Performance Assessment of Front-Mounted Beet Topper Machine for Biomass Harvesting


 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. The Beet Topper Machine
2.2. The Field Tests
2.3. Data Analysis
- refers to the actual observations
- refers to the corresponding fitted values, so that , the residual [52].
- is a Vandermonde matrix, which contains the observation values ;
- is the transpose matrix of ;
- A is the column vector of the terms ai;
- is the column vector of the observations .
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- FAO. Food and Agriculture Organization of the United Nations 2018. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 3 July 2020).
- Stevanato, P.; Chiodi, C.; Broccanello, C.; Concheri, G.; Biancardi, E.; Pavli, O.; Skaracis, G. Sustainability of the sugar beet crop. Sugar Tech. 2019, 21, 703–716. [Google Scholar] [CrossRef]
- Bulgakov, V.M. Beet Harvesting Machines; Agrarian Science: Kiev, Ukraine, 2011; p. 351. [Google Scholar]
- Khvostov, V.A.; Reingart, E.S. Machines for Harvesting Root Crops and Onions (Theory, Design, Calculation); VISHOM: Moscow, Russia, 1995; p. 391. [Google Scholar]
- Pogorelyj, L.; Tatjanko, N. Machines for Harvesting Sugar Beet; Fenix: Kyiv, Ukraine, 2014; p. 369. [Google Scholar]
- Silva, R.P.; Rolim, M.M.; Gomes, I.F.; Pedrosa, E.M.R.; Tavares, U.E.; Santos, A.N. Numerical modeling of soil compaction in a sugarcane crop using the finite element. Soil Tillage Res. 2018, 181, 1–10. [Google Scholar] [CrossRef]
- Bulgakov, V.M.; Adamchuk, V.V.; Nozdrovicky, L.; Boris, M.M.; Ihnatiev, Y.I. Properties of the sugar beet tops during the harvest. In Proceedings of the 6th International Conference on Trends in Agricultural Engineering 2016, Prague, Czech Republic, 7–9 September 2016; pp. 102–108. [Google Scholar]
- Anifantis, A.S.; Pascuzzi, S.; Scarascia-Mugnozza, G. Geothermal source heat pump performance for a greenhouse heating system: An experimental study. J. Agric. Eng. 2016, 47, 164–170. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S.; Santoro, F. Evaluation of farmers’ OSH hazard in operation nearby mobile telephone radio base stations. In Proceedings of the 16th International Scientific Conference “Engineering for Rural Development”, Jelgava, Latvia, 24–26 May 2017; Volume 16, pp. 748–755. [Google Scholar] [CrossRef]
