A Study on the Effects of Starches on the Properties of Alkali-Activated Cement and the Potential of Starch as a Self-Degradable Additive

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Measurements
3. Results and Discussion
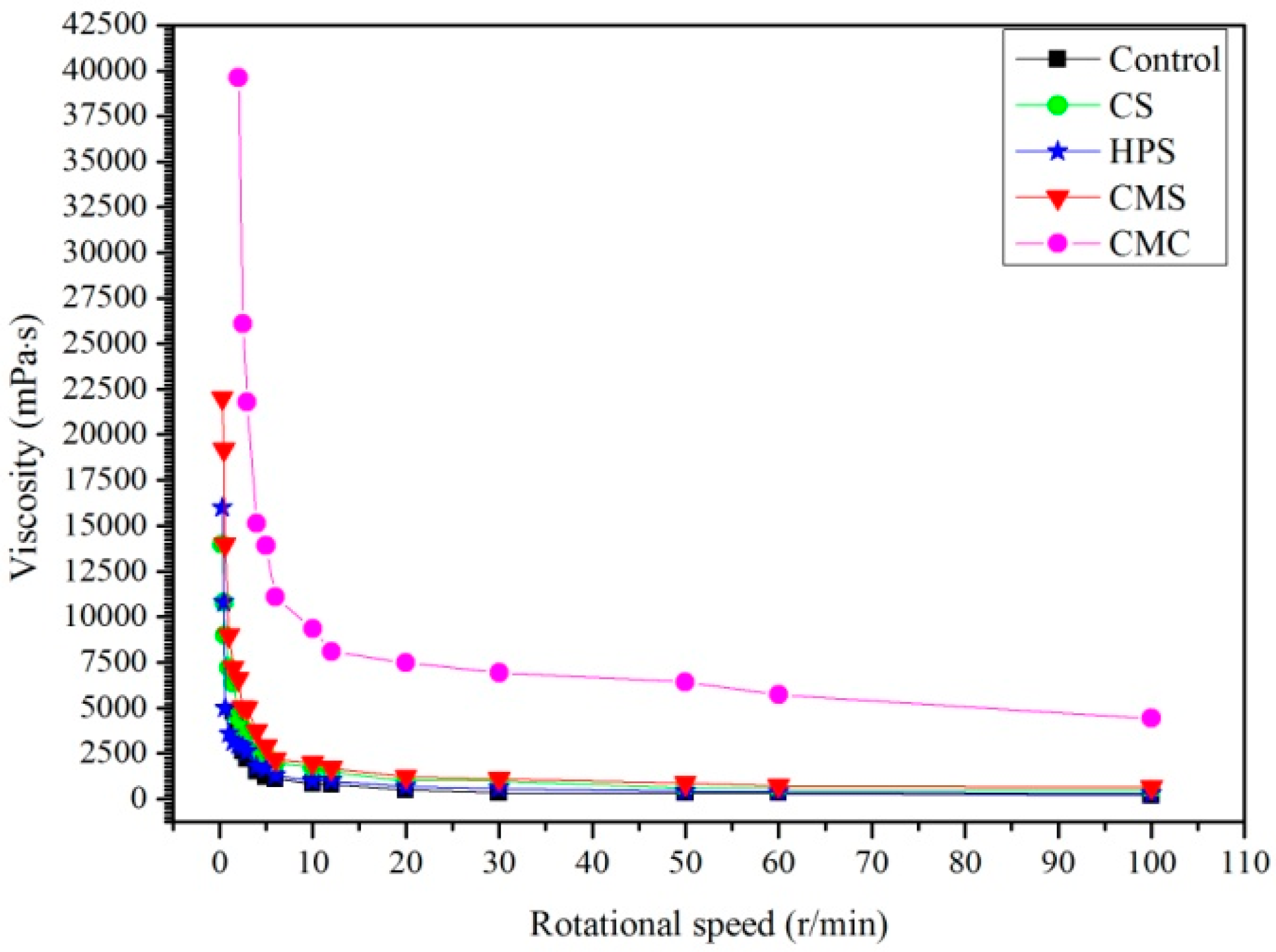
3.1. Rheological Properties
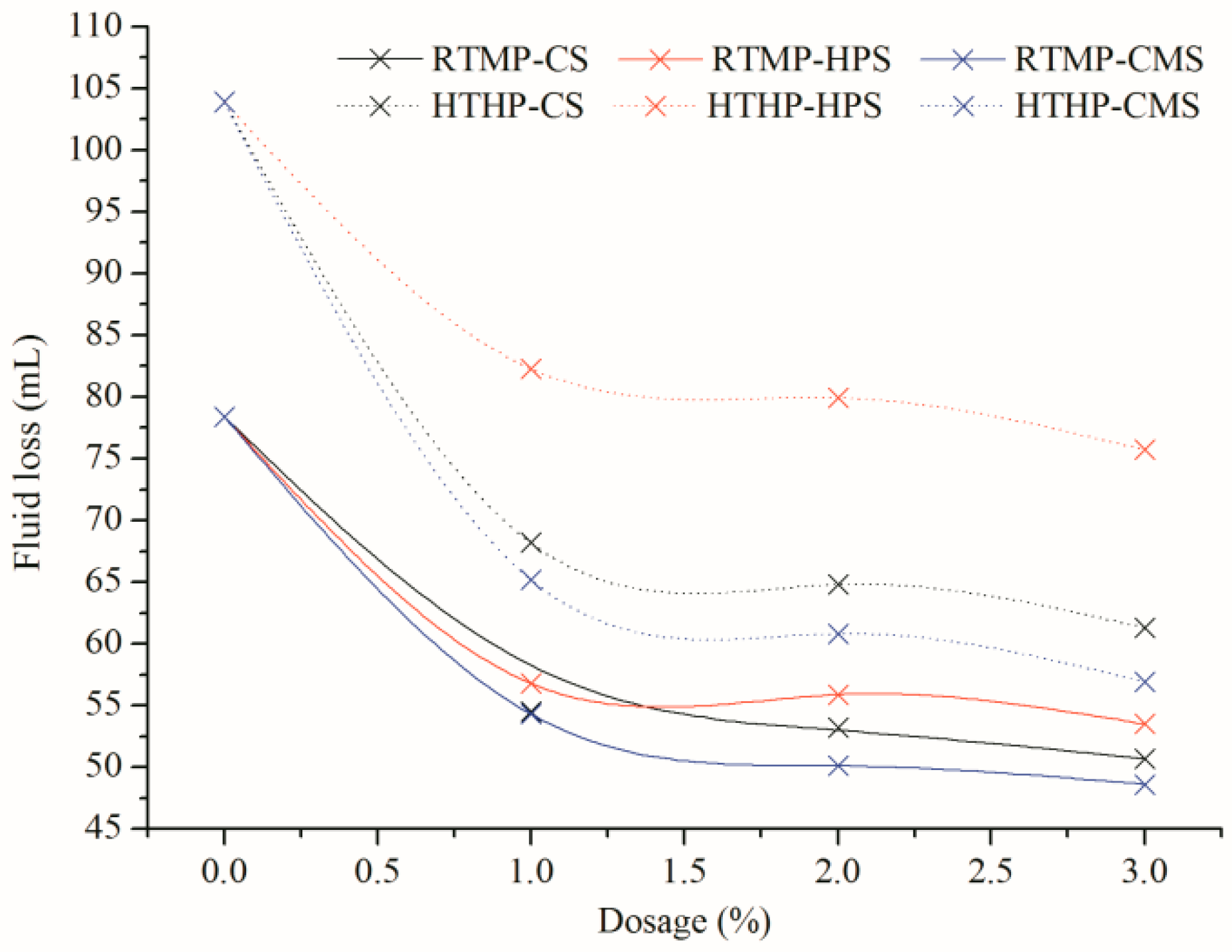
3.2. Static Fluid Loss
3.3. Setting Times
3.4. Compressive Strength
3.5. XRD
3.6. Thermo Gravimetric Analysis (TGA) and DSC
3.7. FTIR
3.8. Self-Degradation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Navigant Consulting Inc. Comparative Cost of California Central Station Electricity Generation Technologies. California Energy Commission; CEC-200-2007-011; 2007. Available online: http://www.energy.ca.gov/2007publications/CEC-200-2007-011/CEC-200-2007-011-SF-APB.PDF (accessed on 18 July 2017).
