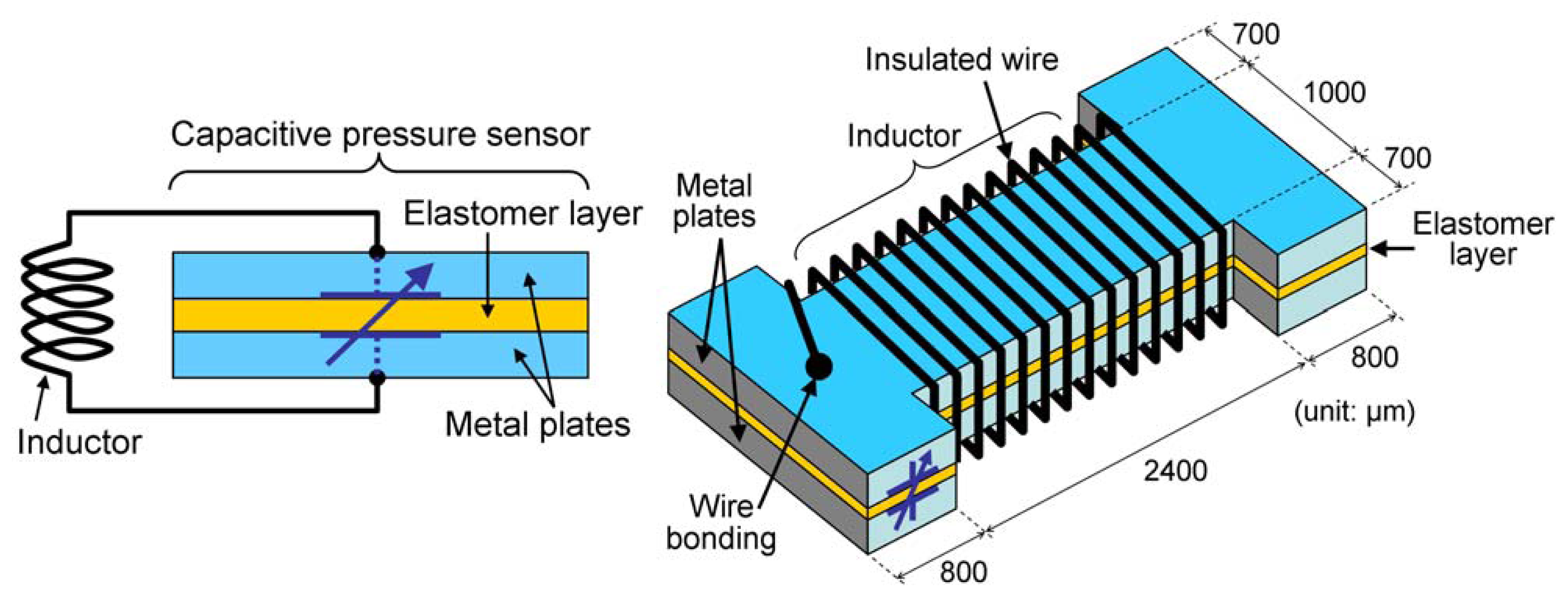
2. Device Principle and Design
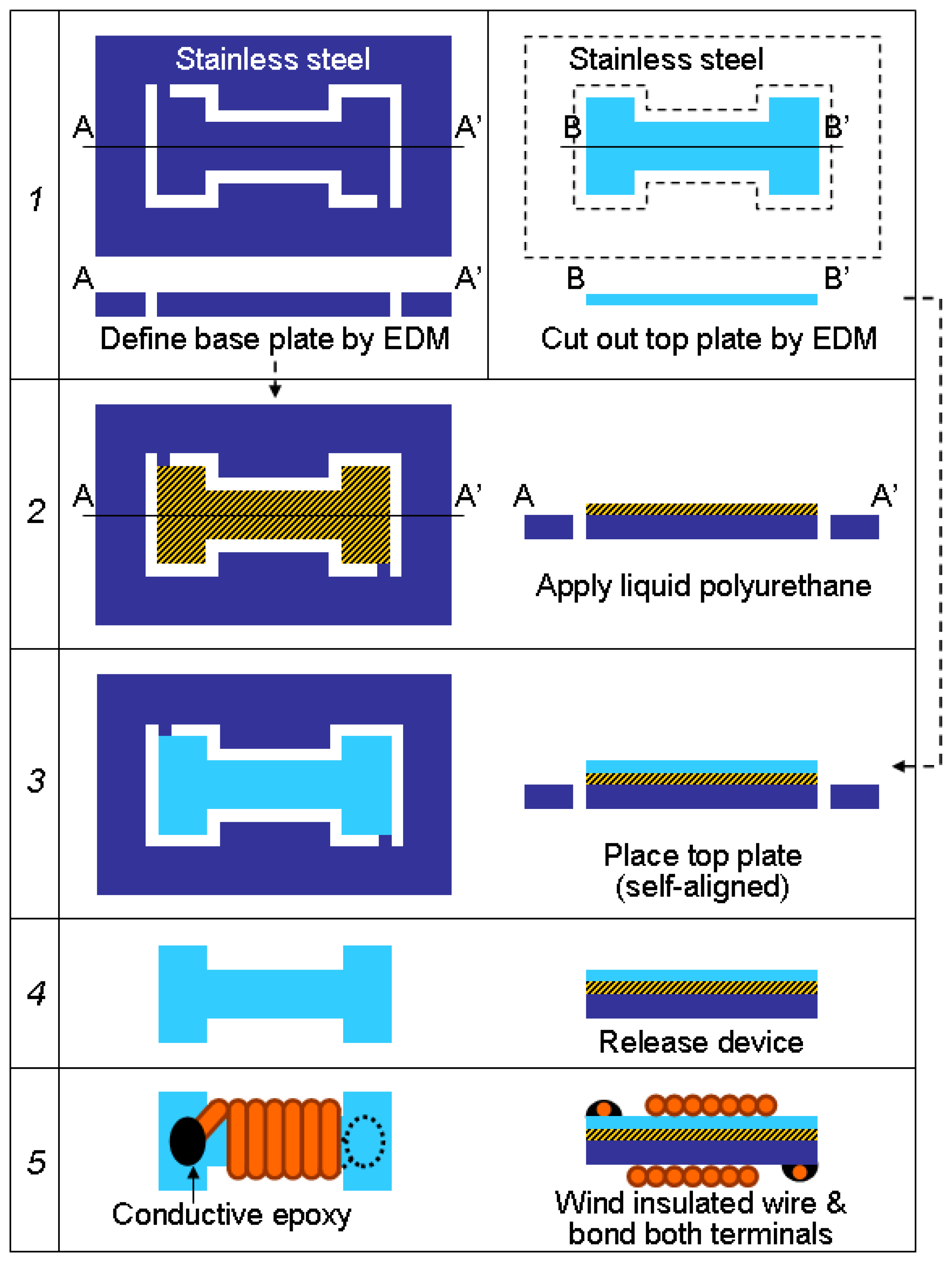
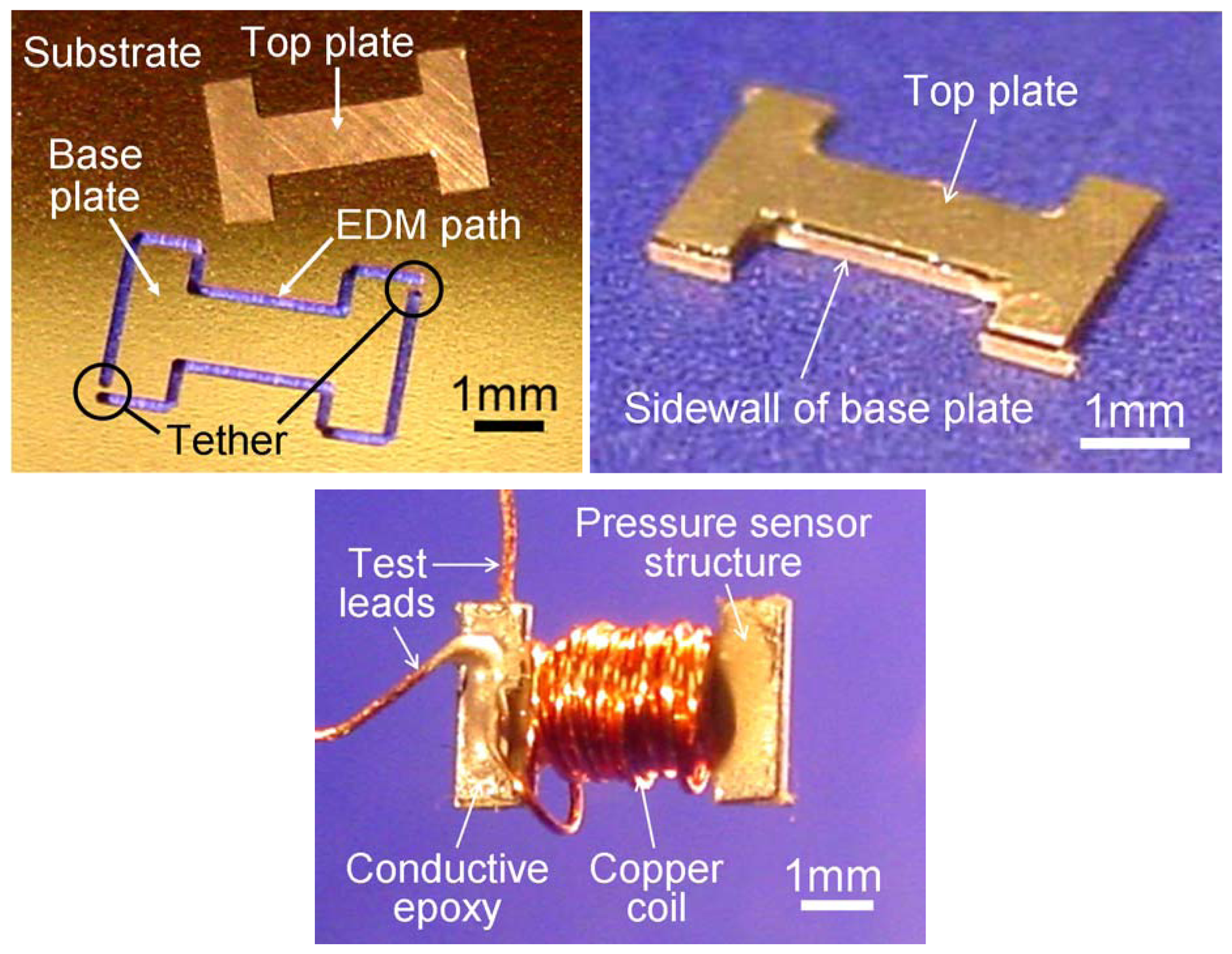
3. Fabrication
4. Experimental Results
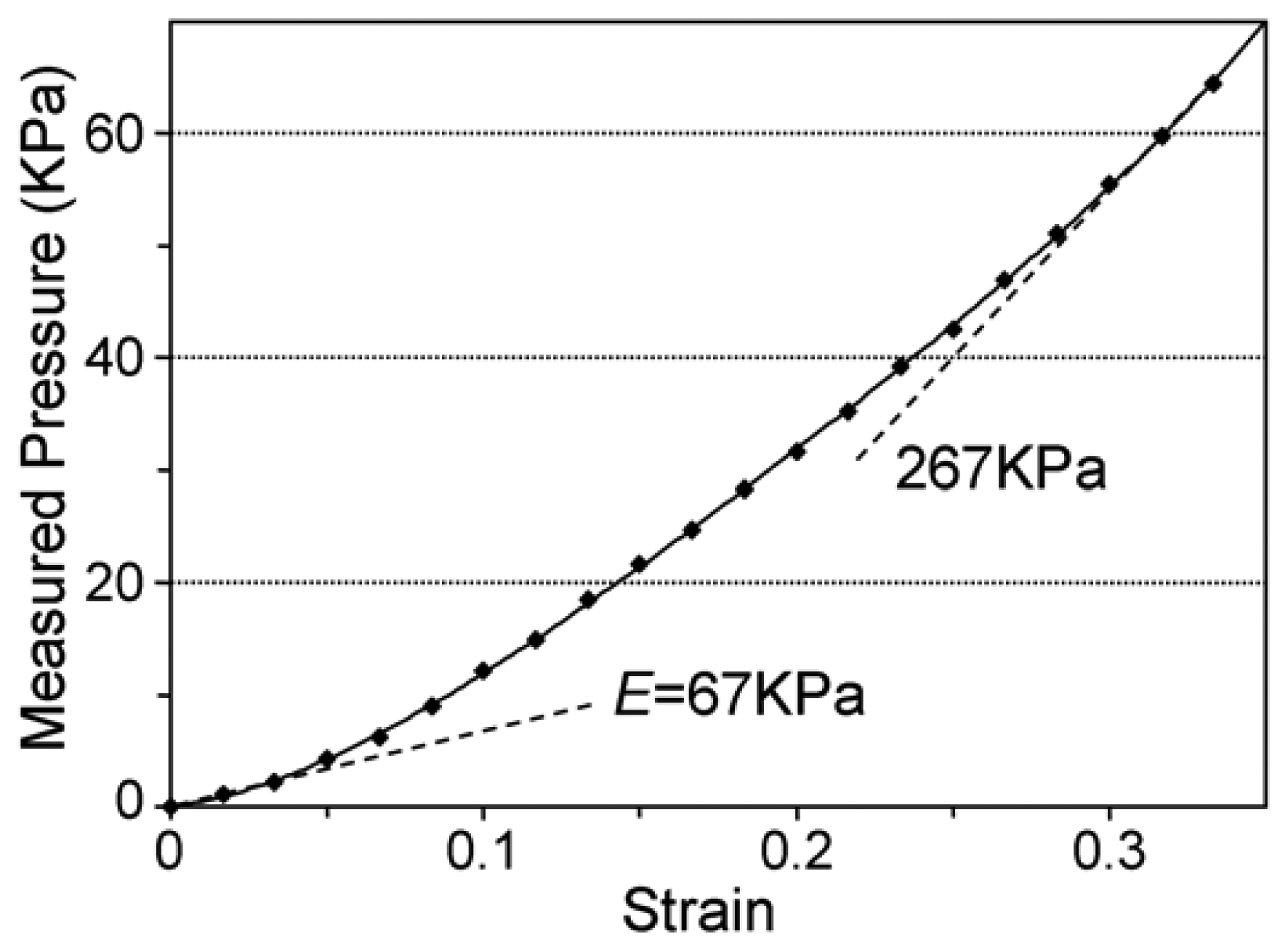
4.1. Measurement of Young's Modulus of Polyurethane Elastomer
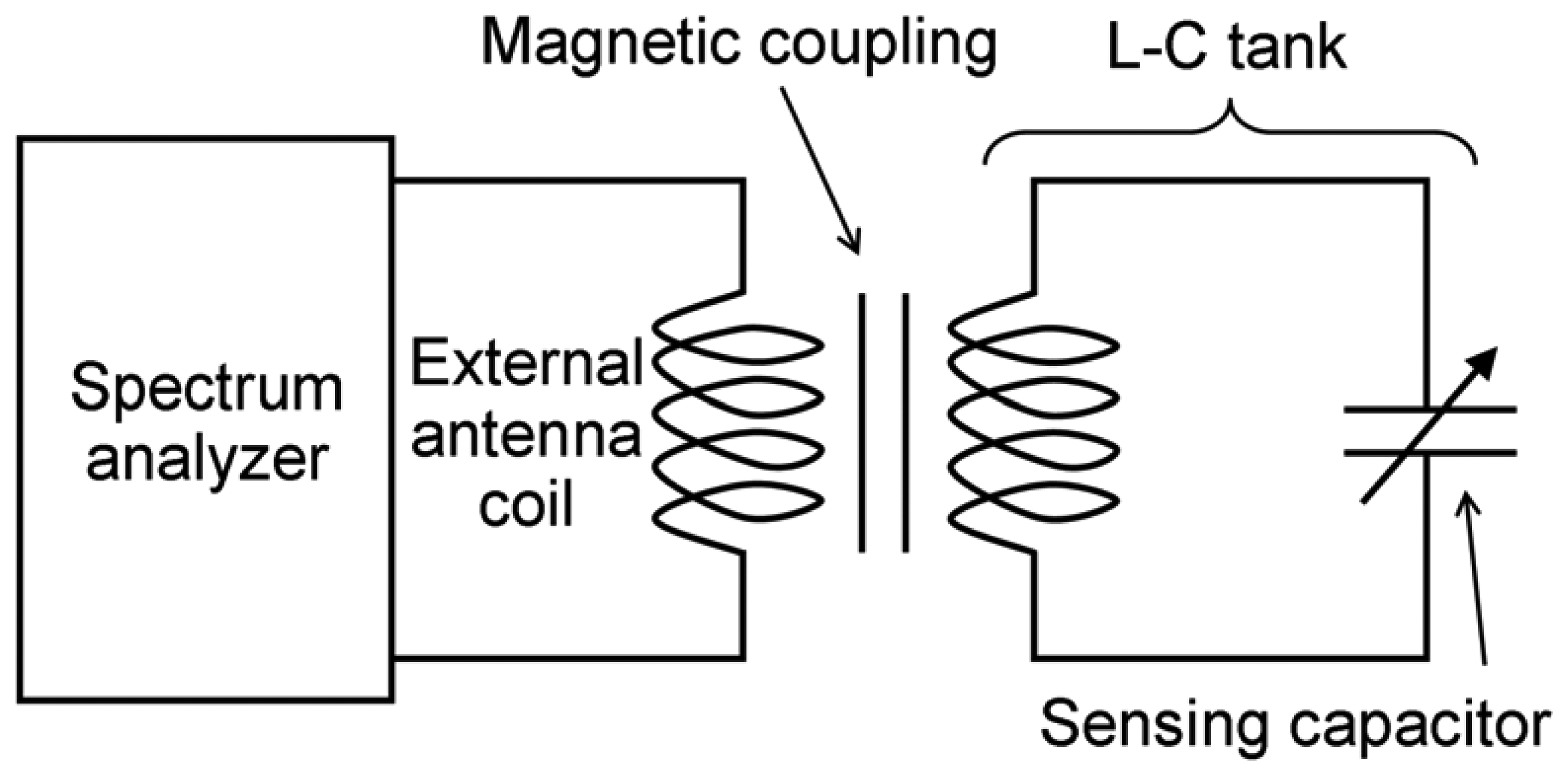
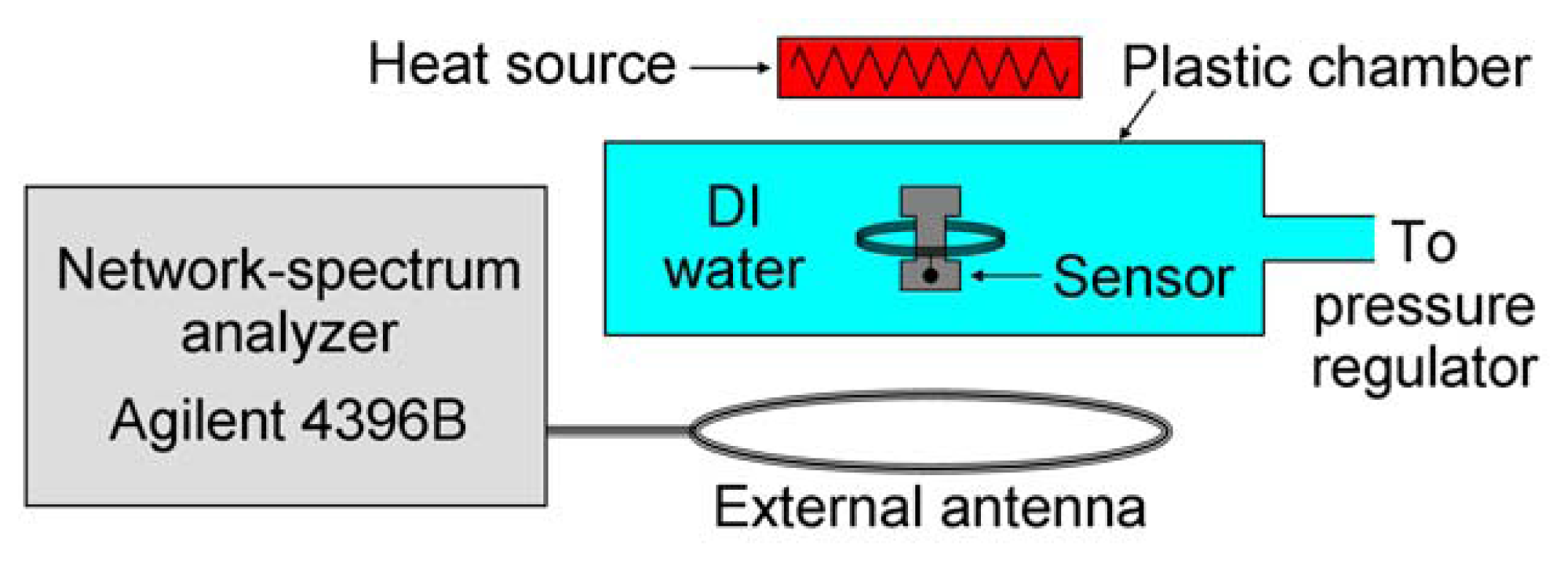
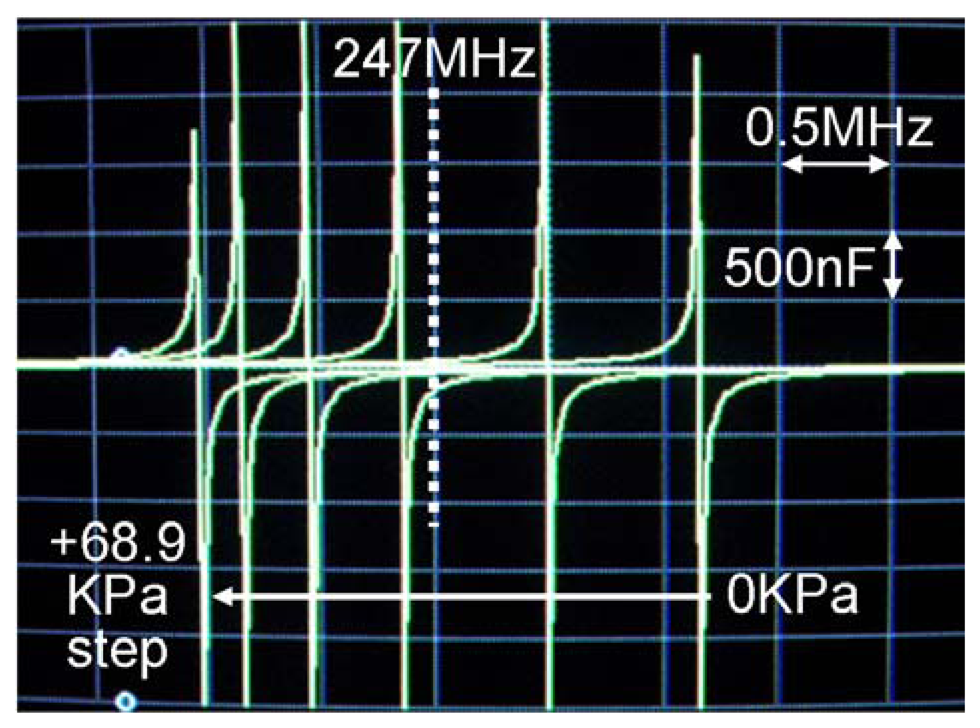
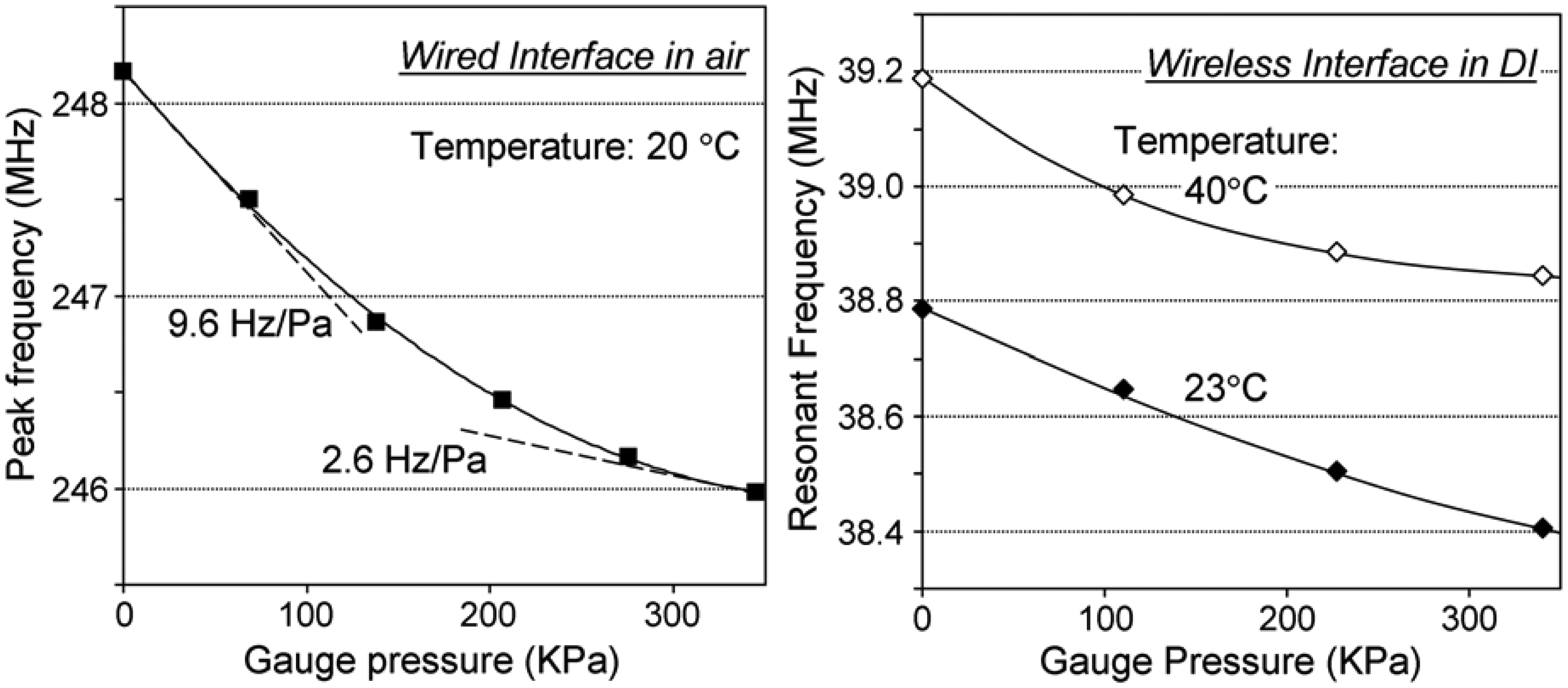
4.2. Characterization of the L-C tanks and Wireless Sensing Tests
5. Theoretical Analysis of the Experimental Results
6. Discussion
7. Conclusions
Acknowledgments
References and Notes
- DeHennis, A.D.; Wise, K.D. A wireless microsystem for the remote sensing of pressure, temperature, and relative humidity. IEEE/ASME J. Microelectromech. Syst. 2005, 14(1), 12–22. [Google Scholar]
- Shina, K.H.; Moona, C.R.; Leeb, T.H.; Limb, C.H.; Kimb, Y.J. Flexible wireless pressure sensor module. Sensor. Actuator. 2005, A 123-124, 30–35. [Google Scholar]
