Based on the available test results according to R245fa as working fluid, the chamber model of SE 34.5 is calibrated in terms of flow coefficients. Here, mass flow as well as indicated power are calculated using KaSim relating to adiabatic expander operation. Additionally, mechanical and hydraulic loss models in terms of expander power loss calculations are considered. Thus, the effective power is also determined and complete characteristic maps of SE 34.5 operating in an ORC power system with lubricating auxiliary fluid are calculated. Relevant mechanisms influencing the operation of wet-running twin-screw expanders are identified.
4.1. Chamber Model Calibration
Based on the results of the experimental investigation of SE 34.5 in an ORC with R245fa as working fluid, a chamber model of the test twin-screw expander is calibrated in terms of clearance and inlet flow coefficients. Within the calibration calculations, the recorded operational parameters referring to
Table 3 are considered. The calibration is carried out by a systematic variation of flow coefficients in consideration of the auxiliary fluid in the expander’s inlet and clearances. The geometrical parameters correspond to
Table 1 under consideration of different housing clearance heights at the male and female rotors. During the calibration process, experimental and simulated pure refrigerant mass flows are compared. Thus, the chamber model is calibrated with regard to internal leakages and inlet throttling. At the same time, calculated and measured effective power are compared. Since a chamber model simulation provides indicated power, an additional calculation of mechanical and hydraulic losses is carried out in order to determine the effective power. The corresponding model, presented in
Section 3.4, is applied with regard to R245fa and Emkarate
® oil. A constant oil temperature of 5 K lower than the expander inlet temperature is taken into account in terms of hydraulic and mechanical loss calculations.
The free parameters during the calibration of the chamber model are listed in
Table 7. As a reference, coefficients of 0.8 representing flow losses in the clearances, inlet, and outlet with respect to a pure gaseous flow are taken into account. A detailed variation in the flow coefficients of the front clearances at the high-pressure side, of the housing clearances, and of the inlet is carried out in order to represent flow losses in terms of a two-phase flow. Since the influence of the outlet flow coefficients on mass flow and indicated power is relatively low, it is assumed to be constant (
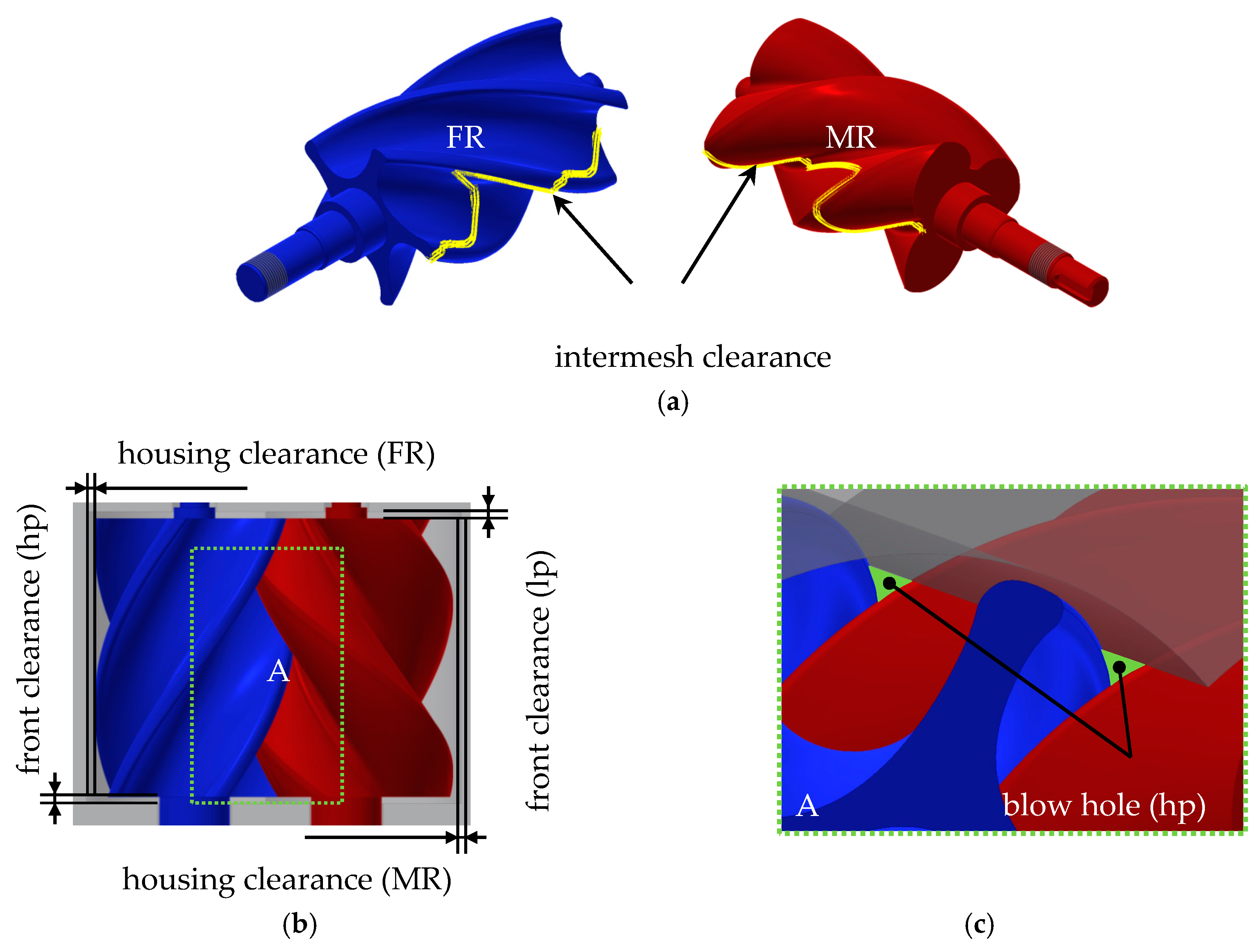
αo = 0.8) within the following evaluations. All remaining expander clearances—blow holes, front clearances at the low-pressure side, as well as intermesh clearances—are modelled according to flow coefficients of 0.8. Especially with respect to the low-pressure front clearances and blow holes, a flow coefficient of 0.8 is appropriate due to relatively large clearance heights, where no essential sealing effect by means of the lubricant can be expected. As for the intermesh clearances, no significant blocking effect is expected, either, since significant centrifugal forces in a radial direction towards the rotor tips prevail.
