Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material

Abstract
:1. Introduction
2. Methodology
2.1. Process Simulation
2.2. Energy and Exergy Analysis
3. Results
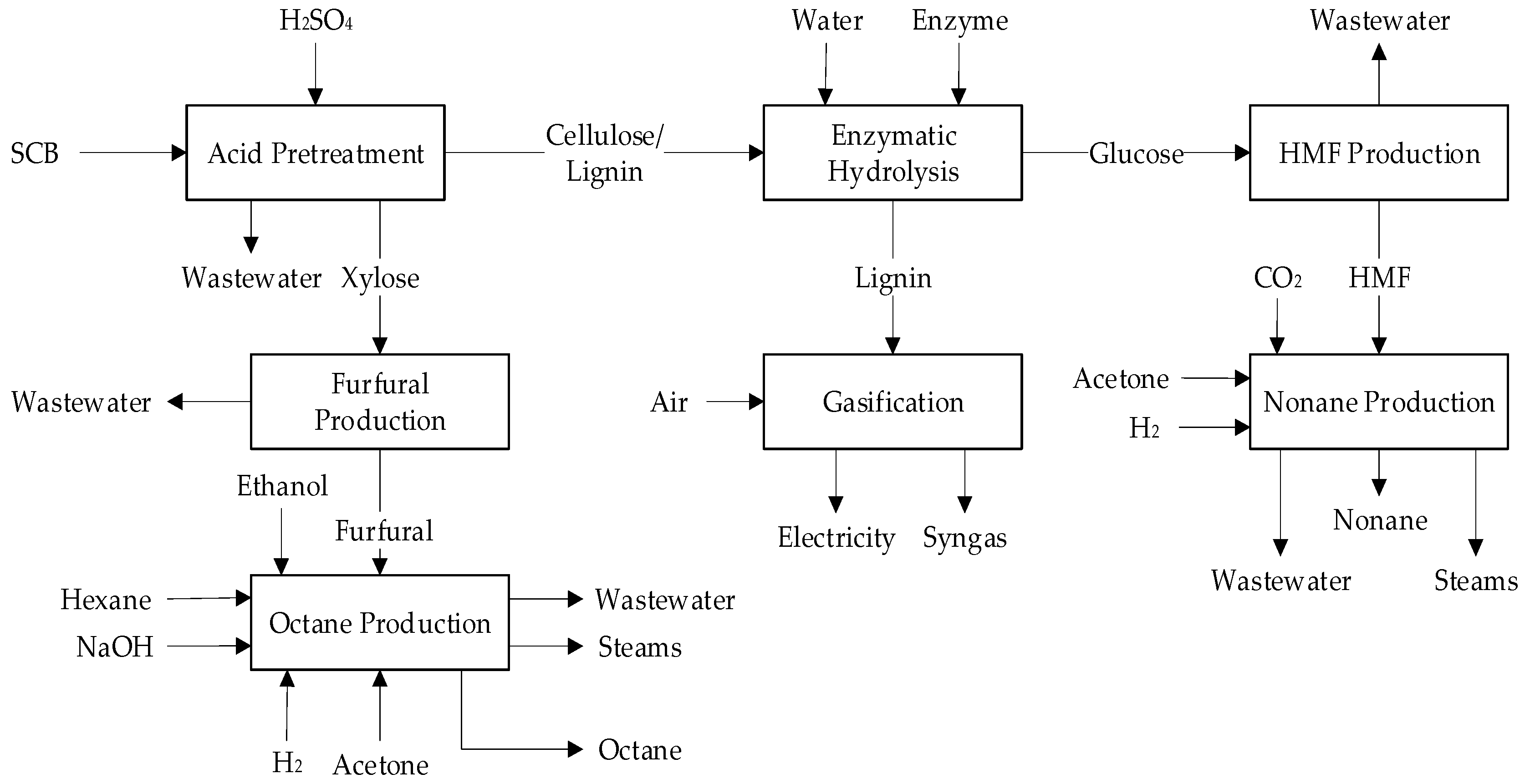
3.1. Process Simulation
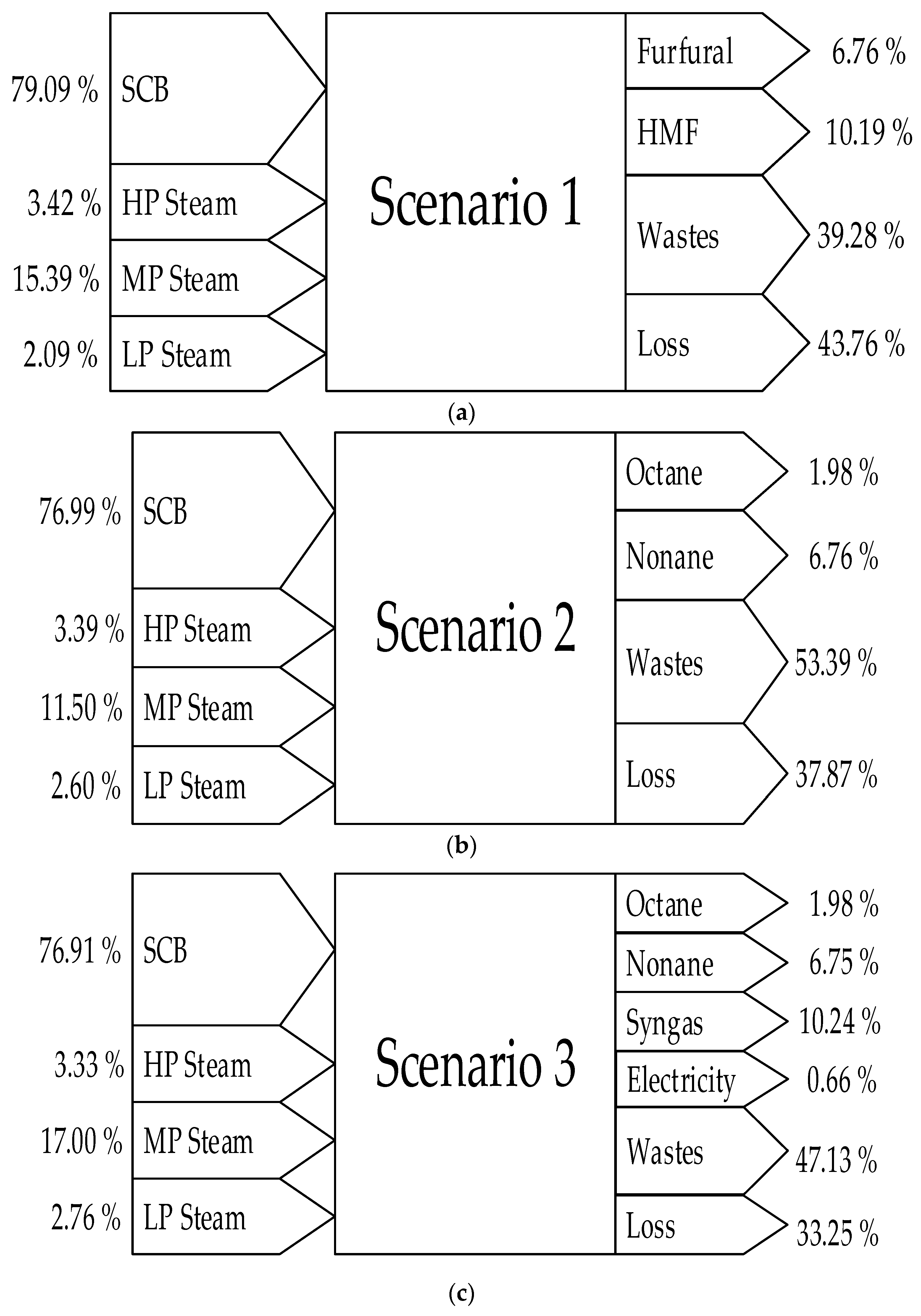
3.2. Energy and Exergy Assessment
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Huang, H.-J.; Ramaswamy, S.; Tschirner, U.; RamaRao, B. A review of separation technologies in current and future biorefineries. Sep. Purif. Technol. 2008, 62, 1–21. [Google Scholar] [CrossRef]
- Hashmi, M.; Shah, A.A.; Hameed, A.; Ragauskas, A.J. Enhanced Production of Bioethanol by Fermentation of Autohydrolyzed and C4mimOAc-Treated Sugarcane Bagasse Employing Various Yeast Strains. Energies 2017, 10, 1207. [Google Scholar] [CrossRef]
- Bastidas-Oyanedel, J.-R.; Schmidt, J.E. Increasing Profits in Food Waste Biorefinery—A Techno-Economic Analysis. Energies 2018, 11, 1551. [Google Scholar] [CrossRef]
- Moncada, J.; Tamayo, J.; Cardona, C.A. Evolution from biofuels to integrated biorefineries: Techno-economic and environmental assessment of oil palm in Colombia. J. Clean. Prod. 2014, 81, 51–59. [Google Scholar] [CrossRef]
- Ahorsu, R.; Medina, F.; Constantí, M. Significance and Challenges of Biomass as a Suitable Feedstock for Bioenergy and Biochemical Production: A Review. Energies 2018, 11, 3366. [Google Scholar] [CrossRef]
- Munir, S.; Daood, S.S.; Nimmo, W.; Cunliffe, A.; Gibbs, B. Thermal analysis and devolatilization kinetics of cotton stalk, sugar cane bagasse and shea meal under nitrogen and air atmospheres. Bioresour. Technol. 2009, 100, 1413–1418. [Google Scholar] [CrossRef] [PubMed]
- Bezerra, T.L.; Ragauskas, A.J. A review of sugarcane bagasse for second-generation bioethanol and biopower production. Biofuels Bioprod. Bioref. 2016, 10, 634–647. [Google Scholar] [CrossRef]
- Moreira, J.R. Sugarcane for energy—Recent results and progress in Brazil. Energy Sustain. Dev. 2000, 4, 43–54. [Google Scholar] [CrossRef]
- Top Sugarcane Producing Countries. 2017. Available online: http://www.worldatlas.com/articles/top-sugarcane-producing-countries.html (accessed on 5 February 2017).
- The Statistics Portal. World Sugar Cane Production from 1965 to 2014 (in Million Metric Tons). Available online: https://www.statista.com/statistics/249604/sugar-cane-production-worldwide/ (accessed on 5 February 2017).
- Duque, S.H.; Cardona, C.A.; Moncada, J. Techno-Economic and Environmental Analysis of Ethanol Production from 10 Agroindustrial Residues in Colombia. Energy Fuels 2015, 29, 775–783. [Google Scholar] [CrossRef]
