Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers


Abstract
:1. Introduction
2. Mathematical Model/Numerical Method
2.1. Gas-Solid Hydrodynamics
2.1.1. Gas Phase
2.1.2. Solid Phase
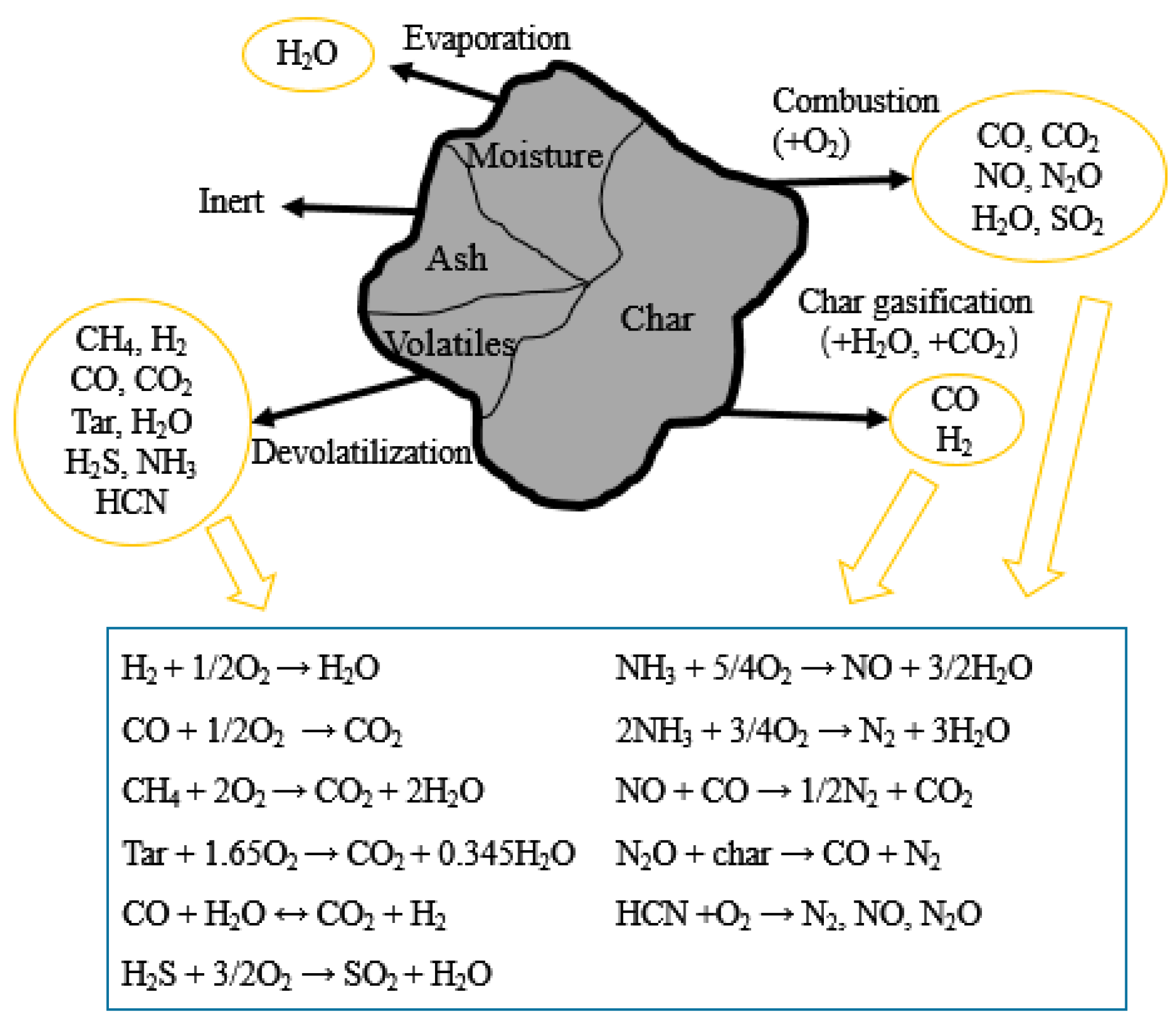
2.2. Chemical Reactions
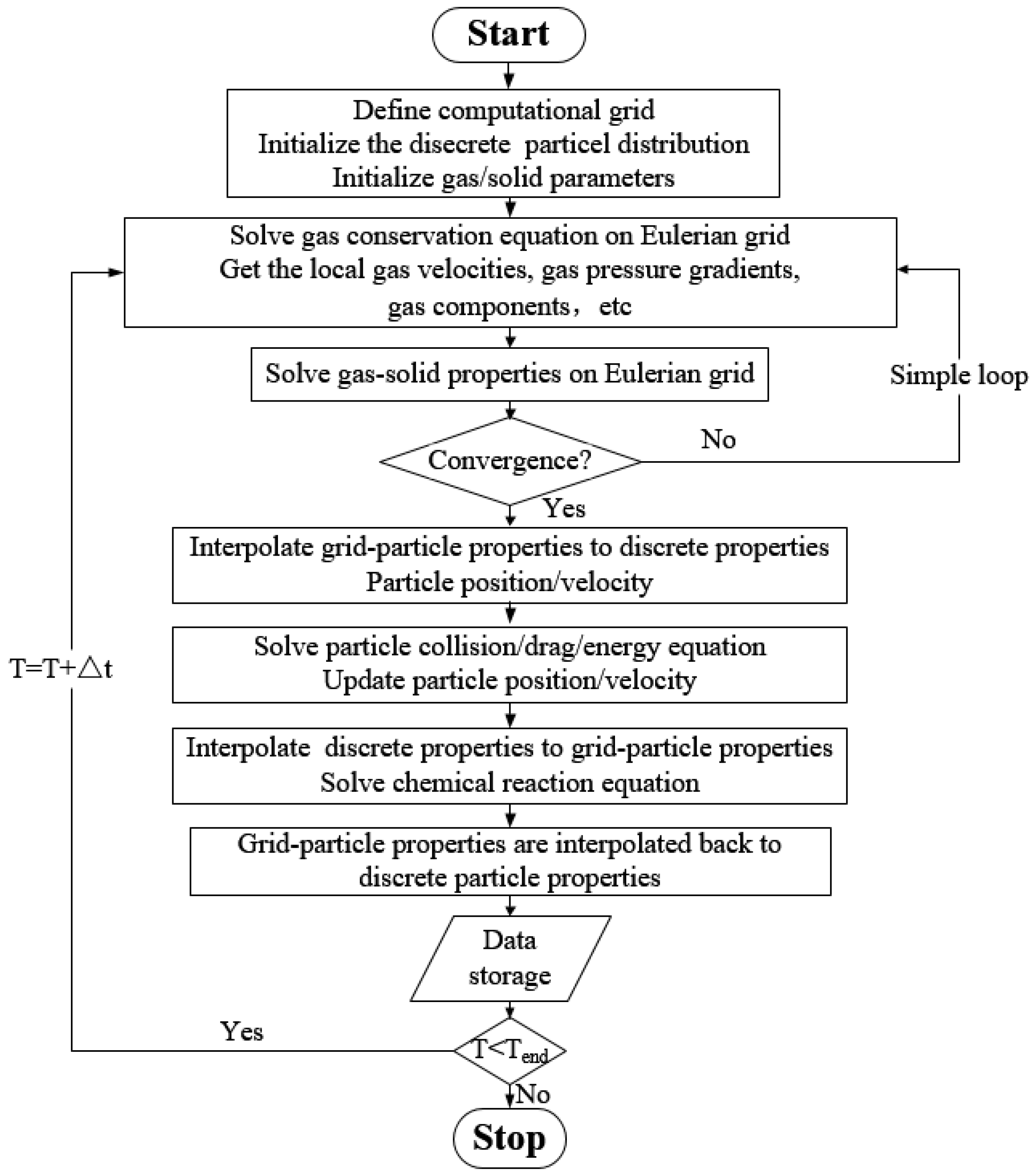
3. Numerical Solution
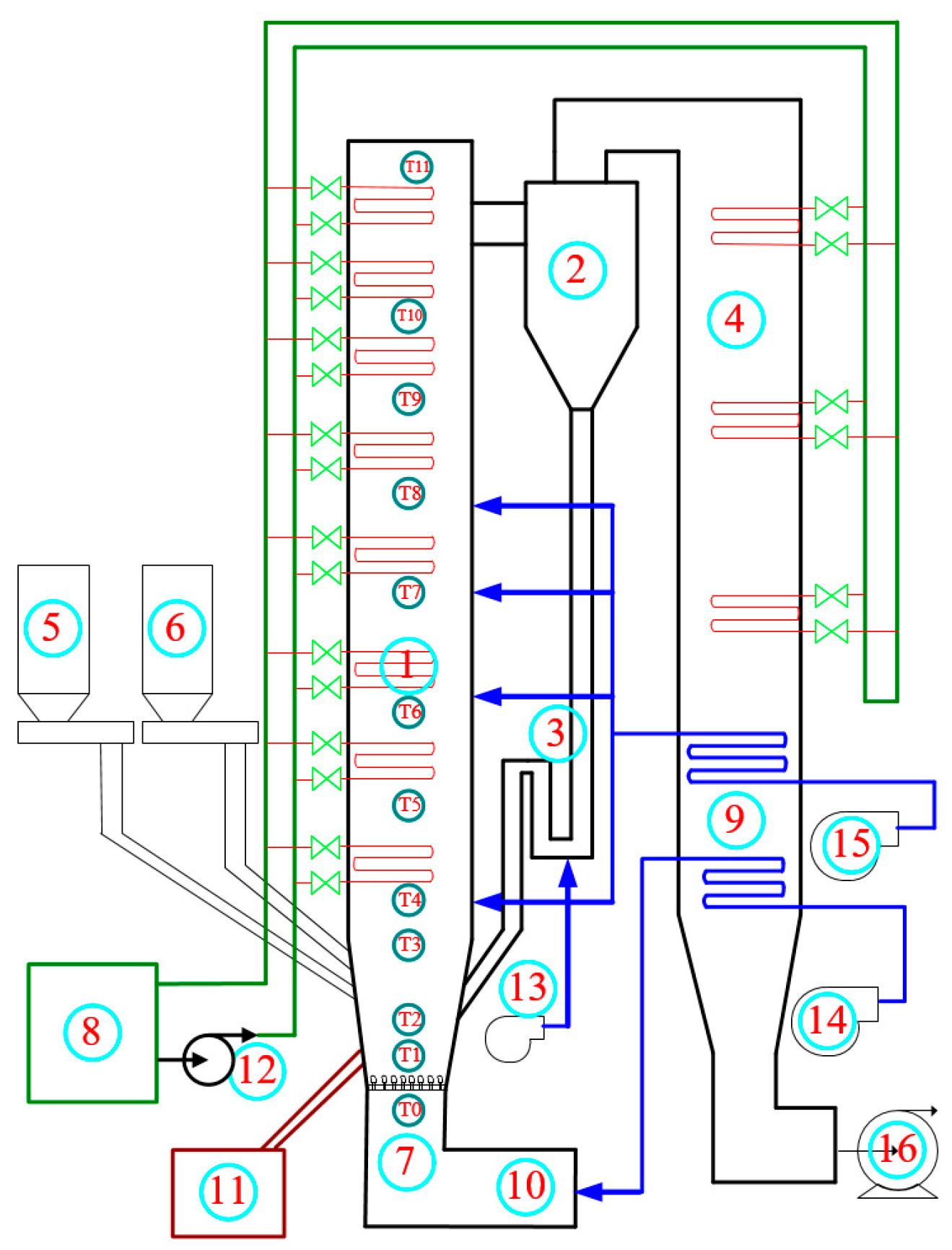
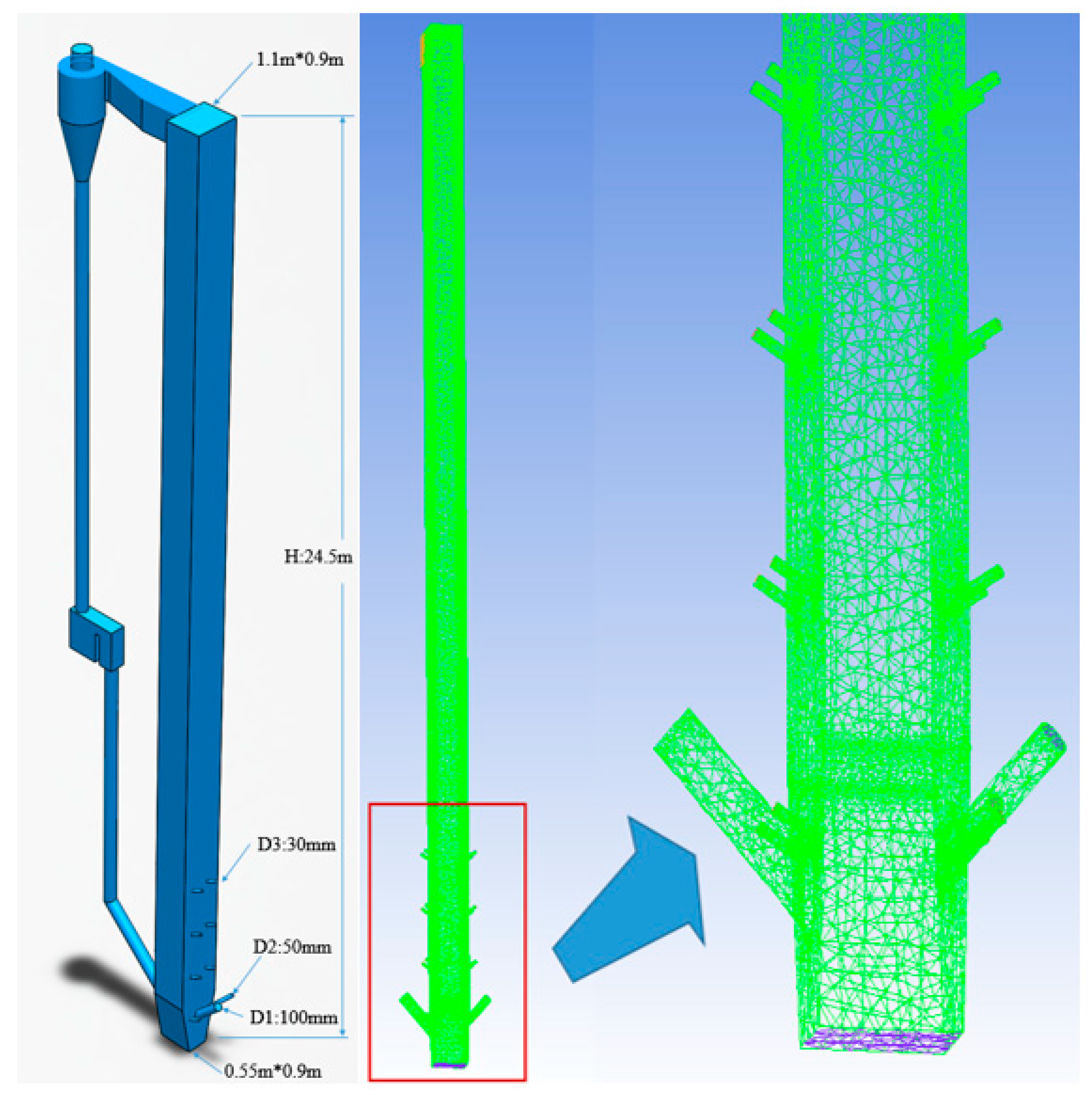
4. Simulation Object and Model Setup
5. Results and Discussion
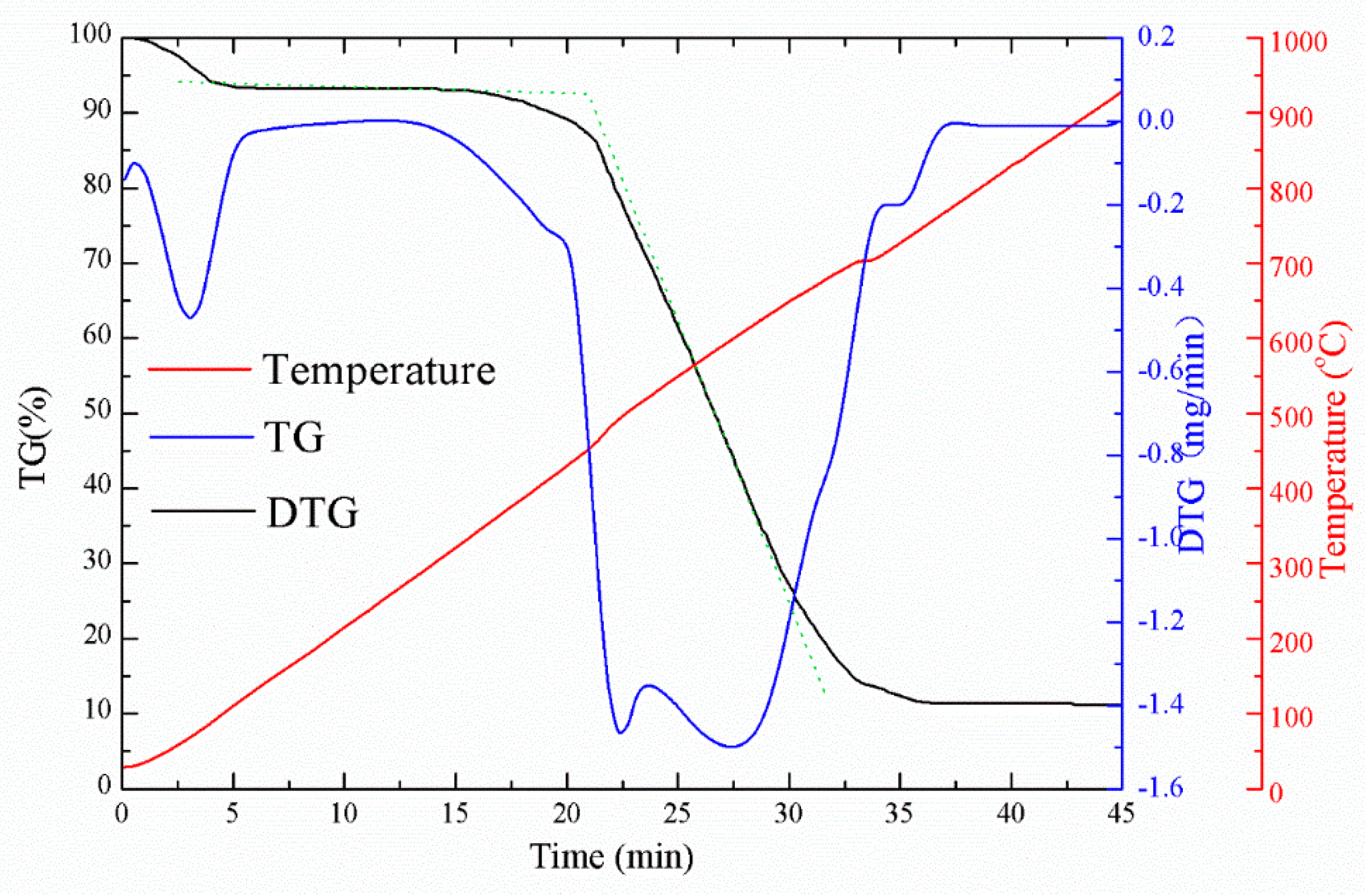
5.1. Determination of Fuel Ignition Point by TG-DTG Method
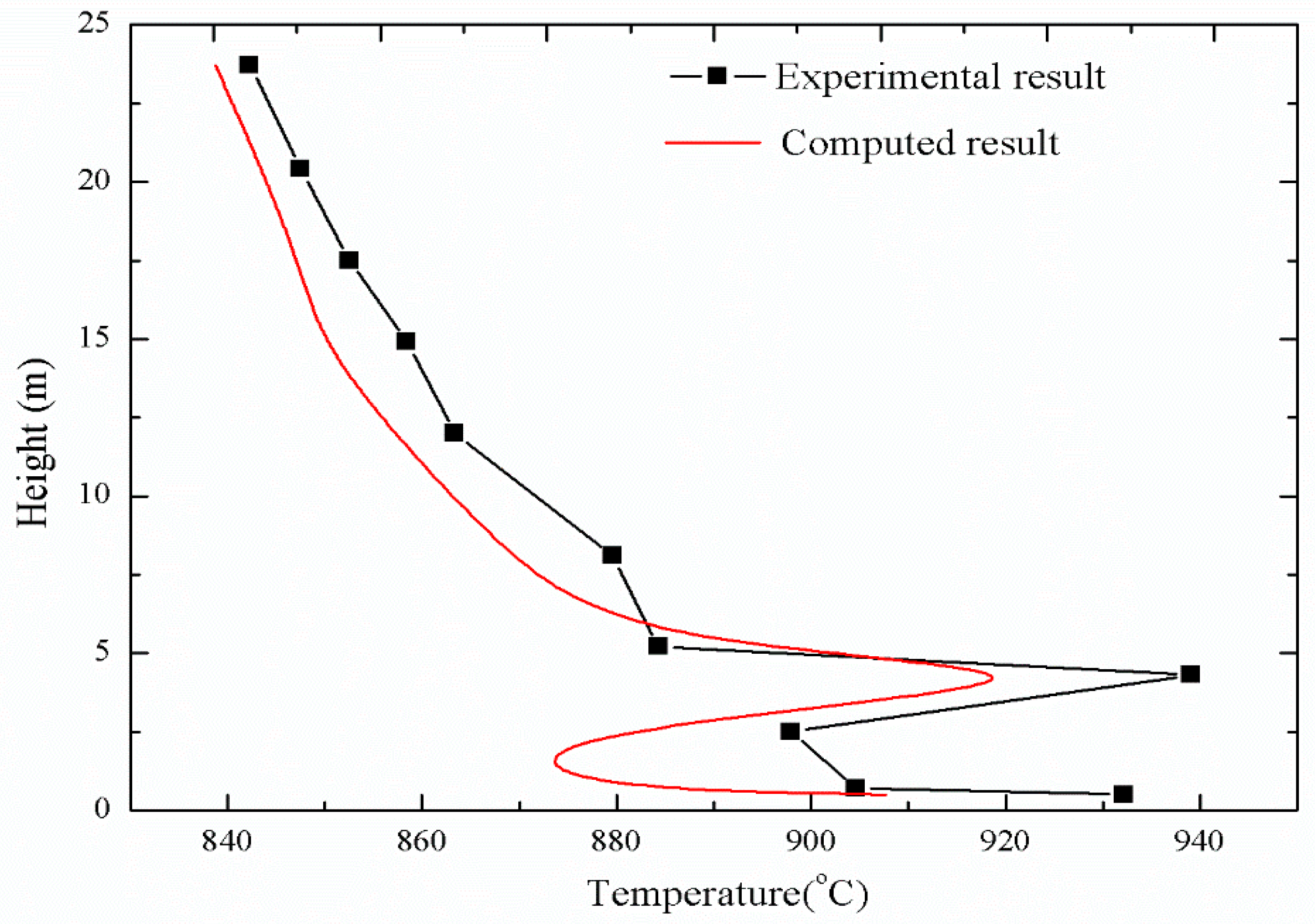
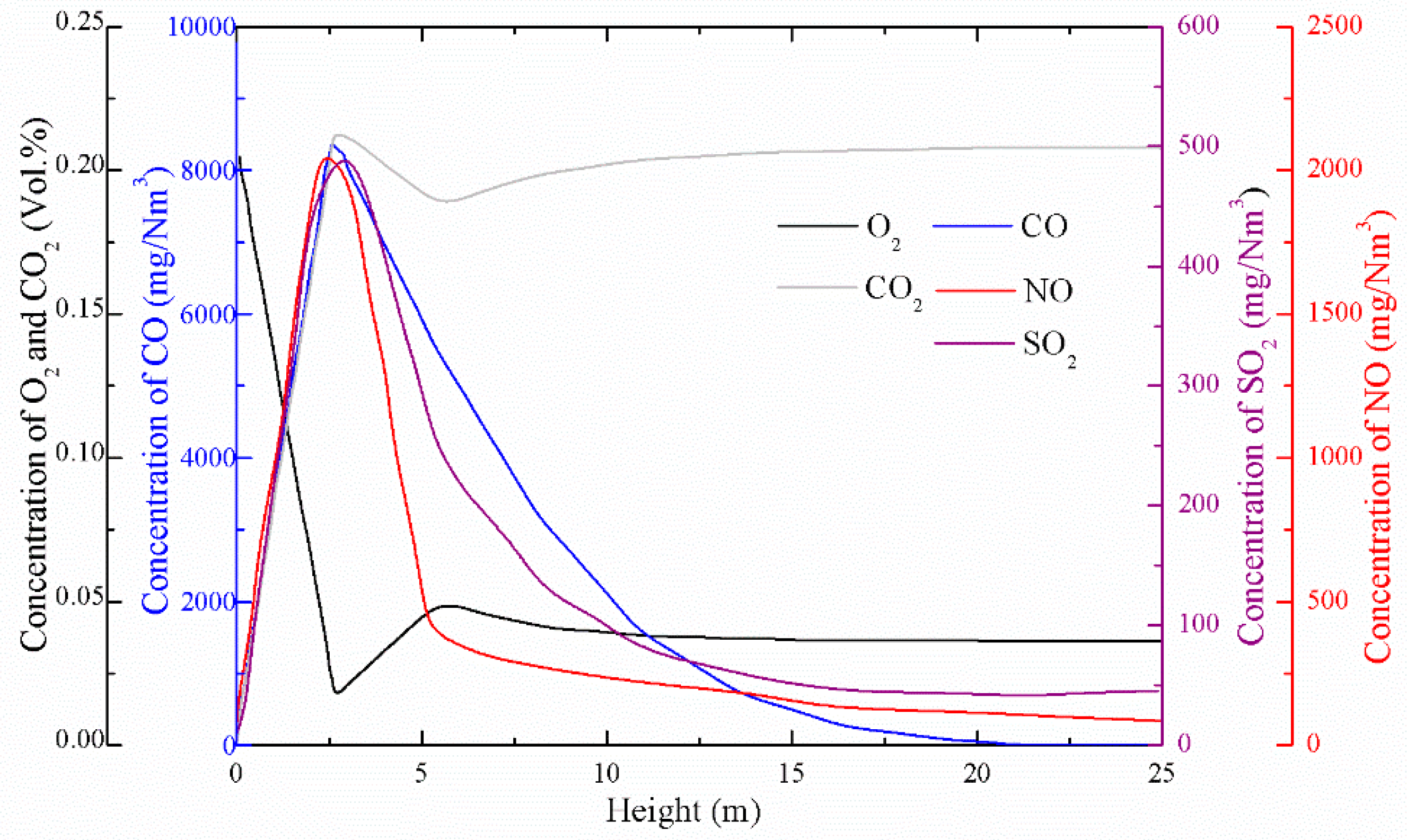
5.2. Simulation Results of the First Set of Experimental Conditions
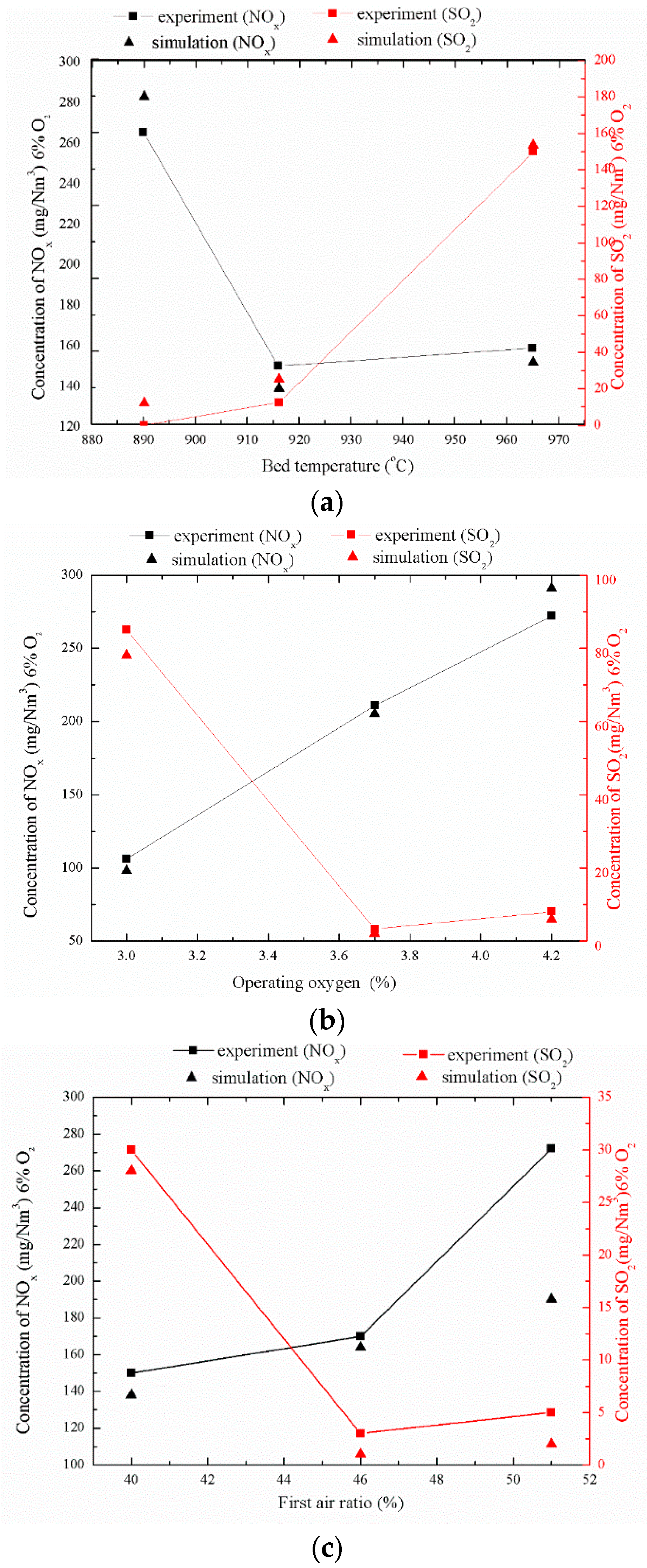
5.3. Factors Affecting Pollutant Emissions
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Void fraction | |
| Height of furnace (m) | |
| Density (kg/m3) | |
| Gravity (m/s2) | |
| Mass changes of each component due to the chemical reaction (kg/m3/s) | |
| Velocity of gas and solid phase (m/s) | |
| d | Diameter of particle (m) |
| h | Convective heat transfer coefficient (W/(m2·K)) |
