1. Introduction
Vast amounts of thermal energy from various process industries (in the form of flue-gas exhausts, cooling streams, etc.) are currently being wasted by disposal into the environment [
1]. These streams are generally considered to be low- to medium-grade (temperature) and as such cannot be efficiently utilized for conversion to power by traditional heat engines such as the steam Rankine cycle. Furthermore, the efficiencies of engines utilizing these waste-heat streams are inherently limited by the low heat-source temperatures. However, the recovery and reuse of these waste-heat streams can significantly improve the overall energy and economic efficiencies of many process plants across a broad range of industries. Thus, the deployment of suitable heat engines capable of efficiently recovering and converting the wasted heat to power has been identified as one of the major pathways towards a high efficiency, sustainable and low-carbon energy future both in the scientific literature [
2], and in government and policy-related publications [
3].
Various heat-engine technologies have been proposed for the valorization of low-temperature heat [
4]. Prime examples include the organic Rankine cycle (ORC) [
5], Kalina cycle [
6], Goswami cycle [
7], and supercritical carbon dioxide (s-CO
2) cycle [
8]. These technologies have been deployed successfully for power generation in many diverse applications from domestic [
9,
10] to industrial [
11], and also for the purpose of combined heat and power [
12], and even cooling [
13]. Although these technologies are more mature, other earlier-stage options are also being currently developed, including various Stirling [
14], thermoacoustic [
15] and thermofluidic heat engines [
16]. In particular, the Non-Inertive-Feedback Thermofluidic Engine (NIFTE) [
17,
18] and the Up-THERM heat converter [
19,
20] have been shown to be thermodynamically and economically (due to their small number of moving parts) competitive with established technologies such as ORCs [
21].
The ORC, in particular, is an attractive proposition due to its similarity with the well-established steam Rankine-cycle engine, relatively high efficiency compared to the aforementioned low-temperature heat conversion alternatives, and the accompanying wealth of operational and maintenance experience. ORC systems have the design option of employing a number of organic working fluids, ranging from refrigerants to hydrocarbons and siloxanes [
22], including working fluid mixtures [
23] in order to optimize the heat transfer (and heat recovery) from/to the waste heat source and heat sink [
24]. The use of zeotropic mixtures is of particular interest as it can reduce thermodynamic irreversibility, e.g., in the condenser [
25]. ORC engines also offer flexibility by featuring a number of potential architectures [
26] such as transcritical cycles [
27], trilateral cycles [
28], partial evaporation cycles [
26], and the basic subcritical cycle, to best suit the characteristics of a targeted application heat source and sink. Computer aided molecular design (CAMD) approaches, riding on molecular-based equations of state [
29], have also been investigated in a bid to improve the overall heat-to-power conversion efficiency of ORC systems [
30].
ORC systems have been studied specifically for waste-heat recovery and conversion in energy intensive industries, where deployed systems span scales from a few kW to tens of MW. More recently, ORCs have also been applied for waste-heat recovery from automobile and marine prime movers such as internal combustion engines [
31] and turbocharged diesel engines [
32]. They have also been applied for power generation and energy efficiency on offshore oil and gas processing platforms [
33], also in combination with wind farms [
34]. In addition, over the years, the ORC has also seen applications in the petroleum refining industries from multiple waste-heat sources [
35], and in heat recovery from (rotary) kilns in the cement [
36] and steel industries [
37]. In these systems, an intermediate oil or water loop is employed to recover heat from the waste-heat stream before it is subsequently passed on the working fluid in the cycle.
