Laser Cutting Characteristics on Uncompressed Anode for Lithium-Ion Batteries



Abstract
:1. Introduction
2. Materials, Experiments and Measurements
2.1. Materials
2.2. Experiments
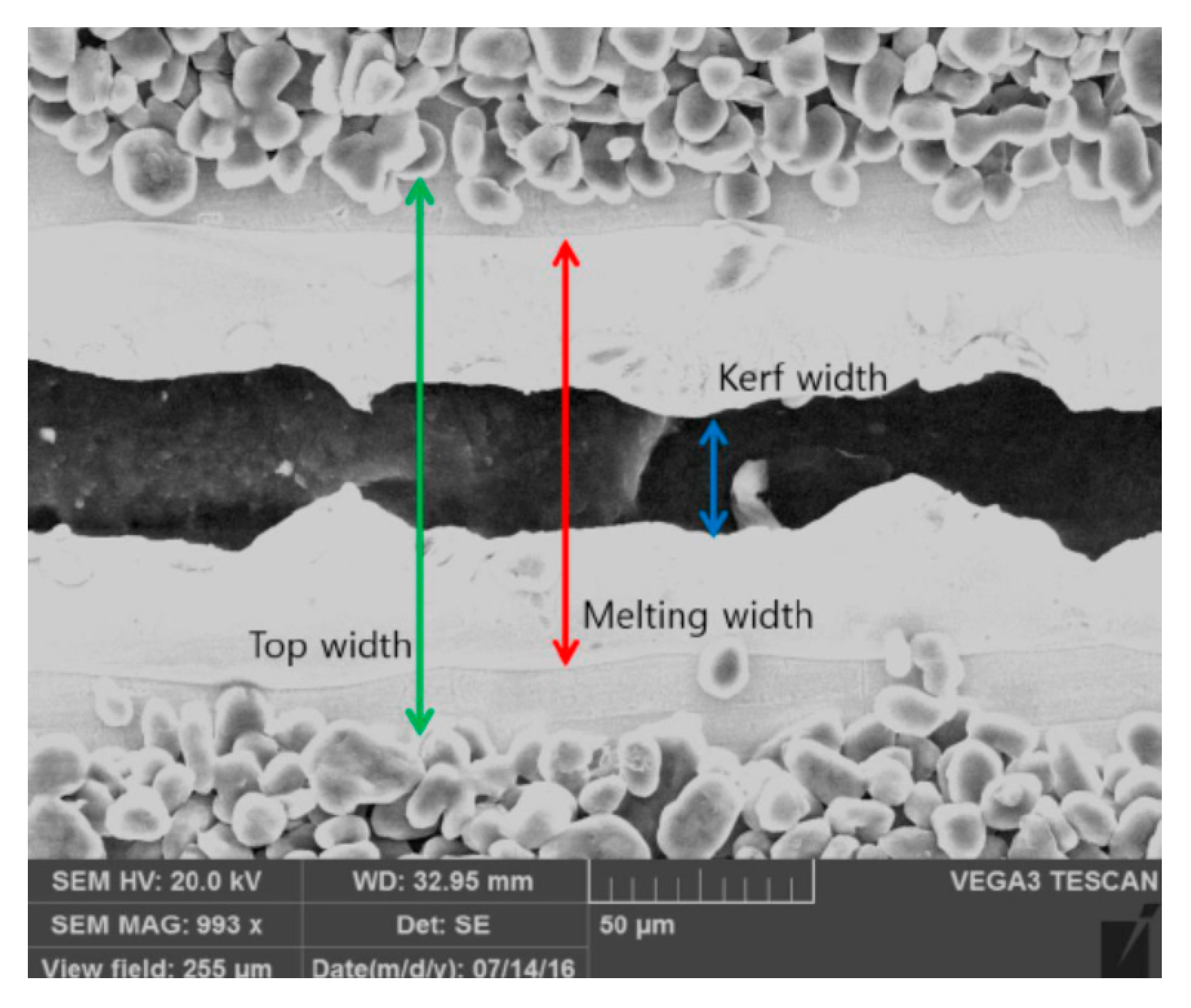