- Fonseca, M.A.; English, J.M.; von Arx, M.; Allen, M.G. Wireless micromachined ceramic pressure sensor for high-temperature applications. IEEE/ASME J. Microelectromech. Syst. 2002, 11(4), 337–343. [Google Scholar]
- Chau, H.; Wise, K.D. An ultraminiature solid-state pressure sensor for a cardiovascular catheter. IEEE Trans. Electron Dev. 1988, 35(12), 2355–2362. [Google Scholar]
- Ko, W.H.; Wang, Q. Touch mode capacitive pressure sensors for industrial applications. IEEE Int. Conf. Micro Elec. Mech. Syst. (MEMS) 1997, 284–289. [Google Scholar]
- Chavan, A.V.; Wise, K.D. A batch-processed vacuum-sealed capacitive pressure sensor. IEEE Int. Conf. Solid-State Sensor. Actuator. 1997, 1449–1451. [Google Scholar]
- Gogoi, B.; Mastrangelo, C.H. A low voltage force-balanced pressure sensor with hermetically sealed servomechanism. IEEE Int. Conf. Micro Elec. Mech. Syst. (MEMS) 1999, 493–498. [Google Scholar]
- Park, J.S.; Gianchandani, Y.B. A servo-controlled capacitive pressure sensor using a capped-cylinder structure microfabricated by a three-mask process. IEEE/ASME J. Microelectromech. Syst. 2003, 12(2), 209–220. [Google Scholar]
- Herber, S.; Eijkel, J.; Olthuis, W.; Bergveld, P.; van den Berg, A. Study of chemically induced pressure generation of hydrogels under isochoric conditions using a microfabricated device. J. Chem. Phys. 2004, 121(6), 2746–2751. [Google Scholar]
- Lei, M.; Choi, W.; Siegel, R.A.; Ziaie, B. An ultrasensitive microsensor based on self-aligned dry-patterned environmentally sensitive hydrogels. IEEE Int. Conf. Solid-State Sensor. Actuator. Microsyst. (Transducers) 2005, 1824–1827. [Google Scholar]
- Ashruf, C.M.A. Thin flexible pressure sensors. Sensor Review 2002, 22(4), 322–327. [Google Scholar]
- Kolle, C.; Scherr, W.; Hammerschmidt, D.; Pichler, G.; Motz, M.; Schaffer, B.; Forster, B.; Ausserlechner, U. Ultra low-power monolithically integrated, capacitive pressure sensor for tire pressure monitoring. IEEE Int. Conf. Sensors 2004, 1, 244–247. [Google Scholar]