In the steel industry, which is one of the highest energy and emission intensive sectors, there are multiple avenues for waste heat recovery with ORC systems including from various exhaust gas streams and cooling loops in ore smelting furnaces [
38]. Electric arc furnaces (EAF) in particular are considered as important and highly suitable candidates for waste heat recovery projects [
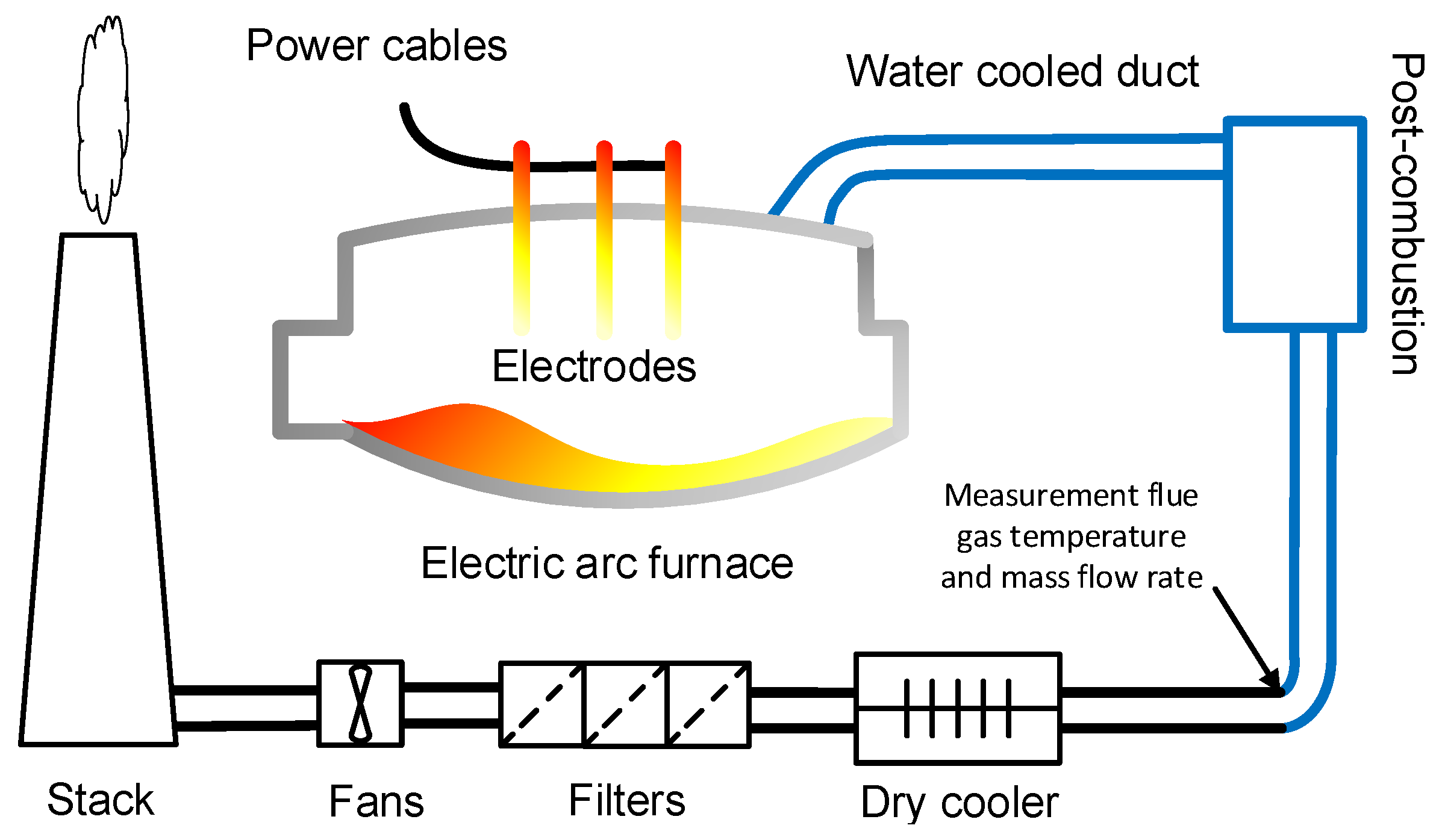
39]. The off-gas (i.e., flue-gas) has a high potential for energy recovery. Three different layouts can be conceived to capture this heat: heat exchangers can be placed directly outside the furnace (1600–2000 °C) just after the post combustion (200–900 °C), or they can recover heat by replacing the dry cooler. Inlet gases into the conditioning system just before the stack have temperature values of 80–140 °C. EAF heat recovery systems can be operated via the introduction of an intermediate thermal loop for power generation with an ORC engine. Brandt et al. [
40] analyzed a thermal oil operated tube bundle heat exchanger for EAF off-gas heat recovery. They indicate that the main challenge when designing heat exchangers for EAF off-gas is the high variation in temperature and velocity in addition to the fouling. These variations are attributed to the discontinuous operation. They therefore developed a methodology where both the unsteady heat flux and the dust load of the flue gas were considered. This allowed them to design an optimized heat exchanger configuration. Nardin et al. [
41] investigated the use of phase change materials (PCM) to smoothen the off-gas temperature. They also proposed to implement cyclones in the actual waste heat recovery unit (WHRU) to overcome the problem of the high dust content. The WHRU, with the PCM smoothing, resulted in a lower investment cost compared to the design for peak load.
