1. Introduction
There has been increased deconstruction and demolition of reinforced concrete structures due to the aging of the structures and redevelopment of urban areas, i.e., urban renewal, reindustrialization, and large-scale housing reconstruction plans, which result in the generation of massive amounts of construction waste that cause damage to the urban and residential environments [
1,
2]. There are more than 300 construction waste treatment companies in Korea with booming businesses that are producing recycled aggregates. However, the recycled aggregates manufactured by these companies are not being used from multiple approaches, but are instead used in low value-added fields, such as land reclamation. This is thought to be due to the low quality of the recycled aggregates. The volume of construction wastes generated has risen dramatically, exceeding 68 million tons in 2012, and it is expected to rise above 100 million tons by 2020 [
3]. Accordingly, the production volume of waste concrete, which accounts for the highest proportion of construction wastes, increased to 42 million tons in 2012, and it is projected to increase to over 100 million tons by 2020 [
4]. This has made it necessary to develop technologies for the recycling of waste concrete and establish the necessary measures for their practical use. Although there have been research and development efforts to derive a wide range of technologies and methods to produce high-quality recycled aggregates, the recycled aggregates that are manufactured using the current technology are incomparable natural aggregates in terms of quality, and this has resulted in limitations of their use. Thus, considering the aspect of effective utilization of resources, there is a need to promote the high-value-added use of recycled aggregates. Based on this, there is high value in research performed to enhance the quality of recycled aggregates.
The reason behind the low quality of recycled fine aggregates is that the cement paste attached to the aggregate surface has a negative impact on the absorption ratio and specific gravity [
