Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification


Abstract
:1. Introduction
2. Feedstock Characteristics
3. Methods
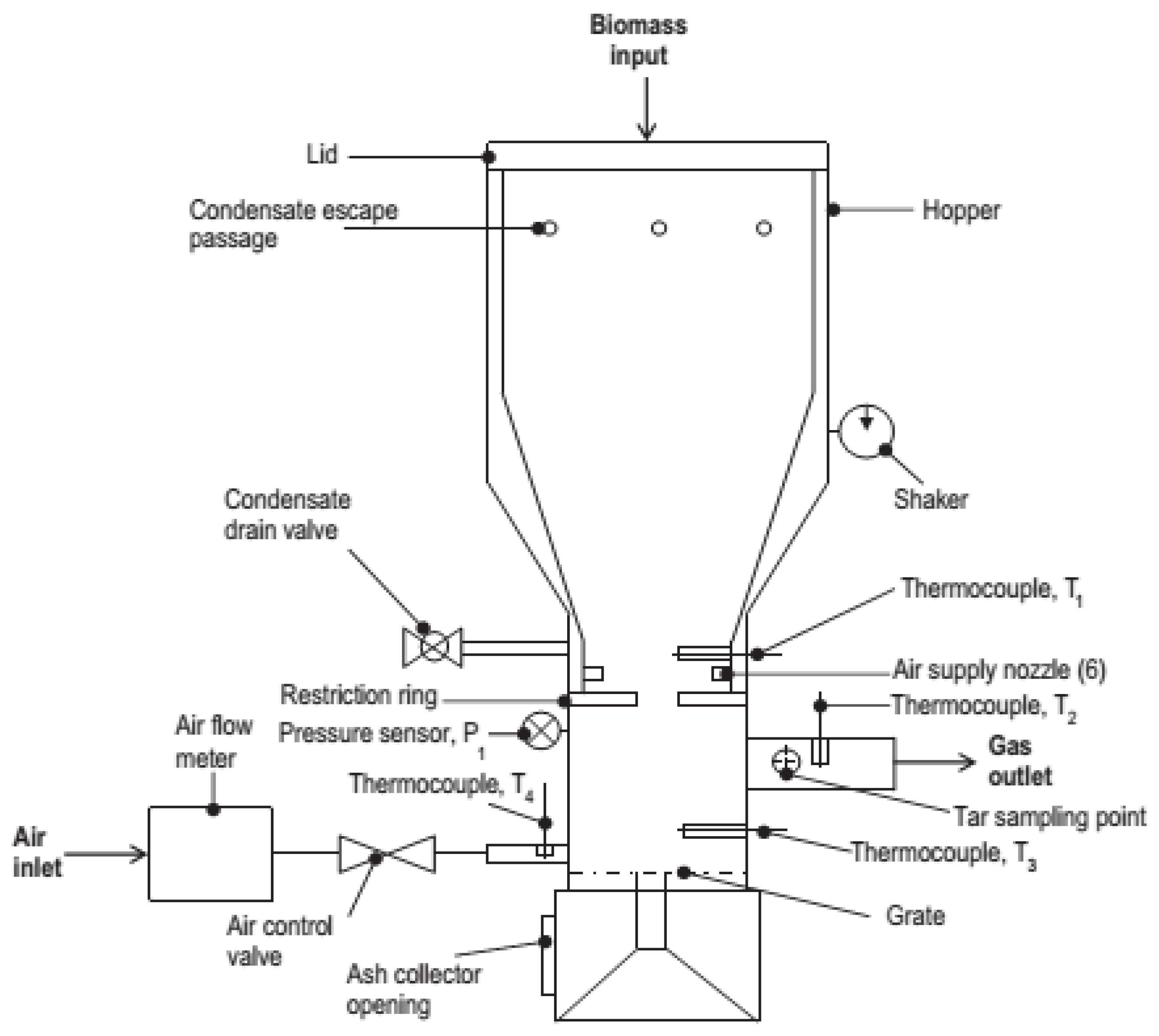
3.1. Experimental Study
3.2. Theoretical and Numerical Study
3.2.1. Assumptions
- Steady flow is considered inside the gasifier.
- The flow inside the domain is considered as incompressible and turbulent.
- Spherical particles are used.
- Evenly distributed particle regime is utilized.
- The No-slip condition is imposed on inside wall surfaces.