2.3. Measurements
3. Result and Discussion
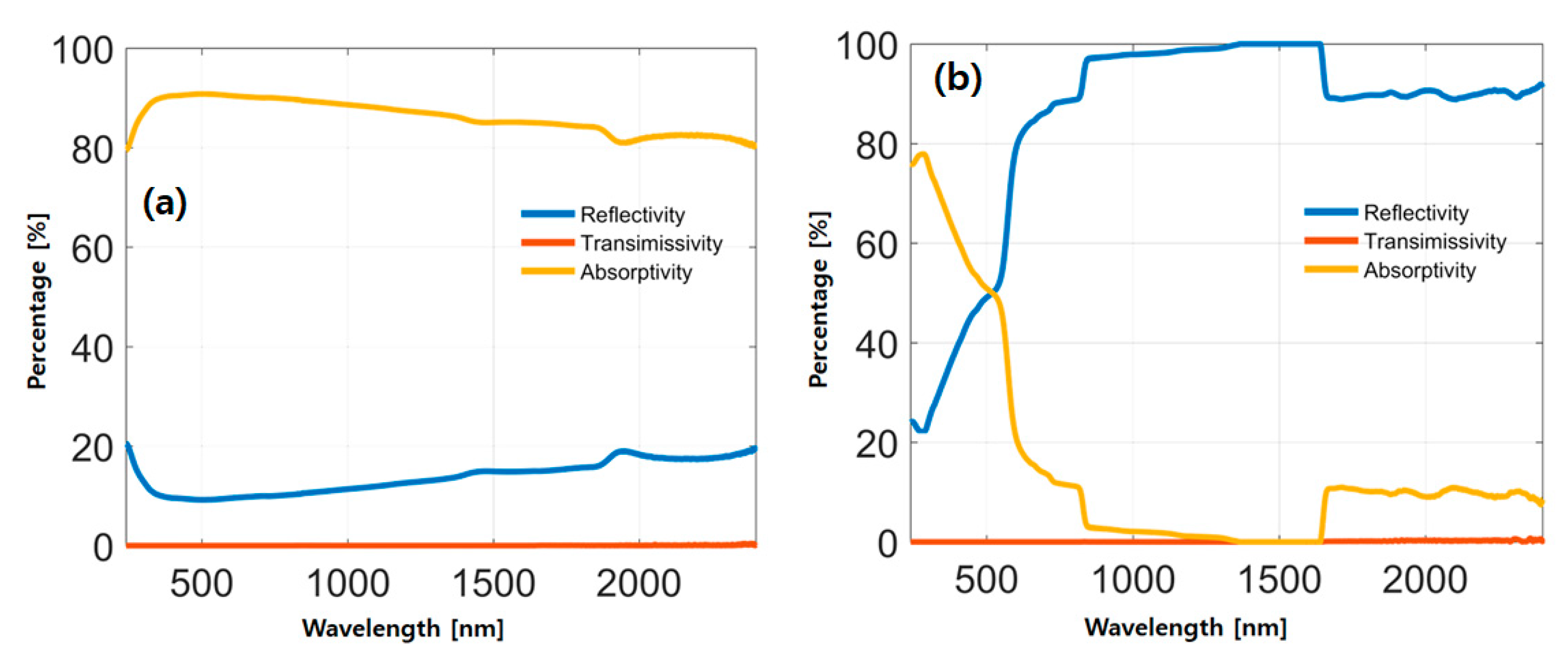
3.1. Absorption Coefficients of the Anode
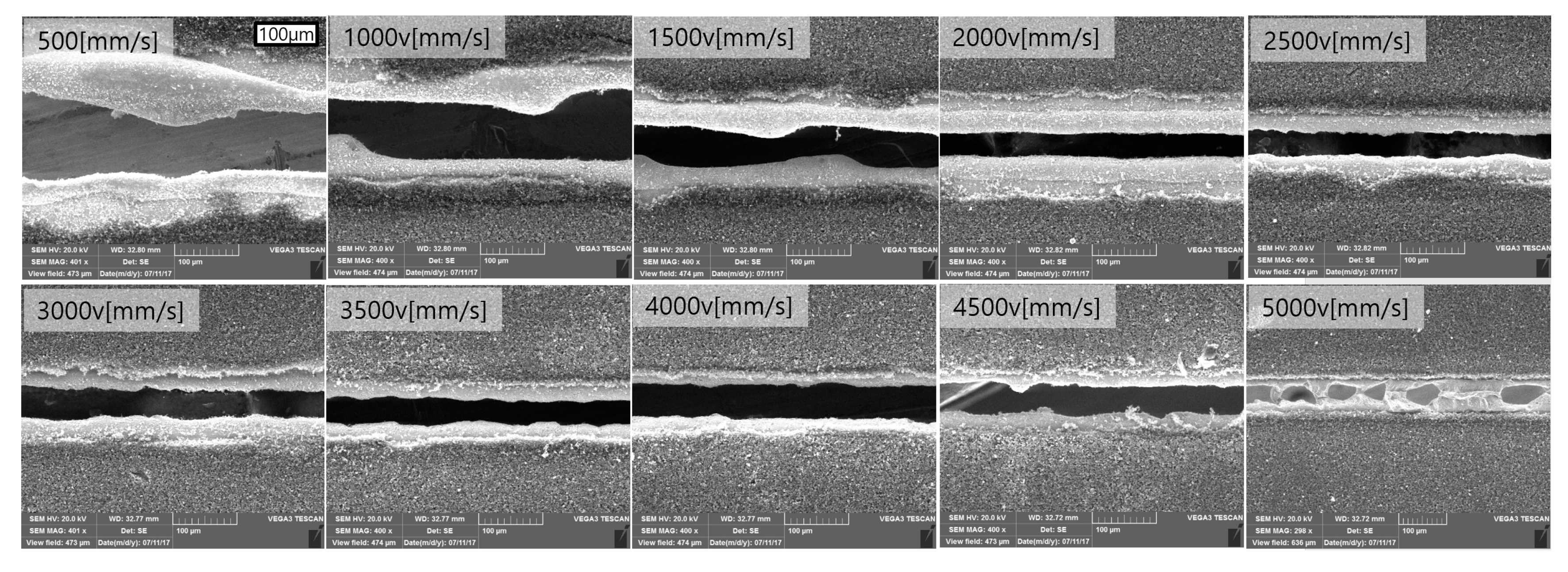
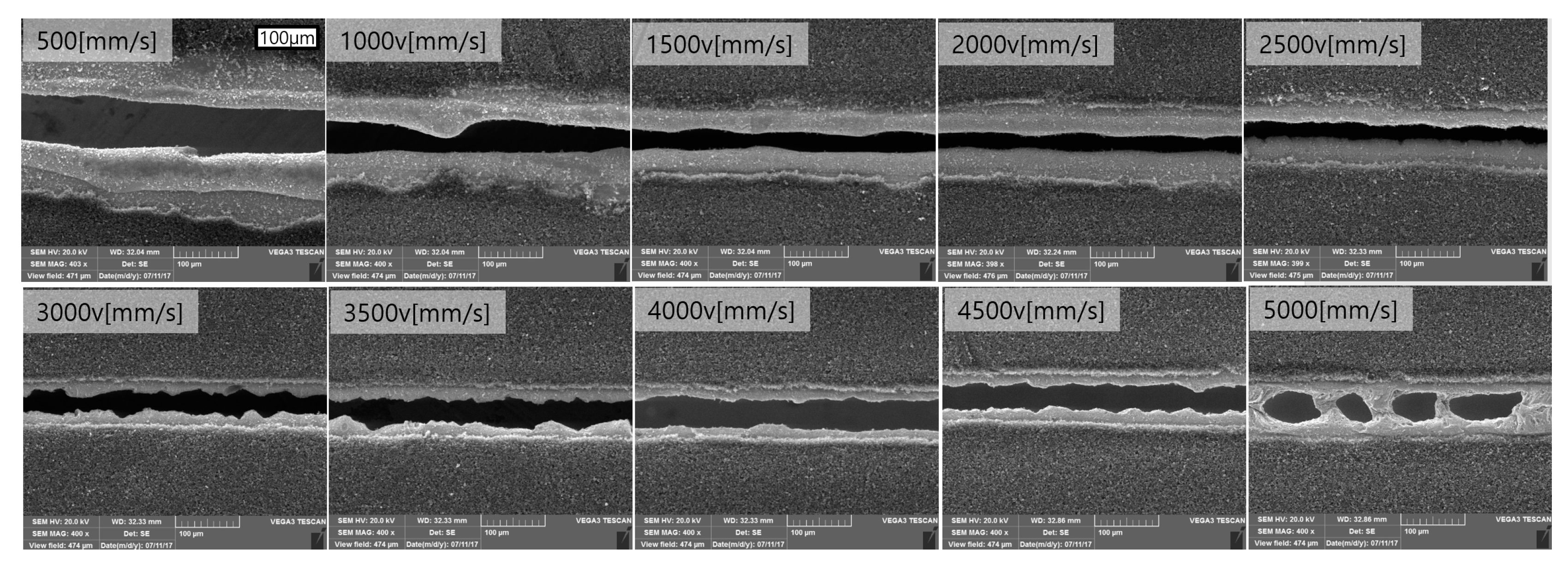