5]. Accordingly, there have been numerous studies conducted with the aim to effectively remove cement paste from aggregate surface. Most common methods of such removal are the mechanical method in which the cement paste is removed by physically crushing and grinding the waste concrete and the innovative method using heat or acid. Although a crushing process, for example, can lead to a significant reduction of the cement paste content, there are issues of increased costs and an overall reduction in the production volume of coarse aggregates as it involves the crushing of relatively weak aggregates into fine aggregates [
6,
7,
8]. In order to resolve these issues, acid may be used as a means to remove only the cement paste, which is alkaline and can be removed through a neutralization reaction. It has been reported that the use of sulfuric and hydrochloric acids results in a high rate of cement paste removal [
9,
10,
11]. Additionally, using a rotary mixing system in addition to the acid treatment can enhance the reactivity between the cement paste and the acidic substance, thereby facilitating the removal of the cement paste and alumino-silicate gel [
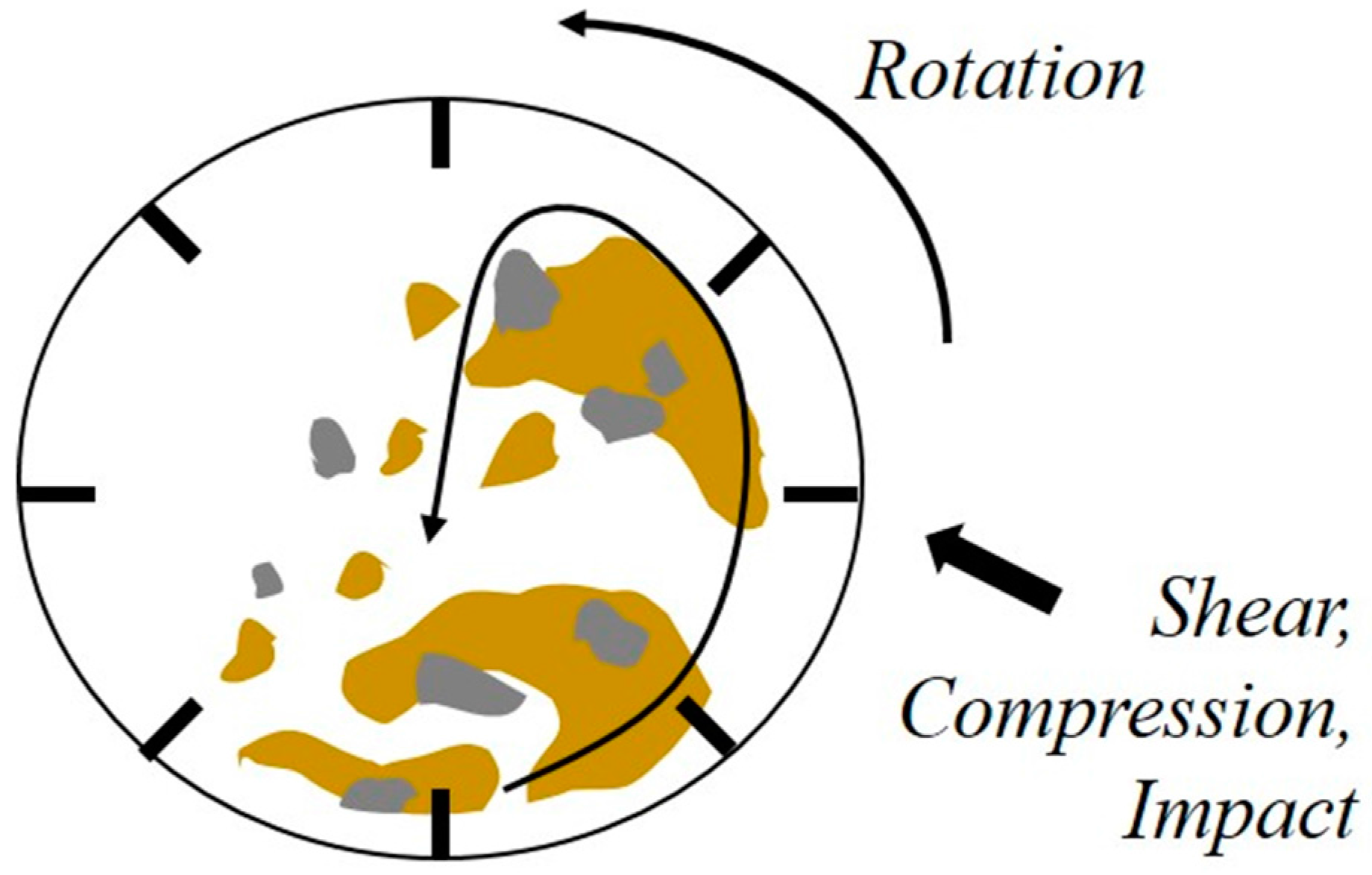
12]. Thus, in this study, in addition to executing acid treatment, the abrasion method in combination with a chemical reaction was applied as shown in
Figure 1. The mechanisms of abrasion can be largely divided into compression, impact, shearing, and friction. However, it is highly rare for only one of these abrasion mechanisms to occur; instead, generally speaking, two or more types of abrasion mechanisms occur in combination [
5,
7,
13]. In order to improve the efficiency of abrasion, various forms of abrasion media may be combined in order to apply higher energy to the ground item and enhance the grinding efficiency [
14,
15].
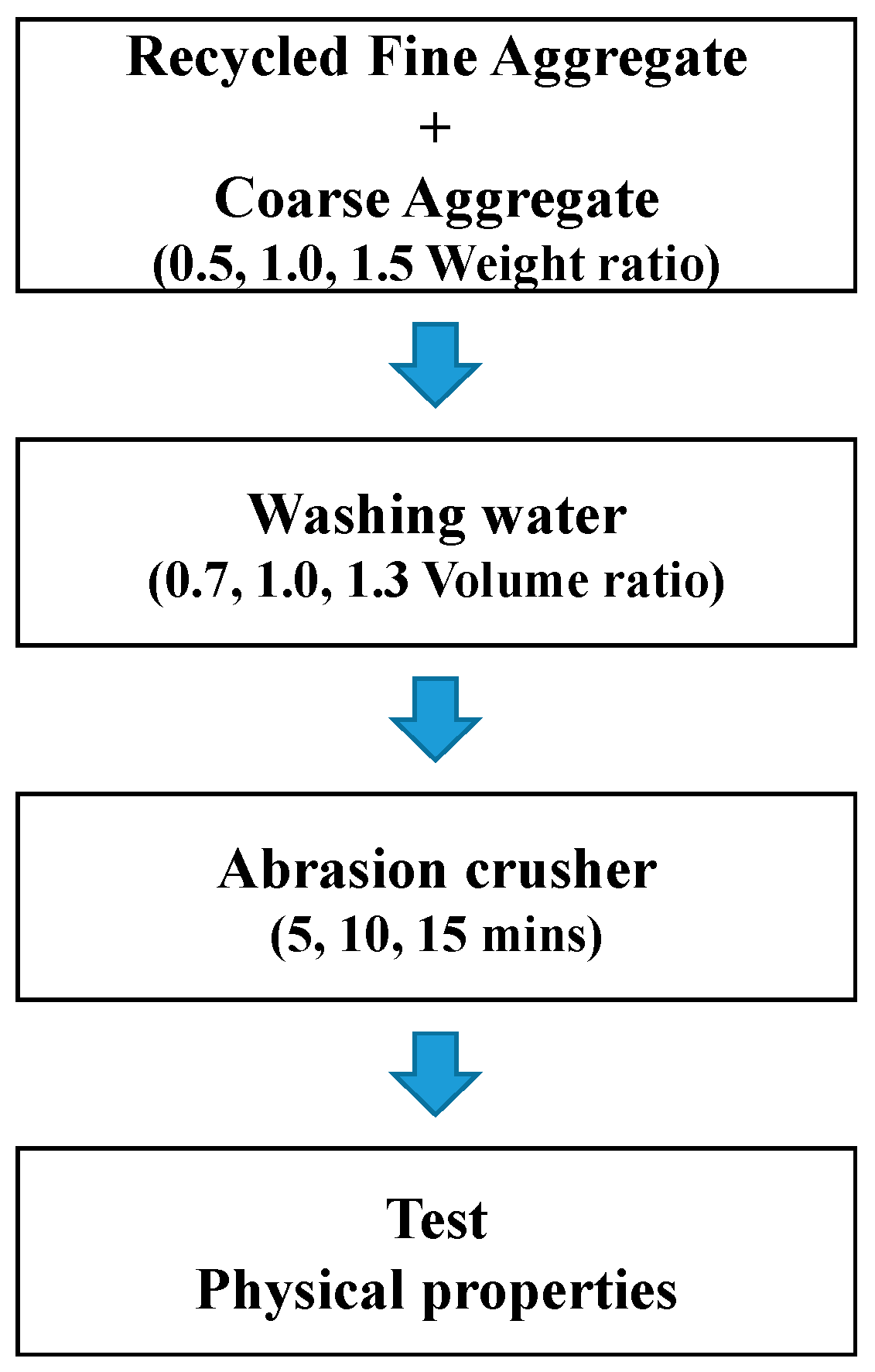