3.2.2. Eulerian-Lagrangian Method
3.2.3. Reactions Modeling
4. Results and Discussions
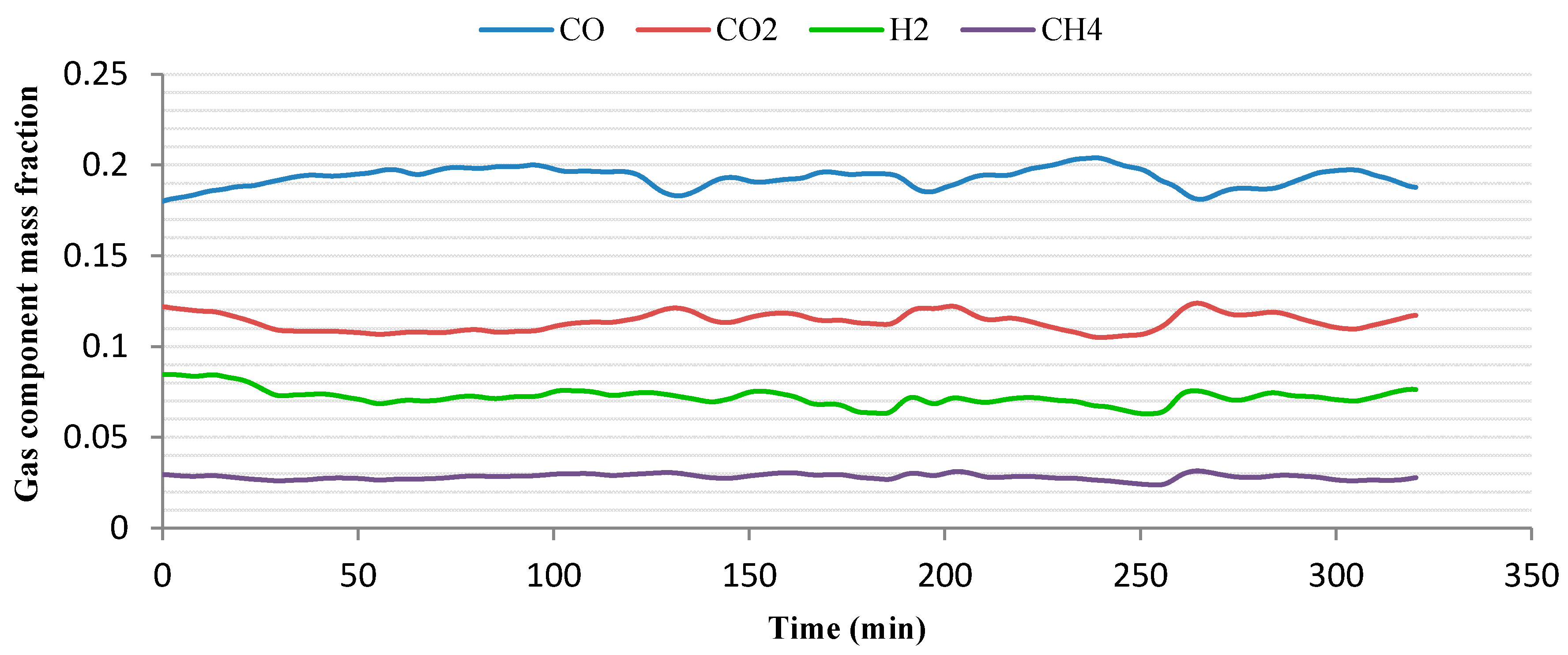
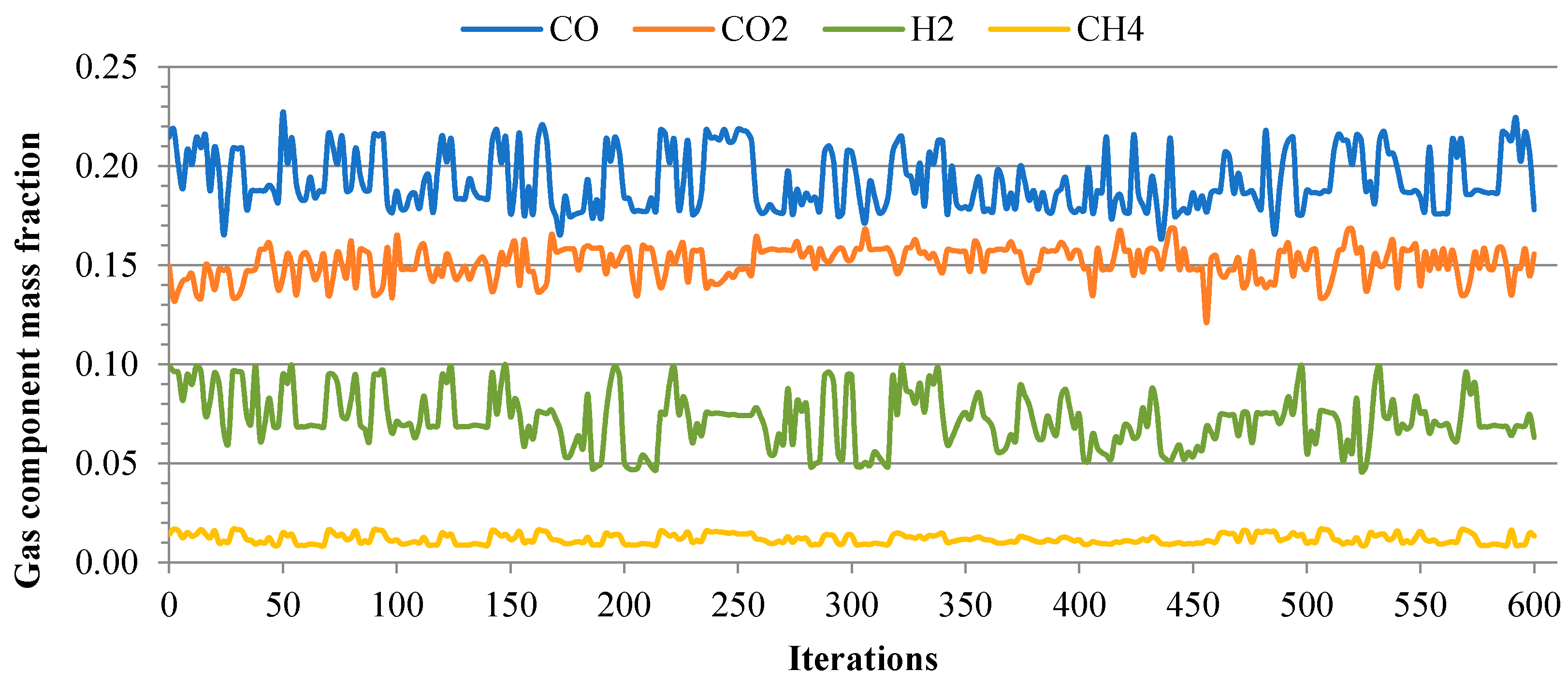
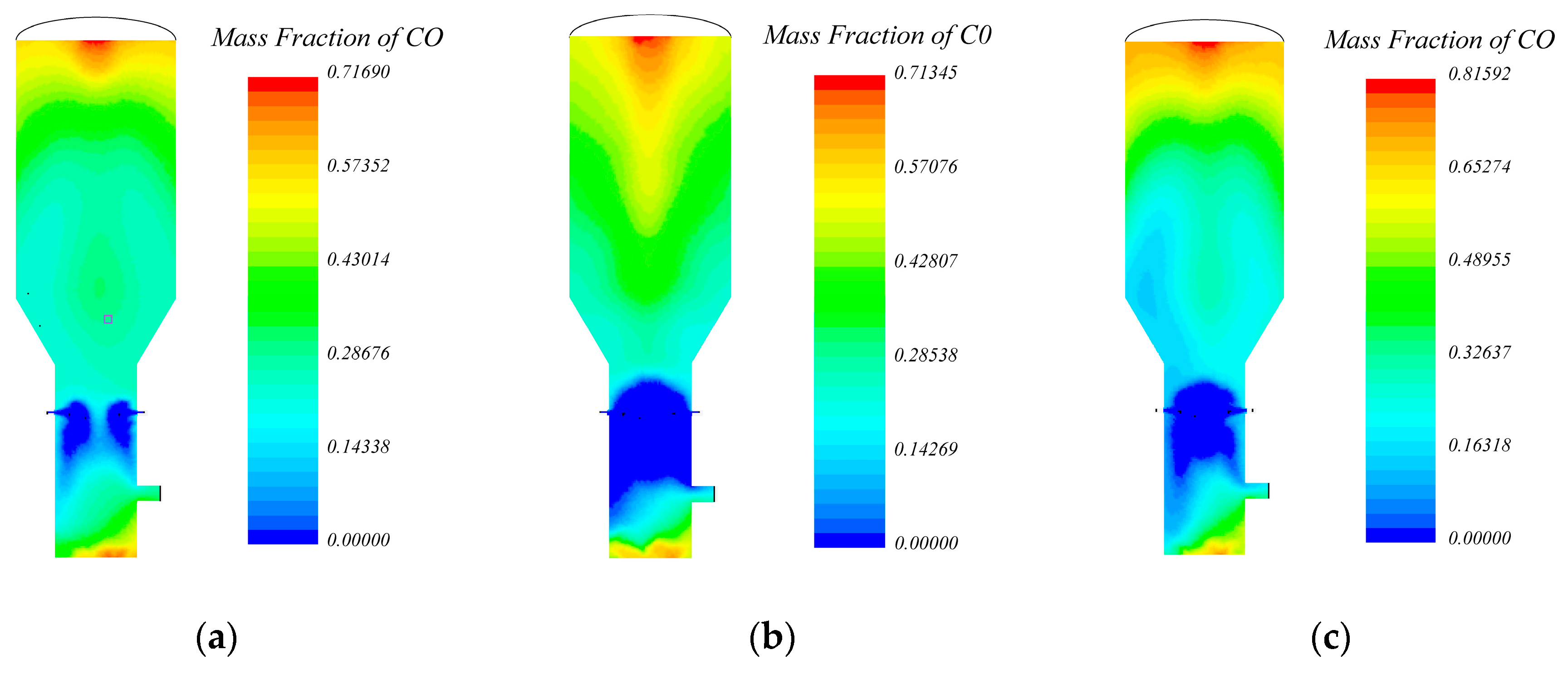
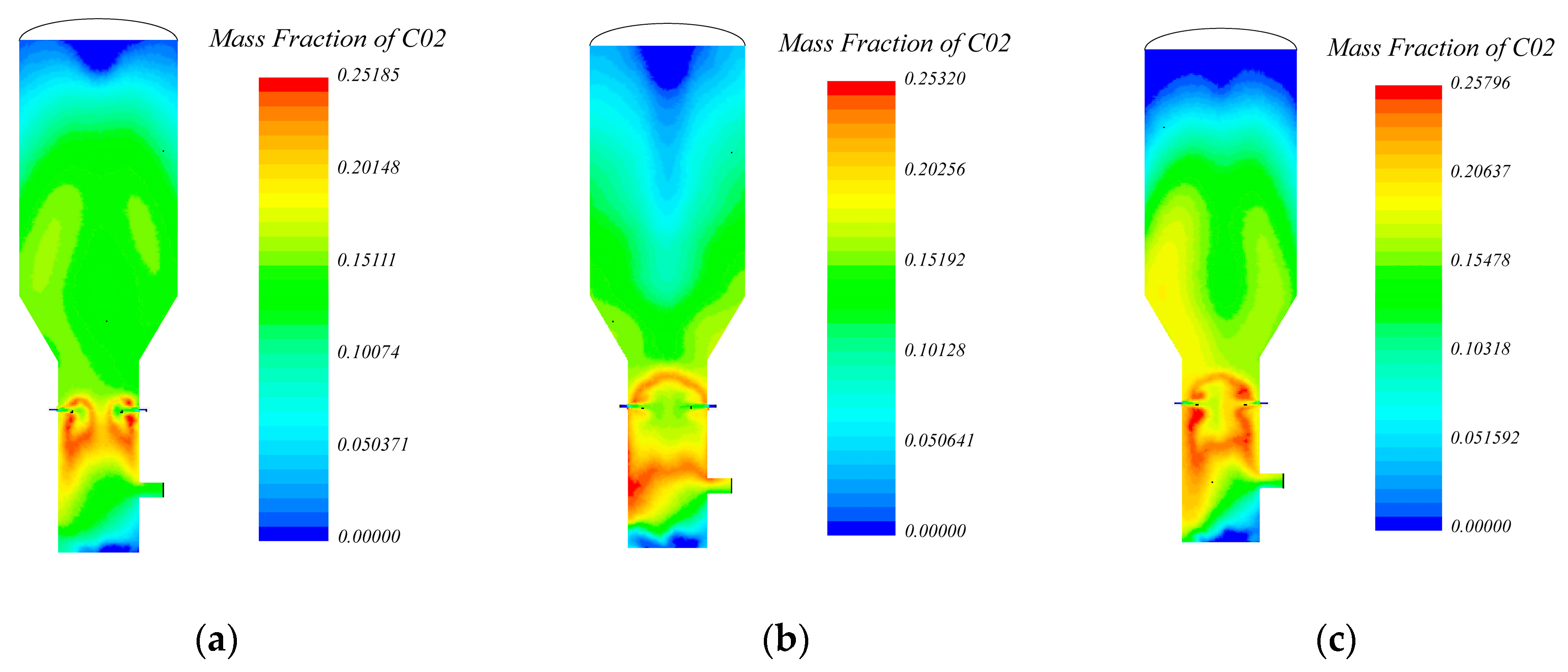
4.1. Development of Mass Fractions of Considered Gases in the Syngas
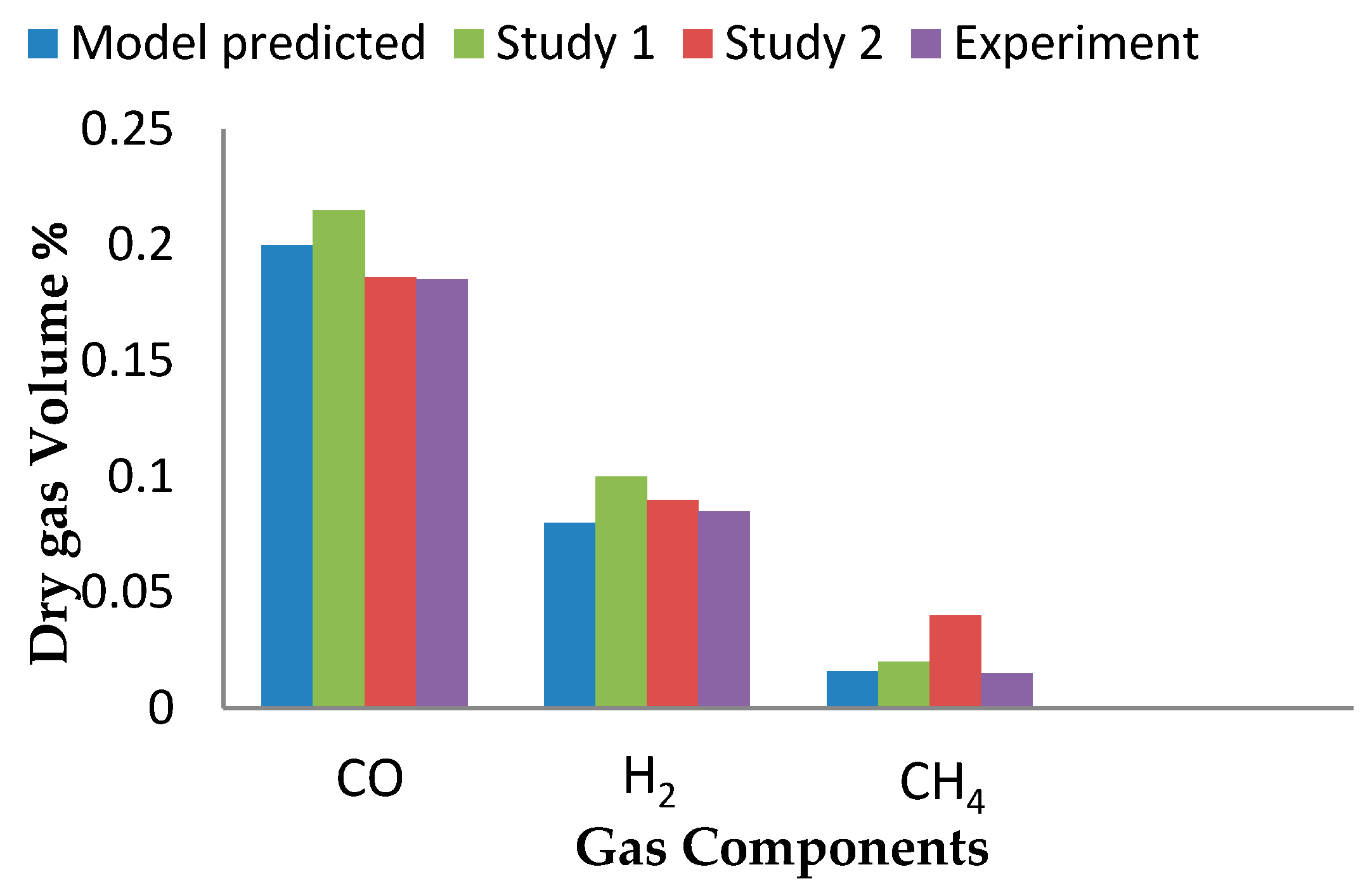
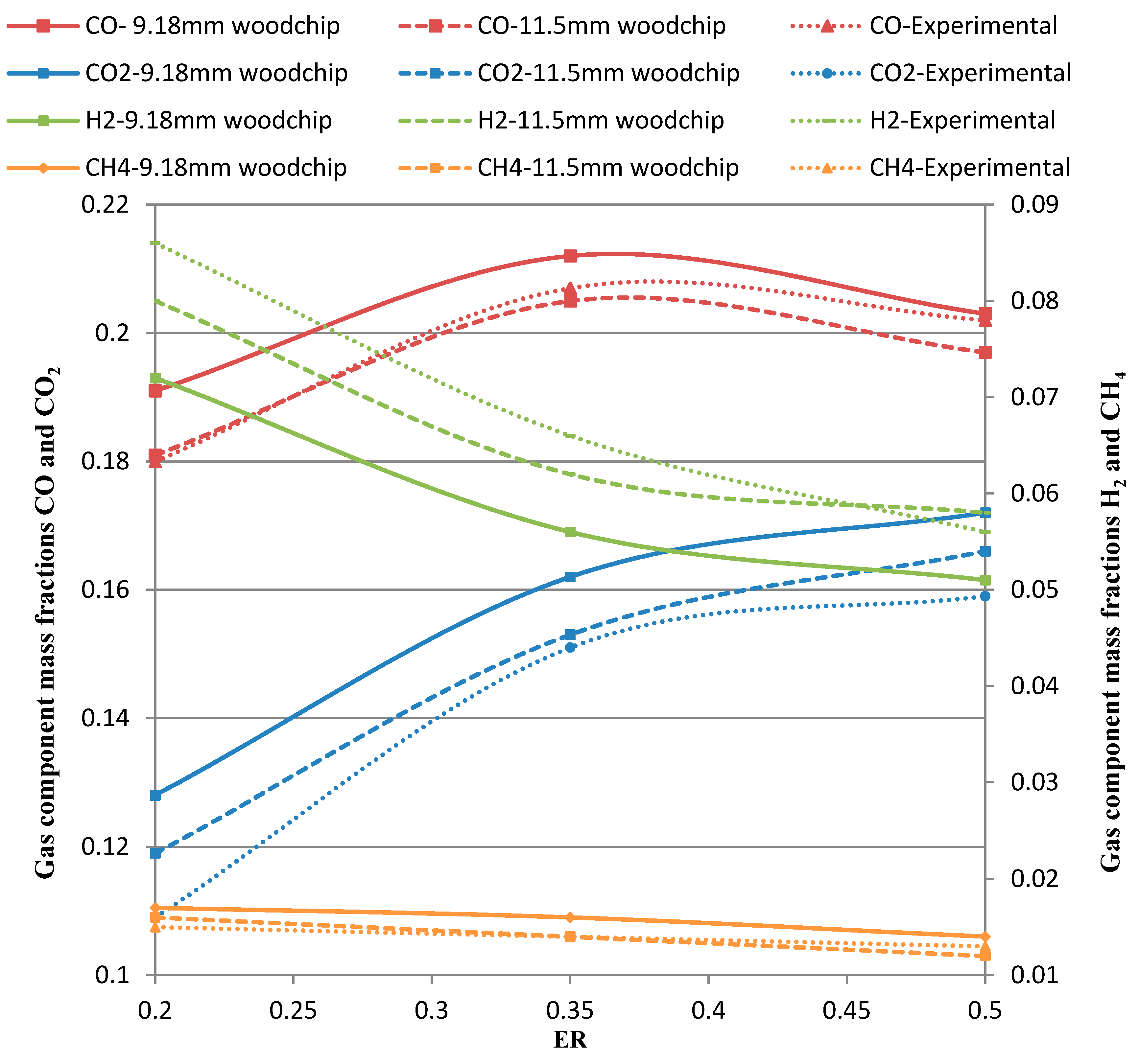
4.2. Effect of ER and Biomass Particle Size on Quality of Producer Gas
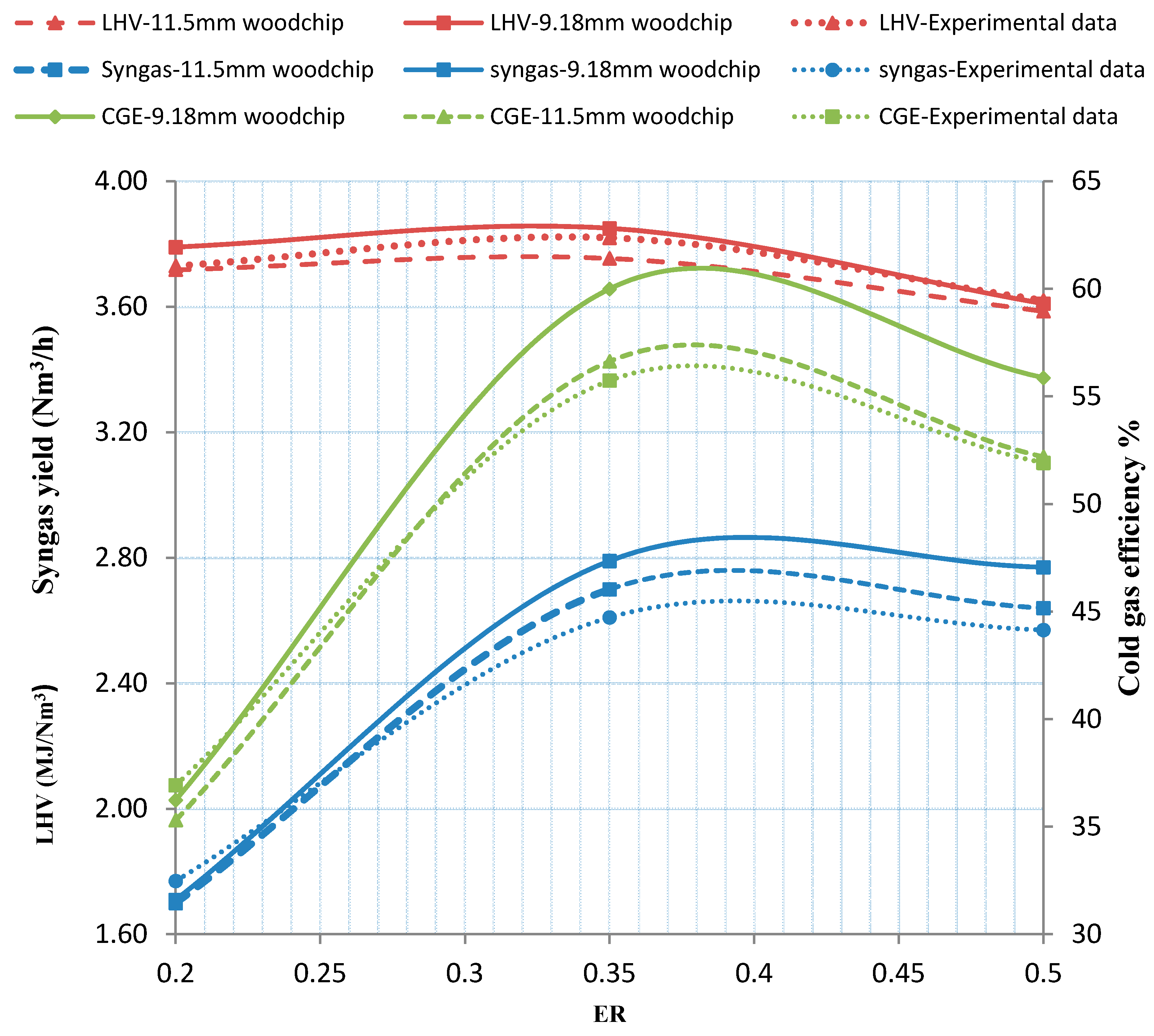
4.3. Effect of Equivalences Ratio (ER) and Biomass Particle Size on Syngas Yield, Lower Heating Value (LHV), and Cold Gas Efficiency (CGE)
4.4. Temperature Profile
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
Appendix A.1. Conservation Equations
Appendix A.2. Submodels
Appendix A.2.1. Two Ways Coupling
Appendix A.2.2. Coal Combustion Model
Appendix A.2.3. Moisture Evaporation Model
Appendix A.2.4. Devolatilization Model
Appendix A.3. Figures



References
- Caliandro, P.; Tock, L.; Ensinas, A.V.; Marechal, F. Thermo-economic optimization of a solid oxide fuel cell-gas turbine system fuelled with gasified lignocellulosic biomass. Energy Convers. Manag. 2014, 85, 764–773. [Google Scholar] [CrossRef]
- Sarker, S.; Bimbela, F.; Sánchez, J.L.; Nielsen, H.K. Characterization and pilot scale fluidized bed gasification of herbaceous biomass: a case study on alfalfa pellets. Energy Convers. Manag. 2015, 91, 451–458. [Google Scholar] [CrossRef]
- Saxena, R.C.; Adhikari, D.K.; Goyal, H.B. Biomass-based energy fuel through biochemical routes: A review. Renew. Sustain. Energy Rev. 2009, 13, 167–178. [Google Scholar] [CrossRef]
- Neri, E.; Cespi, D.; Setti, L.; Gombi, E.; Bernardi, E.; Vassura, I.; Passarini, F. Biomass Residues to Renewable Energy: A Life Cycle Perspective Applied at a Local Scale. Energies 2016, 9, 922. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Coccia, V.; Petrozzi, A. Energy opportunities from lignocellulosic biomass for a biorefinery case study. Energies 2016, 9, 748. [Google Scholar] [CrossRef]