- Finger, J.; Blankenship, D. (Eds.) Lost circulation. In 2010 Handbook of Best Practices for Geothermal Drilling, 1st ed.; Sandia National Laboratories: Albuquerque, NM, USA, 2010. [Google Scholar]
- Stafford, C.E. Measuring the Success of EGS Projects: An Historical to Present Day Perspective. In Proceedings of the Australian Geothermal Energy Conference, Adelaide, Australia, 16–19 November 2010; 2010; pp. 210–213. Available online: https://www.geothermal-energy.org/pdf/IGAstandard/AGEC/2010/Stafford_2010.pdf (accessed on 18 July 2017).
- Irassar, E.F.; Bonavetti, V.L.; Gonza´lez, M. Microstructural study of sulfate attack on ordinary and limestone Portland cements at ambient temperature. Cem. Concr. Res. 2003, 33, 31–41. [Google Scholar] [CrossRef]
- Sugama, T.; Brothers, L.E.; Van de Putte, T.R. Acid-resistant cements for geothermal wells: Sodium metasilicate activated slag/fly ash blends. Adv. Cem. Res. 2005, 17, 65–75. [Google Scholar] [CrossRef]
- Aliques-Granero, J.; Tognonvi, T.M.; Tagnit-Hamou, A. Durability Test Methods and their Application to Aams: Case of Sulfuric-Acid Resistance. Mater. Struct. 2017, 50, 1–14. [Google Scholar] [CrossRef]
- Lee, N.K.; Koh, K.T.; An, G.H.; Ryu, G.S. Influence of binder composition on the gel structure in alkali activated fly ash/slag pastes exposed to elevated temperatures. Ceram. Int. 2017, 43, 2471–2480. [Google Scholar] [CrossRef]
- Abdalqader, A.F.; Jin, F.; Al-Tabbaa, A. Development of greener alkali-activated cement: Utilisation of sodium carbonate for activating slag and fly ash mixtures. J. Clean. Prod. 2016, 113, 66–75. [Google Scholar] [CrossRef]
- Nelson, E.; Barlet-Gouedard, V. Thermal cements. In Well Cementing, 2nd ed.; Nelson, E., Guillot, D., Eds.; Schlumberger: Sugar Land, TX, USA, 2006. [Google Scholar]
- Sugama, T.; Pyatina, T. Effect of sodium carboxymethyl celluloses on water-catalyzed self-degradation of 200 degrees C-heated alkali-activated cement. Cem. Concr. Compos. 2015, 55, 281–289. [Google Scholar] [CrossRef]
- Sugama, T.; Butcher, T.; Brothers, L.; Bour, D. Temporary cementitious sealing materials. In Proceedings of the Geothermal Resources Council Transactions 2011 Annual Meeting, San Diego, CA, USA, 23–26 October 2011. [Google Scholar]
- Yan, J. Technologies of Drilling Fluid, Revised ed.; China University of Petroleum Press: Beijing, China, 2011; pp. 139–140. [Google Scholar]
- Liu, X. Thermal Decomposition of Starch and Starch-Based Materials. Doctor’s Thesis, South China University of Technology, Guangzhou, China, 2011. [Google Scholar]
- Mendes, A.C.; Boesel, L.F.; Reis, R.L. Degradation studies of hydrophilic, partially degradable and bioactive cements (HDBCs) incorporating chemically modified starch. J. Mater. Sci.-Mater. Med. 2012, 3, 667–676. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shi, C. The Preparation and Performance of Water-Reducing Retarder Based on Starch. Master’s Thesis, Chongqing University, Chongqing, China, 2009. [Google Scholar]
- Wang, T. The Study on the Cement-Based Material Water-Reducing Prepared by Modified Starch. Master’s Thesis, Southwest University of Science and Technology, Mianyang, China, 2010. [Google Scholar]
- Lv, Z.; Yu, C.; She, S.; Wu, J.; Wang, T.; Ran, Q. Preparation and action mechanism of starch-based cement hydration heat regulating materials. J. Build. Mater. 2016, 4, 625–630. [Google Scholar]