| Time (s) | |
| p | Pressure (Pa) |
| Specific heat capacity (J/kg∙K) | |
| Temperature (K) | |
| Viscosity (Pa∙s) | |
| Thermal conductivity (W/(m·K)) | |
| Mole concentration of each species | |
| Re | Reynolds number |
| Sherwood number | |
| Φ | Viscous dissipation |
| Energy source | |
| Enthalpy diffusion term | |
| m | Mass (kg) |
| Drag force of the parcel | |
| Interaction force between the parcels | |
| Solid-phase pressure gradient | |
| Gas–solid phase energy transfer coefficient | |
| V | Volume |
| Position | |
| Subscripts | |
| i | Number of gas-phase species |
| h | Height |
| g | Gas phase |
| s | Solid phase |
| k | k-th cell |
| cp | Close packing state |
| p | Properties of parcel |
References
- Zhuang, Y.-Q.; Chen, X.-M.; Luo, Z.-H.; Xiao, J. CFD–DEM modeling of gas–solid flow and catalytic MTO reaction in a fluidized bed reactor. Comput. Chem. Eng. 2014, 60, 1–16. [Google Scholar] [CrossRef]
- Gerber, S.; Behrendt, F.; Oevermann, M. An Eulerian modeling approach of wood gasification in a bubbling fluidized bed reactor using char as bed material. Fuel 2010, 89, 2903–2917. [Google Scholar] [CrossRef]