- Cavalaglio, G.; Gelosia, M.; D’Antonio, S.; Nicolini, A.; Pisello, A.L.; Barbanera, M.; Cotana, F. Lignocellulosic ethanol production from the recovery of stranded driftwood residues. Energies 2016, 9, 634. [Google Scholar] [CrossRef]
- Alauddin, Z.A.B.Z.; Lahijani, P.; Mohammadi, M.; Mohamed, A.R. Gasification of lignocellulosic biomass in fluidized beds for renewable energy development: A review. Renew. Sustain. Energy Rev. 2010, 14, 2852–2862. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory; Academic Press: Burlington, MA, USA, 2010. [Google Scholar]
- Rudra, S.; Rosendahl, L.; Blarke, M.B. Process analysis of a biomass-based quad-generation plant for combined power, heat, cooling, and synthetic natural gas production. Energy Convers. Manag. 2015, 106, 1276–1285. [Google Scholar] [CrossRef]
- Zaccariello, L.; Mastellone, M.L. Fluidized-bed gasification of plastic waste, wood, and their blends with coal. Energies 2015, 8, 8052–8068. [Google Scholar] [CrossRef]
- Baruah, D.; Baruah, D.C. Modeling of biomass gasification: A review. Renew. Sustain. Energy Rev. 2014, 39, 806–815. [Google Scholar] [CrossRef]
- James, R.A.M.; Yuan, W.; Boyette, M.D. The effect of biomass physical properties on top-lit updraft gasification of woodchips. Energies 2016, 9, 283. [Google Scholar] [CrossRef]
- Shi, H.; Si, W.; Li, X. The concept, design and performance of a novel rotary kiln type air-staged biomass gasifier. Energies 2016, 9, 67. [Google Scholar] [CrossRef]
- Rajvanshi, A.K.; Goswami, D.Y. Biomass Gasification in Alternative Energy in Agriculture Vol. II; CRC Press: Boca Raton, FL, USA, 1986. [Google Scholar]
- Brown, R.C.; Stevens, C. Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and Power; Wiley series in Renewable Resources: Chichester, UK, 2011. [Google Scholar]
- Sheth, P.N.; Babu, B.V. Experimental studies on producer gas generation from wood waste in a downdraft biomass gasifier. Bioresour. Technol. 2009, 100, 3127–3133. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.K. Equilibrium and kinetic modeling of char reduction reactions in a downdraft biomass gasifier: A comparison. Sol. Energy 2008, 82, 918–928. [Google Scholar] [CrossRef]