- Moncada, J.; El-Halwagi, M.M.; Cardona, C.A. Techno-economic analysis for a sugarcane biorefinery: Colombian case. Bioresour. Technol. 2013, 135, 533–543. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Moncada, J.; Roberto, I.C.; Cardona, C.A. Techno-economic analysis for brewer’s spent grains use on a biorefinery concept: The Brazilian case. Bioresour. Technol. 2013, 148, 302–310. [Google Scholar] [CrossRef] [PubMed]
- Mayet, C.; Deniset-Besseau, A.; Prazeres, R.; Ortega, J.-M.; Dazzi, A. Analysis of bacterial polyhydroxybutyrate production by multimodal nanoimaging. Biotechnol. Adv. 2013, 31, 369–374. [Google Scholar] [CrossRef] [PubMed]
- Edye, L.A.; Doherty, W.O.S.; Blinco, J.A.; Bullock, G.E. The sugarcane biorefinery: Energy crops and processes for the production of liquid fuels and renewable commodity chemicals. In Proceedings of the 2005 Conference of the Australian Society of Sugar Cane Technologists, Bundaberg, Australia, 3–6 May 2005; Volume 27, pp. 9–22. [Google Scholar]
- Sanchez, O.J.; Cardona, C.A. Trends in biotechnological production of fuel ethanol from different feedstocks. Bioresour. Technol. 2008, 99, 5270–5295. [Google Scholar] [CrossRef] [PubMed]
- Zoder, M.; Balke, J.; Hofmann, M.; Tsatsaronis, G. Simulation and Exergy Analysis of Energy Conversion Processes Using a Free and Open-Source Framework—Python-Based Object-Oriented Programming for Gas- and Steam Turbine Cycles. Energies 2018, 11, 2609. [Google Scholar] [CrossRef]
- Pourbafrani, M.; Forgács, G.; Horváth, I.S.; Niklasson, C.; Taherzadeh, M.J. Production of biofuels, limonene and pectin from citrus wastes. Bioresour. Technol. 2010, 101, 4246–4250. [Google Scholar] [CrossRef] [PubMed]
- Sohel, M.I.; Jack, M.W. Thermodynamic Analysis and Potential Efficiency Improvements of a Biochemical Process for Lignocellulosic Biofuel Production. In Proceedings of the World Renewable Energy Congress, Linköping, Sweden, 8–13 May 2011; Volume 57, pp. 500–507. [Google Scholar]
- Ojeda, K.; Kafarov, V. Exergy analysis of enzymatic hydrolysis reactors for transformation of lignocellulosic biomass to bioethanol. Chem. Eng. J. 2009, 154, 390–395. [Google Scholar] [CrossRef]
- Dincer, I. The role of exergy in energy policy making. Energy Policy 2002, 30, 137–149. [Google Scholar] [CrossRef]
- Tsatsaronis, G. Definitions and nomenclature in exergy analysis and exergoeconomics. Energy 2007, 32, 249–253. [Google Scholar] [CrossRef]
- Rosen, M.A.; Dincer, I.; Kanoglu, M. Role of exergy in increasing efficiency and sustainability and reducing environmental impact. Energy Policy 2008, 36, 128–137. [Google Scholar] [CrossRef]
