1. Introduction
Renewable energy production is acknowledged worldwide as a key factor for sustainable growth. As for the energy sources used to replace the fossil fuel sources in power and heat production, local fuel supplies such as biomass fuel, which includes wood chips, bark, and sawdust, have relevant advantages for on-site industries and municipalities, such as, primarily, secure availability and price stability [
1]. However, biofuels are inherently affected by highly variable properties, which makes achieving efficient and reliable combustion and low polluting emissions a challenging task in terms of control and monitoring system design [
2,
3,
4].
In particular, in the operation of a biomass boiler, a crucial role is played by the residual oxygen content in the flue gas. Indeed, this oxygen concentration, which basically depends on the total air supply to the furnace and on the thermal composition of the biofuel, provides the information needed to estimate both the power developed by the combustion process and the level of polluting emissions to the extent that several countries’ regulations make explicit reference to this index [
5]. Hence, in control systems devised to operate biomass boilers, the oxygen content in the flue gas is directly measured by appropriate sensors and represents a key feedback variable [
3,
6]. It is therefore obvious that faults occurring in the sensors of the oxygen concentration in the flue gas degrade the performance of the control systems and that, consequently, it is highly advisable to take measures aimed at rendering the control systems tolerant to this type of fault.
A practical way of addressing sensor failures and improving measurement reliability, widely adopted also in biomass boiler operation, includes redundant sensors. However, redundancy implies higher installation and running costs, so that the possibility of implementing more sophisticated fault tolerance techniques is worth being investigated. An evolutionary algorithm for detecting discrepancies in the measurement of the oxygen content in the flue gas, while avoiding hardware redundancy, was developed in [
7]. This method, however, did not address the issue of complete sensor breakdown. However, in recent years, several other fault detection methods have been devised in order to handle typical faults occurring in industrial boilers, including boilers exploiting conventional sources of energy. None of them explicitly addresses faults in the oxygen content sensor or even conveniently adapts to detect this kind of fault. In [
8], a principal component analysis (PCA) method was developed to detect faults occurring in the sensors of the air flow rate and of the fuel flow rate of an industrial boiler and to consequently reconstruct the faulty measurements. Similarly, in [
9], a PCA method was devised to detect malfunctions in the sensors of the air flow rate, fuel flow rate, stack pressure, and wind-box pressure. The methods presented in [
8,
9] are data-driven methods and, as such, they require a special effort in data preprocessing and validation at the design stage. Furthermore, these methods are required to handle missing values and data outliers, which brings increased complication at their developing phase, as pointed out in [
10]. In [
11], a generalized likelihood ratio method was devised to detect and accomodate faults occurring in the fuel bed height sensor. Nevertheless, the solution devised in [
11] implies an appreciable delay in the reaction to the fault, mainly due to the algorithm run to detect the fault and to the consequent controller reconfiguration.
In [
12], model predictive control technology for boiler control was presented to enable the coordination of air and fuel flows during transients. It was shown that this approach can be used to increase the boiler efficiency, and also considerably reduce the production of nitrogen oxides (NO
x). In [
4], model predictive control was used as a tool to obtain improved process operation performance for municipal solid waste (MSW) combustion plants. In particular, the conclusion resulting from the comparison with conventional (proportional) P-based control was that the linear model predictive control (LMPC)-based combustion control system outperformed the conventional combustion control system; it was much more capable of handling large temporarily upsets. In [
13], an improvement based on the radiation intensity of the flame was presented. The fast response and high sensitivity of the radiation intensity increased the load following capacity of the power plant while keeping the steam pressure stable. In [
14], the method to further improve the load change capacity for the water cooled plants through cold source follow adjustment (CSFA) was proposed. Then, an improved control strategy which combines coordinated control system with CSFA was brought forward to be used for the flexible load control in [
15]. Still, according to practical tests, the oxygen consumption measurement is the best measure of the heat released in the furnace [
3,
16].