However, the actual integration of an ORC with an EAF has only been investigated and reported in a few studies. Lin et al. [
42] investigated the benefit of using an ORC and wood pellet fuel in the steel making process of EAF plants. They however omit examining the waste heat recovery potential of the EAF itself and only consider the reheaters later on in the process.
Turboden implemented the first ORC-based heat recovery plant coupled to an EAF at Elbe-Stahlwerke Feralpi located at Riesa, Germany [
43], with a furnace capacity of 133 t/h and a tap-to-tap time of 45 min. The 3-MW electrical output ORC plant exploits a portion of the saturated steam produced and recovers heat from the exhaust gases. The heat recovery system was commissioned in December 2013. Since the EAF is a batch process with high variable heat flow, the inclusion of a steam accumulator was crucial. Compared to thermal oil loops, which work at higher temperatures (280–310 °C), the inclusion of a steam buffer at 26 bar (228–245 °C) implies a reduction in the ORC plant efficiency. The use of thermal oil was however ruled out due to safety reasons (i.e., flammability). The heat recovery process is divided into two main sections. In the first section, the flue gas at a temperature of 1600 °C is cooled by evaporative cooling. Cooling water at boiling point is fed from the steam drum to the cooling loop. This replaces the old cold water cooled ducts. The second section replaces the existing water quench tower (comparable to the dry cooler in the case presented in
Section 2). A Waste Heat Steam Generator (WHSG) with vertical tubes was installed. The WHSG includes an evaporator, superheater and economizer. The payback time depends on the use of the steam. Direct use of the steam gives a pay-back time of approximately two to three years, while using the steam for a power generating system has a pay-back time of approximately five to six years.
To the best knowledge of the authors, no single work provides a thorough systematic assessment on the potential of the combined EAF/ORC system. This is also supported