3.1. Pelletizing Analysis
Densification consists in the compaction of a material in order to obtain homogeneous (concerning their size and properties) and denser fuels and with higher heating power, solving the initial disadvantages of their corresponding raw materials (low bulk density and difficulties for shipping and storage).
As a result of the preliminary characterization, grinding powder samples showed moisture levels of between 40% and 45% (wb), and this variation could be due to the different exposure of these wastes to the outside environment and storage times. Nevertheless, granulometric separation powder samples showed moisture values of around 10% (wb). This way, a drying pre-treatment for grinding powder was needed, reducing its moisture to 20% (wb). Thus, the mixture of these wastes showed a moisture value of 14.6% (wb) and a bulk density value of 448.5 kg m−3 (wb), with potential for increasing the latter through densification.
Table 4 shows the energy consumption recorded during the pelletizing process.
For mass flow values under 25 kg h−1, low yields were obtained, detecting high dust percentages. Similarly, values above 60 kg h−1 did not allow for a suitable agglomeration, causing continuous obstructions in the die flat. Nevertheless, for mass flows between both values high efficiencies were obtained, above 90% in all cases. This means that, under these conditions, most of the raw material is densified, returning a small quantity of dust, which implies energy and time saving during pelletizing.
On the other hand, it can be observed that the test with the highest flow corresponded to the highest energy use, being the expected situation. Thus, the higher the mass flow was, the higher the effort of the motor of the flat die was, which has to overcome the high friction that is created between the surface of the product and the pressure rollers. This extra effort implies higher power demand, as well as higher electric power consumption.
The decrease in eP at the maximum power has to do with an optimum distribution of the raw material on the base of the flat die. Thus, there is a flow of raw material for which the distribution of it on the surface of the flat die is optimum, obtaining higher energy costs, but also higher production. The analysis of these two magnitudes allows for the determination of the lowest specific energy value for pelletizing. Nevertheless, this assay corresponded to the highest yield (56.20 kg h−1), obtaining a low specific energy value (0.12 kWh kg−1). In this way, the conditions that enabled a higher production corresponded to a mass flow of 58.8 kg h−1 and 15.5% moisture (wb).
3.2. Drying Analysis of Grinding Powder
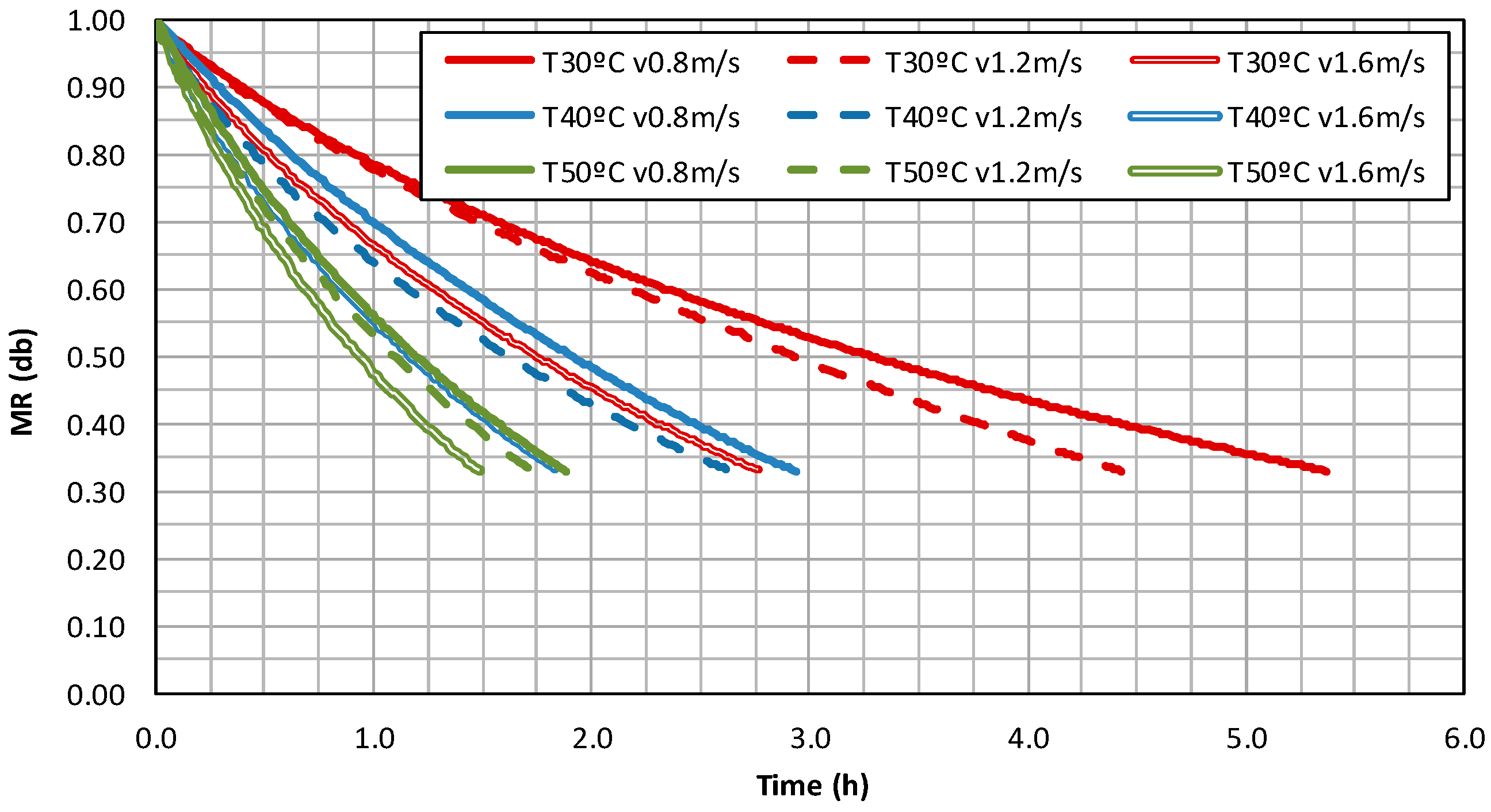
Due to the fact that the raw material was a mixture of 50% granulometric separation powder (moisture of value 10% wb) and 50% grinding powder, the optimum moisture for the latter should be around 21% (wb), so that the resulting mixture shows 15.5% (wb). This implies that grinding powder waste should present an MR value of 0.33 (db), approximately.
Figure 5 shows the evolution of moisture ratio during the drying tests. Also,
Table 5 sums up the drying times and specific energy for drying.
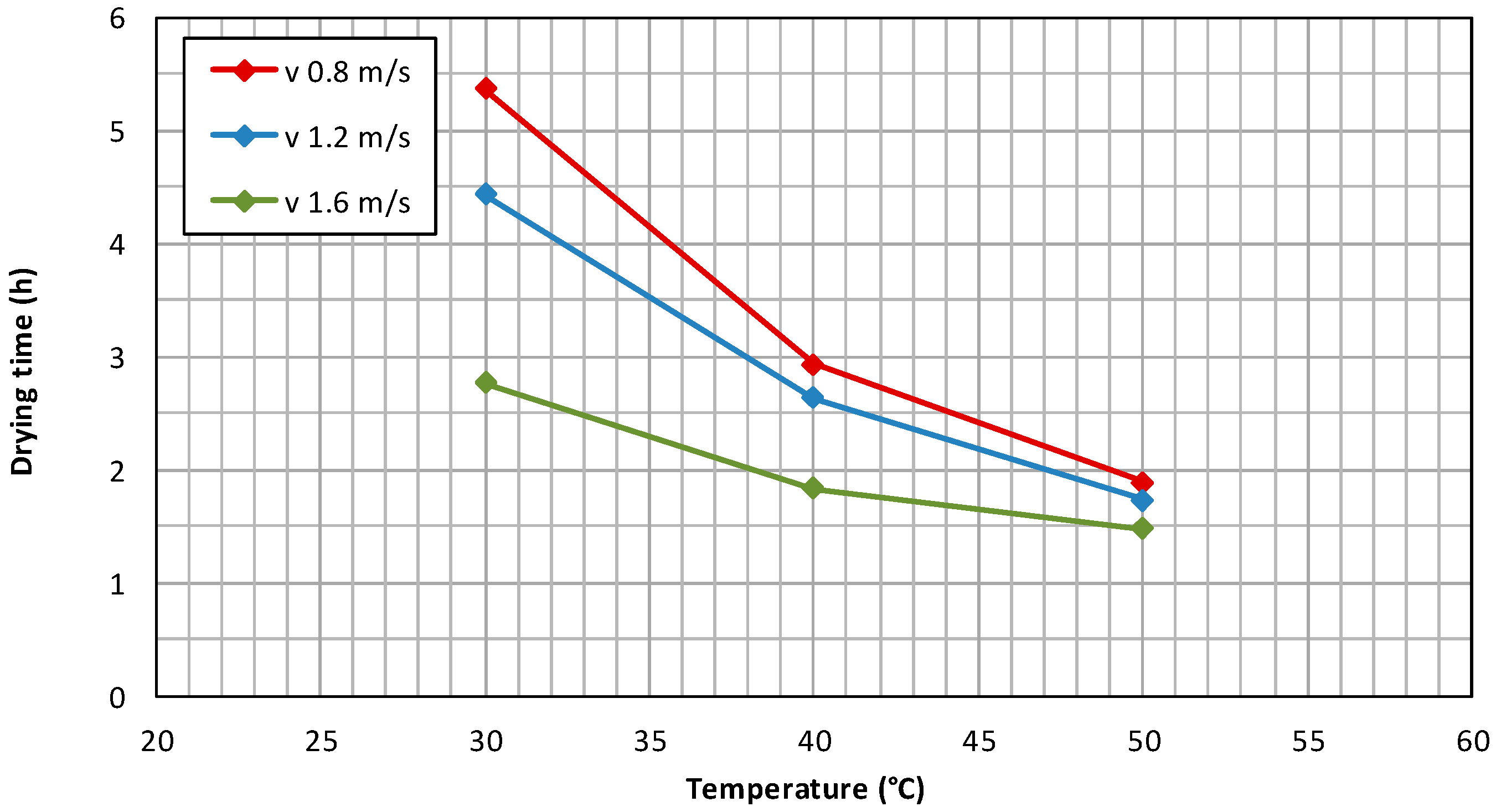