In
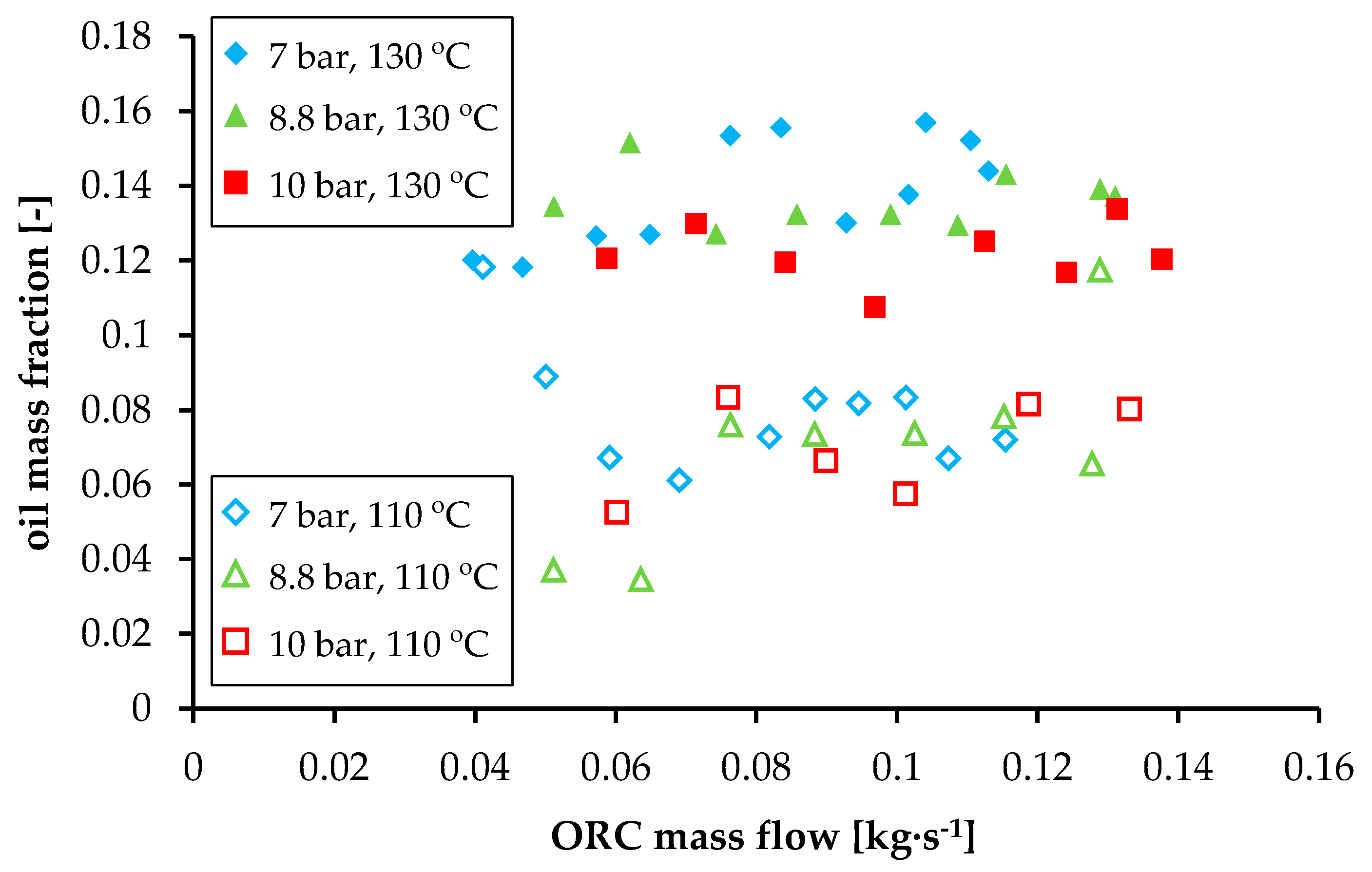
Figure 7, a relevant dependency of the oil mass fraction
(determined by means of heat balancing at the evaporator in the ORC according to Equation (2)) on refrigerant inlet temperature can be detected in the test results. In contrast, no systematic impact of overall mass flow on the oil mass fraction is obvious. An increasing oil mass fraction at a higher inlet temperature can be attributed to the declining lubricant viscosity, lower liquid wall friction as a consequence, and reduced liquid accumulation in the ORC system components. Since the amount of oil in the experiment can only be estimated, oil mass fraction in the confidence range between
= 0.05 and
= 0.1 is considered during the comparison of simulated and measured refrigerant mass flow. Here, both simulated and measured mass flow rates refer to the pure refrigerant.
With respect to mass flow and hydraulic-loss calculation, several conservative assumptions are made within the simulations. With regard to acceleration loss calculation (see
Table 5), a constant oil mass fraction of
= 0.05 is assumed, since either uncertainties according to the estimations or presumably strong fluctuation of the oil mass fraction during the tests can be observed in
Figure 7. Moreover, acceleration losses represent a relatively minor part of the total hydraulic losses, so a constant oil mass fraction can be assumed for the sake of simplicity. With respect to hydraulic losses, the total volume of the high-pressure front clearances and the housing clearances of both male and female rotors are assumed to be filled with the lubricant.
In
Figure 8, the results of inlet and clearance flow coefficient variations, focusing on the accordance of simulated and measured refrigerant mass flow, are presented as an example at an inlet pressure of 7 bar and an inlet temperature of 110 °C. Based on the recorded ORC mass flow
, the confidence range of the pure refrigerant mass flow, presuming an oil mass fraction of
= 0,
= 0.05, and
= 0.1, is illustrated. If the assumed oil mass fraction goes to zero, pure refrigerant mass flow is equivalent to recorded mass flow
. Assuming a constant oil mass fraction of
= 0.05 or
= 0.1 with regard to
Figure 7, pure refrigerant mass flow in the experiments accounts for 95% or 90% of the recorded ORC mass flow rate
. In
Figure 8, different outlet conditions relate to each operating point due to pressure drop in the piping as mentioned earlier. Basically, increasing male rotor tip speed and mass flow result in higher outlet temperatures and pressure levels respectively. Nevertheless, no significant influence of back-pressure on mass flow is expected and, therefore, the calibration results referring to mass flow can be transferred to any back-pressure condition.