- Feng, Y.C.; Gray, K.E. Review of fundamental studies on lost circulation and wellbore strengthening. J. Pet. Sci. Eng. 2017, 152, 511–522. [Google Scholar] [CrossRef]
- Romero, S.; Monroy, R.R.; Johnson, C.R.; Cardenas, F.; Torres Abraham, G.A. Preventing lost circulation by use of lightweight slurries with reticular systems: Depleted reservoirs in southern Mexico. Soc. Pet. Eng. 2006, 21, 185–192. [Google Scholar] [CrossRef]
- Mehrabian, A.; Jamison, D.E.; Teodorescu, S.G. Geomechanics of lost-circulation events and wellbore-strengthening operations. Soc. Pet. Eng. 2015, 20, 1305–1316. [Google Scholar] [CrossRef]
- Kohl, T.; Megel, T. Predictive modeling of reservoir response to hydraulic stimulations at the European EGS site Soultz-sous-Forets. Int. J. Rock Mech. Min. Sci. 2007, 44, 1118–1131. [Google Scholar] [CrossRef]
- Portier, S.; Vuataz, F.D.; Nami, P.; Sanjuan, B.; Gerard, A. Chemical stimulation techniques for geothermal wells: Experiments on the three-well EGS system at Soultz-sous-Forets, France. Geothermics 2009, 38, 349–359. [Google Scholar] [CrossRef]
- Rafiq, S.I.; Singh, S.; Saxena, D.C. Effect of alkali-treatment on physicochemical, pasting, thermal, morphological and structural properties of horse chestnut (Aesculus Indica) starch. J. Food Meas. Charact. 2016, 10, 676–684. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Zhang, Z.L.; Sui, T.B.; Chen, F.Y.; Wen, S.J.; Shi, H.X.; Wang, J.; Fan, L. Determined the rheological properties of HBC cement paste slurry using rotational viscometer. Liaoning Build. Mater. 2005, 1, 18–20. [Google Scholar]
- Vipulanandan, C.; Mohammed, A. Smart cement rheological and piezoresistive behavior for oil well applications. J. Pet. Sci. Eng. 2015, 135, 50–58. [Google Scholar] [CrossRef]
- Wang, W.; Wang, K.; Xiao, J.; Liu, Y.; Zhao, Y.; Liu, A. Performance of high amylose starch-composited gelatin films influenced by gelatinization and concentration. Int. J. Biol. Macromol. 2017, 94, 258–265. [Google Scholar] [CrossRef] [PubMed]
- Su, H.; Ji, S.; Liu, Z. Study on the correlation between the index of cement slurry filtrate loss and water loss. Inner Mongolia Pet. Ind. 2010, 23, 135–137. [Google Scholar]
- Song, B.; Zhang, M.; Mu, Z.; He, Y.; Zhang, W. Damage analysis and protection technology of slurry filtrate to oil and gas reservoir. Oil Drill. Prod. Technol. 2005, 1, 27–28. [Google Scholar]
- Hurnaus, T.; Plank, J. Synthesis, Characterization and performance of a novel phosphate modified fluid loss additive useful in oil well cementing. J. Nat. Gas Sci. Eng. 2016, 36, 165–174. [Google Scholar] [CrossRef]
- Li, M.; Xie, D.; Guo, Z.; Lu, Y.; Guo, X. A novel terpolymer as fluid loss additive for oil well cement. Int. J. Polym. Sci. 2017, 2017, 3940394. [Google Scholar] [CrossRef]
- Shi, C.J.; Krivenko, P.V.; Roy, D. Alkali-Activated Cements and Concretes, 1st ed.; Chemical Industry Press: Beijing, China, 2008; pp. 70–74. [Google Scholar]
- Shen, X.; Yao, Y. Research Progress of Cementitious Materials, 1st ed.; Higher Education Press: Beijing, China, 2012; pp. 446–447. [Google Scholar]
- Dai, K. Study on the Cementitious System of the Slag and Fly Ash Mixture. Master’s Thesis, Daqing Petroleum Institute, Daqing, China, 2009. [Google Scholar]
- Thiercelin, M. Mechanical properties of well cements. In Well Cementing, 2nd ed.; Nelson, E., Guillot, D., Eds.; Schlumberger: Sugar Land, TX, USA, 2006. [Google Scholar]