- Hamedani, S.R.; Villarini, M.; Colantoni, A.; Carlini, M.; Cecchini, M.; Santoro, F.; Pantaleo, A. Environmental and economic analysis of an anaerobic co-digestion power plant integrated with a compost plant. Energies 2020, 13, 2724. [Google Scholar] [CrossRef]
- Pascuzzi, S.; Bulgakov, V.; Santoro, F.; Anifantis, A.S.; Ivanovs, S.; Holovach, I. A Study on the drift of spray droplets dipped in airflows with different directions. Sustainability 2020, 12, 4644. [Google Scholar] [CrossRef]
- Pantaleo, A.; Villarini, M.; Colantoni, A.; Carlini, M.; Santoro, F.; Hamedani, S.R. Techno-economic modeling of biomass pellet routes: Feasibility in Italy. Energies 2020, 13, 1636. [Google Scholar] [CrossRef] [Green Version]
- Santoro, F.; Anifants, A.S.; Ruggiero, G.; Zavadskiy, V.; Pascuzzi, S. Lightning protection systems suitable for stables: A case study. Agriculture 2019, 9, 72. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S.; Santoro, F. Analysis of possible noise reduction arrangements inside olive oil mills: A Case Study. Agriculture 2017, 7, 88. [Google Scholar] [CrossRef] [Green Version]
- Anifantis, A.S.; Camposeo, S.; Vivaldi, G.A.; Santoro, F.; Pascuzzi, S. Comparison of UAV photogrammetry and 3D modeling techniques with other currently used methods for estimation of the tree row volume of a super-high-density olive orchard. Agriculture 2019, 9, 233. [Google Scholar] [CrossRef] [Green Version]
- Guerrieri, A.S.; Anifantis, A.S.; Santoro, F.; Pascuzzi, S. Study of a large square baler with innovative technological systems that optimize the baling effectiveness. Agriculture 2019, 9, 86. [Google Scholar] [CrossRef] [Green Version]
- Cerruto, E.; Manetto, G.; Santoro, F.; Pascuzzi, S. Operator dermal exposure to pesticides in tomato and strawberry greenhouses from hand-held sprayers. Sustainability 2018, 10, 2273. [Google Scholar] [CrossRef] [Green Version]
- Berlowska, J.; Binczarski, M.; Dziugan, P.; Wilkowska, A.; Kregiel, D.; Witonska, I. Sugar beet pulp as a source of valuable biotechnological products. In Handbook of Food Bioengineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 359–392. [Google Scholar]
- Manetto, G.; Cerruto, E.; Pascuzzi, S.; Santoro, F. Improvements in citrus packing lines to reduce the mechanical damage to fruit. Chem. Eng. Trans. 2017, 58, 391–396. [Google Scholar] [CrossRef]