In general, expander mass flow increases at higher rotor speeds, according to both measurement and simulation, due to an increasing number of working cycles. In order to model the influence of two-phase flow via the inlet, inlet flow coefficients lower than 0.8 at constant clearance flow characteristics (
=
= 0.4) are considered in
Figure 8a. Different inlet flow coefficients correspond to changing throttling at the inlet in terms of two-phase flow, which affects the mass flow change depending on the rotor speed. On the one hand, decreasing inlet flow coefficients result in lower mass flow at higher rotational speeds due to increased inlet throttling. On the other hand, a variation in the inlet flow coefficient does not significantly influence the mass flow at low rotor tip speeds. Here, the working fluid mixture is characterised by relatively low flow velocity, so enough time for mass exchange via the inlet port is available. In this context, a flow coefficient of 0.6 still provides relatively high mass flow at high rotor tip speeds, since throttling losses that become more dominant under these conditions seem not to be predicted properly. A further reduction in the inlet flow coefficients results in a more adequate agreement of mass flow between experiment and simulation. An appropriate chamber model calibration in terms of mass flow results in an inlet flow coefficient of 0.45. In this context, simulated mass flow matches the measurement results in the given confidence range of oil mass fraction of 0.05 ≤
≤ 0.1 at each male rotor tip speed under consideration.
In
Figure 8b, at constant inlet flow characteristics (
= 0.45), the influence of changing clearance flow coefficients and internal leakage respectively is presented. Considering clearance flow coefficients lower than 0.8, clearance sealing by the liquid is modelled. Thus, decreasing clearance flow coefficients result in lower internal leakage and expander mass flow. Compared to the variation in
Figure 8a, an offset of mass flow at each rotor speed can be observed when the clearance flow coefficients are varied. Nevertheless, mass flow variation at higher rotor tip speeds decreases with regard to declining clearance flow coefficients, since the influence of internal leakage in this operating range becomes less dominant. Clearance flow coefficients of 0.8, relating solely to gas flow, result in relatively high simulated internal leakage and mass flow respectively. Therefore, lower flow coefficients are necessary. Considering relatively low flow coefficients of 0.2, the internal leakage seems to be rather inadequately predicted, since simulated mass flow is more than 10% lower than the metered mass flow, especially at low rotor tip speeds. Considering the oil mass fraction levels illustrated in
Figure 7, this deviation might be in the range between 5% and 10% at an inlet temperature of 110 °C. Hence, clearance flow coefficients of 0.4 reveal an acceptable accordance between simulation and experiment.
With respect to the comparison of simulated and experimental mass flow in
Figure 8, the calibration of the chamber model delivers high-pressure front and housing clearance flow coefficients of 0.4, representing the blocking of the clearance. Inlet flow coefficients set to 0.45 correspond to increasing inlet throttling due to two-phase refrigerant-lubricant flow. Based on the inlet and clearance flow coefficients set out in
Figure 8, a variation in operating parameters is carried out to test the calibration under different operating conditions. In addition to mass flow, a comparison of simulated and measured power is presented too.
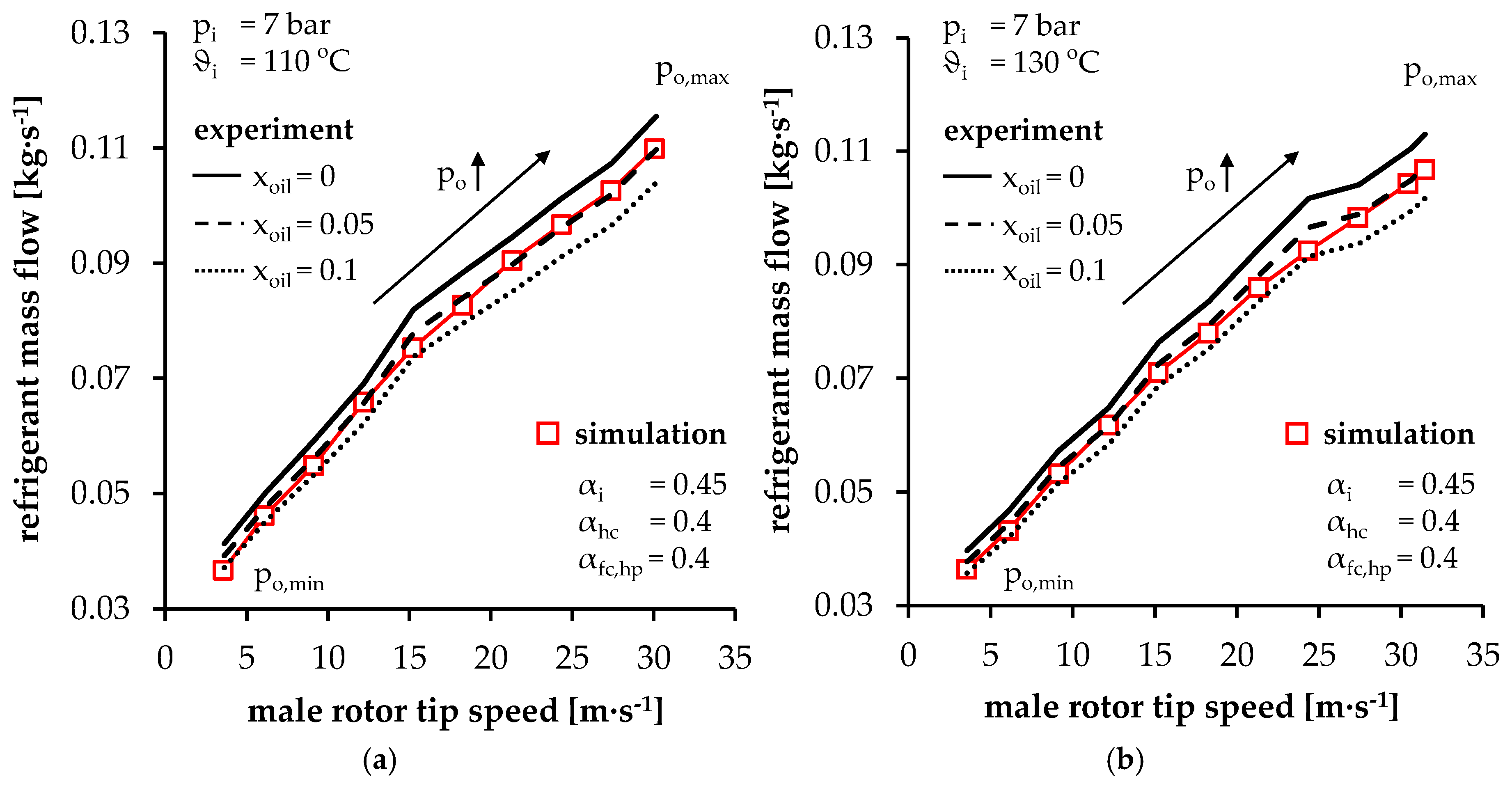
In
Figure 9, the calculated chamber model is evaluated in terms of simulated and measured mass flow as a function of inlet temperature and male rotor tip speed at a constant inlet pressure of 7 bar. At an inlet temperature of 130 °C in
Figure 9b, the highest refrigerant volume flow and rotor speed is recorded and, hence, a wide operational range for the expander is covered. Similar to the results at an inlet temperature of 110 °C in
Figure 9a, the simulated mass flow is again predicted relatively well according to the measurements, taking into account an assumed oil mass fraction between 0.05 and 0.1 in terms of both temperature levels.