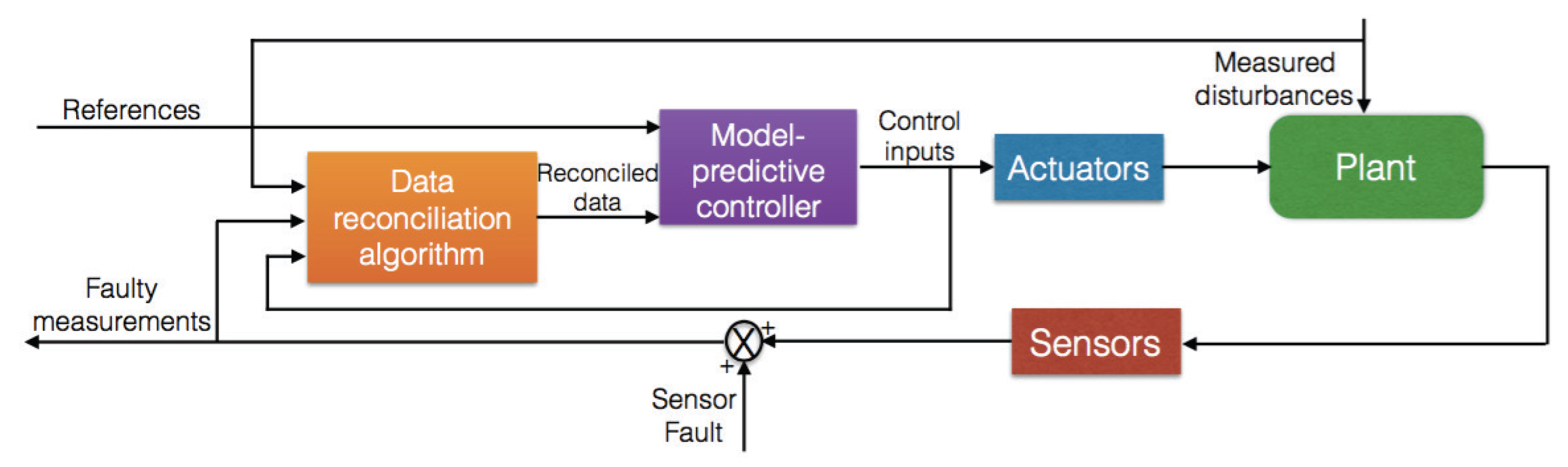
For these reasons, in this work, a fault tolerant control scheme is proposed, where a data reconciliation algorithm is included in the loop and is activated when the control system has reached the steady state. In particular, the data reconciliation unit acts in such a way that the occurred oxygen content sensor fault is made invisible to the model predictive controller, which is fed with the reconciled data. The idea of exploiting data reconciliation as a means to achieve fault tolerance in a control system is novel. Indeed, data reconciliation methods have been employed in control systems either with the goal of minimizing the noise level in process measurements or with the target of detecting faults in combination with data-based fault detection methods. In particular, in [
17,
18], data reconciliation was exploited to reduce the noise level in measurements and improve the performance of the control strategy for a continuous stirred tank. In [
19], data reconciliation was applied with the same purpose in a distributed control system for a distillation column. Instead, in [
20], data reconciliation was used in synergy with PCA for monitoring and sensor fault detection in a modelled ammonia synthesis plant. In [
21], data reconciliation improved the estimation of process variables and enabled improved sensor quality control and identification of process anomalies.
As to the effectiveness of the proposed data-reconciliation based fault-tolerant control scheme, this has been shown by integrating data reconciliation with an improved version of the model predictive control (MPC) strategy earlier developed in [
2] for a specific type of biomass boiler—the KPA Unicon BioGrate boiler (KPA Unicon Group Oy, Pieksämäki, Finland). Indeed, the MPC strategy presented in this work is based on a more detailed model of the BioGrate boiler, which also includes the dynamics of the oxygen content in the flue gas. The data reconciliation algorithm is based on the constrained optimization of a quadratic cost, which exploits the process static model derived from the dynamic one used for the MPC design. The performance of the overall fault tolerant control system has been evaluated by running simulations on recorded data concerning the measurement of the oxygen content in the flue gas of an actual process under faulty conditions. A schematic diagram of the integrated data reconciliation-model predictive control (DR-MPC) strategy is shown in
Figure 1.
The remainder of the paper is organized as follows.
Section 2 describes the process and an improved version of the MPC strategy developed in [
2] for the BioGrate boiler.