- Leckner, B.; Gómez-Barea, A. Oxy-fuel combustion in circulating fluidized bed boilers. Appl. Energ. 2014, 125, 308–318. [Google Scholar] [CrossRef]
- Agung, A.; Lathouwers, D.; van der Hagen, T.H.; van Dam, H.; Pain, C.C.; Goddard, A.J.; Eaton, M.D.; Gomes, J.L.; Miles, B.; de Oliveira, C.R. On an improved design of a fluidized bed nuclear reactor-I: Design modifications and steady-state features. Nucl. Technol. 2006, 153, 117–131. [Google Scholar] [CrossRef]
- Gidaspow, D. Hydrodynamics of fiuidizatlon and heat transfer: Supercomputer modeling. Appl. Mech. Rev. 1986, 39, 1–23. [Google Scholar] [CrossRef]
- Chen, S.; Fan, Y.; Yan, Z.; Wang, W.; Lu, C. CFD simulation of gas–solid two-phase flow and mixing in a FCC riser with feedstock injection. Powder Technol. 2016, 287, 29–42. [Google Scholar] [CrossRef]
- Liu, D.; Chen, X.; Zhou, W.; Zhao, C. Simulation of char and propane combustion in a fluidized bed by extending DEM–CFD approach. Proc. Combust. Inst. 2011, 33, 2701–2708. [Google Scholar] [CrossRef]
- Sinclair, J.; Jackson, R. Gas-particle flow in a vertical pipe with particle-particle interactions. AlChE J. 1989, 35, 1473–1486. [Google Scholar] [CrossRef]