Accordingly, this study was conducted with the aim to mitigate the issues arising from the crushing and grinding methods used in the conventional recycled aggregate production practices and to empirically and statistically review and analyze the optimum conditions in which recycled fine aggregates could be produced after neutralizing strong alkaline water. In other words, the amount of washing water, which exerts an impact during abrasion, the amount of coarse aggregates to be ground, and the abrasion time were chosen as the experimental parameters, and the effectiveness of the recycled fine aggregate and water ratio, the recycled fine aggregate, and coarse aggregate ratio, and the abrasion time were reviewed under an orthogonal design. Then, the optimum abrasion conditions for the production of recycled fine aggregates were derived using the response surface methodology (RSM). During the optimization procedure, unit production amount was expressed as a function of coarse aggregate ratio and the abrasion time and was taken as the objective function. Nelder-Mead sequential simplex algorithm, i.e., fminsearch function in MATLAB (R2015b, the Mathworks Inc., Natick, MA, USA, 2015), was applied to solve the problem with various constraints.
4. Conclusions
Typically, the recycled aggregates have a limited usage due to its low quality comparing with natural aggregates. In this study, experimental testing has been conducted considering three factors, i.e., the fine aggregate to water ratio, the fine aggregate to coarse aggregate ratio, and the abrasion time, to improve the quality of the recycled aggregates. To do this, experimental plans have been arranged in a three-level system using the orthogonal design method. Overall, 27 experimental plans have been arranged in nine experimental levels. The abrasion conditions for the production of recycled fine aggregates have been derived using the response surface methods and its optimum conditions to maximize the production have been found using the Nelder-Mead sequential simplex algorithm with various constraints. During the procedure, the unit production amount has been selected as the objective function.