For all the cases, with greater speed and higher temperatures of the drying air, shorter drying times were obtained. The effect of the increase in air speed was more marked at low temperatures. Thus, for
T 30 °C, drying times were 17% and 48% shorter when compared to the lowest flow. However, for
T 50 °C, drying times shortened 8% and 21% as air flow increased. This means that for high drying temperatures, the increase in air speed did not cause any substantial reduction in drying times (
Figure 6).
In turn, an increase in temperature shortened drying times, regardless the air speed. For 30, 40, and 50 °C, there were reductions of 45% and 65% in drying times for v 0.8 m/s, 41%, and 61% for v 1.2 m/s and 34% and 44% for v 1.6 m/s, respectively.
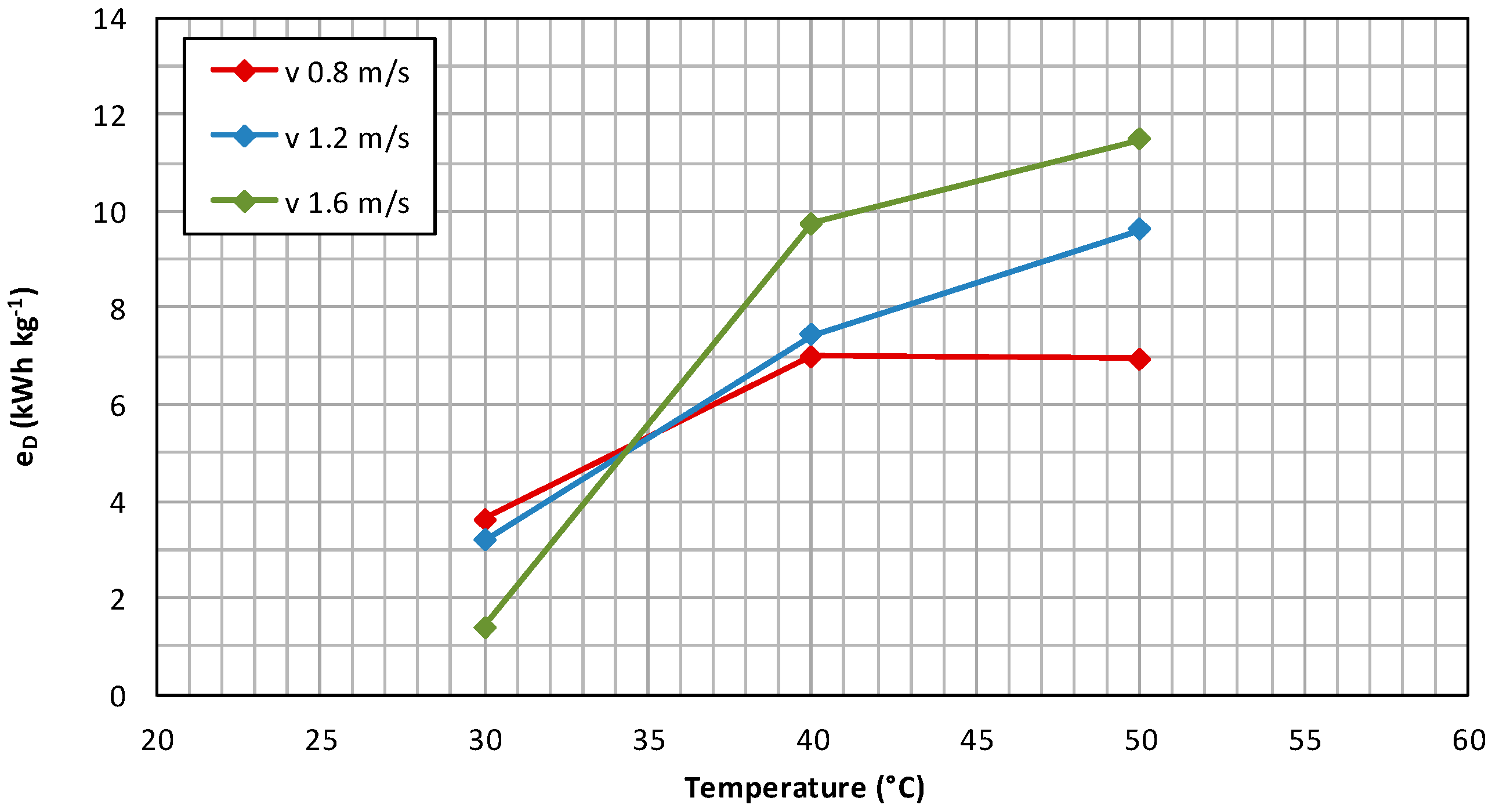
Concerning specific energy for drying, for the tests at high temperature, higher values for this variable were found, due to the higher enthalpy difference between ambient and drying air. For 40 and 50 °C, faster air speeds implied higher specific energies. The most suitable combination for which the lowest energy use was recorded was the corresponding to
T 30 °C and a drying air flow of 1.6 m/s (
Figure 7).
3.4. Pellet Characterization
Densification is based on the compaction of a material in order to obtain denser fuels, with high heating power and homogeneous materials in terms of properties and size, solving the drawbacks related to their corresponding raw materials (such as low bulk density and difficulties for transportation and storage).