In
Figure 10, the relation between experimentally and theoretically determined effective power is presented, depending on rotor tip speed at different inlet temperatures and an inlet pressure of 7 bar. Simulated effective power results from indicated power calculated by means of KaSim applying mechanical and hydraulic losses, calculated as presented in
Section 3.4. In this context, hydraulic losses are calculated for all clearances according to a flow coefficient smaller than 0.8 (high-pressure front clearances and housing clearances) assuming that these are completely filled with oil.
As illustrated in
Figure 10, an acceptable accordance between measured and simulated power can be observed with respect to both inlet temperatures. Here, some deviations, e.g., at an inlet temperature of 130 °C and rotor tip speed of 12.2 m·s
−1, can be observed. At this point, measurement uncertainties or fluctuating operational parameters related to pressure pulsations or resonances in the test cycle have to be taken into account. In general, a variation in inlet temperature indicates the accuracy of both the calibration of the chamber model, in terms of flow coefficients, and the hydraulic loss model with regard to lubricant viscosity and the geometrical parameters of the oil-structure interaction within the clearances. Different temperature and oil viscosity levels result in comparable effective power with respect to simulation and measurement.
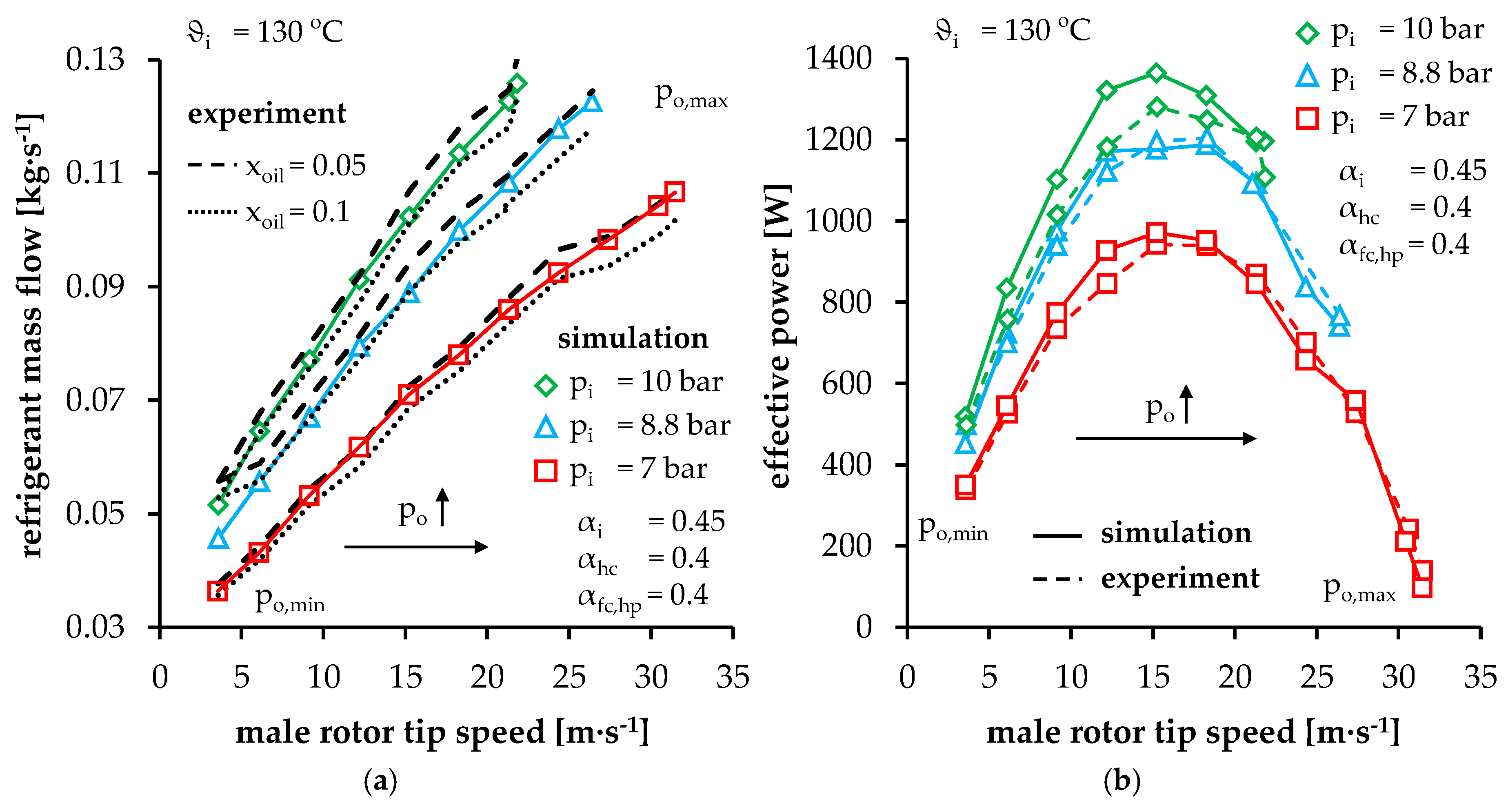
In
Figure 11, measured and simulated expander mass flow (a) and effective power (b) at different inlet pressure levels and a constant inlet temperature of 130 °C are illustrated as a function of the male rotor tip speed. As with the inlet temperature variation in
Figure 9, different inlet pressure levels deliver satisfying degree of accordance between simulated and measured refrigerant mass flow within the given ranges in
Figure 11a. Hence, the modelling and prediction of internal leakages by means of the calibrated and then unchanged clearance and inlet flow coefficients is proved to be adequate at different pressure levels too.
As in
Figure 10, with respect to the expander effective power in
Figure 11b, simulation and experiment reveal comparable results. Thus, the mass flow calibration of the chamber model at only one inlet pressure proves its basic applicability with regard to the simulation of the twin-screw expander operational behaviour. Minor deviations in effective power at some operating points can be traced back, on the one hand, to measurement uncertainties or operational fluctuation as mentioned before. On the other hand, thermal deformations of the expander components offer an additional potential for discrepancies between simulation and measurement.