- Pita, J.A.; Sundaresan, S. Gas-solid flow in vertical tubes. AIChE J. 1991, 37, 1009–1018. [Google Scholar] [CrossRef]
- Snider, D.M.; Clark, S.M.; O’Rourke, P.J. Eulerian–Lagrangian method for three-dimensional thermal reacting flow with application to coal gasifiers. Chem. Eng. Sci. 2011, 66, 1285–1295. [Google Scholar] [CrossRef]
- Xie, J.; Zhong, W.; Jin, B.; Shao, Y.; Huang, Y. Eulerian–Lagrangian method for three-dimensional simulation of fluidized bed coal gasification. Adv. Powder Technol. 2013, 24, 382–392. [Google Scholar] [CrossRef]
- Snider, D.M.; O’Rourke, P.J.; Andrews, M.J. Sediment flow in inclined vessels calculated using a multiphase particle-in-cell model for dense particle flows. Int. J. Multiph. Flow 1998, 24, 1359–1382. [Google Scholar] [CrossRef]
- Snider, D.; Banerjee, S. Heterogeneous gas chemistry in the CPFD Eulerian–Lagrangian numerical scheme (ozone decomposition). Powder Technol. 2010, 199, 100–106. [Google Scholar] [CrossRef]
- Abbasi, A.; Ege, P.E.; De Lasa, H.I. CPFD simulation of a fast fluidized bed steam coal gasifier feeding section. Chem. Eng. J. 2011, 174, 341–350. [Google Scholar] [CrossRef]