- Nishio, M.; Itoh, J.; Shiroko, K.; Umeda, T. A Thermodynamic Approach to Steam-Power System Design. Ind. Eng. Chem. Proc. Des. Dev. 1980, 19, 306–312. [Google Scholar] [CrossRef]
- Manso, R.; Sousa, T.; Domingos, T. The Way Forward in Quantifying Extended Exergy Efficiency. Energies 2018, 11, 2522. [Google Scholar] [CrossRef]
- Khattak, S.H.; Oates, M.; Greenough, R. Towards Improved Energy and Resource Management in Manufacturing. Energies 2018, 11, 1006. [Google Scholar] [CrossRef]
- Hernández, V.; Romero-García, J.M.; Davila, J.A.; Castro, E.; Cardona, C.A. Techno-economic and environmental assessment of an olive stone based biorefinery. Resour. Conserv. Recycl. 2014, 92, 145–150. [Google Scholar] [CrossRef]
- Jagtap, S.S.; Rao, C.V. Production of d-arabitol from d-xylose by the oleaginous yeast Rhodosporidium toruloides IFO0880. Appl. Microbiol. Biotechnol. 2017, 102, 143–151. [Google Scholar] [CrossRef] [PubMed]
- Cok, B.; Tsiropoulos, I.; Roes, A.L.; Patel, M.K. Succinic acid production derived from carbohydrates: An energy and greenhouse gas assessment of a platform chemical toward a bio-based economy. Biofuels Bioprod. Bioref. 2013, 8, 16–29. [Google Scholar] [CrossRef] [Green Version]
- Quintero, J.A.; Cardona, C.A. Process Simulation of Fuel Ethanol Production from Lignocellulosics using Aspen Plus. Ind. Eng. Chem. Res. 2011, 50, 6205–6212. [Google Scholar] [CrossRef]
- Matallana, L.G.; Moncada, J.; Cardona, C.A. Selection of Process Pathways for Biorefinery Design Using Optimization Tools: A Colombian Case for Conversion of Sugarcane Bagasse to Ethanol, Poly-3-hydroxybutyrate (PHB), and Energy. Ind. Eng. Chem. Res. 2013, 52, 4132–4145. [Google Scholar]
- Quintero, J.A.; Cardona, C.A. Ethanol Dehydration by Adsorption with Starchy and Cellulosic Materials. Ind. Eng. Chem. Res. 2009, 48, 6783–6788. [Google Scholar] [CrossRef]
- López, J.A.; Trejos, V.M.; Cardona, C.A. Fluid Phase Equilibria Parameters estimation and VLE calculation in asymmetric binary mixtures containing carbon dioxide + n-alkanols. Fluid Phase Equilib. 2009, 275, 1–7. [Google Scholar] [CrossRef]
- Chatterjee, M.; Matsushima, K.; Ikushima, Y.; Sato, M.; Yokoyama, T.; Kawanami, H.; Suzuki, T. Production of linear alkane via hydrogenative ring opening of a furfural-derived compound in supercritical carbon dioxide. Green Chem. 2010, 12, 779–782. [Google Scholar] [CrossRef]
- Chheda, J.N.; Dumesic, J.A. An overview of dehydration, aldol-condensation and hydrogenation processes for production of liquid alkanes from biomass-derived carbohydrates. Catal. Today 2007, 123, 59–70. [Google Scholar] [CrossRef]