by the above literature study wherein either the ORC is investigated as a stand-alone system or the EAF heat recovery units are described in detail. A comprehensive analysis on the potential energy savings for this specific application is therefore missing. As seen from the introduction, the analysis should include the variability of the off-gas, the choice of different intermediate thermal loops and the possibility of novel ORC architectures. This effectively defines the scope of the current work in view of previous studies.
5. Conclusions
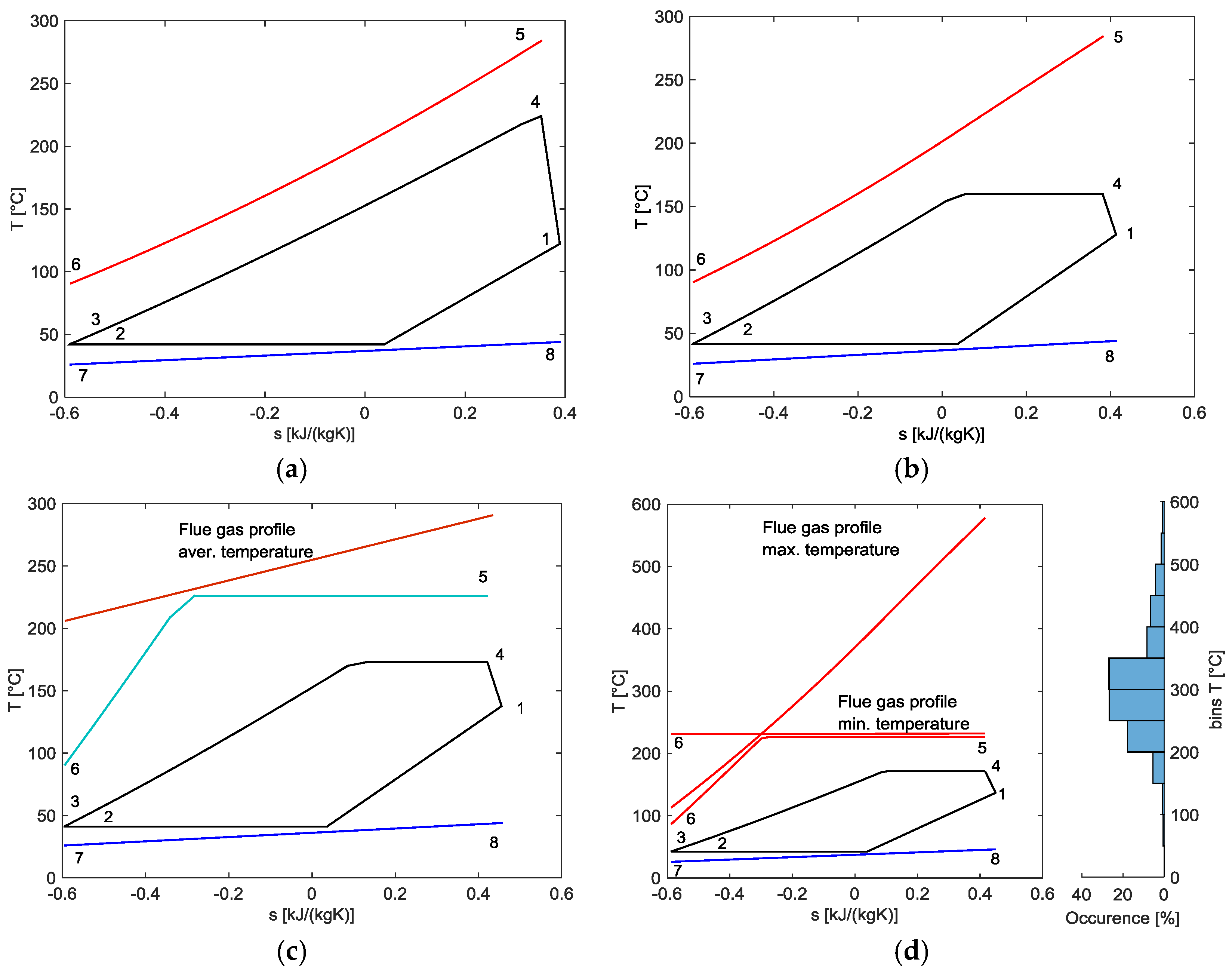
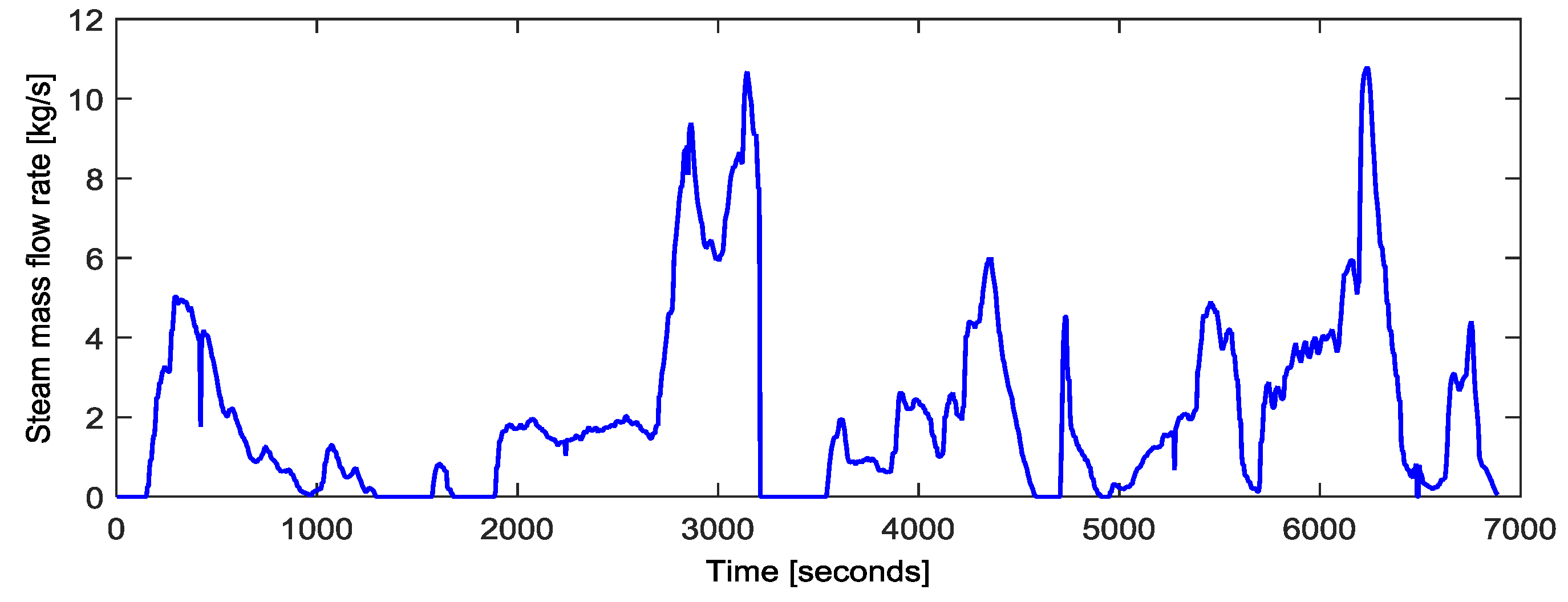
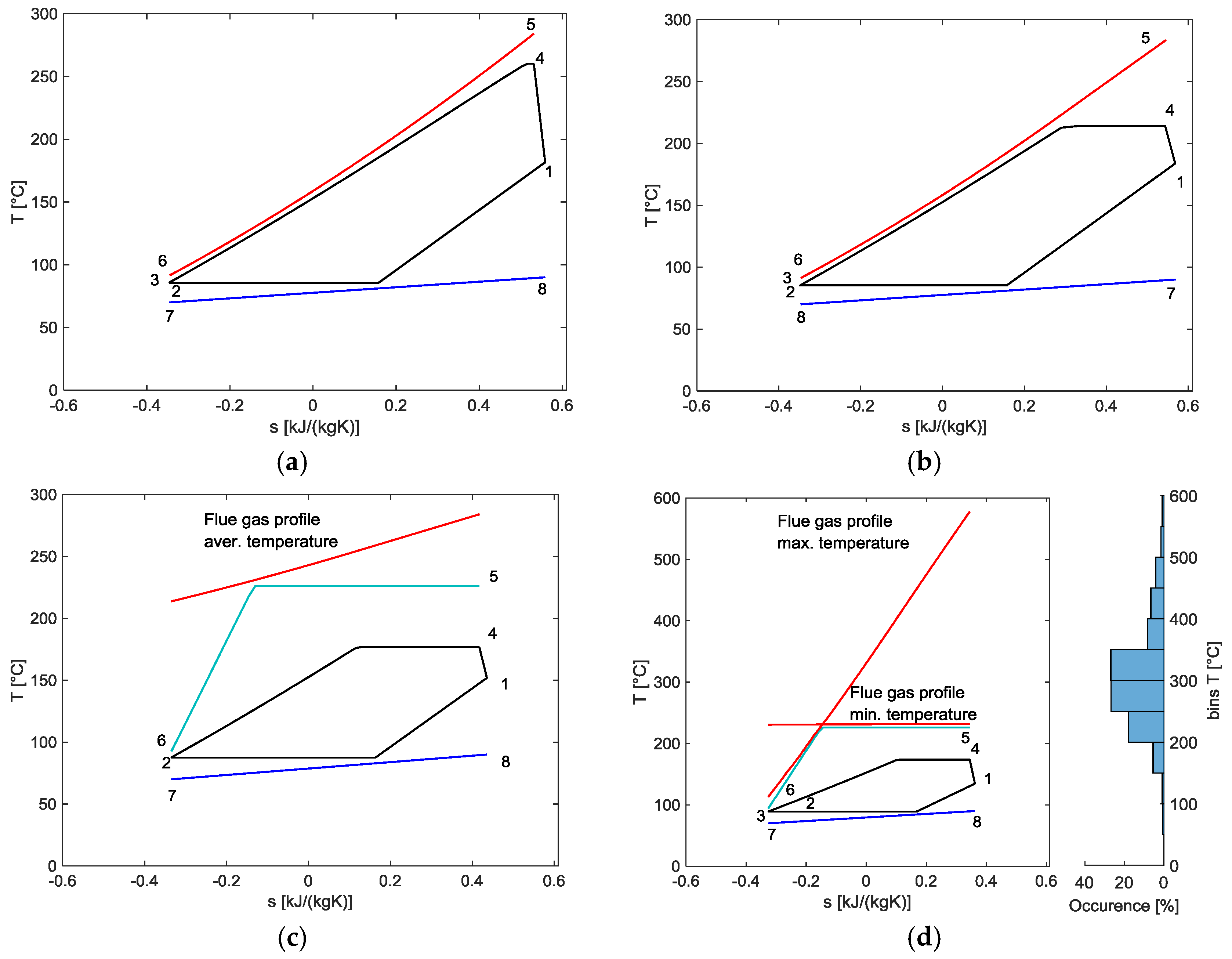
In this work, a comprehensive analysis concerning the integration of an organic Rankine cycle (ORC) with an electric arc furnace (EAF) was performed. As the EAF is a batch process with large time variation in available thermal capacity and temperature, it was concluded that buffering of the heat is a necessity for which a steam loop is identified as a straightforward solution.