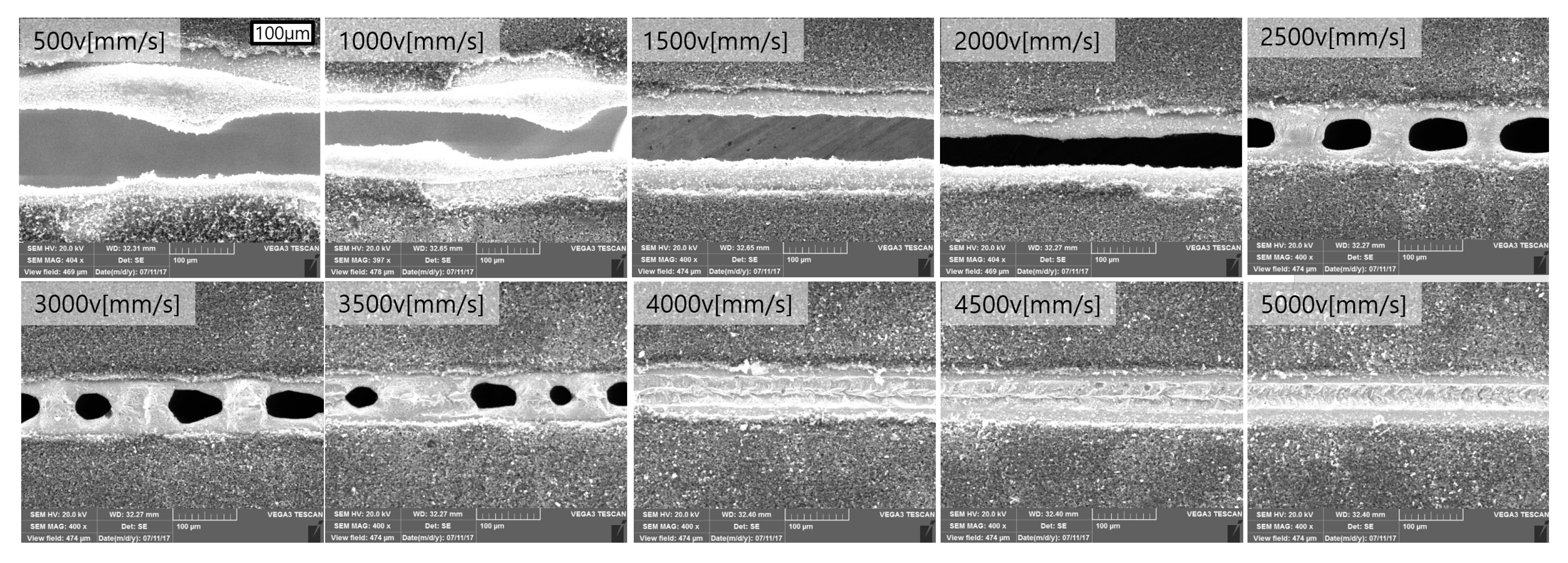
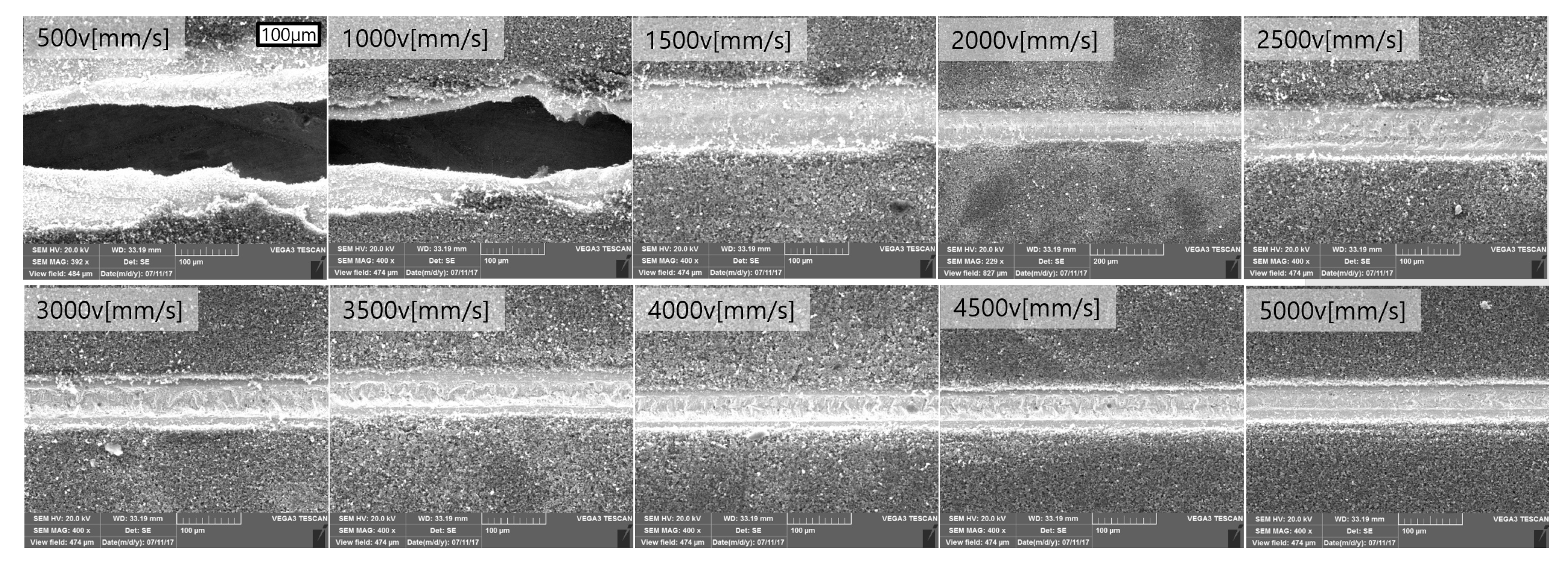
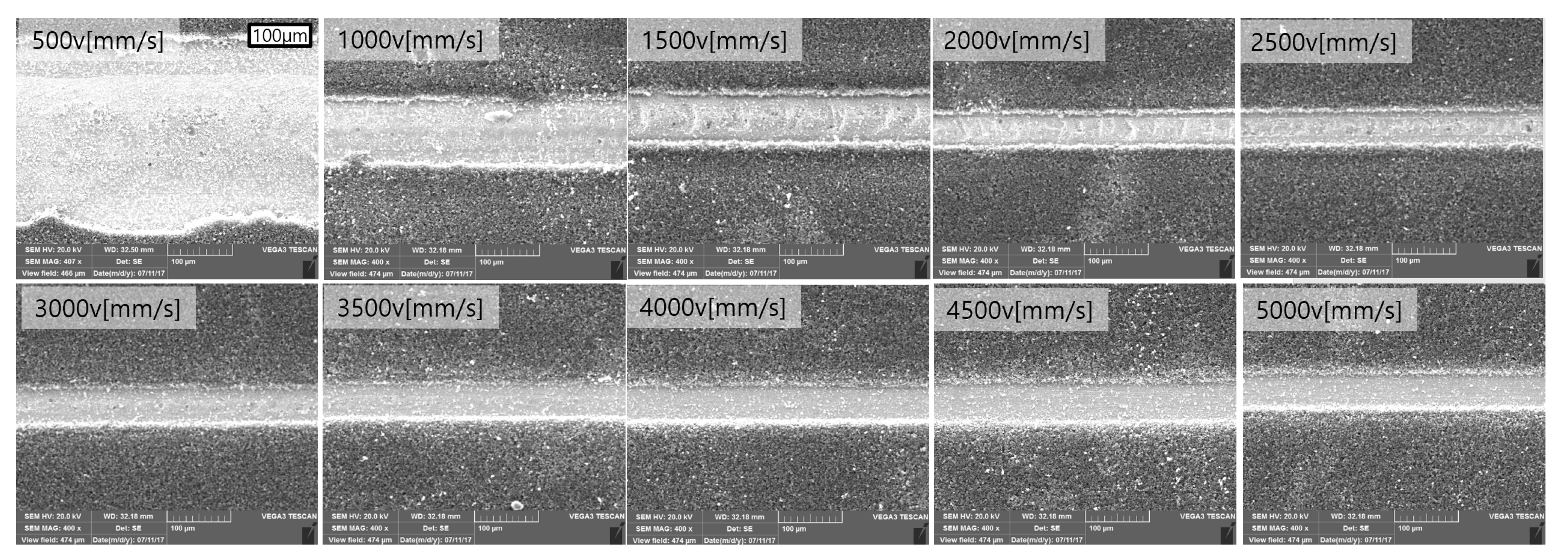
3.2. Laser Cutting Characteristics
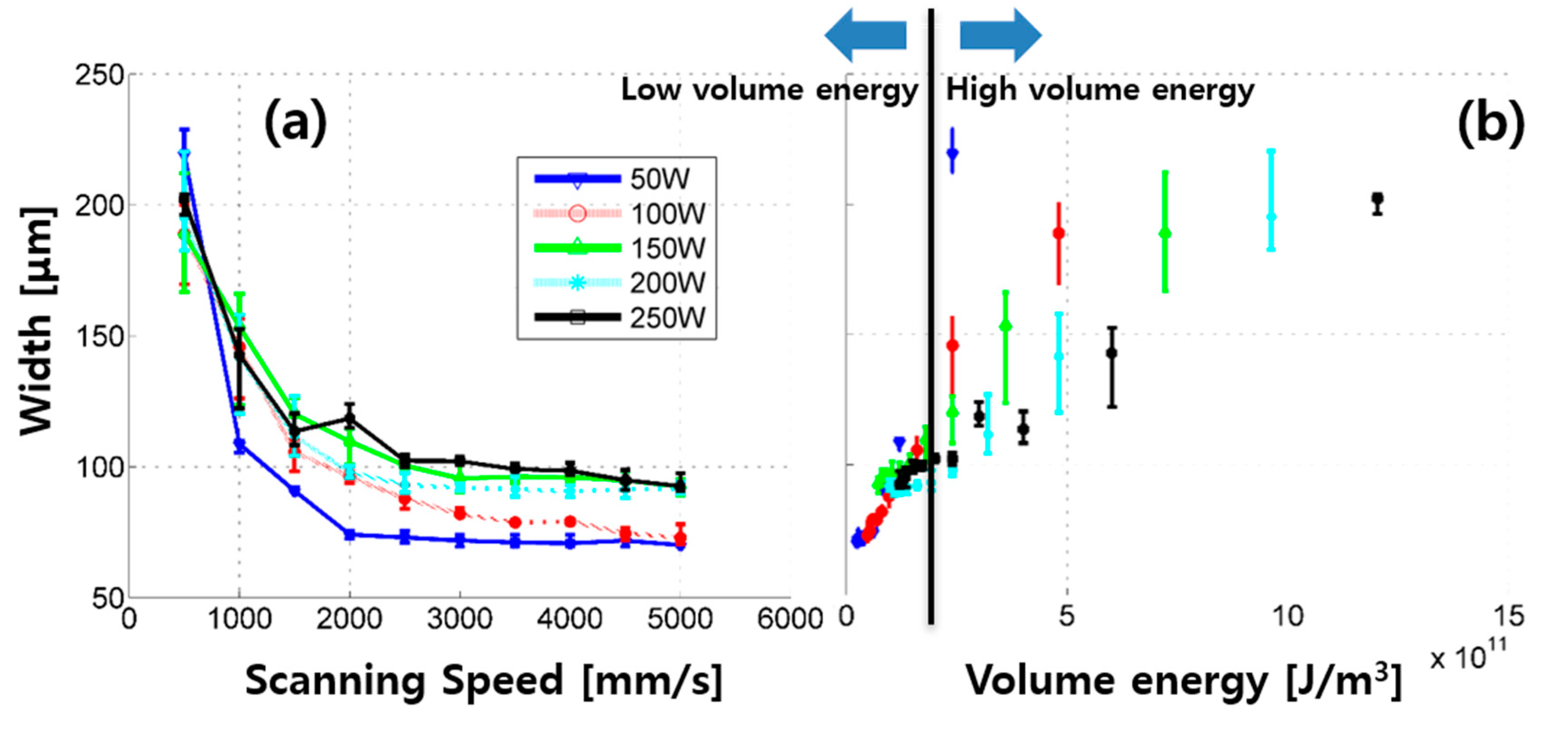