- Davila, J.A.; Rosenberg, M.; Cardona, C.A. Techno-economic and Environmental Assessment of p-Cymene and Pectin Production from Orange Peel. Waste Biomass Valor 2015, 6, 253–261. [Google Scholar] [CrossRef] [Green Version]
- Triana, C.F.; Quintero, J.A.; Agudelo, R.A.; Cardona, C.A.; Higuita, J.C. Analysis of coffee cut-stems (CCS) as raw material for fuel ethanol production. Energy 2011, 36, 4182–4190. [Google Scholar] [CrossRef]
- Quintero, J.A.; Montoya, M.I.; Sánchez, Q.J.; Giraldo, O.H.; Cardona, C.A. Fuel ethanol production from sugarcane and corn: Comparative analysis for a Colombian case. Energy 2008, 33, 385–399. [Google Scholar] [CrossRef]
- Alzate, C.A.C.; Duque, J.A.P.; Suarez, J.A.Q. Bagazo de Caña: Uso Actual y Potenciales Aplicaciones. In Aprovechamiento de Subproductos y Residuos Agroindustriales: Glicerina y Lignocelulósicos, 1st ed.; Universidad Nacional de Colombia—Sede Manizales: Manizales, Colombia, 2010; pp. 137–169. [Google Scholar]
- Aguilar, R.; Ramírez, J.; Garrote, G.; Vázquez, M. Kinetic study of the acid hydrolysis of sugar cane bagasse. J. Food Eng. 2002, 55, 309–318. [Google Scholar] [CrossRef] [Green Version]
- Serna, L.D.; Alzate, C.O.; Alzate, C.C. Supercritical fluids as a green technology for the pretreatment of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 113–120. [Google Scholar] [CrossRef] [PubMed]
- Philippidis, G.P.; Smith, T.K.; Wyman, C.E. Study of the enzymatic hydrolysis of cellulose for production of fuel ethanol by the simultaneous saccharification and fermentation process. Biotechnol. Bioeng. 1993, 41, 846–853. [Google Scholar] [CrossRef] [Green Version]
- Purwadi, R.; Niklasson, C.; Taherzadeh, M.J. Kinetic study of detoxification of dilute-acid hydrolyzates by Ca(OH)2. J. Biotechnol. 2004, 114, 187–198. [Google Scholar] [CrossRef]
- Cortés, W.; Departamento, P.D.; Básicas, D.C.; Jorge, U.; Lozano, T. Conversion of D-Xylose Into Furfural With Aluminum and Hafnium Pillared Clays As Catalyst Conversion De D-Xilosa a Furfural Con Arcillas Pilarizadas Con Aluminio Y Hafnio Como Catalizadores. Dyna 2013, 80, 105–112. [Google Scholar]
- Montastruc, L.; Ajao, O.; Marinova, M.; Barreto, C.; Carmo, D.O.; Domenech, S. Hemicellulose biorefinery for furfural production: Energy requirement analysis and minimization. J. Sci. Technol. For. Prod. Process. 2011, 1, 48–53. [Google Scholar]
- Huang, X.-M.; Zhang, Q.; Wang, T.-J.; Liu, Q.-Y.; Ma, L.-L.; Zhang, Q. Production of jet fuel intermediates from furfural and acetone by aldol condensation over MgO/NaY. J. Fuel Chem. Technol. 2012, 40, 973–978. [Google Scholar] [CrossRef]