- Pascuzzi, S.; Santoro, F. Analysis of the almond harvesting and hulling mechanization process: A case study. Agriculture 2017, 7, 100. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S.; Santoro, F. Exposure of farm workers to electromagnetic radiation from cellular network radio base stations situated on rural agricultural land. Int. J. Occup. Saf. Ergo. 2020, 21, 351–358. [Google Scholar] [CrossRef] [PubMed]
- Bulgakov, V. Haulm Harvesting Machine. Ukrainian Patent 83051, 6 October 2008. [Google Scholar]
- Bulgakov, V.; Pascuzzi, S.; Ivanovso, S.; Nadykto, V.; Nowak, J. Kinematic discrepancy between driving wheels evaluated for a modular traction device. Biosyst. Eng. 2020, 196, 88–96. [Google Scholar] [CrossRef]
- Bulgakov, V.; Pascuzzi, S.; Adamchuk, V.; Ivanovs, S.; Pylypaka, S. A theoretical study of the limit path of the movement of a layer of soil along the plough mouldboard. Soil Tillage Res. 2019, 195, 104406. [Google Scholar] [CrossRef]
- Butenin, N.V.; Lunts, J.L.; Merkin, D.R. The Course of Theoretical Mechanics; Dynamics Science: Moscow, Russia, 1985; p. 495. [Google Scholar]
- Pascuzzi, S. A multibody approach applied to the study of driver injures due to a narrow-track wheeled tractor rollover. J. Agric. Eng. 2015, 46, 105–144. [Google Scholar] [CrossRef] [Green Version]
- Vasilenko, P.M. Introduction to Agricultural Mechanics; Agriculture: Kiev, Ukraine, 1996; p. 252. [Google Scholar]
- Pascuzzi, S.; Anifantis, A.S.; Santoro, F. The concept of a compact profile agricultural tractor suitable for use on specialised tree crops. Agriculture 2020, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Reznik, N.E. The Theory of Cutting with a Blade and the Basics of Calculating the Cutting Apparatus; Mechanical Engineering: Moscow, Russia, 1975; p. 311. [Google Scholar]
- Kalpakjian, S.; Schmid, S.R. Manufacturing Engineering and Technology, 6th ed.; Prentice Hall: New York, NY, USA, 2010; p. 1176. [Google Scholar]
- Bulgakov, V.; Golovach, I.; Ivanovs, S.; Ihnatiev, Y. Theoretical simulation of parameters of cleaning sugar beet heads from remnants of leaves by flexible blade. In Proceedings of the 16th International Scientific Conference “Engineering for Rural Development”, Jelgava, Latvia, 24–26 May 2017; Volume 16, pp. 288–295. [Google Scholar]