- Ryan, E.M.; DeCroix, D.; Breault, R.; Xu, W.; Huckaby, E.D.; Saha, K.; Dartevelle, S.; Sun, X. Multi-phase CFD modeling of solid sorbent carbon capture system. Powder Technol. 2013, 242, 117–134. [Google Scholar] [CrossRef]
- Adamczyk, W.P.; Węcel, G.; Klajny, M.; Kozołub, P.; Klimanek, A.; Białecki, R.A. Modeling of particle transport and combustion phenomena in a large-scale circulating fluidized bed boiler using a hybrid Euler–Lagrange approach. Particuology 2014, 16, 29–40. [Google Scholar] [CrossRef]
- Loha, C.; Chattopadhyay, H.; Chatterjee, P.K. Three dimensional kinetic modeling of fluidized bed biomass gasification. Chem. Eng. Sci. 2014, 109, 53–64. [Google Scholar] [CrossRef]
- Zhong, W.; Xie, J.; Shao, Y.; Liu, X.; Jin, B. Three-dimensional modeling of olive cake combustion in CFB. Appl. Therm. Eng. 2015, 88, 322–333. [Google Scholar] [CrossRef]
- Gidaspow, D. Multiphase Flow and Fluidization: Continuum and Kinetic Theory Descriptions; Academic Press: Cambridge, MA, USA, 1994. [Google Scholar]