- Wang, Y.; Yan, L. CFD studies on biomass thermochemical conversion. Int. J Mol. Sci. 2008, 9, 1108–1130. [Google Scholar] [CrossRef] [PubMed]
- Gerber, S.; Behrendt, F.; Oevermann, M. An Eulerian modeling approach of wood gasification in a bubbling fluidized bed reactor using char as bed material. Fuel 2010, 89, 2903–2917. [Google Scholar] [CrossRef]
- Ku, X.; Li, T.; Løvås, T. CFD-DEM simulation of biomass gasification with steam in a fluidized bed reactor. Chem. Eng. Sci. 2015, 122, 270–283. [Google Scholar] [CrossRef] [Green Version]
- Biglari, M.; Liu, H.; Elkamel, A.; Lohi, A. Application of scaling-law and CFD modeling to hydrodynamics of circulating biomass fluidized bed gasifier. Energies 2016, 9, 504. [Google Scholar] [CrossRef]
- Patel, K.D.; Shah, N.K.; Patel, R.N. CFD Analysis of spatial distribution of various parameters in downdraft gasifier. Procedia Eng. 2013, 51, 764–769. [Google Scholar] [CrossRef]
- Gerun, L.; Paraschiv, M.; Vijeu, R.; Bellettre, J.; Tazerout, M.; Gøbel, B.; Henriksen, U. Numerical investigation of the partial oxidation in a two-stage downdraft gasifier. Fuel 2008, 87, 1383. [Google Scholar] [CrossRef] [Green Version]
- Ali, D.A.; Gadalla, M.A.; Abdelaziz, O.Y.; Hulteberg, C.P.; Ashour, F.H. Co-gasification of coal and biomass wastes in an entrained flow gasifier: Modelling, simulation and integration opportunities. J. Nat. Gas Sci. Eng. 2017, 37, 126–137. [Google Scholar] [CrossRef]
- Slezak, A.; Kuhlman, J.M.; Shadle, L.J.; Spenik, J.; Shi, S. CFD simulation of entrained-flow coal gasification: Coal particle density/sizefraction effects. Powder Technol. 2010, 203, 98–108. [Google Scholar] [CrossRef]
- Rogel, A.; Aguillon, J. The 2D Eulerian approach of entrained flow and temperature in a biomass stratified downdraft gasifier. Am. J. Appl. Sci. 2006, 3, 2068–2075. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, Q.; Yang, W.; Blasiak, W. Two-dimensional computational fluid dynamics simulation of biomass gasification in a downdraft fixed-bed gasifier with highly preheated air and steam. Energy Fuels 2013, 27, 3274–3282. [Google Scholar] [CrossRef]