Physical heterogeneity of wastes is derived from several factors, such as moisture, bulk density, granulometry, etc. Moisture in wastes depends on the amount of water in biomass and the separation or extraction process from the raw material. Thus, in wet fuels, some heat that is supposedly devoted to combustion is used to evaporate water, whereas in a dried fuel, all of the heat is entirely used to heat the air and combustion products. Therefore, this is a parameter that directly affects the effectiveness of combustion.
On the other hand, most biomass wastes show low bulk densities due to their porous structure, with values from 40 to 150 kg m
−3 (wb) for herbaceous biomass and from 320 to 720 kg m
−3 (wb) for softwood. Bulk density of wood chips, for example, ranges from 150 and 200 kg m
−3 (wb) [
26]. This fact makes processing, shipping, storage, and combustion difficult. High bulk density implies a great advantage when compared to other products, as it allows to store higher amounts of energy for the same volume. In that way, pelletizing is especially important, adding to the above-mentioned advantages a flowing behavior of the new biofuel (absence of arching or bridging in storage units) [
27].
After the drying process of grinding power and its subsequent mixture with granulometric separation powder, the resulting raw material showed a moisture content of 14.60% (wb)—within the range recommended in literature, that is, 10–15% (wb)—and a bulk density of 448.52 kg m−3 (wb), being an intermediate value with possibilities to be increased by densification. Concerning granulometry, both wastes showed uniform particle sizes, with values less than 3.15 mm—which is the value that is recommended for pelletizing.
After the preparation and subsequent characterization of the mixture of wastes, pelletizing was carried out.
Table 6 shows the main physical and energy properties of the manufactured pellets.