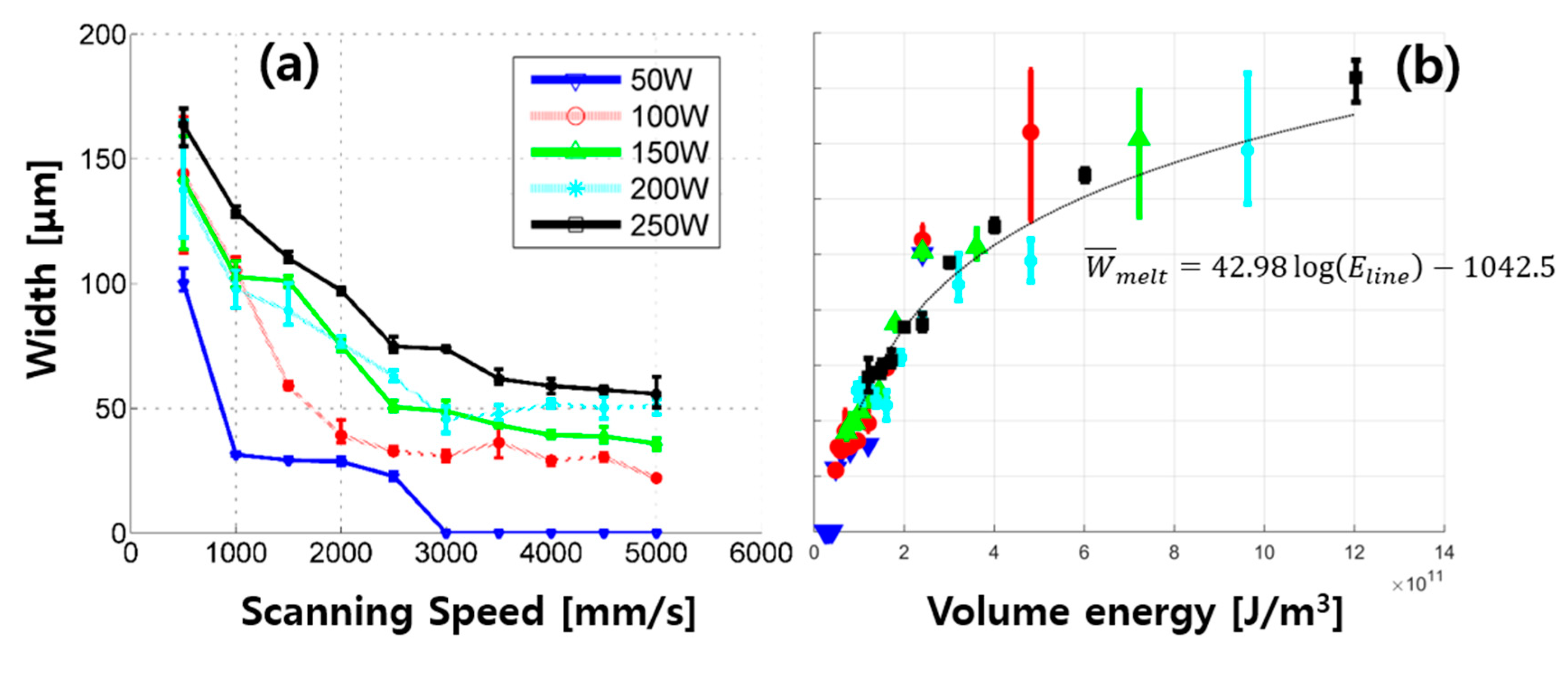
3.3. Laser Cutting Widths Trend
4. Conclusions
- This study uses an uncompressed and lab-made anode in laser cutting research for the first time.
- The absorption coefficients of graphite