- Janajreh, I.; Al Shrah, M. Numerical and experimental investigation of downdraft gasification of wood chips. Energy Convers. Manag. 2013, 65, 783–792. [Google Scholar] [CrossRef]
- Ismail, T.M.; El-Salam, M.A.; Monteiro, E.; Rouboa, A. Eulerian-Eulerian CFD model on fluidized bed gasifier using coffee husks as fuel. Appl. Therm. Eng. 2016, 106, 1391–1402. [Google Scholar] [CrossRef]
- Monteiro, E.; Ismail, T.M.; Ramos, A.; El-Salam, M.A.; Brito, P.S.D.; Rouboa, A. Assessment of the miscanthus gasification in a semi-industrial gasifier using a CFD model. Appl. Therm. Eng. 2017, 123, 448–457. [Google Scholar] [CrossRef]
- Silva, V.; Monteiro, E.; Couto, N.; Brito, P.; Rouboa, A. Analysis of syngas quality from portuguese biomasses: An experimental and numerical study. Energy Fuels 2014, 28, 5766–5777. [Google Scholar] [CrossRef]
- Couto, N.D.; Silva, V.B.; Monteiro, E.; Rouboa, A. Assessment of municipal solid wastes gasification in a semi-industrial gasifier using syngas quality indices. Energy 2015, 93, 864–873. [Google Scholar] [CrossRef]
- Sarker, S.; Nielsen, H.K. Preliminary fixed-bed downdraft gasification of birch woodchips. Int. J. Environ. Sci. 2015, 12, 2119. [Google Scholar] [CrossRef]
- Sarker, S.; Nielsen, H.K. Assessing the gasification potential of five woodchips species by employing a lab-scale fixed-bed downdraft reactor. Energy Convers. Manag. 2015, 103, 801–813. [Google Scholar] [CrossRef]
- Atnaw, S.M.; Sulaiman, S.A.; Yusup, S. Influence of fuel moisture content and reactor temperature on the calorific value of syngas resulted from gasification of oil palm fronds. Sci. World J. 2014, 2014, 121908. [Google Scholar] [CrossRef] [PubMed]
- Bouraoui, Z.; Jeguirim, M.; Guizani, C.; Limousy, L.; Dupont, C.; Gadiou, R. Thermogravimetric study on the influence of structural, textural and chemical properties of biomass chars on CO2 gasification reactivity. Energy 2015, 88, 703–710. [Google Scholar] [CrossRef]