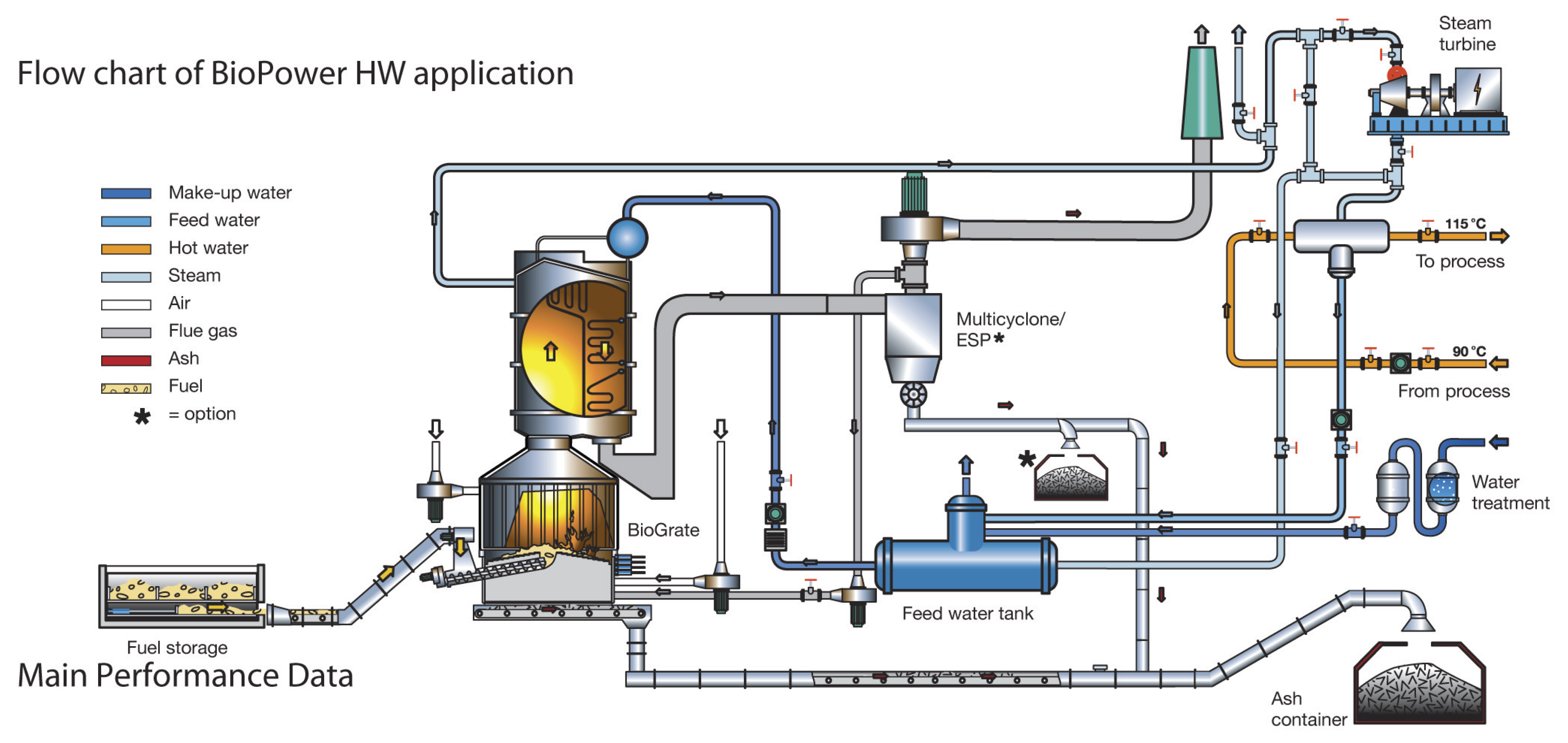
Section 2.1 provides the process description of the BioGrate boiler.
Section 2.2 describes the mathematical model of the process.
Section 2.3 presents the MPC strategy.
Section 3 describes the data reconciliation algorithm implemented on the BioGrate boiler.
Section 4 shows the effectiveness of the proposed DR-MPC strategy through the simulation results obtained by using faulty measurements recorded from the real industrial process.
3. The Data Reconciliation Algorithm for the BioGrate Boiler
The aim of this section is to describe the data reconciliation algorithm and how it works as a fault tolerant component in the steady-state closed-loop system.
By processing the control inputs, the measured disturbances, and the measured outputs of the process—including the faulty one—the data reconciliation algorithm provides the reconciled measurements as the solution of a problem consisting in the minimization of a quadratic cost under a linear equality constraint. In addition to the measurement of the flue gas oxygen content, the other measurements benefit from corrected values. The quadratic cost is a function of the difference between the faulty measurement and the actual measurement (i.e., the fault-free value of the measurement). The linear constraint is the steady-state equation of the regulated plant, where the states which are not directly measurable are replaced by the respective soft-sensors.
In order to formally state the constrained optimization problem, the vector
is defined as:
where
,
,
,
, and
, respectively, are the measured outputs, the estimates of
and
, the control inputs, and the measurable disturbances. Likewise, the vector
is defined as:
where
denotes the faulty measured output or, more precisely, the measured output, where, in particular, the measurement of the oxygen content is affected by the fault occurred in the related sensor: i.e.,
With the notation introduced in (15)–(17), the cost functional is defined as follows:
where
W denotes a positive definite diagonal matrix, whose entries are identified from the indstrial data from a BioPower CHP power plant.