- O’Rourke, P.J.; Snider, D.M. An improved collision damping time for MP-PIC calculations of dense particle flows with applications to polydisperse sedimenting beds and colliding particle jets. Chem. Eng. Sci. 2010, 65, 6014–6028. [Google Scholar] [CrossRef]
- O’Rourke, P.J.; Zhao, P.P.; Snider, D. A model for collisional exchange in gas/liquid/solid fluidized beds. Chem. Eng. Sci. 2009, 64, 1784–1797. [Google Scholar] [CrossRef]
- Harris, S.; Crighton, D. Solitons, solitary waves, and voidage disturbances in gas-fluidized beds. J. Fluid Mech. 1994, 266, 243–276. [Google Scholar] [CrossRef]
- Auzerais, F.; Jackson, R.; Russel, W. The resolution of shocks and the effects of compressible sediments in transient settling. J. Fluid Mech. 1988, 195, 437–462. [Google Scholar] [CrossRef]
- Wu, H.; Yang, C.; He, H.; Huang, S.; Chen, H. A hybrid simulation of a 600 MW supercritical circulating fluidized bed boiler system. Appl. Eng. 2018, 143, 977–987. [Google Scholar] [CrossRef]
- Patankar, S. Numerical Heat Transfer and Fluid Flow; CRC Press: Boca Raton, FL, USA, 1980. [Google Scholar]