4.2. Characteristic Map of SE 34.5 Using R245fa as Working Fluid
In the following section, the simulated characteristic map of the twin-screw expander SE 34.5 detached from the Rankine cycle is presented with regard to R245fa as working fluid. The operational behaviour of SE 34.5 is calculated by means of the calibrated chamber model using the software KaSim and then applying models with respect to mechanical and hydraulic losses within the expander. As with the chamber model calibration in
Section 4.1, a constant oil temperature of 5 K lower than the inlet temperature is considered in terms of hydraulic and mechanical loss calculation. Using the calibrated chamber model, missing operating points during the experimental investigation of the test twin-screw expander with R245fa as working fluid are added, and the characteristic map of SE 34.5 can be completed. The calculated characteristic numbers are related to the mass flow and isentropic enthalpy potential of R245fa as a pure refrigerant with no thermodynamic consideration of oil within the chamber model simulations.
In
Table 8, the ORC and screw expander parameters for characteristic map simulations with regard to R245fa as working fluid are listed. In contrast to the experimental investigations, a wide range of rotational speeds at constant outlet pressure are considered. By means of the theoretical investigations, the entire range of operation of the twin-screw expander SE 34.5 with regard to mass flow, delivery rate, indicated and effective power, as well as internal and effective isentropic efficiency can be presented. Moreover, the male rotor housing clearance is considered according to its initial height of 0.05 mm, compared with the deformed clearance height of 0.1 mm during the tests and the chamber model calibration (see
Table 3).
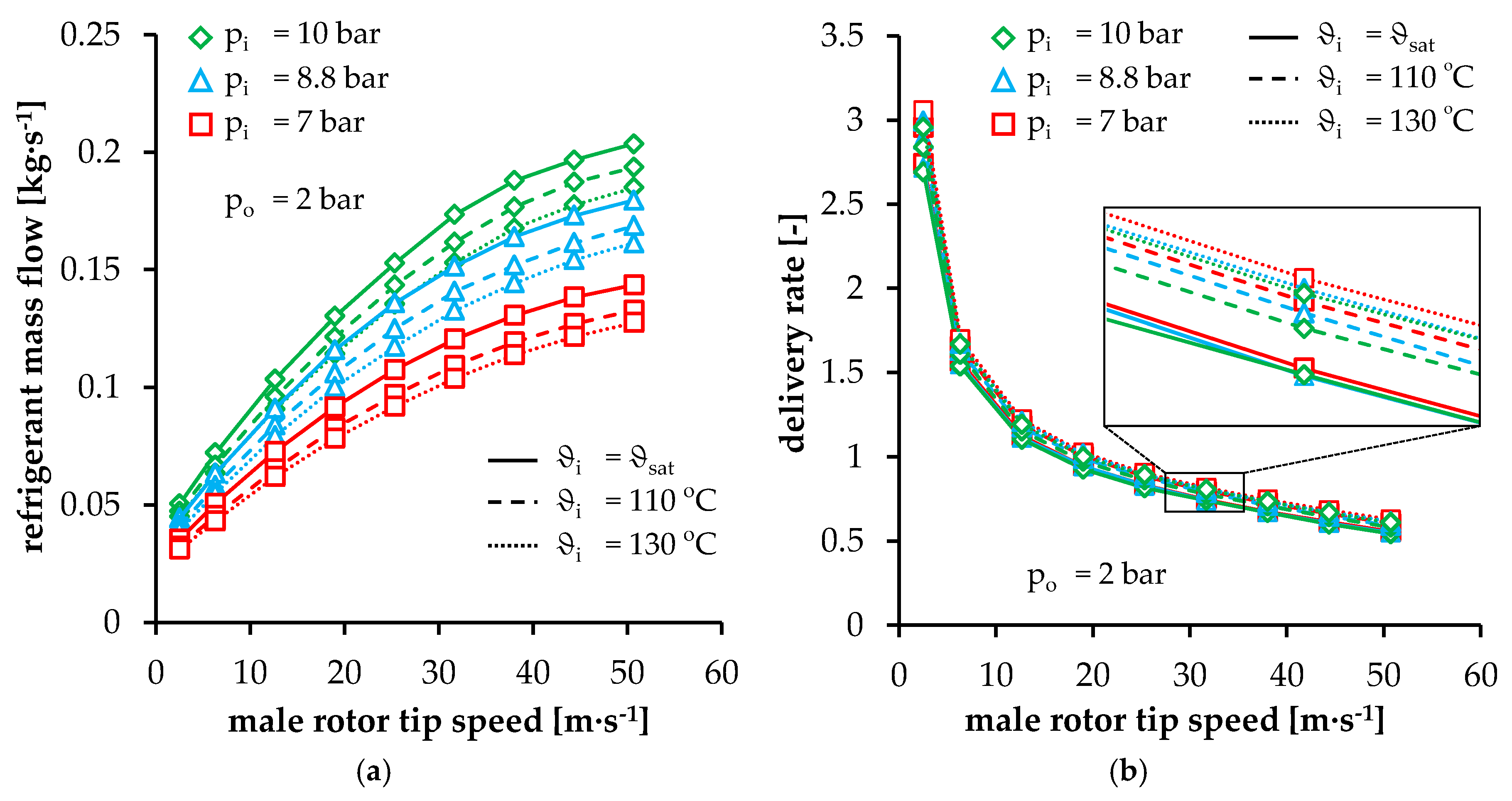
In
Figure 12 mass flow (a) and delivery rate (b) of SE 34.5 are displayed at three different inlet pressure and temperature levels as a function of male rotor tip speed. In general, the mass flow depends on the change in fluid inlet density and rotor speed and does not depend significantly on the fluid conditions at the outlet. Therefore, no back-pressure variation is presented. Nevertheless, a back-pressure variation results in significantly changing chamber pressure and indicated power in contrast to a negligible change in mass flow. Thus, the influence of back-pressure variation on power and efficiency is discussed in more detail below.
As expected, mass flow increases in terms of rising rotor speed at constant inlet pressure and temperature. At lower male rotor tip speed up to almost 12 m∙s−1, mass flow increase tends to be almost linear due to negligible inlet throttling losses and relatively high internal leakages. At higher rotor speeds, inlet throttling increases and internal leakages decrease, so that the mass flow rise flattens out. At the same time, decreasing internal leakages at low rotational speeds are represented by strongly declining delivery rate. Since internal leakage becomes less dominant at higher rotor tip speeds, increasing inlet throttling losses result mainly in a decreasing delivery rate of less than one.
At constant male rotor tip speed, an increase in mass flow at higher inlet pressure and lower inlet temperatures can be traced back to increasing refrigerant density in the inlet domain. In contrast, delivery rate declines at lower inlet temperatures and constant pressure, since the speed of sound, flow velocity, and volume flow all decline. This effect applies to both clearance and inlet flow. At low rotor tip speeds, internal leakages dominate the screw expander operation. Here, a reduced inlet temperature results in decreasing internal leakage due to lower speed of sound and, thus, declining delivery rate. At higher rotor speeds, decreasing delivery rate at lower inlet temperatures can be explained in terms of lower inlet flow velocity due to reduced speed of sound and, therefore, to less effective chamber filling. With regard to increasing inlet pressure at constant inlet temperature and tip speed, a detailed examination of the fluid properties reveals an increasing flow velocity due to real gas effects (not presented here). In the case of an ideal gas, no impact of inlet pressure on delivery rate is expected.
