Determination of Waste Industrial Dust Safety Characteristics




Abstract
:1. Introduction
1.1. Industrial Dust and Its Risk
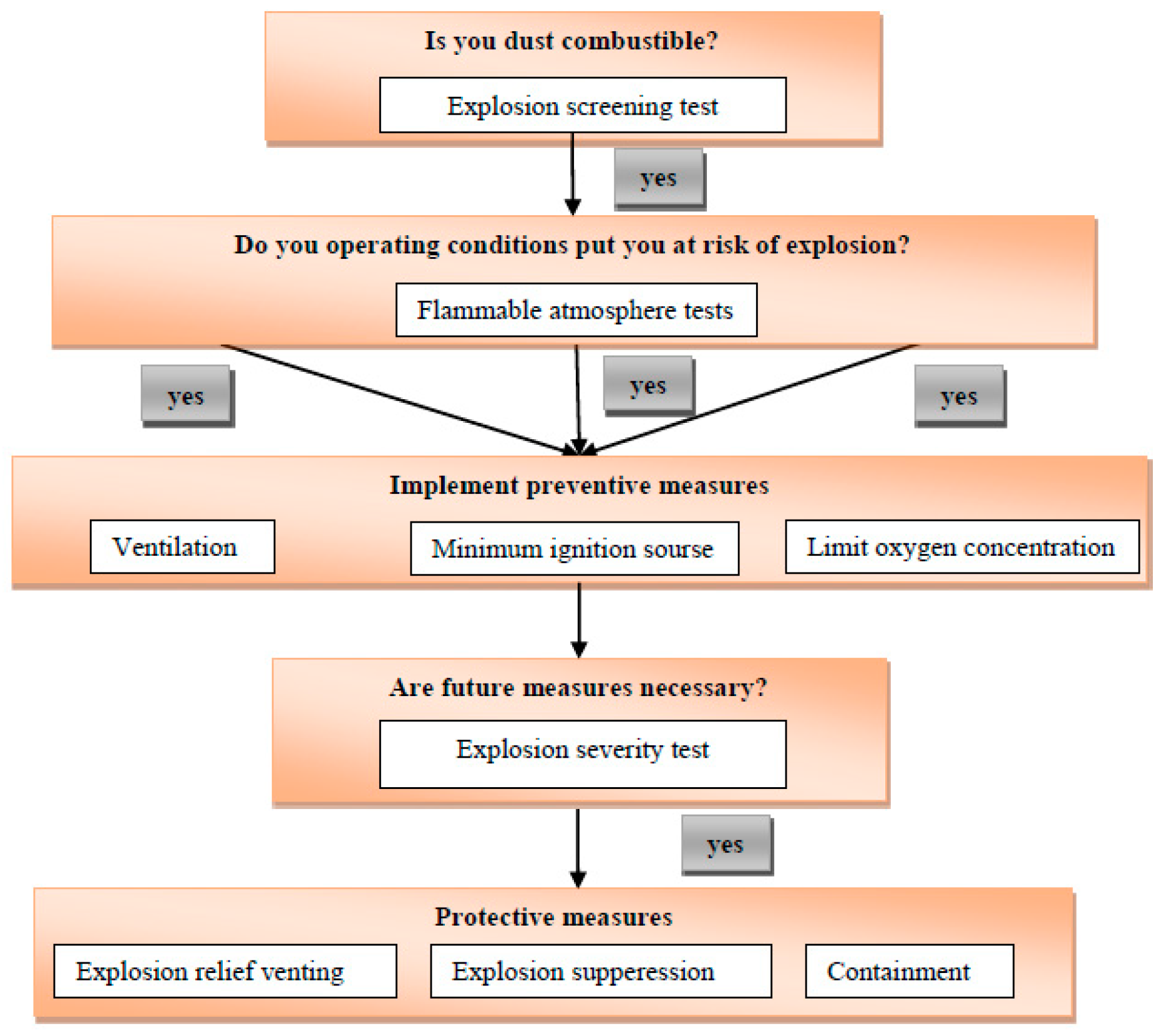
1.2. Characteristic of Dust Risk Management
- An objective assessment of the safety risk of dust explosion is a thorough method encompassing identification of all hazards, the probability of their occurrence and severity of their potential consequences.
- The health risk assessment is a process of assessing the probability and severity of a harmful effect on humans resulting from an exposure to a risk factor under defined conditions and from defined sources of risk consisting of hazard identification, exposure assessment, dose and effect relationship assessment and the characterization of the risk assessment uncertainties.