- Zainal, Z.A.; Ali, R.; Lean, C.H.; Seetharamu, K.N. Prediction of performance of a downdraft gasifier using equilibrium modeling for different biomass materials. Energy Convers. Manag. 2001, 42, 1499–1515. [Google Scholar] [CrossRef]
- Sarkar, M.; Kumar, A.; Tumuluru, J.S.; Patil, K.N.; Bellmer, D.D. Gasification performance of switchgrass pretreated with torrefaction and densification. Appl. Energy 2014, 127, 194–201. [Google Scholar] [CrossRef]
- Syed, S.; Janajreh, I.; Ghenai, C. Thermodynamics equilibrium analysis within the entrained flow gasifier environment. Int. J. Therm. Environ. Eng. 2012, 4, 47–54. [Google Scholar] [CrossRef]
- Renganathan, T.; Yadav, M.V.; Pushpavanam, S.; Voolapalli, R.K.; Cho, Y.S. CO2 utilization for gasification of carbonaceous feedstocks: A thermodynamic analysis. Chem. Eng. Sci. 2012, 83, 159. [Google Scholar] [CrossRef]
- Chiesa, M.; Mathiesen, V.; Melheim, J.A.; Halvorsen, B. Numerical simulation of particulate flow by the Eulerian-Lagrangian and the Eulerian-Eulerian approach with application to a fluidized bed. Comput. Chem. Eng. 2005, 29, 291–304. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Q. Comparison of the Eulerian and Lagrangian methods for predicting particle transport in enclosed spaces. Atmos. Environ. 2007, 41, 5236–5248. [Google Scholar] [CrossRef]
- White, F.M. Viscous Fluid Flow; McGraw-Hill Higher Education: Boston, MA, USA, 2006. [Google Scholar]
- Yu, X.; Hassan, M.; Ocone, R.; Makkawi, Y. A CFD study of biomass pyrolysis in a downer reactor equipped with a novel gas-solid separator-II thermochemical performance and products. Fuel Process. Technol. 2015, 133, 51–63. [Google Scholar] [CrossRef]
- Aissa, A.; Abdelouahab, M.; Noureddine, A.; Elganaoui, M.; Pateyron, B. Ranz and Marshall correlations limits on heat flow between a sphere and its surrounding gas at high temperature. Therm. Sci. 2015, 19, 1521–1528. [Google Scholar] [CrossRef]
- Luan, Y.T.; Chyou, Y.P.; Wang, T. Numerical analysis of gasification performance via finite-rate model in a cross-type two-stage gasifier. Int. J. Heat Mass Transf. 2013, 57, 558–566. [Google Scholar] [CrossRef]