- Vasilenko, I.F. Theory of Cutting Machines Reaping Machines; Works of the VISHOM: Moscow, Russia, 1937; Volume 5, pp. 7–14. [Google Scholar]
- Bulgakov, V.; Adamchuk, V.; Ivanovs, S.; Ihnatiev, Y. Theoretical investigation of aggregation of top removal machine frontally mounted on wheeled tractor. In Proceedings of the 16th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 24–26 May 2017; Volume 16, pp. 273–280. [Google Scholar]
- Bulgakov, V.; Pascuzzi, S.; Beloev, H.; Ivanovs, S. Theoretical investigations of the headland turning agility of a trailed asymmetric implement-and-tractor aggregate. Agriculture 2019, 9, 224. [Google Scholar] [CrossRef] [Green Version]
- Bulgakov, V.; Pascuzzi, S.; Ivanovs, S.; Kaletnik, G.; Yanovich, V. Angular oscillation model to predict the performance of a vibratory ball mill for the fine grinding of grain. Biosyst. Eng. 2018, 171, 155–164. [Google Scholar] [CrossRef]
- Bulgakov, V.; Pascuzzi, S.; Nadykto, V.; Ivanovs, S. A mathematical model of the plane-parallel movement of an asymmetric machine-and-tractor aggregate. Agriculture 2018, 8, 151. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S.; Cerruto, E. An innovative pneumatic electrostatic sprayer useful for tendone vineyards. J. Agric. Eng. 2015, 46, 123–127. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S.; Cerruto, E.; Manetto, G. Foliar spray deposition in a “tendone” vineyard as affected by airflow rate, volume rate and vegetative development. Crop. Prot. 2017, 91, 34–48. [Google Scholar] [CrossRef]
- Pascuzzi, S.; Santoro, F.; Manetto, G.; Cerruto, E. Study of the correlation between foliar and patternator deposits in a “Tendone” vineyard. Agric. Eng. Int. CIGR J. 2018, 20, 97–107. [Google Scholar]
- Bulgakov, V.; Adamchuk, V.; Nozdrovicky, L.; Ihnatiev, Y. Theory of vibrations of sugar beet leaf harvester front-mounted on universal tractor. Acta Technol. Agric. 2017, 4, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Ihnatiev, Y. Theoretical research and development of new design of beet tops harvesting machinery. In Proceedings of the V International Scientific-Technical Conference Agricultural Machinery, Varna, Bulgaria, 21–24 June 2017; Volume 1, pp. 46–48. [Google Scholar]
- Tatyanko, N.V. The calculation of the working bodies for cutting machines of sugar beet tops. Tract. Agric. Mach. 1962, 11, 18–21. [Google Scholar]