The linear constraint is derived from the process steady-state equations:
where
I denotes the identity matrix, through the following reasoning. While the control input
and the disturbance
are directly available, the states must be replaced by their measurement—fault-free or actual ones, respectively—or by their estimates. In particular, the states
,
, and
are replaced by the fault-free measurements
,
, and
. The state
is replaced by the actual measurement
. Moreover, the states
and
are replaced by their estimates
and
. Hence, the linear constraint (19) can be restated in compact form as a function of
, provided that a state-space basis transformation
T is applied with the aim of re-ordering the state variables consistently with the definition of
and the replacements described above. Namely, with
T such that:
and
M is defined by:
where
,
, and
, (19) can be rewritten as:
In order to minimize the quadratic cost (18) with respect to the difference
, under the linear equality constraint (20), one can straightforwardly apply the Lagrange multiplier method. Then, the Lagrangian function is:
where
denotes the vector of the Lagrangian multipliers. Therefore, solving the constrained optimization problem reduces to solving the system of equations:
which provides, for the reconciled variable:
4. Results
Two case studies are presented to demonstrate the effectiveness of the integrated DR-MPC based strategy. Simulation studies utilise industrial data from a BioPower 5 CHP power plant and the system is identified and implemented in the MATLAB (R2016b, MathWorks Inc., Natick, MA, USA) environment, as described in
Section 2.2. The first case study discusses the performance of the DR-MPC during an intermittent oxygen content sensor fault. The second case study analyses the performance of the system during complete failure of the sensor.
4.1. Case Study I
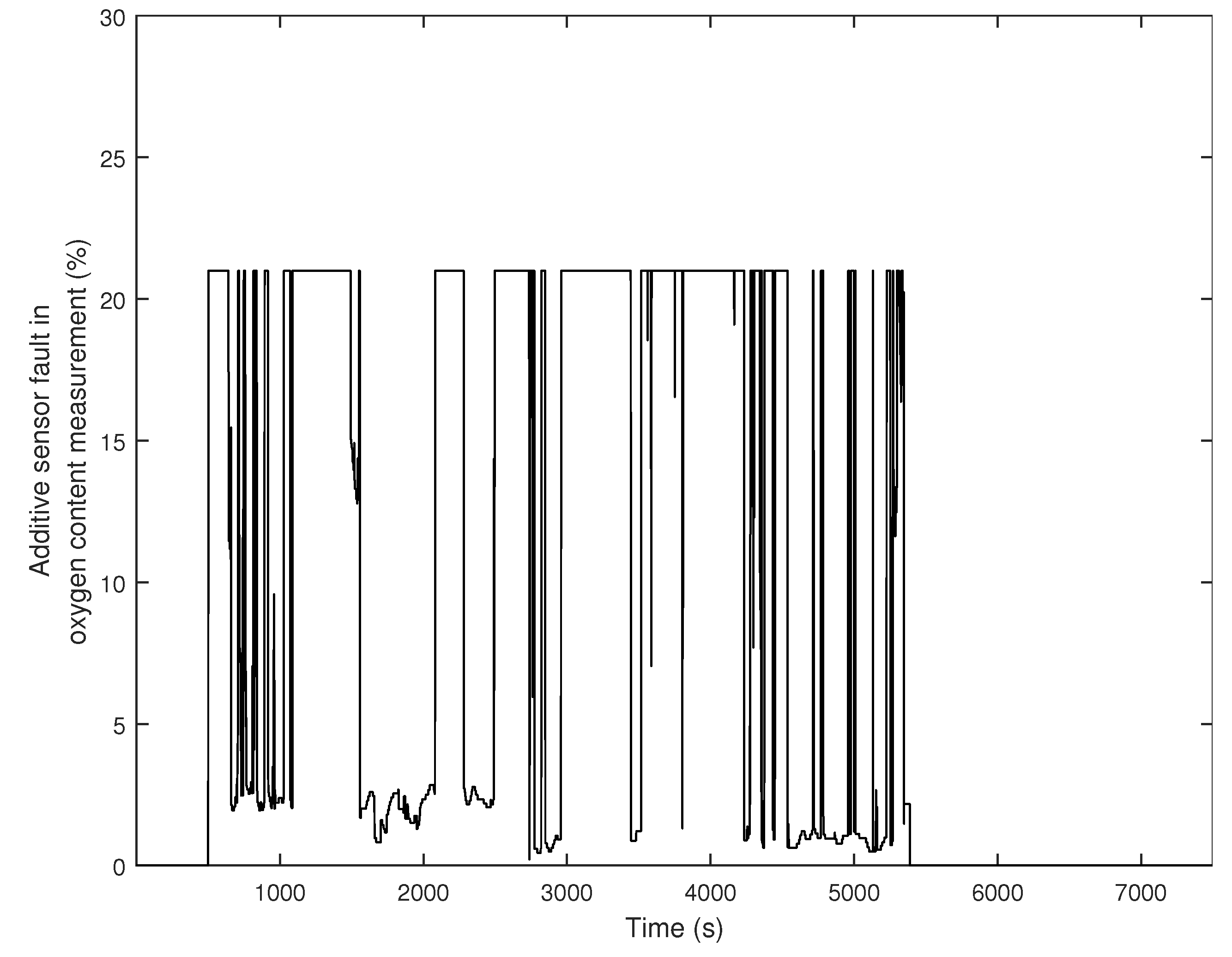
This case study describes the effectiveness of the integrated DR-MPC system during an additive intermittent fault that occurs in the flue gas oxygen content sensor from 501 s to 5400 s. The occurrence of this fault is presented in
Figure 3. The effectiveness of the system is demonstrated by comparing the performances of the DR-MPC and an MPC strategy. The faultless “normal” operation of the flue gas oxygen content sensor is also demonstrated with the MPC strategy for both case studies.