The pellets showed moisture percentages of 11.07% (wb), slightly higher than the upper limit (10%), even though there was 24% of moisture reduction during the process. On the other hand, bulk density of the pellets manufactured was around 698 kg m−3 (wb), which is higher than the lower limit and similar to those found for pyrenean oak pellets (742.50 kg m−3 wb) and mixture pellets from granulated cork (750 kg m−3 wb).
Concerning the densification ratio, it is a magnitude that shows the volume reduction of a product as a consequence of pelletizing, and therefore, an increase in its bulk density. Under normal conditions, starting with lower bulk densities implies higher densification ratios, due to the fact that the increase in this variable is higher. For the pellets that are manufactured, the densification ratio value was 1.56. This means that pelletizing of this mixture would allow for companies to reduce 1.5 times the volume in their stores, reducing in the same proportion shipping costs to consumption sites. This is an important logistical advantage that would improve the economic balance of companies.
On the other hand, higher compactions do not always imply higher durabilities or resistances to pressure or impacts. Thus, the amount of small particles in a sample made of pellets is given by the manufacturing process. After going through the flat die structure, both dust and bigger particles that did not densify properly come together with the pellets manufactured. Some of this dust is sucked back and sent to the hopper, whereas the remaining will stay with the manufactured pellets until they are delivered.
The presence of these particles affects the quality of the product, reducing its homogeneity and implying powdery and environmental problems when these fuels are used [
28]. In this case, durability surpassed 97%, which is a value that is high enough to guarantee a right reception of pellets in consumption places.
The size of the pellets analyzed were within the limits of the norm consulted, which demands a pellet diameter between 6 ± 1 mm and a length between 3.15 and 40 mm. Concerning the length/diameter ratio (L/D), it is an important parameter, especially in pneumatic supply systems, due to the risk of conveyor pipe obstruction [
29]. Although the UNE-EN ISO 17725-2 norm does not establish any restriction about it, other norms, such as the Austrian ÖNORM M 7135 [
30], establish that this ratio should be less than 5. The manufactured pellets complied with that specification, with values of around 4.10.
Concerning nitrogen and sulphur content, the pellets that were manufactured showed similar values to those that were included in the standards consulted—I3 specification—not expecting any problems related to nitrogen and sulphur oxide emissions. In fact, nitrogen values of 1% (db) and sulphur values of 0.2% (db) are usually used as upper limits to ensure these emission levels [
31].
Concerning ash content, the pellets manufactured showed values of 4.39% (db), slightly higher than the ash content of granulometric separation powder, and much less than the value for grinding powder (12.79% db). The similitude of the results to the former could indicate that the mixture of the wastes in the hopper, before pelletizing, was not uniform, and, possibly due to the fact that these wastes showed different grain size and density, the intake of the mixture by the screw conveyor was different over time.
Lehtikangas [
32] carried out a study about the main characteristics of sawdust, forest wastes, and pine bark pellets, observing that ash content for the two latter (2.63% and 3.71% db) were much higher than pine bark ash content (0.45% db). Filbakk et al. [
33] also analyzed ash content in pine wood, bark, and mixture pellets with percentages of bark of 5%, 10%, and 30%. The results showed ash content values of 0.47% (db) for wood pellets and 2.50% (db) for bark pellets, with values among the former for the different mixtures. In any case, the higher the bark percentage was, the higher the ash content was found. This reasoning could be valid for pelletizing of wastes in cork granulated industries, where wastes are usually composed of particles from cork bark.
In any case, ash content exceeded 3% (db), which is the upper limit, according to the norms consulted. The high ash content could imply a disadvantage concerning scorification and deposit formation in several points of the plant, with efficiency and reliability loss, being one of the lines for further research Works.
Concerning heating value, the samples showed LHV above 16 MJ kg−1 (wb), which is the lower limit that is included in the standards consulted for this research work. Finally, energy density of the mixture was increased after pelletizing, with the same abovementioned ratio.
Table 7 sums up the comparison of the manufactured pellets at three different quality levels according to the UNE-EN ISO 17725-2 norm for industrial use.
Thus, the moisture values obtained were slightly higher than the upper limit, whereas the durability value was slightly lower than the lower I1 limit (the most limiting one). These two drawbacks are easily solvable through the optimization of the pelletizing process—control of water addition, greater rejection in the cooling drum, etc. However, the high ash content—inherent in raw materials—could make the commercialization of these pellets difficult, limiting its use to cork granulated industry.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}