- Magjarevic, R.; Ferek-Petric, B.; Lopandic, K. Biofeedback in rehabilitation of anal sphincter muscles. IEEE Int. Conf. Eng. Med. Biol. Soc. (EMBS) 2000, 423–426. [Google Scholar]
- Zhang, Y.; Tan, X.; Chen, W.; Zhang, G.; Liu, X. Study of MEMS packaging technology. IEEE Int. Conf. Electron. Packag. Technol. 2005, 643–646. [Google Scholar]
- Cohn, M.N.; Roehnelt, R.; Xu, J.; Shteinberg, A.; Cheung, S. MEMS packaging on a budget (fiscal and thermal). IEEE Int. Conf. Electron. Circ. Syst. 2002, 1, 287–290. [Google Scholar]
- Takahata, K.; Gianchandani, Y.B. A micromachined polyurethane/stainless-steel capacitive pressure sensor without cavity and diaphragm. IEEE Int. Conf. Solid-State Sensor. Actuator. Microsyst. (Transducers) 2005, 483–486. [Google Scholar]
- Takahata, K.; Gianchandani, Y.B. Bulk-metal-based MEMS fabricated by micro-electro-discharge machining. IEEE Can. Conf. Elect. Comput. Eng. (CCECE) 2007, 1–4. [Google Scholar]
- Hill, J.M.; Lee, A.I. Large elastic compression of finite rectangular blocks of rubber. Q. J. Mech. Appl. Math. 1989, 42(2), 267–287. [Google Scholar]
- Cheng, Z.Y.; Gross, S.; Su, J.; Zhang, Q.M. Pressure-temperature study of dielectric relaxation of a polyurethane elastomer. J. Polymer Sci. B Polymer Phys. 1999, 37(10), 983–990. [Google Scholar]
- Masaki, T.; Kawata, K.; Masuzawa, T. Micro electro-discharge machining and its applications. IEEE Micro Elec. Mech. Syst. (MEMS) 1990, 21–26. [Google Scholar]
- Lamba, N.; Woodhouse, K.; Cooper, S.L. Polyurethanes in Biomedical Applications; CRC Press: Florida, 1998. [Google Scholar]
- Engel, J.M.; Chen, J.; Bullen, D.; Liu, C. Polyurethane rubber as a MEMS material: Characterization and demonstration of an all-polymer two-axis artificial hair cell flow sensor. IEEE Int. Conf. Micro Elec. Mech. Syst. (MEMS) 2005, 279–282. [Google Scholar]