- Yang, H.; Jiang, L.; Zhang, Y.; Pu, Q.; Xu, Y. Predicting the Calcium leaching behavior of cement pastes in aggressive environments. Constr. Build. Mater. 2012, 29, 88–96. [Google Scholar] [CrossRef]
- Kuryatnyk, T.; Chabannet, M.; Ambroise, J.; Pera, J. Leaching behaviour of mixtures containing plaster of Paris and calcium sulphoaluminate clinker. Cem. Concr. Res. 2010, 40, 1149–1156. [Google Scholar] [CrossRef]
- Koo, D.S.; Sung, H.H.; Kim, S.S.; Kim, G.N.; Choi, J.W. Characteristics of cement solidification of metal hydroxide waste. Nucl. Eng. Technol. 2017, 49, 165–171. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; Nicolas, R.S.; Hamdan, S.; van Deventer, J.S.J. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Lee, N.K.; Lee, H.K. Reactivity and reaction products of alkali-activated, fly ash/slag paste. Constr. Build. Mater. 2015, 81, 303–312. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Walkley, B.; Nicolas, R.S.; Gehman, J.D.; Brice, D.G.; Kilcullen, A.R.; Duxson, P.; van Deventer, J.S.J. Gel nanostructure in alkali-activated binders based on slag and fly ash, and effects of accelerated carbonation. Cem. Concr. Res. 2013, 53, 127–144. [Google Scholar] [CrossRef]
- Marjanovic, N.; Komljenovic, M.; Bascarevic, Z.; Nikolic, V.; Petrovic, R. Physical-mechanical and microstructural properties of alkali-activated fly ash-blast furnace slag blends. Ceram. Int. 2015, 41, 1421–1435. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Y.; Xu, M.; Zhao, Q. Effect of carbon dioxide corrosion on compressive strength of oilwell cement. J. Chin. Ceram. Soc. 2009, 37, 642–647. [Google Scholar]
- Tang, P.; Liu, Y.; Liu, J. Effect of lime on gelatinization of heat-treatment corn flour. Food Sci. Technol. 2016, 41, 186–190. [Google Scholar]
- Li, X.; Gao, W.; Huang, L.; Wang, Y.; Huang, L.; Liu, C. Preparation and physicochemical properties of carboxymethyl fritillaria ussuriensis maxim. Starches. Carbohydr. Polym. 2010, 80, 768–773. [Google Scholar] [CrossRef]
- Zhang, B.; Tao, H.; Wei, B.; Jin, Z.; Xu, X.; Tian, Y. Characterization of different substituted carboxymethyl starch microgels and their interactions with lysozyme. PLoS ONE 2014, 9, e114634. [Google Scholar] [CrossRef] [PubMed]
- Lawal, O.S.; Lechner, M.D.; Kulicke, W.M. The synthesis conditions, characterizations and thermal degradation studies of an etherified starch from an unconventional source. Polym. Degrad. Stab. 2008, 93, 1520–1528. [Google Scholar] [CrossRef]
- Somasundaran, P. Encyclopedia of Surface and Colloidal Science, 2nd ed.; CRC Press: Florida, FL, USA, 2006. [Google Scholar]
- Sangseethonga, K.; Ketsilp, S.; Sriroth, K. The role of reaction parameters on the preparation and properties of carboxymethyl cassava starch. Starch-Starke 2005, 57, 84–93. [Google Scholar] [CrossRef]
- Cao, Y.; Liu, Z.; Yu, H. Influences of alkali treatment time on properties of starch-based wood adhesives. China Adhes. 2014, 23, 576–580. [Google Scholar]
- Yang, G.; Fan, T. Study on the modified corn starch adhesive. China Adhes. 2003, 12, 34–37. [Google Scholar]
- Ren, J.; Liu, G.; Ou, Q.; Zhao, S.; Xu, J.; Ma, D. Starch discrimination with Fourier Transform Infrared Spectroscopy (FTIR) and Two-dimensional Correlation Infrared Spectroscopy (2D-IR). Chin. Agric. Sci. Bull. 2015, 31, 58–64. [Google Scholar]
- Weng, S. Fuliye Bianhuan Hongwai Guangpu Fenxi, 2nd ed.; Chemical Industry Press: Beijing, China, 2010; pp. 291–362. [Google Scholar]