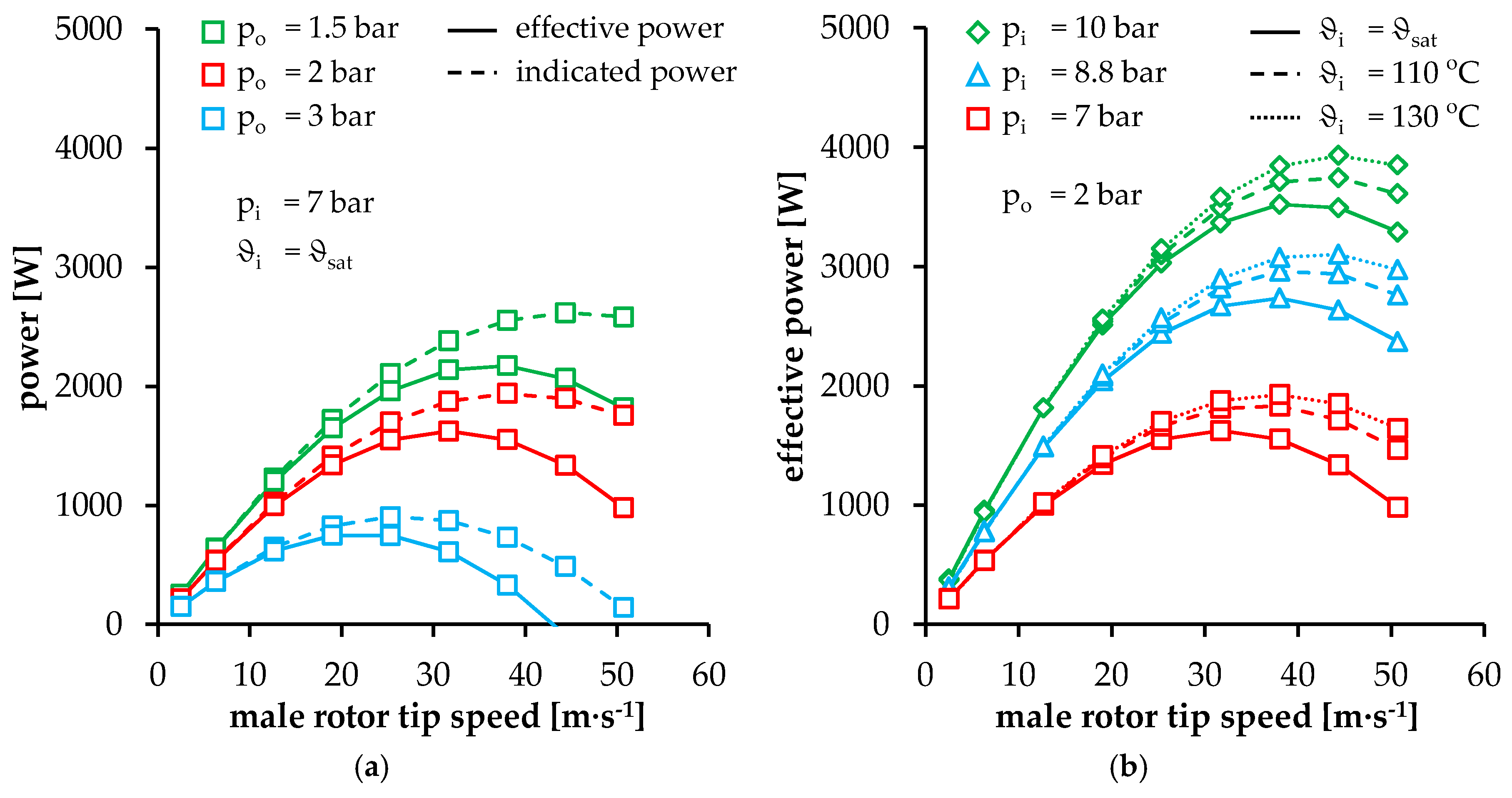
In
Figure 13a, indicated and effective power are depicted as a function of male rotor tip speed and back-pressure at a constant inlet pressure of 7 bar and saturation temperature. In general, at constant inlet pressure and temperature, power output first increases, in line with rising rotor speed and mass flow respectively. Due to increasing inlet throttling, the power increase first flattens out and then actually decreases at maximum simulated tip speed, depending on the inlet conditions with respect to the expander’s constant built-in volume ratio. Increasing deviation between indicated and effective power at higher rotor speeds can be traced back to rising mechanical and hydraulic losses.
While a back-pressure variation does not significantly influence mass flow, the outlet conditions are directly responsible for over or under-expansion in the working chamber, at a constant built-in volume ratio. This affects the chamber pressure level during the working cycle and, thus, marginally, the internal leakages, but more significantly the expander power. In this context, increasing back-pressure reduces the power output due to a lower enthalpy difference over the expander. In contrast, lower back-pressure levels result in higher power output.
In
Figure 13b, effective power is presented, depending on inlet pressure and temperature at constant outlet conditions. In terms of increasing inlet pressure at constant inlet temperature, an effective power increase is the result of higher inlet density and greater specific enthalpy difference in the expander. At higher rotor speeds with constant inlet pressure, a rise in effective power can be observed at increasing inlet temperatures. On the one hand, higher inlet temperatures correspond to greater specific enthalpy difference at the expander. On the other hand, increasing inlet temperatures result in higher speed of sound and flow velocity at the inlet. As illustrated in
Figure 14b, inlet throttling declines and the chamber pressure rises during chamber filling. Due to this initial pressure increase, the chamber state during the following internal expansion is in accordance with permanently higher pressure levels compared to lower fluid temperatures. Hence, the indicated power increases. In addition, higher temperatures correspond to lower lubricant viscosity and hydraulic and mechanical losses respectively.
In contrast, at low rotor speeds, effective power does not depend significantly on inlet temperature at constant inlet pressure. As illustrated in
Figure 14a, higher speed of sound and flow velocity at higher inlet temperatures result mainly in increasing internal leakage which does not significantly affect the chamber pressure during internal expansion. Nevertheless, a slight difference can be observed between both chamber pressures in
Figure 14a and indicated power (not presented here) at different inlet temperatures and constant inlet pressure.