In both simulation setups, the weighting matrices of the MPC controller are and , while the boundary conditions are , , , , and . The setpoint values for combustion power, drum pressure, fuel bed height and oxygen content are 15 MW, 50 bar, 0.5 m and 4%, respectively. The matrix W in the data reconciliation algorithm is defined as .
The simulation is performed for a period of 7500 s.
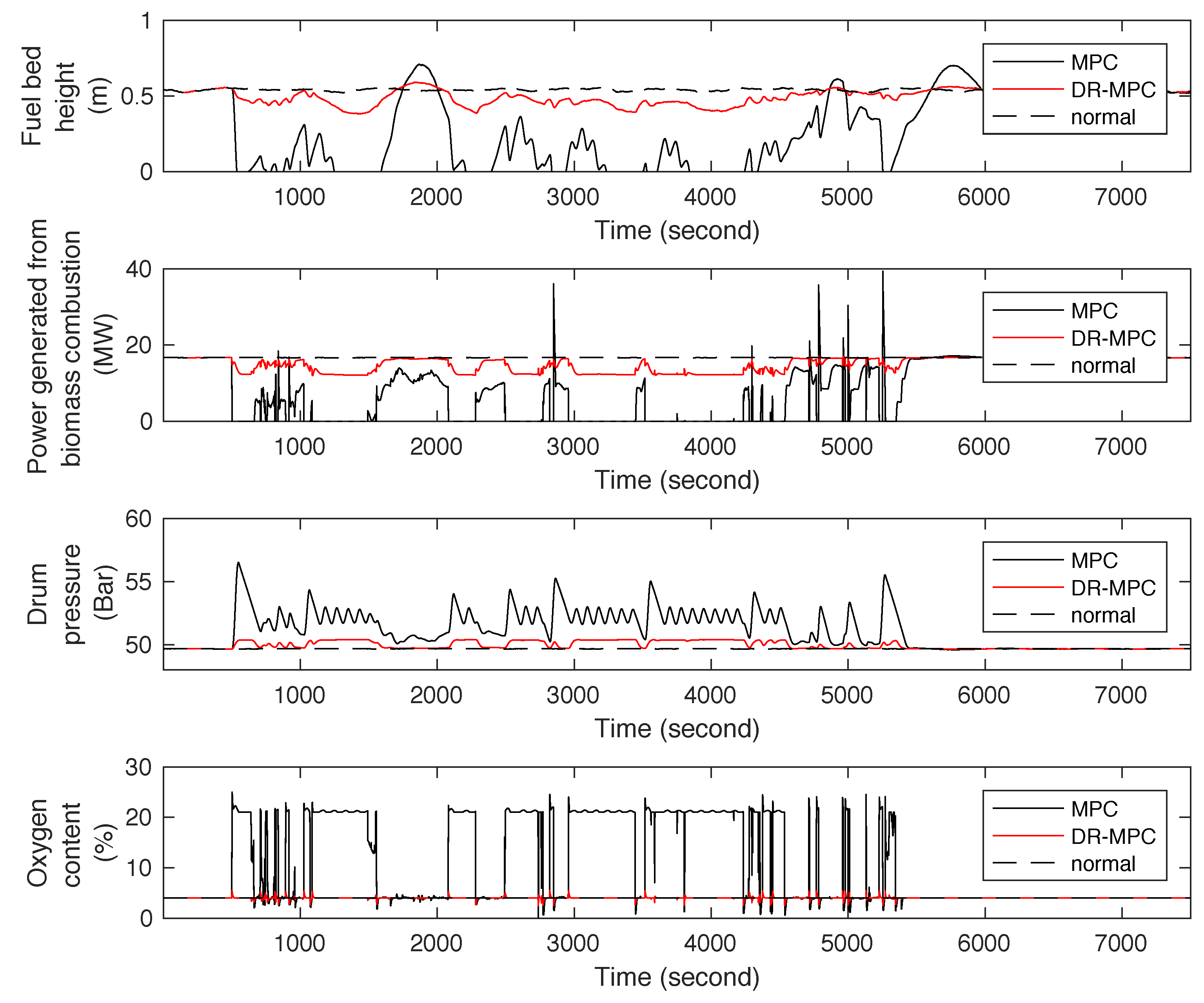
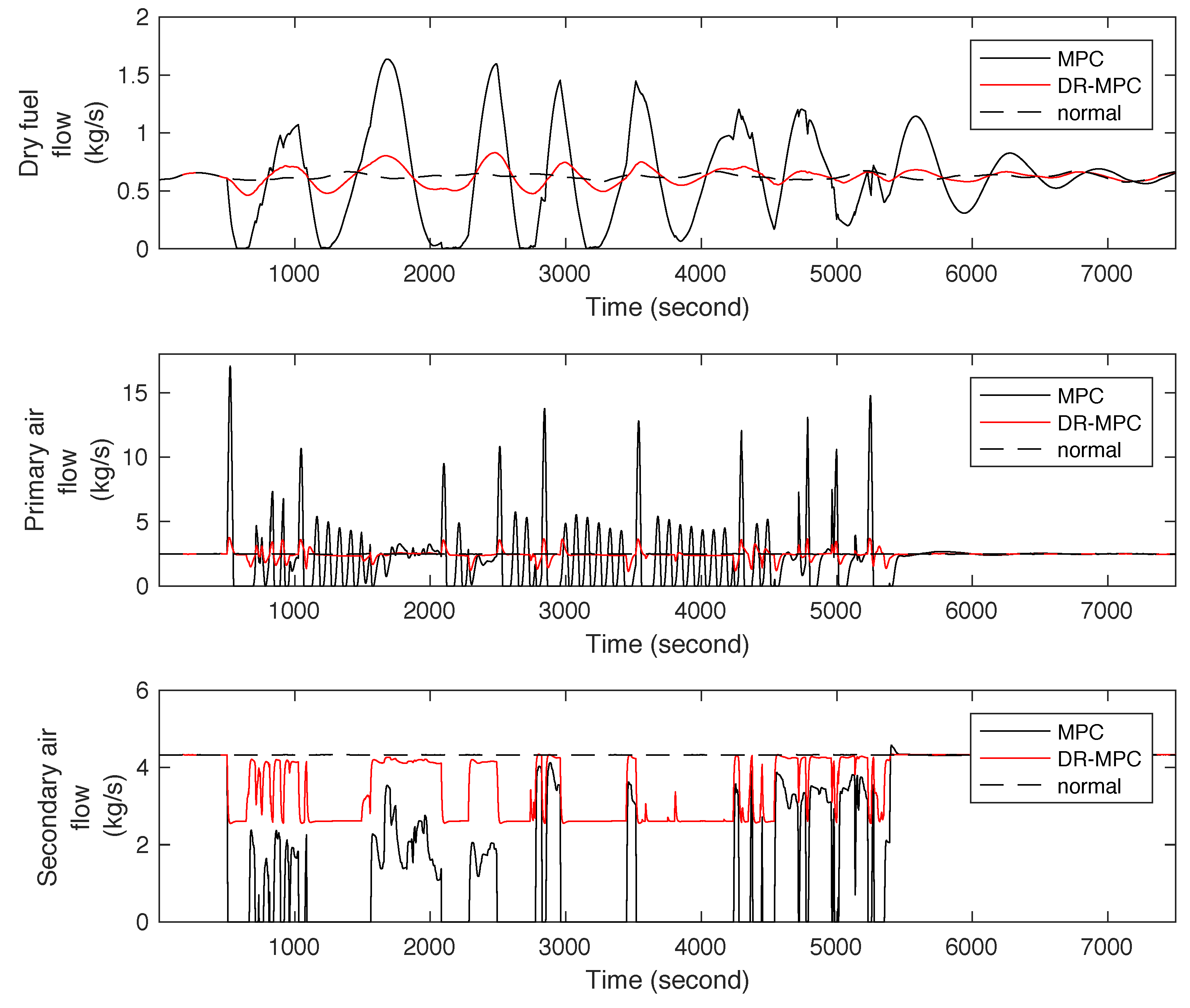
Figure 4 and
Figure 5 present the resulting behaviour of controlled outputs and control inputs, respectively. The results demonstrate that the closed-loop performance of the MPC strategy (black lines) is significantly deteriorated by the fault as it introduced undesirable oscillations to the control inputs and controlled outputs: The calculated soft-sensor value of the combustion power [
24] greatly differs from its nominal value, due to the faults in the flue gas oxygen content measurement. In contrast, the integrated DR-MPC (red lines) was able to notably reduce the effects of this fault on the considered process inputs and outputs. In other words, with the data reconciliation, the fault does not affect the steady-state behavior of the system. The integrated DR-MPC works as follows: Firstly, Equation (21) is used to calculate the reconciled measurements shown in
Figure 4. Secondly, Equation (12) is utilized to estimate the states and the disturbances of the system. Thirdly, the optimization problem (9) is solved, giving the new inputs as illustrated in
Figure 5. Finally, new state predictions are given by Equation (13). The oscillation of the fuel bed height is caused by the smaller weight of 0.001 used by the MPC for the fuel flow and primary air flow rates in comparison to 0.1 of the drum pressure. Moreover, there is the small degradation of the measurements with the DR-MPC in comparison to the ’normal’ faultless situation.