- Arias, F.; Oliver, S.R.J.; Xu, B.; Holmlin, R.E.; Whitesides, G.M. Fabrication of metallic heat exchangers using sacrificial polymer mandrils. IEEE/ASME J. Microelectromech. Syst. 2001, 10(1), 107–112. [Google Scholar]
- Campolo, D.; Jones, S.; Fearing, R.S. Fabrication of gecko foot-hair like nano structures and adhesion to random rough surfaces. IEEE Nano 2003, 2, 856–859. [Google Scholar]
- Finkenzeller, K. RFID Handbook: Fundamentals and Applications in Contactless Smart Cards and Identification, 2nd ed.; John Wiley & Sons: New York, 2003; pp. 70–71. [Google Scholar]
- Su, J.; Zhang, Q.M.; Kim, C.H.; Ting, R.Y.; Capps, R. Effects of transitional phenomena on the electric field induced strain-electrostrictive response of a segmented polyurethane elastomer. J. Appl. Poly. Sci. 1997, 65(7), 1363–1370. [Google Scholar]
- Holownia, B.P. Compression of bonded rubber blocks. J. Strain Anal. 1971, 6(2), 121–123. [Google Scholar]
- Gianchandani, Y.B.; Wilson, C.G.; Park, J. Micromachined pressure sensors: Devices, interface circuits, and performance limits. In The MEMS Handbook Second Edition: MEMS Applications; Gad-el-Hak, M., Ed.; CRC Press: Florida, 2006; Chapter 3. [Google Scholar]
- Agostini, G.; Corvasce, F.G. Tire with low thermal expansion component. United States Patent Application 2007. No. 20070074801. [Google Scholar]
- Fontaine, A.B.; Koelling, K.; Passos, S.D.; Cearlock, J.; Hoffman, R.; Spigos, D.G. Polymeric surface modifications of tantalum stents. J. Endovasc. Surg. 1996, 3(3), 276–283. [Google Scholar]
- Takahata, K.; Gianchandani, Y.B. Batch mode micro-electro-discharge machining. IEEE/ASME J. Microelectromech. Syst. 2002, 11(2), 102–110. [Google Scholar]










© 2008 by MDPI (http://www.mdpi.org). Reproduction is permitted for noncommercial purposes.
Share and Cite
Takahata, K.; Gianchandani, Y.B. A Micromachined Capacitive Pressure Sensor Using a Cavity-Less Structure with Bulk-Metal/Elastomer Layers and Its Wireless Telemetry Application. Sensors 2008, 8, 2317-2330. https://doi.org/10.3390/s8042317
Takahata K, Gianchandani YB. A Micromachined Capacitive Pressure Sensor Using a Cavity-Less Structure with Bulk-Metal/Elastomer Layers and Its Wireless Telemetry Application. Sensors. 2008; 8(4):2317-2330. https://doi.org/10.3390/s8042317
Chicago/Turabian StyleTakahata, Kenichi, and Yogesh B. Gianchandani. 2008. "A Micromachined Capacitive Pressure Sensor Using a Cavity-Less Structure with Bulk-Metal/Elastomer Layers and Its Wireless Telemetry Application" Sensors 8, no. 4: 2317-2330. https://doi.org/10.3390/s8042317
APA StyleTakahata, K., & Gianchandani, Y. B. (2008). A Micromachined Capacitive Pressure Sensor Using a Cavity-Less Structure with Bulk-Metal/Elastomer Layers and Its Wireless Telemetry Application. Sensors, 8(4), 2317-2330. https://doi.org/10.3390/s8042317