The different pressure levels in
Figure 14a can be traced back to different ranges of influence of the clearances as a function of the angular position. At the start of internal expansion (after the rotor flanks pass over the inlet control edge), the internal leakage via the more dominant intermesh clearance in this range of angular position results in a drop in chamber pressure, since the intermesh clearance directly connects the working chamber under examination with chambers linked to the low-pressure domain. Later in the working cycle, internal leakages via the housing clearances and the blow hole, which are responsible for chamber refilling, result in increasing chamber pressure up to the level achieved at lower inlet temperatures. Before discharging the working chamber into the low pressure domain, the pressure level at higher inlet temperatures decreases again. Therefore, higher inlet temperatures at low rotor speeds and constant inlet pressure correspond to a slight decrease in power.
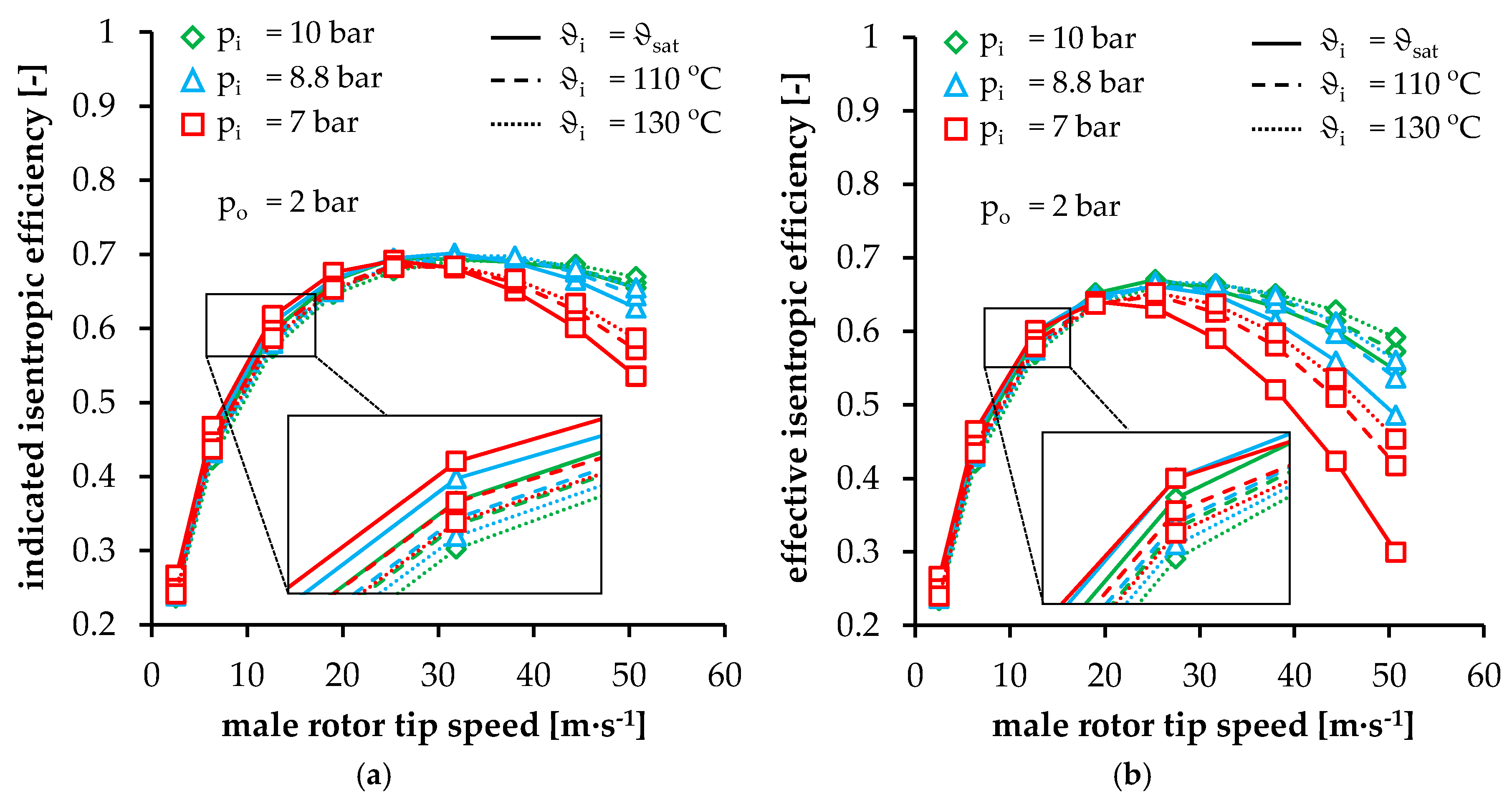
In order to quantify losses in the screw expander relative to the available fluid potential, two different characteristic numbers—internal and effective isentropic efficiency—are presented in
Figure 15a,b respectively as a function of tip speed at different inlet pressure and temperature levels. According to indicated isentropic efficiency at constant inlet pressure and temperature, as illustrated in
Figure 15a, the influence of inlet throttling and internal leakage can be detected. At lower rotor speeds, the domination of internal leakages is obvious, analogous to high delivery rates in
Figure 12b, resulting in relatively low efficiency values. Increasing male rotor tip speed corresponds to a significant reduction in internal leakages, which can be observed in terms of increasing indicated isentropic efficiency. A maximum of indicated isentropic efficiency corresponds to varying rotor speeds depending on the inlet conditions. From the point of maximum efficiency up to the highest simulated tip speed, inlet throttling losses increase, which could result in over-expansion in the working chamber (see
Figure 14b). Thus, indicated power and indicated isentropic efficiency decrease at higher rotor speeds with regard to a constant enthalpy potential of the twin-screw expander.
Considering higher inlet pressure at constant inlet temperature and low rotor speeds in
Figure 15a, indicated isentropic efficiency decreases due to increasing under-expansion in the working chamber in terms of constant built-in volume ratio. In this context, the difference between the chamber pressure at the end of internal expansion and the constant back-pressure level increases. At high rotational speeds, the over-expansion in the working chamber resulting from inlet throttling declines, since the inlet pressure is increased with an increase in indicated isentropic efficiency as the result. At this point, the greatest indicated isentropic efficiency can be observed at the highest inlet pressure, since over-expansion is reduced or even avoided.
At low rotor speeds and constant inlet pressure, increasing inlet temperature corresponds to declining indicated isentropic efficiency. Basically, this can be traced back to higher speed of sound and clearance flow velocity resulting in increasing internal leakages and delivery rates as presented in
Figure 12b. Furthermore, as explained earlier, a slight decrease in chamber pressure during a working cycle at increasing inlet temperatures can be detected in
Figure 14a. This pressure drop in the working chamber reduces the indicated power of the twin-screw expander and its indicated isentropic efficiency.