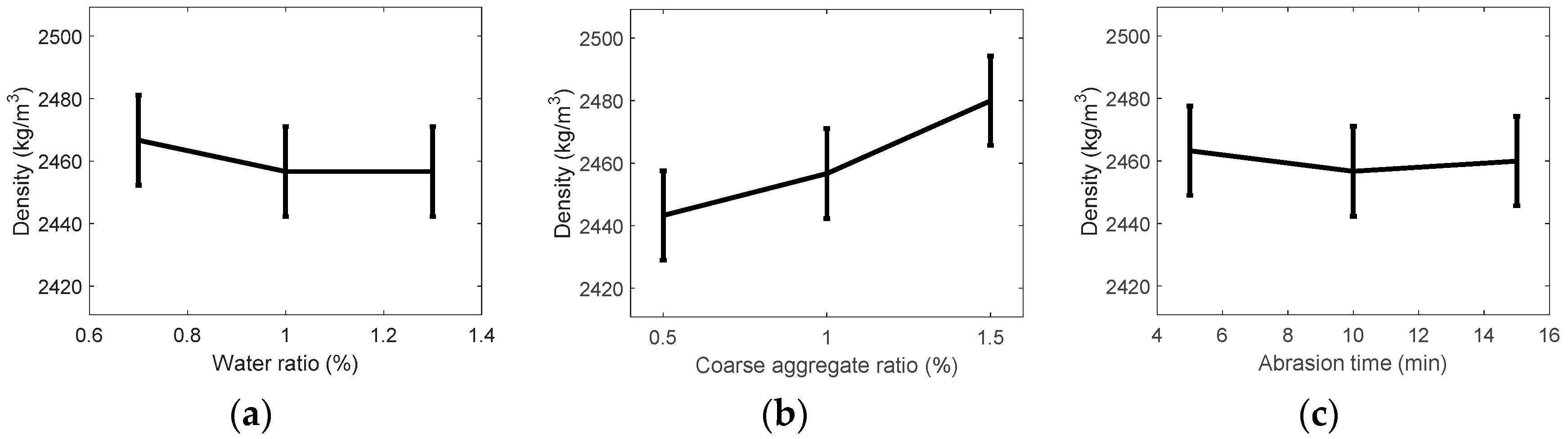
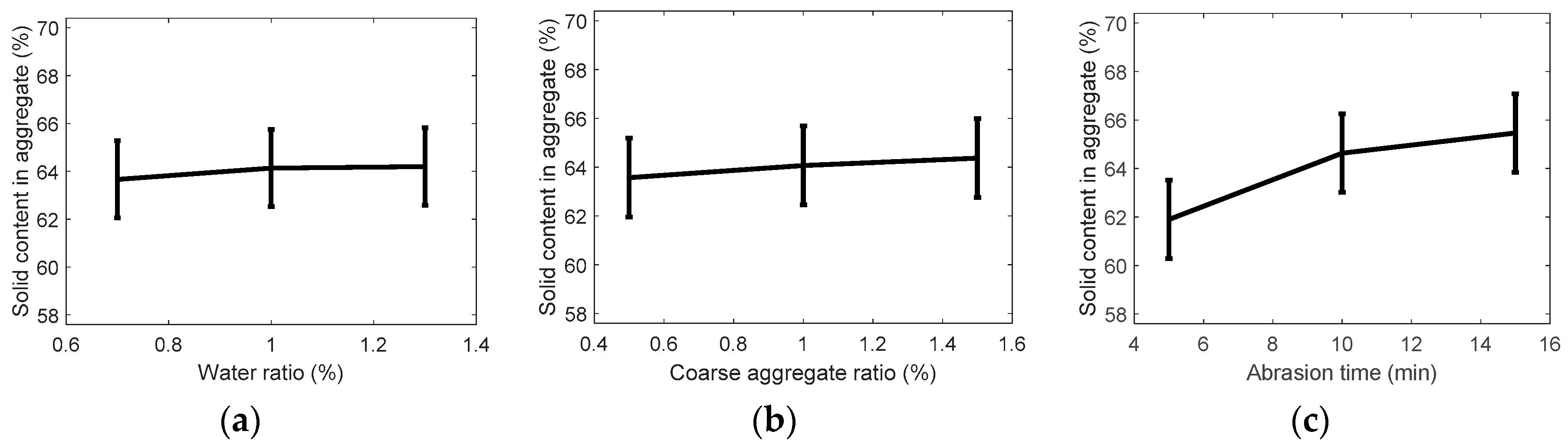
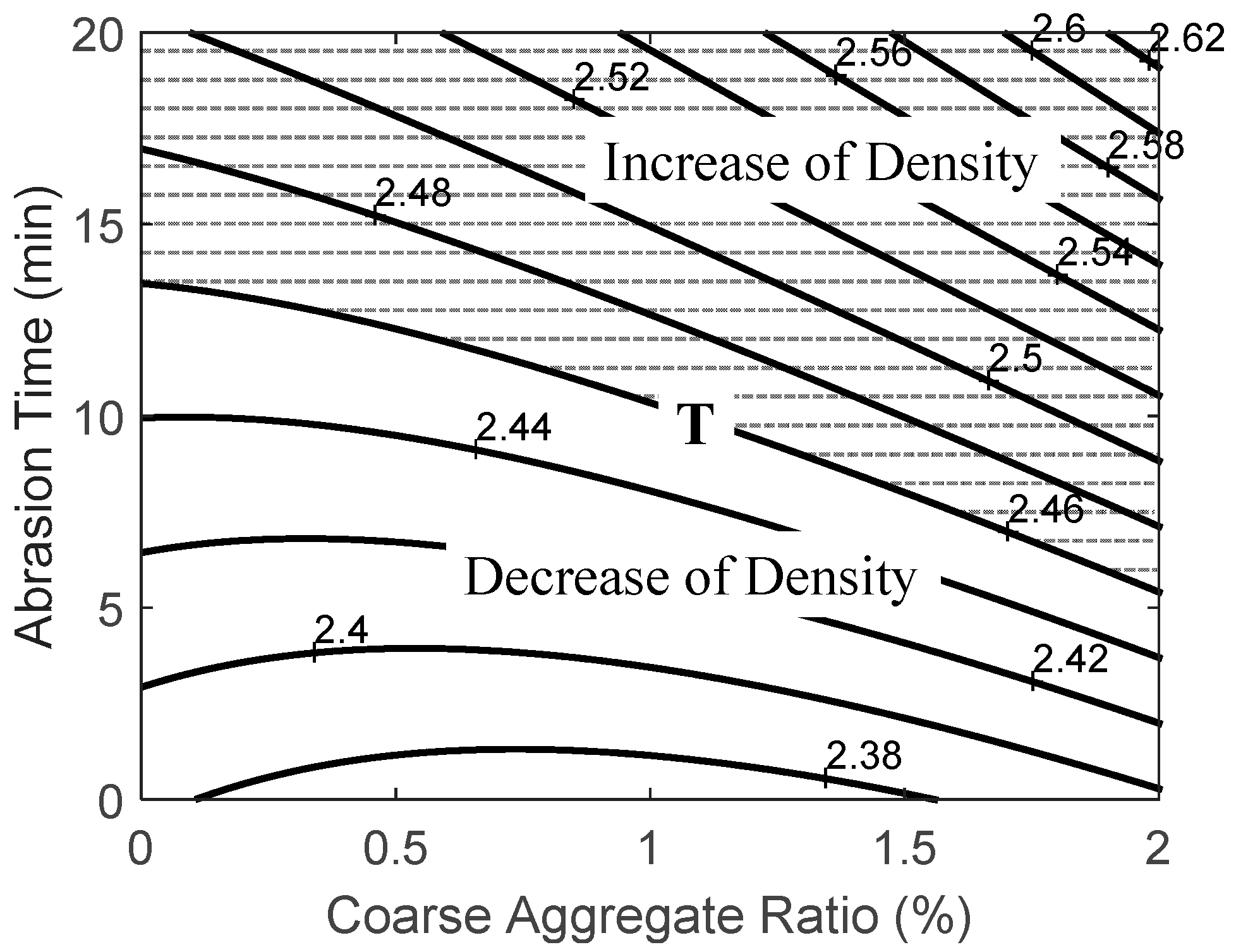
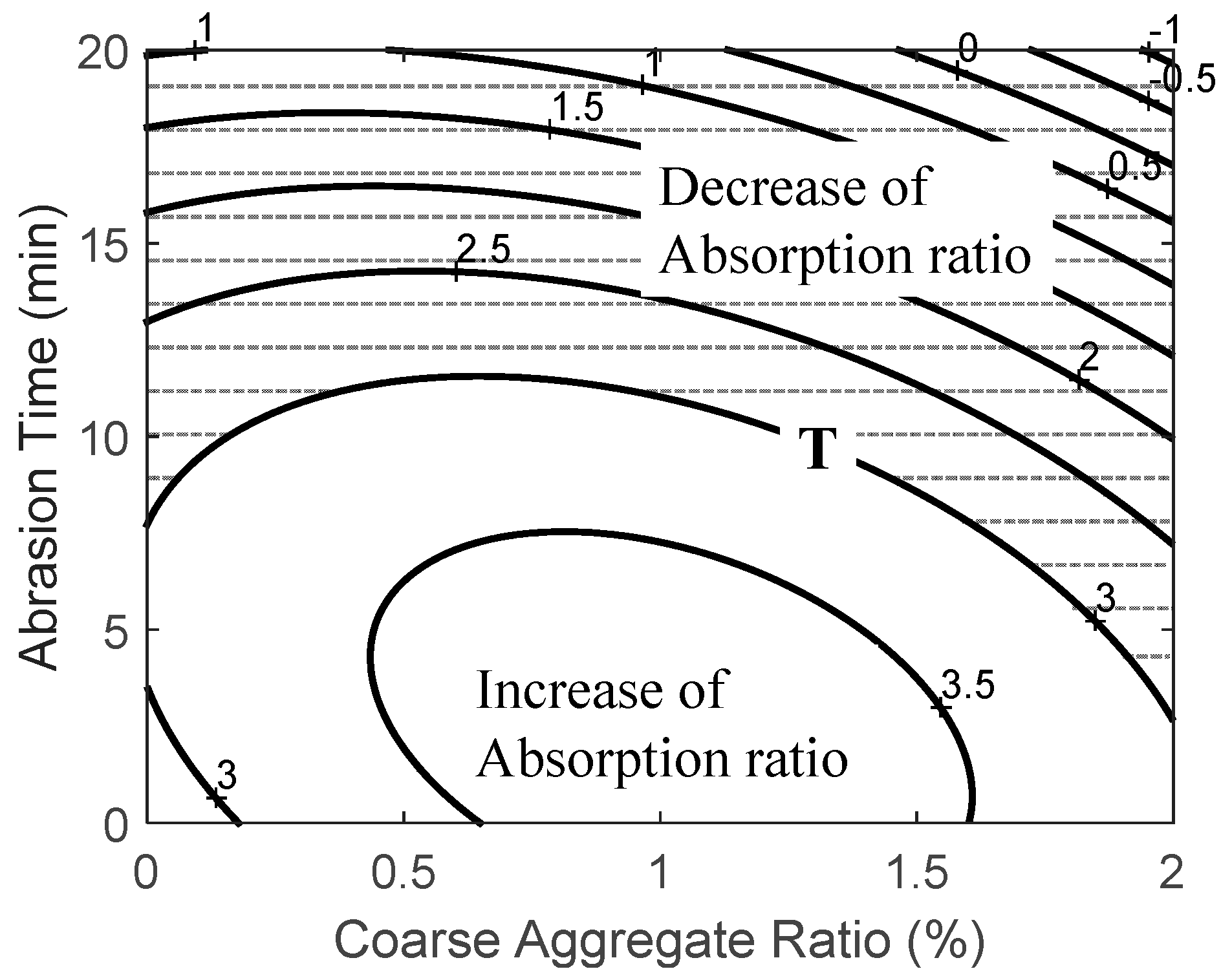
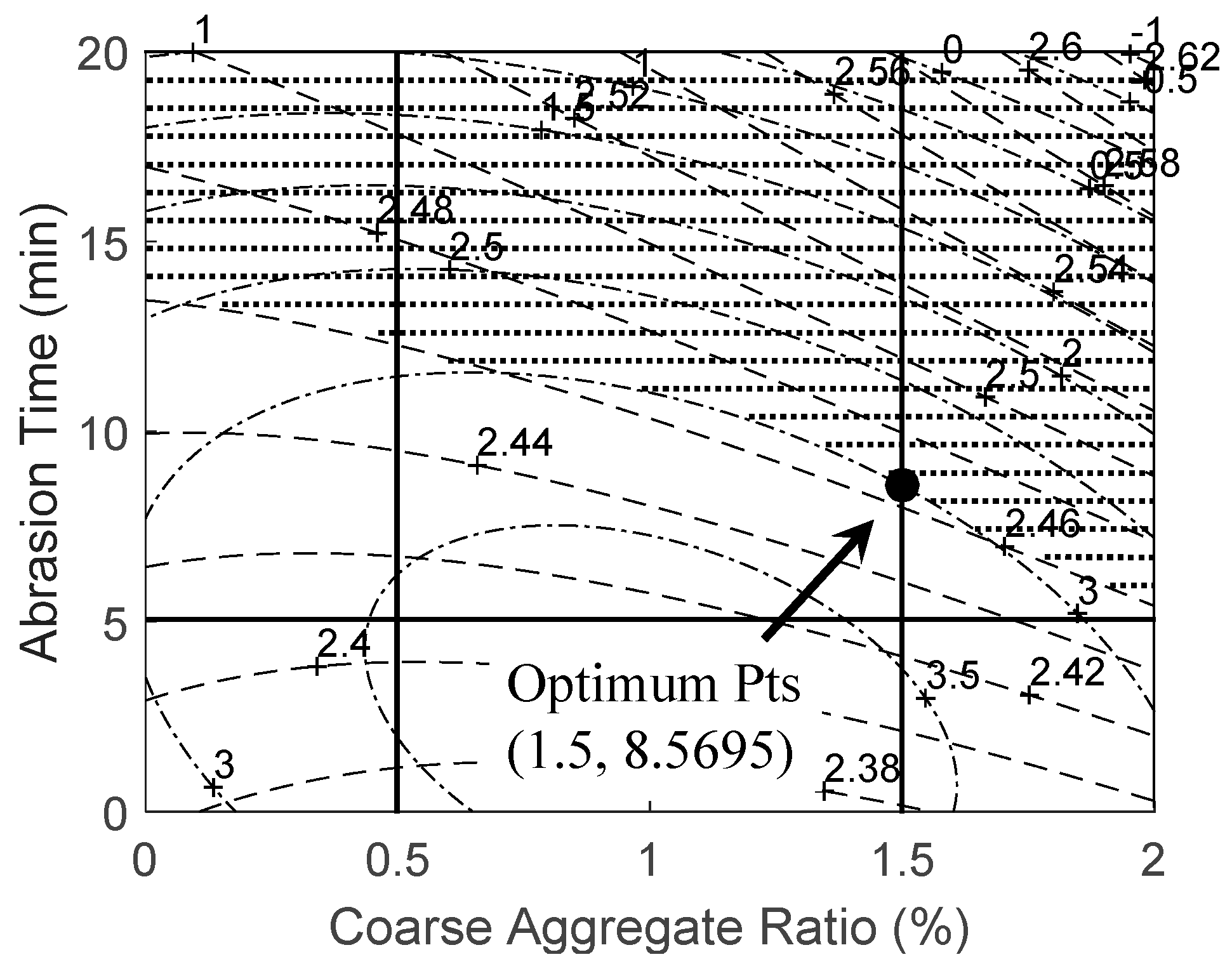
The following conclusions were made based on the results of this study conducted on the manufacturing method for recycled fine aggregates that satisfy the quality standards. Of the abrasion conditions, such as water ratio, coarse aggregate ratio, and abrasion time, abrasion time was found to have the most significant impact on the density change, while the water ratio had no significant impact. The results of reviewing the changes in the quality of recycled fine aggregates caused by varying the water ratio, coarse aggregate ratio, and abrasion time showed that, similar to the density experiment, abrasion time was found to have the most significant impact on the changes in the absorption ratio, and the trend in the changes was similar to that of the changes observed in density. The results of the abrasion experiment performed to determine the optimum conditions for the manufacture of recycled fine aggregates that satisfy the quality standards showed that an abrasion time of 8.57 min and coarse aggregate ratio of over 1.5 have been the optimum conditions for producing aggregates with the target oven-dry density of 2460 kg/m3 and absorption ratio of under 3%.
Therefore, it is advantageous to use pulverized materials to ensure the quality of the production efficiency and aggregate when the optimal abrasion conditions for producing the high-quality of the recycled aggregates are applied. Additionally, it gives more benefits in productivity and economics to use the recycled aggregates from deconstruction and demolition of reinforced concrete structures and will be helpful to save the limited amount of the natural aggregates and environmental protection. Finally, it can be expected that a further study related to apply the recycled aggregates, having the improved quality, to the mortar and concrete in order to evaluate its material properties and stability.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}