The flue gas oxygen content measurement is still needed: in its normal operation, it measures oxygen content fast (less than second) that is needed for fast dynamics of excess air control and to prevent pollution.
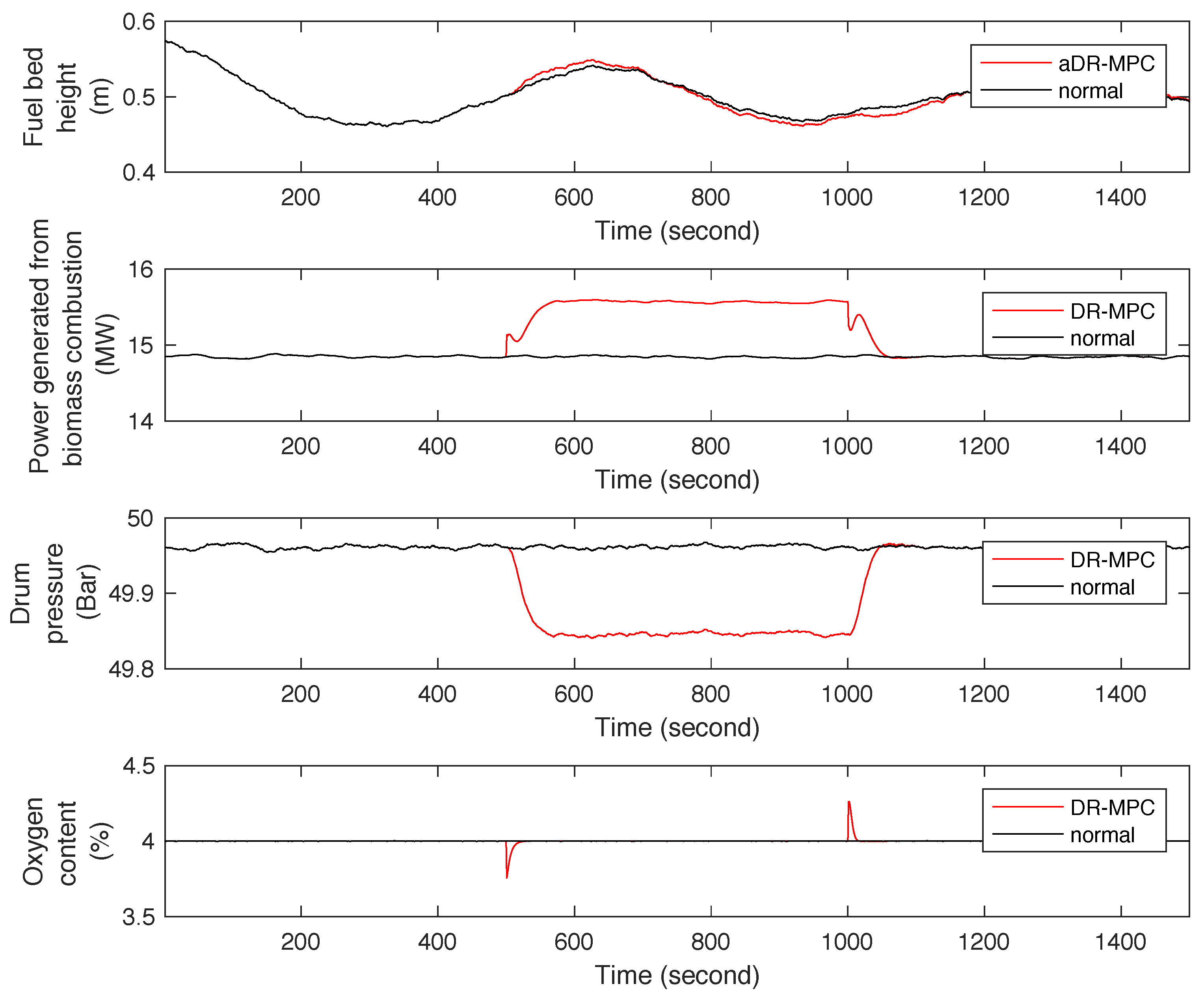
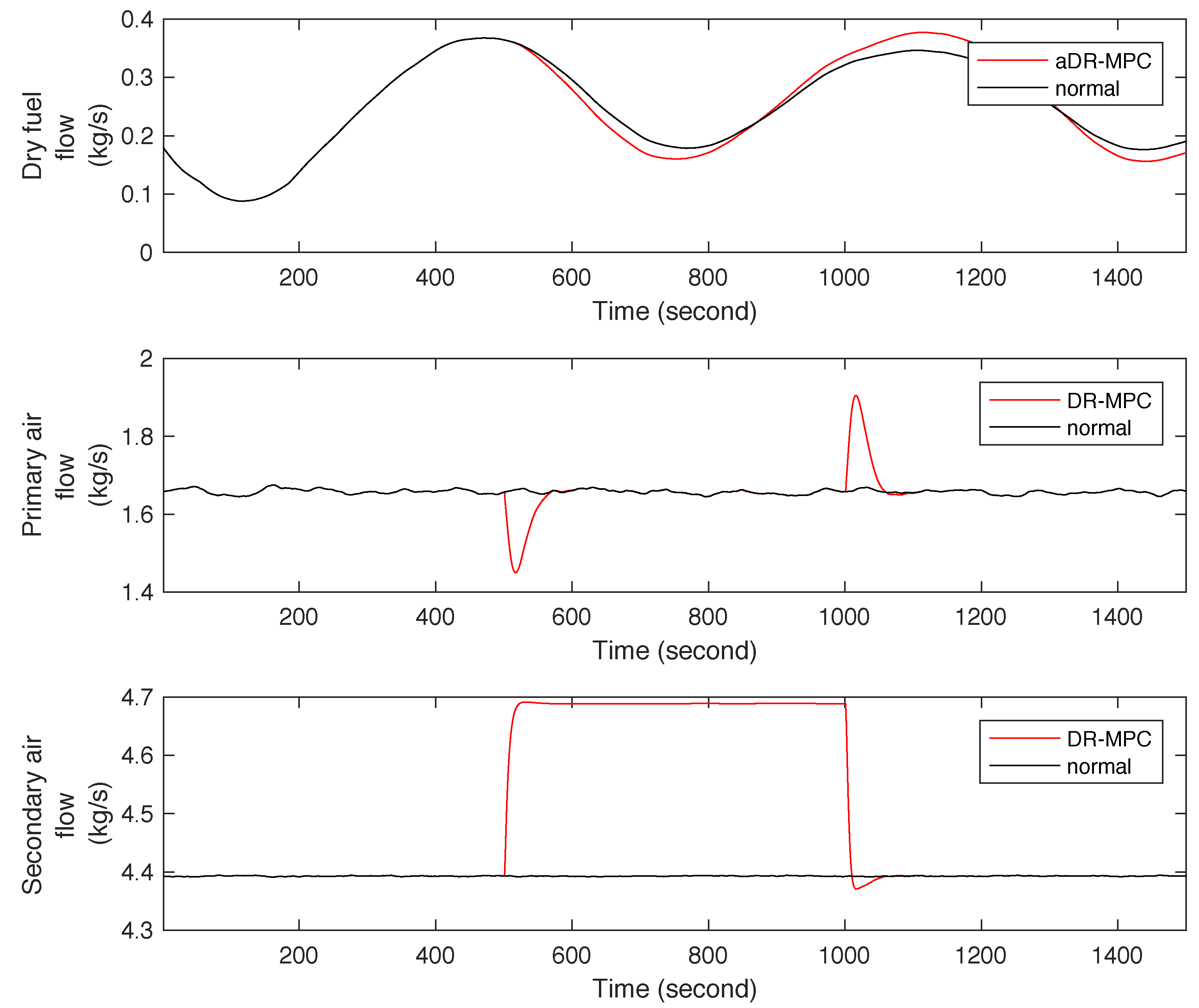
4.2. Case Study II
In this case study, the performance of the integrated DR-MPC strategy is evaluated during the occurrence of an oxygen content sensor failure. The failure occurs between 500 s and 1000 s. The tuning matrices of the MPC controller, the weighting matrix of the data reconciliation algorithm, and the input and output constraints are given the same values of the previous case study.
Figure 6 and
Figure 7 show the performance of the integrated DR-MPC.
The MPC strategy cannot perform under the absence of measurement data from the oxygen content sensor due to the failure. Instead, when the DR-MPC strategy is active, the reconciliation algorithm provides a reconstructed signal for the oxygen content measurement. As a result, the closed-loop system is prevented from being unstable. When comparing DR-MPC with the other available methods, usually the controller reconfiguration is needed.
In summary, the case studies demonstrated that the fault effects on the BioPower process, originating from the oxygen content sensor malfunction, can be effectively minimised by integrating the data reconciliation method into the MPC strategy.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