- Scala, F. Fluidized Bed Technologies for Near-Zero Emission Combustion and Gasification; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Wang, Q.; Luo, Z.; Li, X.; Fang, M.; Ni, M.; Cen, K. Modeling of NO and N2O formation and decomposition in circulating fluidized bed boiler. J. Fuel Chem. Technol. 1998, 26, 108–113. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Units | Value | |
|---|---|---|
| Thermal power (LHV) | MWth | 3.0 |
| Apparent velocity | m/s | ~5 |
| Cross-section area of dense phase | mm2 | 550 × 900 |
| Cross-section area of dilute phase | mm2 | 1100 × 900 |
| Height of the furnace | mm | 24,500 |
| Proximate Analysis | |
|---|---|
| Moisture (%) | 19.92 |
| Volatile matter (%) | 8.83 |
| Ash (%) | 10.74 |
| Fixed carbon (%) | 60.51 |
| Ultimate Analysis (Dry Ash Free) | |
| Carbon (%) | 90.68 |
| Hydrogen (%) | 1.92 |
| Oxygen (%) | 5.83 |
| Nitrogen (%) | 1.11 |
| Sulfur (%) | 0.46 |
| Lower calorific value (MJ/kg) | 21.89 |
| Units | Value | |
|---|---|---|
| Fluidized air flow | m3/s | 0.42 |
| Fluidized air pressure | Pa | 110,955 |
| Fluidized air temperature | °C | 243.4 |
| Second air flow | m3/s | 0.416 |
| Second air pressure | Pa | 106,325 |
| Second air temperature | °C | 198.8 |