- Faba, L.; Díaz, E.; Ordóñez, S. Hydrodeoxygenation of acetone–furfural condensation adducts over alumina-supported noble metal catalysts. Appl. Catal. B Environ. 2014, 160, 436–444. [Google Scholar] [CrossRef] [Green Version]
- Jing, Q.; Lu, X. Kinetics of Non-catalyzed Decomposition of Glucose in High-temperature Liquid Water. Chin. J. Chem. Eng. 2008, 16, 890–894. [Google Scholar] [CrossRef]
- Chheda, J.N.; Rom?n-Leshkov, Y.; Dumesic, J.A.; Román-Leshkov, Y. Production of 5-hydroxymethylfurfural and furfural by dehydration of biomass-derived mono- and poly-saccharides. Green Chem. 2007, 9, 342. [Google Scholar] [CrossRef]
- Xiong, R.; León, M.; Nikolakis, V.; Sandler, S.I.; Vlachos, D.G. Adsorption of HMF from Water/DMSO Solutions onto Hydrophobic Zeolites: Experiment and Simulation. ChemSusChem 2013, 7, 236–244. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Kinoshita, C. Kinetic model of biomass gasification. Sol. Energy 1993, 51, 19–25. [Google Scholar] [CrossRef]
- Trujillo, S.D. Ingeniería de Detalle y Construcción de un Sistema de Gasificación en Tres Etapas; Universidad de Sevilla: Sevilla, Spain, 2014. [Google Scholar]
- McKendry, P. Energy production from biomass (part 3): Gasification technologies. Bioresour. Technol. 2002, 83, 55–63. [Google Scholar] [CrossRef]
- Moran, M.J.; Shapiro, H.N. Fundamentos de Termodinámica Técnica; Editorial Reverté: Barcelona, Spain, 2004. [Google Scholar]
- Dincer, I.; Rosen, M.A. Exergy: Energy, Environment and Sustainable Development, 2nd ed.; Elsevier: Oxford, UK, 2013. [Google Scholar]
- Emets, S.V.; Hoo, K.A.; Mann, U. A Modified Hierarchy for Designing Chemical Processes. Ind. Eng. Chem. Res. 2006, 45, 5037–5043. [Google Scholar] [CrossRef]
- Ruiz-Mercado, G.J.; Smith, R.L.; Gonzalez, M.A. Sustainability Indicators for Chemical Processes: I. Taxonomy. Ind. Eng. Chem. Res. 2012, 51, 2309–2328. [Google Scholar] [CrossRef]
- Young, D.M.; Cabezas, H. Designing Sustaibanle Processes with Simulation: The Waste Reduction (WAR) Algorithm. Eng. Comput. Chem. 1999, 23, 1477–1491. [Google Scholar] [CrossRef]
- Mabrouk, A.; Erdocia, X.; Alriols, M.G.; Jeday, M.R.; Labidi, J. Exergy analysis: An optimization tool for the performance evaluation of an organosolv process. Appl. Therm. Eng. 2016, 106, 1062–1066. [Google Scholar] [CrossRef]
- Dincer, I.; Rosen, M.A. Thermodynamic aspects of renewables and sustainable development. Renew. Sustain. Energy Rev. 2005, 9, 169–189. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, B.; Li, H.; Zhang, B. Exergy analysis of biomass utilization via steam gasification and partial oxidation. Thermochim. Acta 2012, 538, 21–28. [Google Scholar] [CrossRef]