At higher male rotor tip speeds commensurate with increasing inlet throttling losses, indicated isentropic efficiency increases with regard to higher inlet temperatures at constant inlet pressure. Here, the effect of inlet throttling is reduced by increasing the speed of sound and inlet flow velocity. Hence, the chamber pressure increases integrally and over-expansion in the working chamber is minimized (see
Figure 14b) or even avoided.
To sum up, the two most significant effects on indicated isentropic efficiency in
Figure 15a—internal leakages at low and inlet throttling at high rotor speeds—can be identified. In the range of optimum operating conditions, a maximum indicated isentropic efficiency of 0.7 is observed.
Comparing effective isentropic efficiency in
Figure 15b with indicated isentropic efficiency in
Figure 15a, a significant deviation can be observed at increasing rotor tip speeds due to increasing mechanical and hydraulic losses. Increasing lubricant viscosity at lower inlet temperatures results in higher hydraulic losses and a greater deviation between internal and effective isentropic efficiency can be observed. With respect to the hydraulic and mechanical losses, maximum effective isentropic efficiency corresponds with lower rotor speeds, compared with indicated isentropic efficiency. Depending on the operational parameters, a maximum effective isentropic efficiency of 0.67 is achieved, which is remarkably high for the small twin-screw expander under examination.
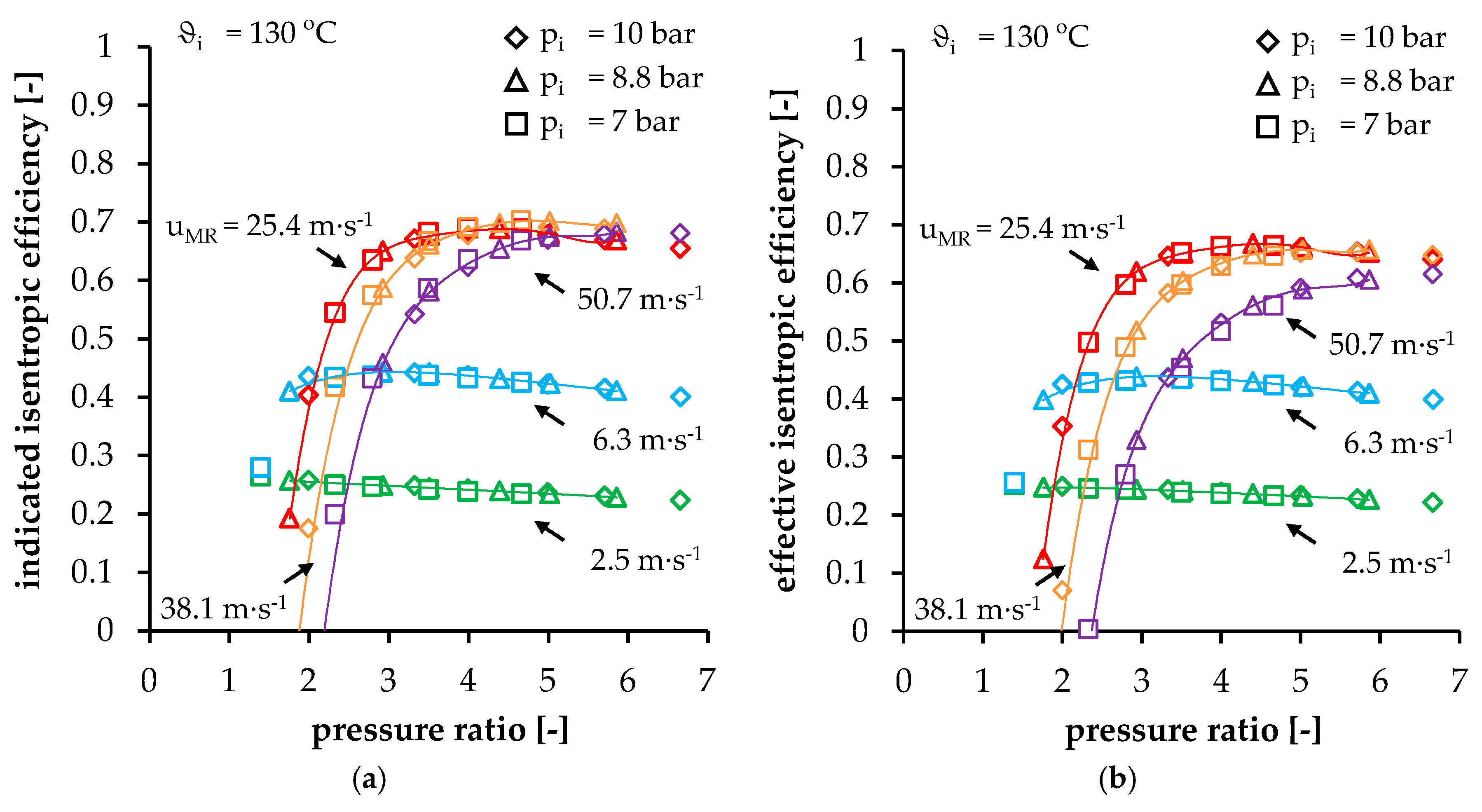
In
Figure 16, indicated isentropic efficiency (a) and effective isentropic efficiency (b) are illustrated as a function of the pressure ratio over the twin-screw expander at different inlet pressure levels and male rotor tip speeds as well as a constant inlet temperature of 130 °C. Here, trend lines with a sixth-degree polynomial based on the results at an inlet pressure of 8.8 bar are used to approximate the expander efficiency. In general, no significant dependency of both characteristic numbers on inlet pressure can be detected. This is expected due to the similarity law for positive displacement machines which predicts a constant indicated isentropic efficiency at constant values of pressure ratio, Mach and Reynolds number related to rotor tip speed, and isentropic exponent [
32,
33].
At a constant male rotor tip speed, a maximum achievable efficiency can be observed at different pressure ratios. Taking the expander built-in volume ratio of 2.5 into account, a corresponding built-in pressure ratio of nearly 2.8 could be expected to provide maximum efficiency. Nevertheless, at constant low rotor tip speeds, the maximum expander efficiency is achieved at a pressure ratio lower than the built-in pressure ratio. Here, internal leakages result in increasing chamber pressure during internal expansion and under-expansion respectively. Vice versa, at high rotor tip speeds, the pressure ratio providing maximum efficiency is higher than the built-in pressure ratio due to increasing inlet throttling and over-expansion. Hence, the overall efficiency maximum corresponds to pressure ratios higher than the designed built-in pressure ratio of the screw expander.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}