- Xu, J. Infrared spectroscopy analysis is of modified sodium metasilicate. Foundry 2008, 57, 835–838. [Google Scholar]
- Zhang, Z.H.; Li, L.F.; Ma, X.; Wang, H. Compositional, microstructural and mechanical properties of ambient condition cured alkali-activated cement. Constr. Build. Mater. 2016, 113, 237–245. [Google Scholar] [CrossRef]
- Allahverdi, A.; Mehrpour, K.; Kani, E.N. Investigating the possibility of utilizing pumice-type natural pozzonal in production of geopolymer cement. Ceram. Silik. 2008, 52, 16–23. [Google Scholar]
- Tang, Y.; Zuo, X.; Yin, G.; He, S.; Ayinde, O. Influence of slag on leaching behavior of cement mortar lined in ductile iron pipe under a flowing solution. Mater. Des. 2017, 114, 612–622. [Google Scholar] [CrossRef]
- Tang, Y.; Zuo, X.; He, S.; Ayinde, O.; Yin, G. Influence of slag content and water-binder ratio on leaching behavior of cement pastes. Constr. Build. Mater. 2016, 129, 61–69. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | CS | HPS | CMS |
|---|---|---|---|
| Appearance and odor | White powder and no odor | ||
| Fineness (%) | 96.52 | 97.37 | 95.24 |
| Viscosity (mPa·s) | 5.3 | 25.6 | 48.0 |
| Water content (%) | 7.05 | 5.21 | 8.57 |
| pH (3%) | 7.34 | 7.26 | 10.12 |
| Swelling power (g/g) | 9.16 | 26.38 | 47.65 |
| Solubility (%) | 5.49 | 3.81 | 1.21 |
| Component | CaO | SiO2 | Al2O3 | MgO | Fe2O3 | K2O | TiO2 | MnO | Others |
|---|---|---|---|---|---|---|---|---|---|
| Fly ash | 17.70 | 37.33 | 20.42 | 1.96 | 4.93 | 1.18 | 0.79 | 0.06 | 16.48 |
| Slag | 36.55 | 31.13 | 14.37 | 9.13 | 0.52 | 0.42 | 1.19 | 0.31 | 7.88 |
| Samples | Non-Treated Starches | Water-Treated Starches | Filtrate-Treated Starches | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Before | After | Loss (%) | Before | After | Loss (%) | Before | After | Loss (%) | |
| CS | 1.01 | 0.91 | 9.90 | 1.02 | 0.96 | 5.88 | 1.12 | 0.80 | 28.57 |
| HPS | 1.01 | 0.92 | 8.91 | 1.01 | 0.96 | 4.95 | 1.08 | 0.75 | 30.56 |
| CMS | 1.00 | 0.83 | 17.00 | 1.01 | 0.82 | 18.81 | 1.11 | 0.72 | 35.14 |
| Samples | Apparent Porosity | |||
|---|---|---|---|---|
| Control | 123.8 | 136.5 | 83.8 | 24.10 |
| CS-3 | 121.2 | 139.2 | 81.5 | 31.19 |
| HPS-3 | 120.6 | 141.7 | 82.3 | 35.52 |
| CMS-3 | 122.5 | 148.9 | 84.1 | 40.74 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, H.; Zheng, X.; Ma, L.; Huang, H.; Xia, B. A Study on the Effects of Starches on the Properties of Alkali-Activated Cement and the Potential of Starch as a Self-Degradable Additive. Energies 2017, 10, 1048. https://doi.org/10.3390/en10071048
Tan H, Zheng X, Ma L, Huang H, Xia B. A Study on the Effects of Starches on the Properties of Alkali-Activated Cement and the Potential of Starch as a Self-Degradable Additive. Energies. 2017; 10(7):1048. https://doi.org/10.3390/en10071048
Chicago/Turabian StyleTan, Huijing, Xiuhua Zheng, Limenglu Ma, Haixiao Huang, and Bairu Xia. 2017. "A Study on the Effects of Starches on the Properties of Alkali-Activated Cement and the Potential of Starch as a Self-Degradable Additive" Energies 10, no. 7: 1048. https://doi.org/10.3390/en10071048
APA StyleTan, H., Zheng, X., Ma, L., Huang, H., & Xia, B. (2017). A Study on the Effects of Starches on the Properties of Alkali-Activated Cement and the Potential of Starch as a Self-Degradable Additive. Energies, 10(7), 1048. https://doi.org/10.3390/en10071048