2. Materials and Methods
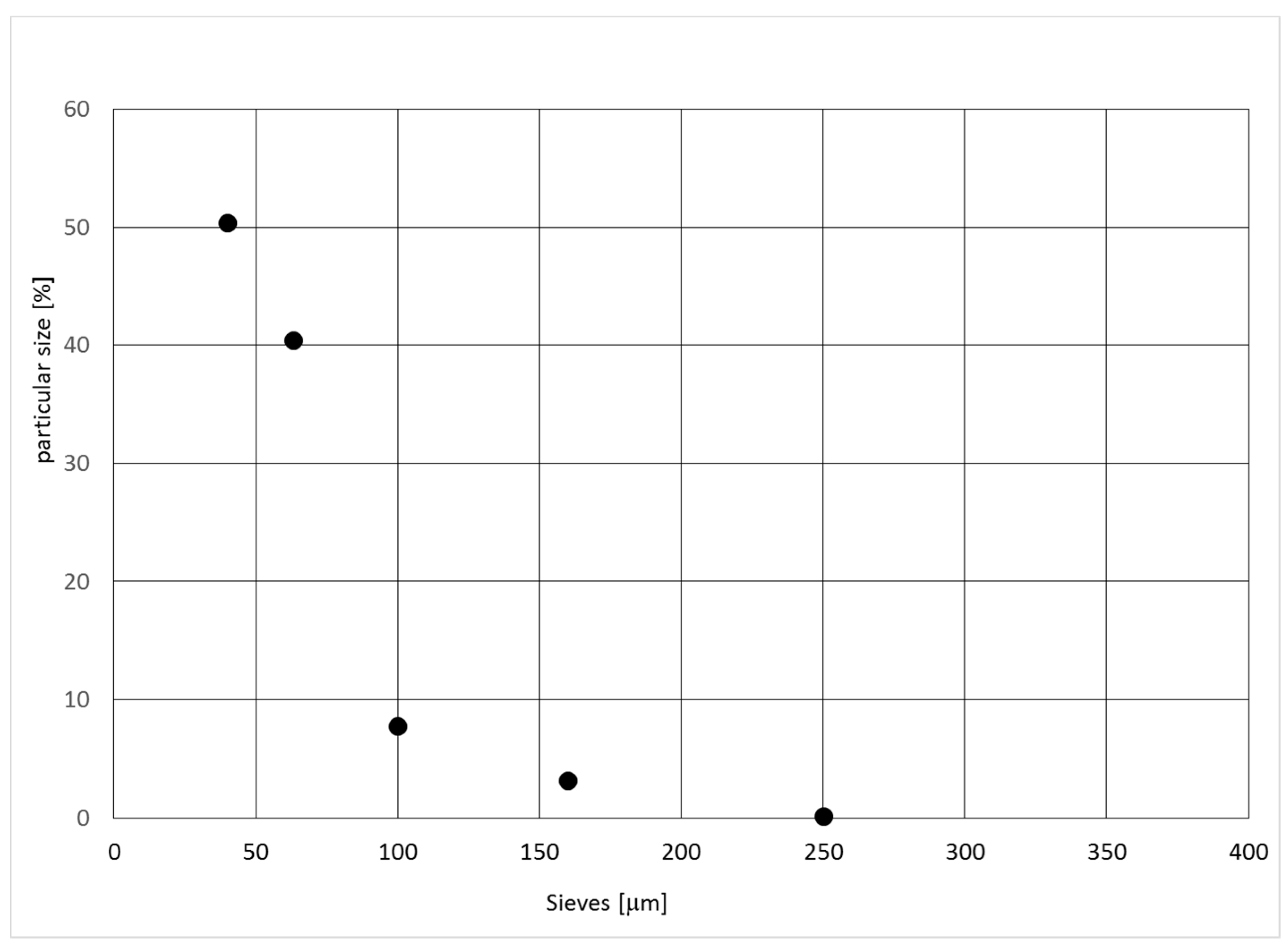
2.1. Sieve Analysis of Dust Sample
2.2. Thermal Analysis of Dust Sample
2.3. Combustible Dust Characteristics
- Lower explosive limit (LEL)
- Maximum explosion pressure pmax
- Maximum rate of pressure rise (dp/dt)max
- Cubic constant KSt
3. Results
3.1. Results of the Sieve Analysis
3.2. Results of Thermal Analysis—Thermogravimetry (TG)
3.3. Results of Thermal Analysis—DSC Results
3.4. Results of Safety Characteristics
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Marr, B. Why everyone must get ready for the 4th industrial revolutio. Forbes. 2018. Available online: https://www.forbes.com/sites/bernardmarr/2016/04/05/why-everyone-must-get-ready-for-4th-industrial-revolution/#3d086673f90b (accessed on 5 April 2019).