and copper in the ultraviolet, visible, and infrared ranges are measured. In the wavelength (1070 nm) used in this experiment, the absorptivity of the graphite and copper were 88.25% and 1.92%, respectively.
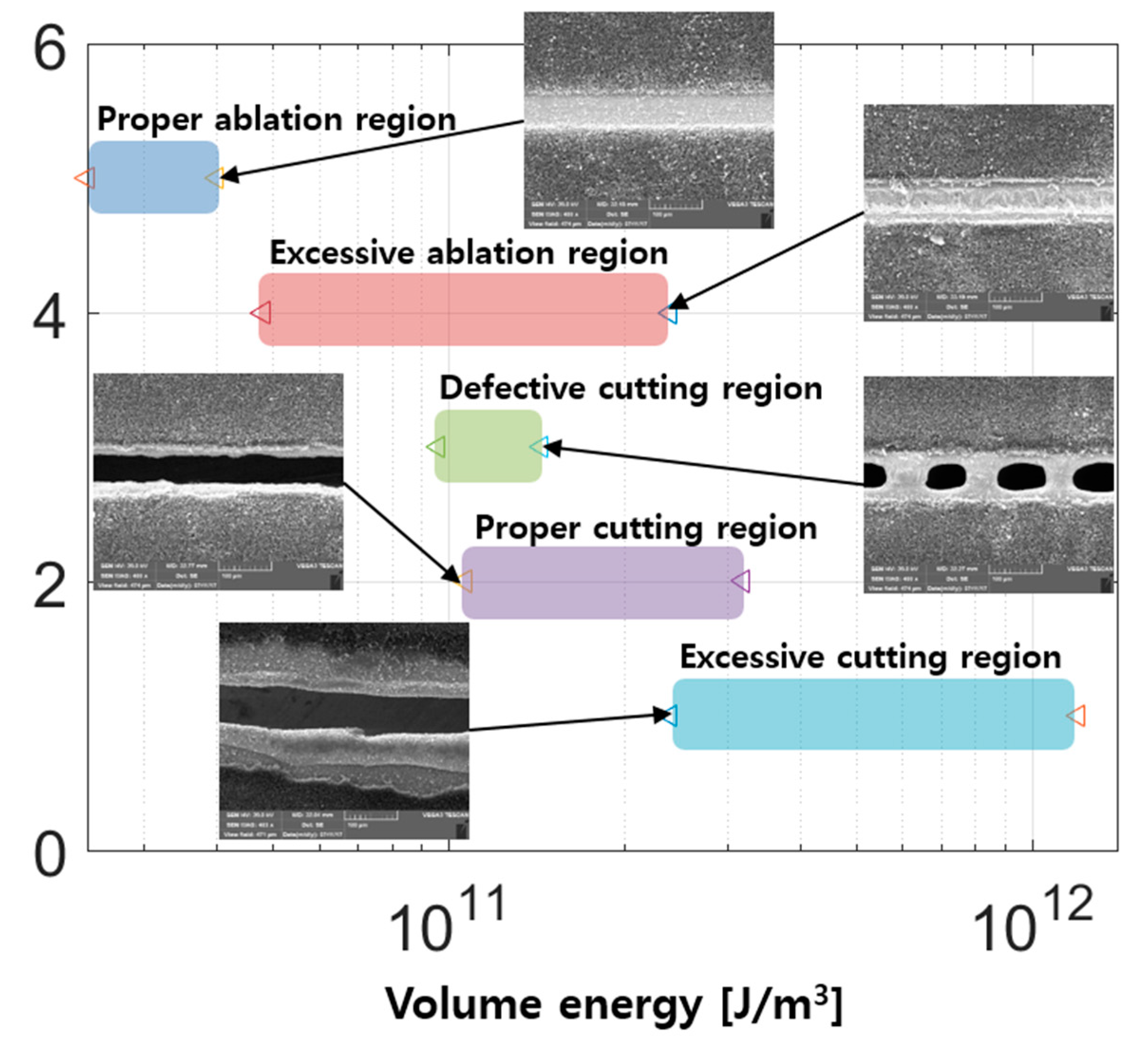
- Laser cutting phenomena can be categorized in five regions: (1) excessive cutting, (2) proper cutting, (3) defective cutting, (4) excessive ablation, and (5) proper ablation.