- Bulgakov, V.; Pascuzzi, S.; Anifantis, A.S.; Santoro, F. Oscillations analysis of front-mounted beet topper machine for biomass harvesting. Energies 2019, 12, 2774. [Google Scholar] [CrossRef] [Green Version]
- Bulgakov, V.; Pascuzzi, S.; Santoro, F.; Anifantis, A.S. Mathematical model of the plane-parallel movement of the self-propelled root-harvesting machine. Sustainability 2018, 10, 3614. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S. Outcomes on the spray profiles produced by the feasible adjustments of commonly used sprayers in “tendone” vineyards of Apulia (Southern Italy). Sustainability 2016, 8, 1307. [Google Scholar] [CrossRef] [Green Version]
- Pascuzzi, S. The effects of the forward speed and air volume of an air-assisted sprayer on spray deposition in “tendone” trained vineyards. J. Agric. Eng. 2013, 3, 125–132. [Google Scholar] [CrossRef]
- Bosoy, E.S. Cutting Apparatus of the Harvesting Machines; Theory and Calculation; Mechanical Engineering: Moscow, Russia, 1967; p. 167. [Google Scholar]
- Dospehov, B. Methodology of Field Experiments; Nauka: Moscow, Russia, 1985; p. 351. (In Russian) [Google Scholar]
- Kolychev, E.I. On the choice of the design impact case in the study of the smoothness of the movement of tractors and agricultural machinery. Tract. Agric. Mach. 1976, 3, 9–11. [Google Scholar]
- Morozov, B.I.; Gringauz, N.M. Calculation of the movement of the wheeled vehicle on a rough road. Mech. Electrif. Social. Agric. 1969, 1, 11–14. [Google Scholar]
- Bulgakov, V.; Pascuzzi, S.; Adamchuk, V.; Kuvachov, V.; Nozdrovicky, L. Theoretical study of transverse offsets of wide span tractor working implements and their influence on damage to row crops. Agriculture 2019, 9, 144. [Google Scholar] [CrossRef] [Green Version]
- Carnahan, B.; Luther, H.A.; Wilkes, J.O. Applied Numerical Methods; John Wiley & Sons: New York, NY, USA, 1969; p. 604. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
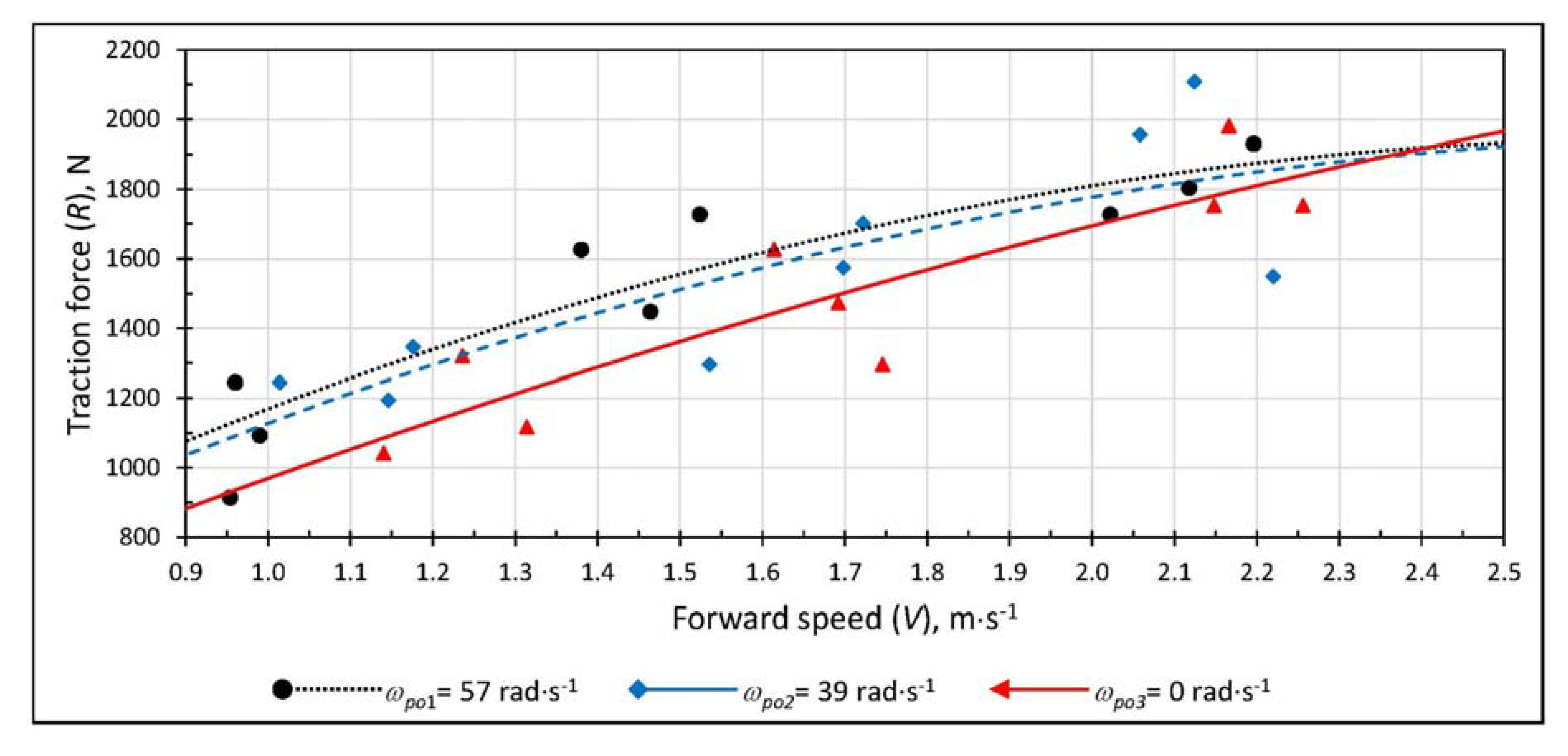
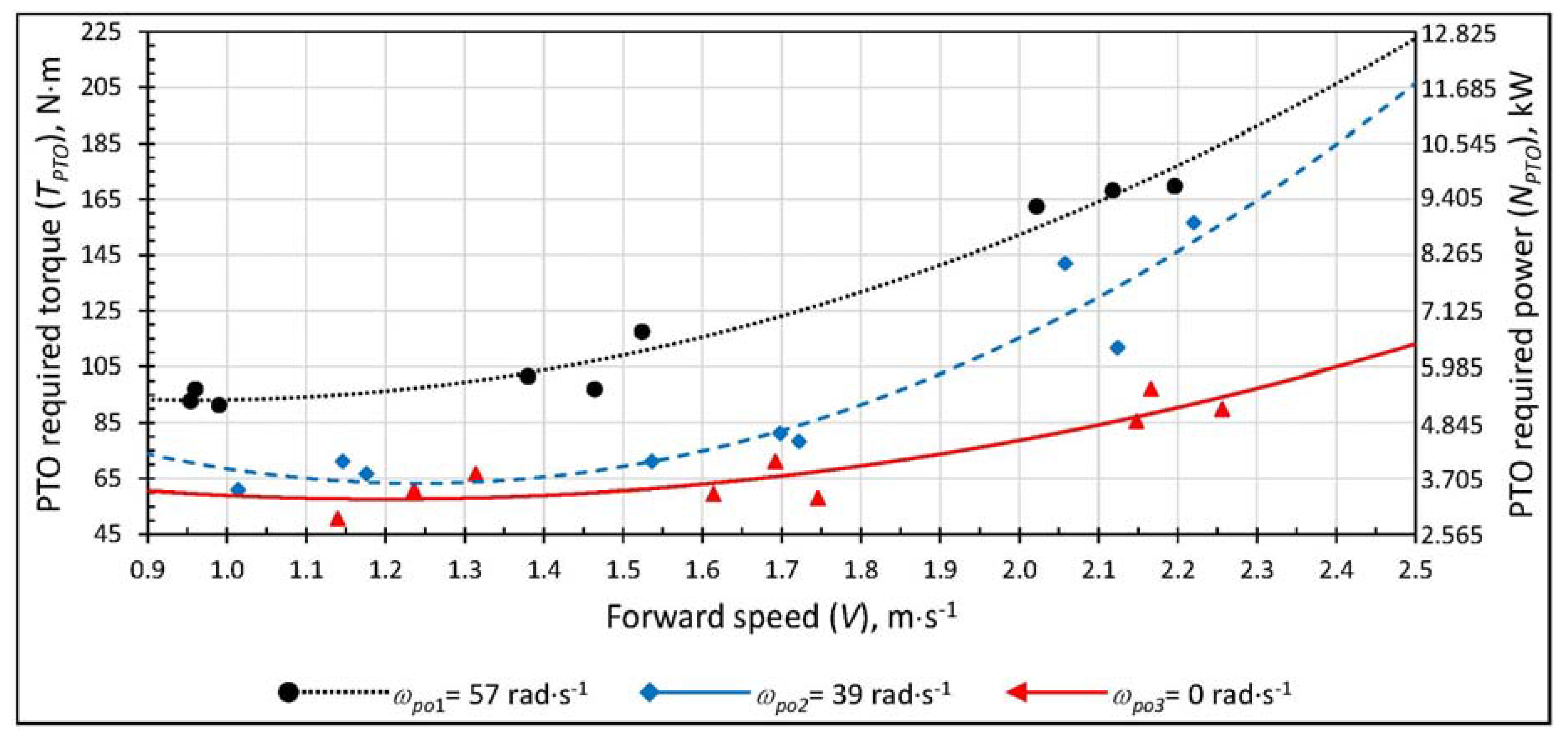
| Tractor Gear-Range Lever | V, | TPTO, N·m | R, N | NPTO, kW | N, kW |
|---|---|---|---|---|---|
| 1st gear-high speed ratio | 0.990 | 91.35 | 1092.2 | 5.165 | 1.081 |
| 0.960 | 97.15 | 1244.6 | 5.493 | 1.194 | |
| 0.954 | 92.8 | 914.4 | 5.247 | 1.272 | |
| 2nd gear-low speed ratio | 1.464 | 97.15 | 1447.8 | 5.493 | 2.119 |