- Sharma, A.; Pareek, V.; Wang, S.; Zhang, Z.; Yang, H.; Zhang, D. A phenomenological model of the mechanisms of lignocellulosic biomass pyrolysis processes. Comput. Chem. Eng. 2014, 60, 231. [Google Scholar] [CrossRef]
- Molcan, P.; Caillat, S. Modelling approach to woodchips combustion in spreader stoker boilers. In Proceedings of the 9th European Conference on Industrial Furnaces and Boilers, Estoril, Portugal, 26–29 April 2011. [Google Scholar]
- Wu, Y.; Yang, W.; Blasiak, W. Energy and exergy analysis of high temperature agent gasification of biomass. Energies 2014, 7, 2107–2122. [Google Scholar] [CrossRef]
- Allesina, G. Modeling of coupling gasification and anaerobic digestion processes for maize bioenergy conversion. Biomass Bioenergy 2015, 81, 444–451. [Google Scholar] [CrossRef]
- Allesina, G.; Pedrazzi, S.; Tartarini, P. Modeling and investigation of the channeling phenomenon in downdraft stratified gasifers. Bioresour. Technol. 2013, 146, 704–712. [Google Scholar] [CrossRef] [PubMed]
- Giltrap, D.L.; McKibbin, R.; Barnes, G.R.G. A steady state model of gas-char reactions in a downdraft biomass gasifier. Sol. Energy 2003, 74, 85–91. [Google Scholar] [CrossRef]
- González-Vázquez, M.P.; García, R.; Pevida, C.; Rubiera, F. Optimization of a bubbling fluidized bed plant for low-temperature gasification of biomass. Energies 2017, 10, 306. [Google Scholar] [CrossRef]
- Zhang, C. Numerical modeling of coal gasification in an entrained-flow gasifier. ASME Int. Mech. Eng. Congr. Expo. 2012, 6, 1193–1203. [Google Scholar] [CrossRef]
- Lv, P.; Chang, J.; Wang, T.; Fu, Y.; Chen, Y.; Zhu, J. Hydrogen-rich gas production from biomass catalytic gasification. Int. J. Hydrogen Energy 2009, 34, 1260–1264. [Google Scholar] [CrossRef]
- Hernández, J.J.; Aranda-Almansa, G.; Bula, A. Gasification of biomass wastes in an entrained flow gasifier: Effect of the particle size and the residence time. Fuel Process. Technol. 2010, 91, 681–692. [Google Scholar] [CrossRef]
- Cornejo, P.; Farias, O. Mathematical modeling of coal gasification in a fluidized bed reactor using an Eulerian Granular description. Int. J. Chem. React. Eng. 2011, 9. [Google Scholar] [CrossRef]