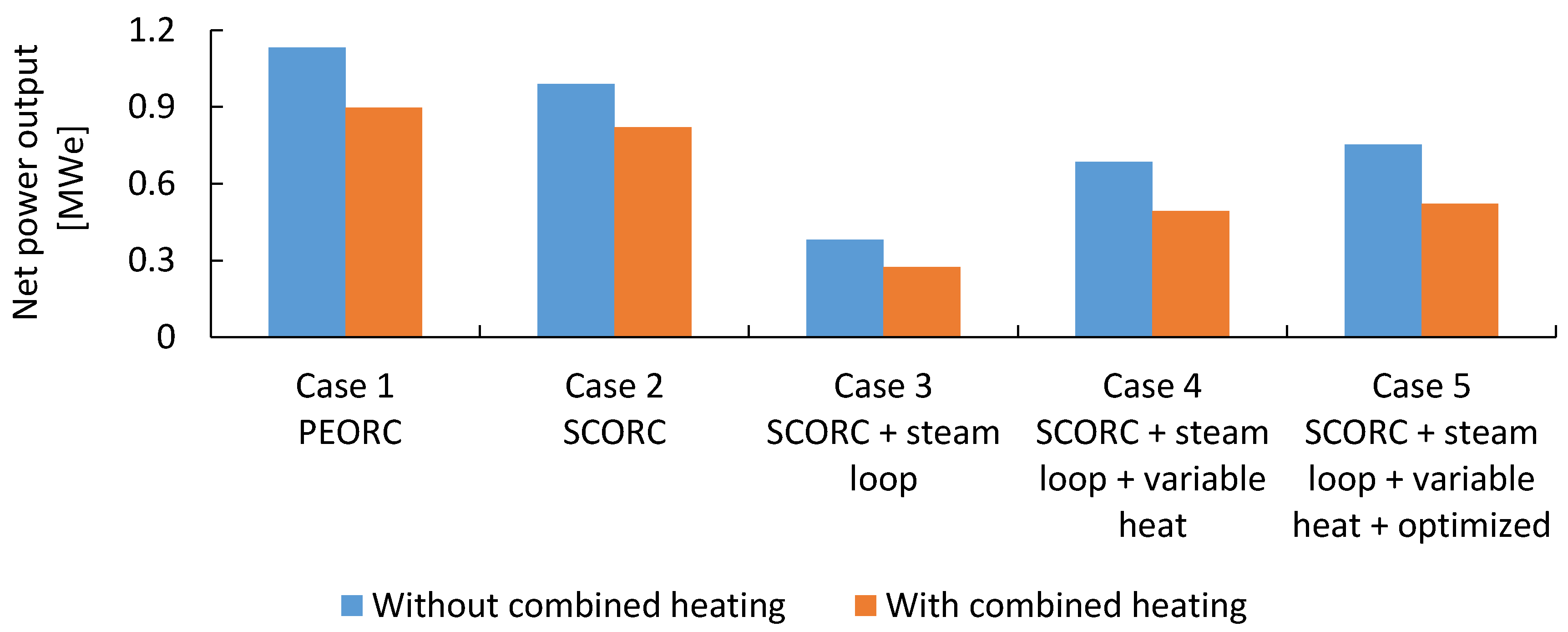
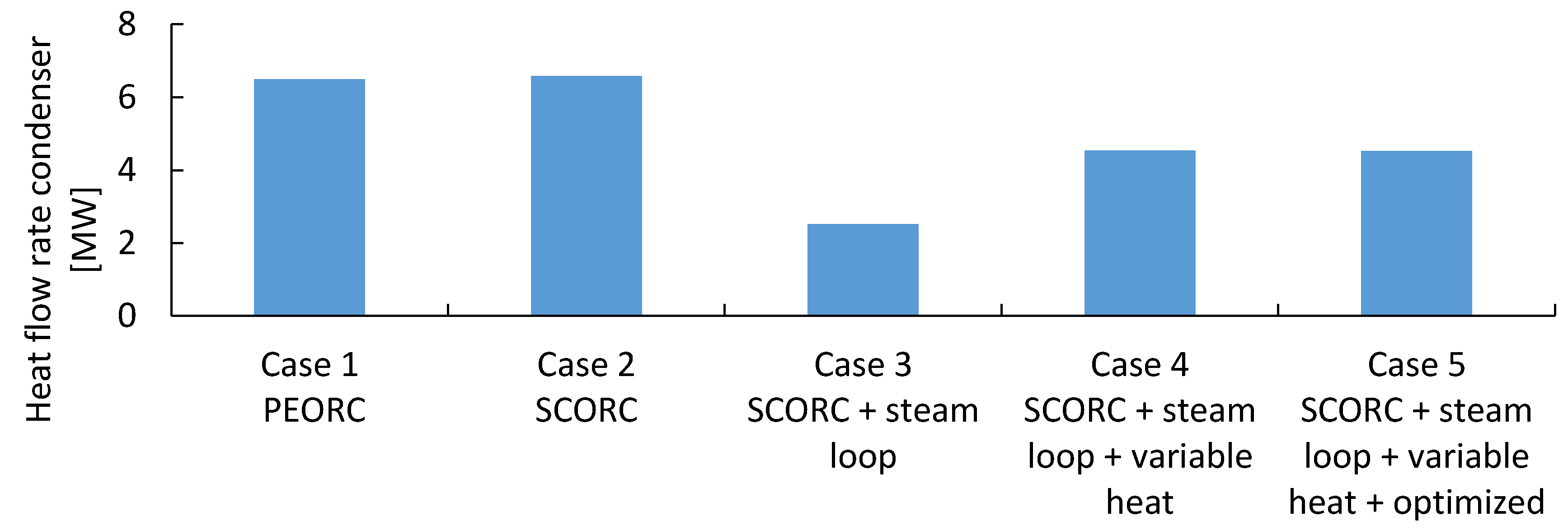
The subsequent analysis was subdivided into five different cases, and the following conclusions can be drawn from the results. Firstly, the partial evaporation cycle (PEORC) provides performance benefits in line with previous research in the literature, showing approximately a 10% higher power output compared to the SCORC. Secondly, the use of a steam buffer greatly reduces the heat transfer to the ORC due to the additional isothermal plateau of steam, decreasing the ORC power output by up to 61.5%. In addition, the use of time averaged input values is not sufficient to accurately simulate ORC/EAF systems as this gives biased results and, further, the optimal pressure of the steam buffer is 25 bar, which closely resembles the 26 bar found in the Elbe-Stahlwerke Feralpi plant [
43].
Additionally, the same system with the integration of a hot water loop (90–70 °C) at the condenser side for combined heating was investigated. The results for the optimized ORC and steam loop indicate an electricity output of 521 kWe, which is a decrease of 30.7% compared to the case without combined heating. However, in this scenario there is also a significant amount of heat (4.52 MW) which can be used on-site for space heating or hot water, or in a heat network.
For completeness, a system with a thermal oil loop instead of a steam loop was also studied. When using high temperature thermal oil for buffering, an increased net electrical power output of 26% and 39% relative to the systems with and without combined heating were found, respectively. These are significant improvements; however, the use of thermal oil in the steel industry is generally discouraged because of safety concerns due to their flammability.
The current work only investigates thermodynamic issues. A full appraisal of the project requires a comprehensive financial analysis. This can either be done directly, by calculating the profit over a time period; or indirectly, by using weighing factors to assess the value of heat and electricity. This will be the scope of future work.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}