| 1.380 | 101.5 | 1625.6 | 5.739 | 2.242 | |
| 1.524 | 117.5 | 1727.2 | 6.644 | 2.631 | |
| 3rd gear-high speed ratio | 2.118 | 168.2 | 1803.4 | 9.511 | 3.818 |
| 2.196 | 169.7 | 1930.4 | 9.596 | 4.238 | |
| 2.022 | 162.4 | 1727.2 | 9.183 | 3.491 | |
| 1st gear-high speed ratio | 1.014 | 60.9 | 1244.6 | 3.444 | 1.261 |
| 1.146 | 71.05 | 1193.8 | 4.017 | 1.367 | |
| 1.176 | 66.7 | 1346.2 | 3.772 | 1.582 | |
| 2nd gear-low speed ratio | 1.698 | 81.2 | 1574.8 | 4.591 | 2.673 |
| 1.536 | 71.05 | 1295.4 | 4.017 | 1.989 | |
| 1.722 | 78.3 | 1701.8 | 4.427 | 2.929 | |
| 3rd gear-high speed ratio | 2.124 | 111.7 | 2108.2 | 6.316 | 4.476 |
| 2.220 | 156.6 | 1549.4 | 8.855 | 3.438 | |
| 2.058 | 142.1 | 1955.8 | 8.035 | 4.024 | |
| 1st gear-high speed ratio | 1.140 | 50.75 | 1041.4 | 2.870 | 1.186 |
| 1.236 | 60.9 | 1320.8 | 3.444 | 1.632 | |
| 1.314 | 66.7 | 1117.6 | 3.772 | 1.468 | |
| 2nd gear-low speed ratio | 1.692 | 71.05 | 1473.2 | 4.017 | 2.492 |
| 1.746 | 58.00 | 1295.4 | 3.280 | 2.261 | |
| 1.614 | 59.45 | 1625.6 | 3.362 | 2.623 | |
| 3rd gear-high speed ratio | 2.256 | 89.9 | 1752.6 | 5.083 | 3.953 |
| 2.166 | 97.15 | 1981.2 | 5.493 | 4.290 | |
| 2.148 | 85.55 | 1752.6 | 4.837 | 3.763 | |
| Screw Conveyor Drive Shaft Angular Speed | |||
|---|---|---|---|
| R * | |||
| TPTO | |||
| NPTO | |||
| N * | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bulgakov, V.; Pascuzzi, S.; Ivanovs, S.; Santoro, F.; Anifantis, A.S.; Ihnatiev, I. Performance Assessment of Front-Mounted Beet Topper Machine for Biomass Harvesting. Energies 2020, 13, 3524. https://doi.org/10.3390/en13143524
Bulgakov V, Pascuzzi S, Ivanovs S, Santoro F, Anifantis AS, Ihnatiev I. Performance Assessment of Front-Mounted Beet Topper Machine for Biomass Harvesting. Energies. 2020; 13(14):3524. https://doi.org/10.3390/en13143524
Chicago/Turabian StyleBulgakov, Volodymyr, Simone Pascuzzi, Semjons Ivanovs, Francesco Santoro, Alexandros Sotirios Anifantis, and Ievhen Ihnatiev. 2020. "Performance Assessment of Front-Mounted Beet Topper Machine for Biomass Harvesting" Energies 13, no. 14: 3524. https://doi.org/10.3390/en13143524
APA StyleBulgakov, V., Pascuzzi, S., Ivanovs, S., Santoro, F., Anifantis, A. S., & Ihnatiev, I. (2020). Performance Assessment of Front-Mounted Beet Topper Machine for Biomass Harvesting. Energies, 13(14), 3524. https://doi.org/10.3390/en13143524