- Jaimes, W.A.; Rocha, S.; Vesga, J.N.; Kafarov, V. Thermodynamic analysis to a real palm oil extraction process. Prospect 2012, 10, 61–70. [Google Scholar]
- Song, G.; Shen, L.; Xiao, J. Estimating Specific Chemical Exergy of Biomass from Basic Analysis Data. Ind. Eng. Chem. Res. 2011, 50, 9758–9766. [Google Scholar] [CrossRef]
- Rivero, R.; Garfias, M. Standard chemical exergy of elements updated. Energy 2006, 31, 3310–3326. [Google Scholar] [CrossRef]
- Hussain, M.; Al-Zaharnah, I.; Dincer, I. Energy and exergy use in public and private sector of Saudi Arabia. Energy Policy 2004, 32, 1615–1624. [Google Scholar]
- Quintero, J.A.; Moncada, J.; Cardona, C.A. Techno-economic analysis of bioethanol production from lignocellulosic residues in Colombia: A process simulation approach. Bioresour. Technol. 2013, 139, 300–307. [Google Scholar] [CrossRef]
- Aristizábal, V.; García, C.A.; Cardona, C.A. Integrated Production of Different Types of Bioenergy from Oil Palm Through Biorefinery Concept. Waste Biomass Valor 2016, 7, 737–745. [Google Scholar] [CrossRef]
- Shukla, A.; Kumar, S.Y. A Comparative study of Sugarcane Bagasse gasification and Direct Combustion. Int. J. Appl. Eng. Res. 2017, 12, 14739–14745. [Google Scholar]
- Igueroa, J.E.J.F.; Ardila, Y.C.; Lunelli, B.H.; Filho, R.M.; Maciel, R.W. Evaluation of Pyrolysis and Steam Gasification Processes of Sugarcane Bagasse in a Fixed Bed Reactor. Chem. Eng. Trans. 2013, 32, 925–930. [Google Scholar]
- Safari, F.; Tavasoli, A.; Ataei, A. Gasification of sugarcane bagasse in supercritical water media for combined hydrogen and power production: A novel approach. Int. J. Environ. Sci. Technol. 2016, 13, 2393–2400. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Component | Moisture | Cellulose | Hemicellulose | Lignin | Protein | Ash |
|---|---|---|---|---|---|---|
| Percent | 50.00 | 23.70 | 12.05 | 11.70 | 2.40 | 1.15 |
| Stage | Purpose | Conditions | Reference |
|---|---|---|---|
| Acid hydrolysis | |||
| Crusher | Size reduction to 0.5 mm | 1 bar | |
| Dilute acid reactor | Removal of hemicellulose as xylose | 1 bar, 122 °C, 2% H2SO4 | [40,41] |
| Filter | Separation of xylose from cellulose and lignin | 1 bar | |
| Enzymatic hydrolysis | |||
| Enzymatic reactor | Cellulose to glucose | 1 bar, 50 °C, cellulose (25 IU/g) | [42] |
| Filter | Separation of glucose from lignin | 1 bar | |
| Detoxification | |||
| Detoxification reactor | Neutralizing the acid with Ca(OH)2 | 1 bar, 60 °C | [43] |
| Filter | Removal of salts present in the xylose solution | 1 bar | |
| Furfural production | |||