- Minet, P.; Khoufi, I.; Laouiti., A. Increasing Reliability of a TSCH Network for the Industry 4.0. In Proceedings of the 16th IEEE International Symposium on Network Computing and Applications (NCA 2017), Cambridge, MA, USA, 30 October–1 November 2017. [Google Scholar]
- Jasperneite, J. Was Hinter Begriffen wie Industrie 4.0 Stecktin Computer & Automation. 2012. Available online: https://www.computer-automation.de/steuerungsebene/steuern-regeln/artikel/93559/0/ (accessed on 28 March 2019).
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for Implementing the Strategic Initiative Industrie 4.0: Final Report of the Industrie 4.0 Working Group 2013. Available online: https://www.din.de/blob/76902/e8cac883f42bf28536e7e8165993f1fd/recommendations-for-implementing-industry-4-0-data.pdf (accessed on 29 March 2019).
- Lasi, H.; Kemper, H.G.; Fettke, P.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Marková, I.; Ladomerský, J.; Hroncová, E.; Mračková, E. Thermal parameters of beech wood dust. BioResources 2018, 13, 3098–3109. [Google Scholar] [CrossRef]
- Komanduri, R.; Lucca, D.A.; Tani, Y. Technological advances in fine abrasive processes. CIRP Ann. 1997, 46, 545–596. [Google Scholar] [CrossRef]
- Top, Y.; Adanur, H.; Öz, M. Comparison of practices related to occupational health and safety in microscale wood-product enterprises. Saf. Sci. 2016, 82, 374–381. [Google Scholar] [CrossRef]
- Rohr, A.C.; Campleman, S.L.; Long, C.M.; Peterson, M.K.; Weatherstone, S.; Quick, W.; Lewis, A. Potential occupational exposures and health risks associated with biomass-based power generation. Int. J. Environ. Res. Public Health 2015, 12, 8542–8605. [Google Scholar] [CrossRef] [PubMed]
- Lighty, B.; Slama, J.; Veranth, J.M.; Sarofim, A.F. Combustion aerosols: Factors governing their size and composition and implications to human health. J. Air Waste Manag. Assoc. 2000, 50, 1565–1618. [Google Scholar] [CrossRef] [PubMed]
- Tureková, I.; Mračková, E. Effective Prevention of Hazardous Waste Industrial Dusts. In Proceedings of the Earth in a Trap? Analytical Methods in Fire and Environmental Science; Technical University in Zvolen: Zvolen, Slovakia, 2018. [Google Scholar]
- Očkajová, A.; Marková, I. Particle size analysis of selected wood dust species particles generated in the wood working environment. Acta Univ. Matthiae Belii Sekc. Environ. Manažérstvo 2016, 18, 15–23. (In Slovak) [Google Scholar]
- Paulíková, A.; Prašnosť Pracovného Prostredia. TZB Portál. Available online: http://www.tzbportal.sk/kurenie-voda-plyn/prasnost-pracovneho-prostredia.html (accessed on 25 March 2019). (In Slovak).
- Mračková, E.; Krišťák, Ľ.; Kučerka, M.; Gaff, M.; Gajtanská, M. Creation of wood dust during wood processing: Size analysis, dust separation, and occupational health. BioResources 2016, 11, 209–222. [Google Scholar] [CrossRef]
- Hudáková, M.; Coneva, I.; Hollá, K. Hodnotenie environmentálnych rizík vyplývajúcich z emisií horenia pri požiaroch v budovách. Krízový manažment 2016, 1, 26–34. (In Slovak) [Google Scholar]
- Tureková, I.; Turnova, Z.; Harangozo, J.; Kasalova, I.; Chrebet, T. Determination of ignition temperature of organic dust layers. Adv. Mater. Res. 2013, 690–693, 469–1472. [Google Scholar] [CrossRef]
- Tureková, I.; Szabova, Z.; Kasalova, I.; Chrebet, T. Determination of inductive ignition period and activation energy of food dust. Adv. Mater. Res. 2013, 750–752, 1860–1863. [Google Scholar] [CrossRef]
- Mračková, E.; Tureková, I. The dimensional characteristics of the particles of wood dust of selected deciduous trees considering to explosion. Key Eng. Mater. 2016, 688, 182–189. [Google Scholar] [CrossRef]
- Sayers, R.R. Harmful industrial dusts. Public Health Rep. 1938, 1896–1970, 217–228. [Google Scholar]
- EN 14034-1:2004+A1:2011. Determination of explosion characteristics of dust clouds—Part 1: Determination of the maximum explosion pressure pmax of dust clouds. Available online: http://202.119.248.110/flv/PDF/004.pdf (accessed on 29 March 2019).