- These five regions are composed of a combination of multi-physical phenomena, such as the ablation of graphite, melting of copper, evaporation of copper, and explosive boiling of copper.
- The top width varies in the order of 10 and 1 when applying high and low volume energy, respectively.
- The melting width shows a logarithmic relationship with the volume laser energy, or .
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alamgir, M.; Sastry, A.M. Efficient Batteries for Transportation Applications. Available online: https://www.sae.org/publications/technical-papers/content/2008-21-0017/ (accessed on 20 October 2008).
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Chen, J. Recent Progress in Advanced Materials for Lithium Ion Batteries. Materials 2013, 6, 156–183. [Google Scholar] [CrossRef] [PubMed]
- Ogihara, T.; Kodera, T. Synthesis of Li2Ti3O7 Anode Materials by Ultrasonic Spray Pyrolysis and Their Electrochemical Properties. Materials 2013, 6, 2285–2294. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Suk, J.; Kim, D.Y.; Kim, D.W.; Kang, Y. Electrodeposited 3D porous silicon/copper films with excellent stability and high rate performance for lithium-ion batteries. J. Mater. Chem. A 2014, 2, 2478. [Google Scholar] [CrossRef]
- Giuli, G.; Eisenmann, T.; Bresser, D.; Trapananti, A.; Asenbauer, J.; Mueller, F.; Passerini, S. Structural and Electrochemical Characterization of Zn1−xFexO—Effect of Aliovalent Doping on the Li+ Storage Mechanism. Materials 2017, 11, 49. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, G.; Xiang, J.; Jin, H.; Wu, L.; Jin, Y.; Zhao, Y. Anchoring ZnO Nanoparticles in Nitrogen-Doped Graphene Sheets as a High-Performance Anode Material for Lithium-Ion Batteries. Materials 2018, 11, 96. [Google Scholar] [CrossRef] [Green Version]
- Qiu, S.; Huang, J.; Chu, H.; Zou, Y.; Xiang, C.; Yan, E.; Xu, F.; Sun, L. The Co-B Amorphous Alloy: A High Capacity Anode Material for an Alkaline Rechargeable Battery. Metals 2016, 6, 269. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Zhang, X.; Zhang, Y.; Li, M.; Qin, C.; Bakenov, Z. Chemical Dealloying Synthesis of CuS Nanowire-on-Nanoplate Network as Anode Materials for Li-Ion Batteries. Metals 2018, 8, 252. [Google Scholar] [CrossRef] [Green Version]
- Suk, J.; Lee, Y.H.; Suk, J.; Kim, D.W.; Cho, S.Y.; Kim, J.M.; Kang, Y. Semi-interpenetrating solid polymer electrolyte based on thiol-ene cross-linker for all-solid-state lithium batteries. J. Power Sources 2016, 334, 154–161. [Google Scholar] [CrossRef]
- Lee, D.; Pyo, S. Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar. Materials 2018, 11, 278. [Google Scholar] [CrossRef] [Green Version]
- Lee, D. Investigation of Laser Ablation on Acrylonitrile Butadiene Styrene Plastic Used for 3D Printing. J. Weld. Join. 2018, 36, 50–56. [Google Scholar] [CrossRef]
- Lee, D. Experimental Investigation of Laser Ablation Characteristics on Nickel-Coated Beryllium Copper. Metals 2018, 8, 211. [Google Scholar] [CrossRef] [Green Version]
- Lee, D. Experimental Investigation of Laser Spot Welding of Ni and Au-Sn-Ni Alloy. J. Weld. Join. 2017, 35, 1–5. [Google Scholar] [CrossRef]
- Lee, D.; Cho, J.; Kim, C.H.; Lee, S.H. Application of laser spot cutting on spring contact probe for semiconductor package inspection. Opt. Laser Technol. 2017, 97, 90–96. [Google Scholar] [CrossRef]
- Spena, P.R. CO2 Laser Cutting of Hot Stamping Boron Steel Sheets. Metals 2017, 7, 456. [Google Scholar] [CrossRef] [Green Version]
- Lee, D. Understanding of BeCu Interaction Characteristics with a Variation of ns Laser-Pulse Duration. Materials 2018, 11, 1423. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Oh, B.; Suk, J. The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser. Appl. Sci. 2019, 9, 205. [Google Scholar] [CrossRef] [Green Version]
- Lee, D. Picosecond IR Pulsed Laser Drilling of Copper-Coated Glass/Epoxy Composite. IEEE Trans. Compon. Packag. Manuf. Technol. 2017, 7, 2066–2072. [Google Scholar] [CrossRef]
- Lee, D.; Seo, Y.; Pyo, S. Effect of Laser Speed on Cutting Characteristics of Cement-Based Materials. Materials 2018, 11, 1055. [Google Scholar] [CrossRef] [Green Version]