| Xylose dehydrator | Furfural production | 10 bar, 170 °C | [44] |
| Decanter | Furfural concentration | 1 bar, 25 °C | [45] |
| Octane production | |||
| Aldol-condensation reactor | Aldol-condensation of furfural with acetone | 1 bar, 85 °C, catalyzed by MgO/NaY | [46] |
| Mild-hydrogenation reactor | Mild hydrogenation of aldol products | 2.5 MPa, 140 °C, catalyzed by Pt/Co2AlO4 | [47] |
| Dehydration/hydrogenation reactor | Octane production | 2.5 MPa, 170 °C | [47] |
| Octane separation | One-column: 12 trays, 1.405 reflux ratio, total condenser, 4 bar Two-column: 29 trays, 1.224 reflux ratio, total condenser, 1 bar | ||
| HMF production | |||
| Glucose dehydrator | HMF production | 10 MPa, 220 °C | [48] |
| Decanter | HMF separation | 1 bar, 25 °C | [49,50] |
| Nonane production | |||
| Aldol-condensation reactor | Aldol-condensation of HMF with acetone | 1 bar, 50 °C, MgO/ZrO2 ad catalyst | [35] |
| Hydrogenation reactor | Hydrogenation of aldol products in supercritical carbon dioxide | 12 MPa, 80 °C, Pd/Si-Al-MCM-41 as a catalyst | [34] |
| Dehydration/hydrogenation reactor | Nonane production | 4 bar, 80 °C | [34] |
| Distillation column | Nonane separation | 13 trays, 1.185 reflux ratio, total condenser, 1 bar | |
| Gasification | |||
| Gasifier | Syngas production | 6 MPa, 850 °C | [51,52] |
| Turbine | Electricity generation | 1 bar | [53] |
| Stage | Scenario 1 | Scenario 2 | Scenario 3 |
|---|---|---|---|
| Acid hydrolysis | 17.75 | 15.04 | 11.55 |
| Detoxification | 26.54 | 22.49 | 17.28 |
| Enzymatic hydrolysis | 20.98 | 17.78 | 13.66 |
| Furfural | 26.41 | 22.38 | 17.20 |
| HMF | 8.32 | 7.05 | 5.41 |
| Octane | - | 8.86 | 6.81 |
| Nonane | - | 6.40 | 4.92 |
| Gasification | - | - | 23.18 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Restrepo-Serna, D.L.; Martínez-Ruano, J.A.; Cardona-Alzate, C.A. Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material. Energies 2018, 11, 3474. https://doi.org/10.3390/en11123474
Restrepo-Serna DL, Martínez-Ruano JA, Cardona-Alzate CA. Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material. Energies. 2018; 11(12):3474. https://doi.org/10.3390/en11123474
Chicago/Turabian StyleRestrepo-Serna, Daissy Lorena, Jimmy Anderson Martínez-Ruano, and Carlos Ariel Cardona-Alzate. 2018. "Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material" Energies 11, no. 12: 3474. https://doi.org/10.3390/en11123474
APA StyleRestrepo-Serna, D. L., Martínez-Ruano, J. A., & Cardona-Alzate, C. A. (2018). Energy Efficiency of Biorefinery Schemes Using Sugarcane Bagasse as Raw Material. Energies, 11(12), 3474. https://doi.org/10.3390/en11123474