- Damec, J. Protivýbuchová Prevence. 1. Vyd; Sdružení Požárního a Bezpečnostního Inženýrství, Spektrum: Ostrava, Czech, 1998. (In Czech) [Google Scholar]
- Damodar Vishnu, L. Risk Assessment: A Neglected Tool for Health, Safety, and Environment Management. Indian J. Occup. Environ. Med. 2012, 16, 57–58. [Google Scholar]
- Kadri, F.; Birregah, E.; Châtelet, B. The impact of natural disasters on critical infrastructures: A domino effect-based study. J. Homel. Secur. Emerg. Manag. 2014, 11, 217–241. [Google Scholar] [CrossRef]
- ISO 3310-1. Test Sieves. Technical Requirements and Testing. Part 1: Test Sieves of Metal Wire Cloth; International Organization for Standardization: Geneva, Switzerland, 2007. [Google Scholar]
- Harrison, R.M.; Yin, J. Particulate matter in the atmosphere: Which particle properties are important for its effects on health? Sci. Total Environ. 2000, 249, 85–101. [Google Scholar] [CrossRef]
- Ebadat, V. Dust explosion hazard assessment. J. Loss Prev. Process Ind. 2010, 23, 907–912. [Google Scholar] [CrossRef]
- Lyon, R.E.; Walters, R.N.; Stoliarov, S.I. Thermal analysis of flammability. J. Therm. Anal. Calorim. 2007, 89, 441–448. [Google Scholar] [CrossRef]
- Rein, G.; Lautenberger, C.; Fernandez-Pello, A.C.; Torero, J.L.; Urban, D.L. Application of genetic algorithms and thermogravimetry to determine the kinetics of polyurethane foam in smoldering combustion. Combust. Flame 2006, 146, 95–108. [Google Scholar] [CrossRef] [Green Version]
- Li, K.Y.; Huang, X.; Fleischmann, C.; Rein, G.; Ji, J. Pyrolysis of Medium-Density Fiberboard: Optimized Search for Kinetics Scheme and Parameters via a Genetic Algorithm Driven by Kissinger’s Method. Energy Fuels 2014, 28, 6130–6139. [Google Scholar] [CrossRef]
- ISO/IEC 17025. General Requirements for the Competence of Testing and Calibration Laboratories; International Organization for Standardization: Geneva, Switzerland, 2005. [Google Scholar]
- EN 14460. Explosion Resistant Equipment; British Standard Institution: London, UK, 2006. [Google Scholar]
- Štroch, P. Procesy Hoření a Výbuchů; EDIS—Vydavateľstvo ŽU: Žilina, Slovakia, 2010; 156p. (In Czech) [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Explosion Class | Kst (bar/m·s) |
|---|---|
| St1 | ≤200 |
| St2 | 200–300 |
| St3 | >300 |
| Sample | Degrees of Decomposition | Heat Interval (°C) | Weight Loss (%) | Tmax (°C) | Resistant C (%) |
|---|---|---|---|---|---|
| Industrial dust | I. | 40–70 | 1.67 | 51 | 98.33 |
| 139–407 | 22.40 | 350 | 75.93 | ||
| II. | 407–584 | 34.41 | 511 | 41.52 |
| Sample | Degrees of Decomposition | Heat Interval (°C) | Change of Reaction Enthalpy (J/g) | Maximum Peak Temperature (°C) |
|---|---|---|---|---|
| Industrial dust | I. | 190–458 | 3997.9 (exo) | 435.9 |
| II. | 458–596 | 5175.0 (exo) | 41.52 |
| Type of Dust | LEL (g/m3) | pmax (bar) | (dp/dt)max (bar/s) | Kst(bar/m·s) | Explosion Class |
|---|---|---|---|---|---|
| Industrial dust | 20 | 5.9 | 213 | 58.0 | St 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tureková, I.; Mračková, E.; Marková, I. Determination of Waste Industrial Dust Safety Characteristics. Int. J. Environ. Res. Public Health 2019, 16, 2103. https://doi.org/10.3390/ijerph16122103
Tureková I, Mračková E, Marková I. Determination of Waste Industrial Dust Safety Characteristics. International Journal of Environmental Research and Public Health. 2019; 16(12):2103. https://doi.org/10.3390/ijerph16122103
Chicago/Turabian StyleTureková, Ivana, Eva Mračková, and Iveta Marková. 2019. "Determination of Waste Industrial Dust Safety Characteristics" International Journal of Environmental Research and Public Health 16, no. 12: 2103. https://doi.org/10.3390/ijerph16122103
APA StyleTureková, I., Mračková, E., & Marková, I. (2019). Determination of Waste Industrial Dust Safety Characteristics. International Journal of Environmental Research and Public Health, 16(12), 2103. https://doi.org/10.3390/ijerph16122103