| Feed powder coke | Kg/s | 0.03 |
| Limestone | Kg/s | 0 |
| Average bed temperature | °C | 916 |
| Average Bed Temperature (°C) | Operating Oxygen (%) | Primary Air Ratio (%) | |
|---|---|---|---|
| 1 | 916 | 3.0 | 51 |
| 2 | 916 | 3.7 | 46 |
| 3 | 916 | 4.2 | 40 |
| 4 | 890 | 3.0 | 46 |
| 5 | 890 | 3.7 | 40 |
| 6 | 890 | 4.2 | 51 |
| 7 | 965 | 3.0 | 40 |
| 8 | 965 | 3.7 | 51 |
| 9 | 965 | 4.2 | 46 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.; Wu, H.; Deng, K.; He, H.; Sun, L. Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers. Energies 2019, 12, 1424. https://doi.org/10.3390/en12081424
Yang C, Wu H, Deng K, He H, Sun L. Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers. Energies. 2019; 12(8):1424. https://doi.org/10.3390/en12081424
Chicago/Turabian StyleYang, Chen, Haochuang Wu, Kangjie Deng, Hangxing He, and Li Sun. 2019. "Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers" Energies 12, no. 8: 1424. https://doi.org/10.3390/en12081424
APA StyleYang, C., Wu, H., Deng, K., He, H., & Sun, L. (2019). Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers. Energies, 12(8), 1424. https://doi.org/10.3390/en12081424