- Discrete Element method (DEM) in STAR CCM+. Available online: https://mdx2.plm.automation.siemens.com/presentation/discrete-element-method-dem-star-ccm (accessed on 10 August 2017).
- Alletto, M.; Breuer, M. One-way, two-way and four-way coupled LES predictions of a particle-laden turbulent flow at high mass loading downstream of a confined bluff body. Int. J. Multiph. Flow 2012, 45, 70–90. [Google Scholar] [CrossRef]
- Benra, F.K.; Dohmen, H.J.; Pei, J.; Schuster, S.; Wan, B. A comparison of one-way and two-way coupling methods for numerical analysis of fluid-structure interactions. J. Appl. Math. 2011, 2011, 853560. [Google Scholar] [CrossRef]
- Kent, J.C. Quasi-steady diffusion-controlled droplet evaporation and condensation. Appl. Sci. Res. 1973, 28, 315–360. [Google Scholar] [CrossRef]
- Belosevic, S. Modeling approaches to predict biomass co-firing with pulverized coal. Open Thermodyn. J. 2010, 4, 50–70. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Analysis | Physical or Chemical Property | Value |
|---|---|---|
| Proximate Analysis (Dry Basis) | Moisture % | 7 |
| Volatiles % | 82.2 | |
| Fixed Carbon % | 10.45 | |
| Ash % | 0.35 | |
| LHV (MJ/kg) | 17.9 | |
| Ultimate Analysis (Dry Basis) | Carbon % | 50.4 |
| Hydrogen % | 5.6 | |
| Oxygen % | 43.4 | |
| Nitrogen % | 0.12 | |
| Sulphur % | 0.017 | |
| Chlorine % | 0.019 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jayathilake, R.; Rudra, S. Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification. Energies 2017, 10, 1232. https://doi.org/10.3390/en10081232
Jayathilake R, Rudra S. Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification. Energies. 2017; 10(8):1232. https://doi.org/10.3390/en10081232
Chicago/Turabian StyleJayathilake, Rukshan, and Souman Rudra. 2017. "Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification" Energies 10, no. 8: 1232. https://doi.org/10.3390/en10081232
APA StyleJayathilake, R., & Rudra, S. (2017). Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification. Energies, 10(8), 1232. https://doi.org/10.3390/en10081232