- Lee, D. Investigation of Physical Phenomena and Cutting Efficiency for Laser Cutting on Anode for Li-Ion Batteries. Appl. Sci. 2018, 8, 266. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Mazumder, J. Dataset demonstrating effects of momentum transfer on sizing of current collector for lithium-ion batteries during laser cutting. Data Brief 2017, 17, 6–14. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.; Mazumder, J. Effects of momentum transfer on sizing of current collectors for lithium-ion batteries during laser cutting. Opt. Laser Technol. 2018, 99, 315–325. [Google Scholar] [CrossRef]
- Lee, D.; Ahn, S. Investigation of Laser Cutting Width of LiCoO2 Coated Aluminum for Lithium-Ion Batteries. Appl. Sci. 2017, 7, 914. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Three dimensional simulation of high speed remote laser cutting of cathode for lithium-ion batteries. J. Laser Appl. 2016, 28, 32010. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Parameter optimization for high speed remote laser cutting of electrodes for lithium-ion batteries. J. Laser Appl. 2016, 28, 22006. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Effects of laser beam spatial distribution on laser-material interaction. J. Laser Appl. 2016, 28, 32003. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Computational and experimental studies of laser cutting of the current collectors for lithium-ion batteries. J. Power Sources 2012, 210, 327–338. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. High speed remote laser cutting of electrodes for lithium-ion batteries: Anode. J. Power Sources 2013, 240, 368–380. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Fortunato, A.; Ascari, A.; Carmignato, S.; Leone, C. Laser cutting of lithium iron phosphate battery electrodes: Characterization of process efficiency and quality. Opt. Laser Technol. 2015, 65, 164–174. [Google Scholar] [CrossRef]
- Lutey, A.H.; Fortunato, A.; Carmignato, S.; Fiorini, M. High speed pulsed laser cutting ofLiCoO2Li-ion battery electrodes. Opt. Laser Technol. 2017, 94, 90–96. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Modeling of High Speed Remote Laser Cutting of Electrodes for Lithium-Ion Batteries; University of Michigan: Ann Arbor, MI, USA, 2012. [Google Scholar]
- Mazumder, J.; Lee, D.; Tübke, J.; Pinkwart, K.; Herfurth, H.; Patwa, R. High Speed Laser Cutting of Electrodes for Lithium Ion Batteries. In Collaboration of the University of Michigan and Fraunhofer-Progress Report; University of Michigan: Ann Arbor, MI, USA, 2011. [Google Scholar]
- Lee, D. Modeling of High Speed Remote Laser Cutting for Lithium-Ion Batteries; Scholar’s Press: Kolkata, India, 2016. [Google Scholar]
- Zerlaut, G.A.; Anderson, T.E. Multiple-integrating sphere spectrophotometer for measuring absolute spectral reflectance and transmittance. Appl. Opt. 1981, 20, 3797. [Google Scholar] [CrossRef] [PubMed]
- Lavine, A.S.; Incropera, F.P.; DeWitt, D.P. Fundamentals of Heat and Mass Transfer, 7th ed.; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Echániz, T.; Pérez-Sáez, R.B.; Tello, M.J. Optical properties of metals: Infrared emissivity in the anomalous skin effect spectral region. J. Appl. Phys. 2014, 116, 093508. [Google Scholar] [CrossRef]
- Echániz, T.; Setién-Fernández, I.; Pérez-Sáez, R.B.; Tello, M.J. Experimental verification of the anomalous skin effect in copper using emissivity measurements. Appl. Phys. Lett. 2013, 102, 244106. [Google Scholar] [CrossRef]
- Setién-Fernández, I.; Echániz, T.; González-Fernandez, L.; Pérez-Saez, R.; Tello, M. Spectral emissivity of copper and nickel in the mid-infrared range between 250 and 900 °C. Int. J. Heat Mass Transf. 2014, 71, 549–554. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Suk, J. Laser Cutting Characteristics on Uncompressed Anode for Lithium-Ion Batteries. Energies 2020, 13, 2630. https://doi.org/10.3390/en13102630
Lee D, Suk J. Laser Cutting Characteristics on Uncompressed Anode for Lithium-Ion Batteries. Energies. 2020; 13(10):2630. https://doi.org/10.3390/en13102630
Chicago/Turabian StyleLee, Dongkyoung, and Jungdon Suk. 2020. "Laser Cutting Characteristics on Uncompressed Anode for Lithium-Ion Batteries" Energies 13, no. 10: 2630. https://doi.org/10.3390/en13102630
APA StyleLee, D., & Suk, J. (2020). Laser Cutting Characteristics on Uncompressed Anode for Lithium-Ion Batteries. Energies, 13(10), 2630. https://doi.org/10.3390/en13102630