Membrane-Assisted Removal of Hydrogen and Nitrogen from Synthetic Natural Gas for Energy-Efficient Liquefaction

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Membrane-Assisted Separation of Hydrogen and Nitrogen
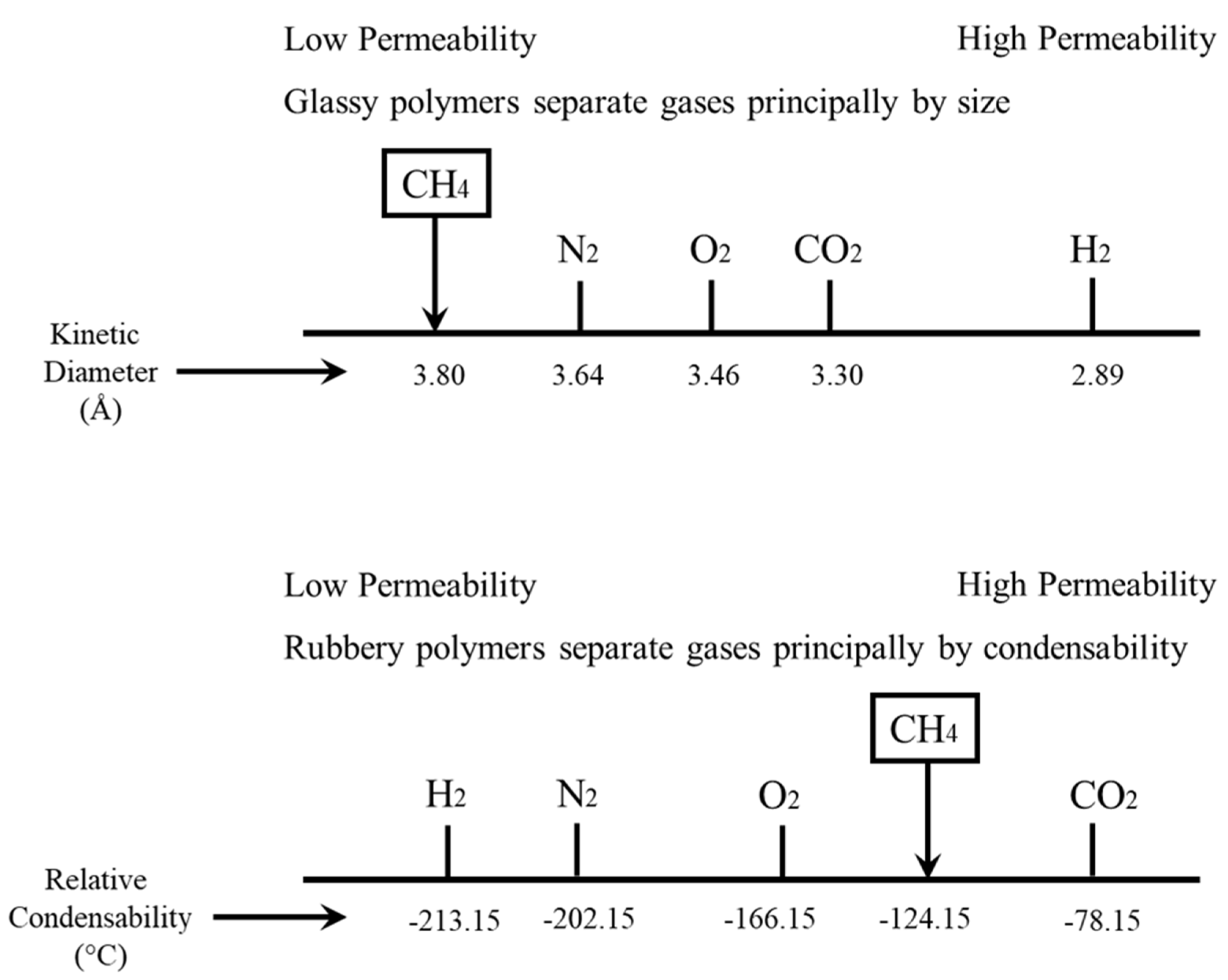
2.1. Fundamental Theory of Membranes
2.2. Membrane Model
- Fx: Permeate molar flow for component x (kmol/h)
- Perx: Permeability for component x (kmol/1000 kPa-h-m2)
- Px1: Partial pressure of component x in the input (kPa)
- Px2: Partial pressure of component x in the output (kPa)
- A: Area per unit (m2)
- N: Total number of units
- The membrane model solves the permeate components flow rate for the given condition. Retentate side flowrate is solved by input and output material balance.
- There is a pressure drop on the retentate side.
- Non-ideal gas, as each component vapor pressure is calculated using the Peng–Robinson equation of the HYSYS thermodynamic package.
2.3. Optimization of Membrane Area
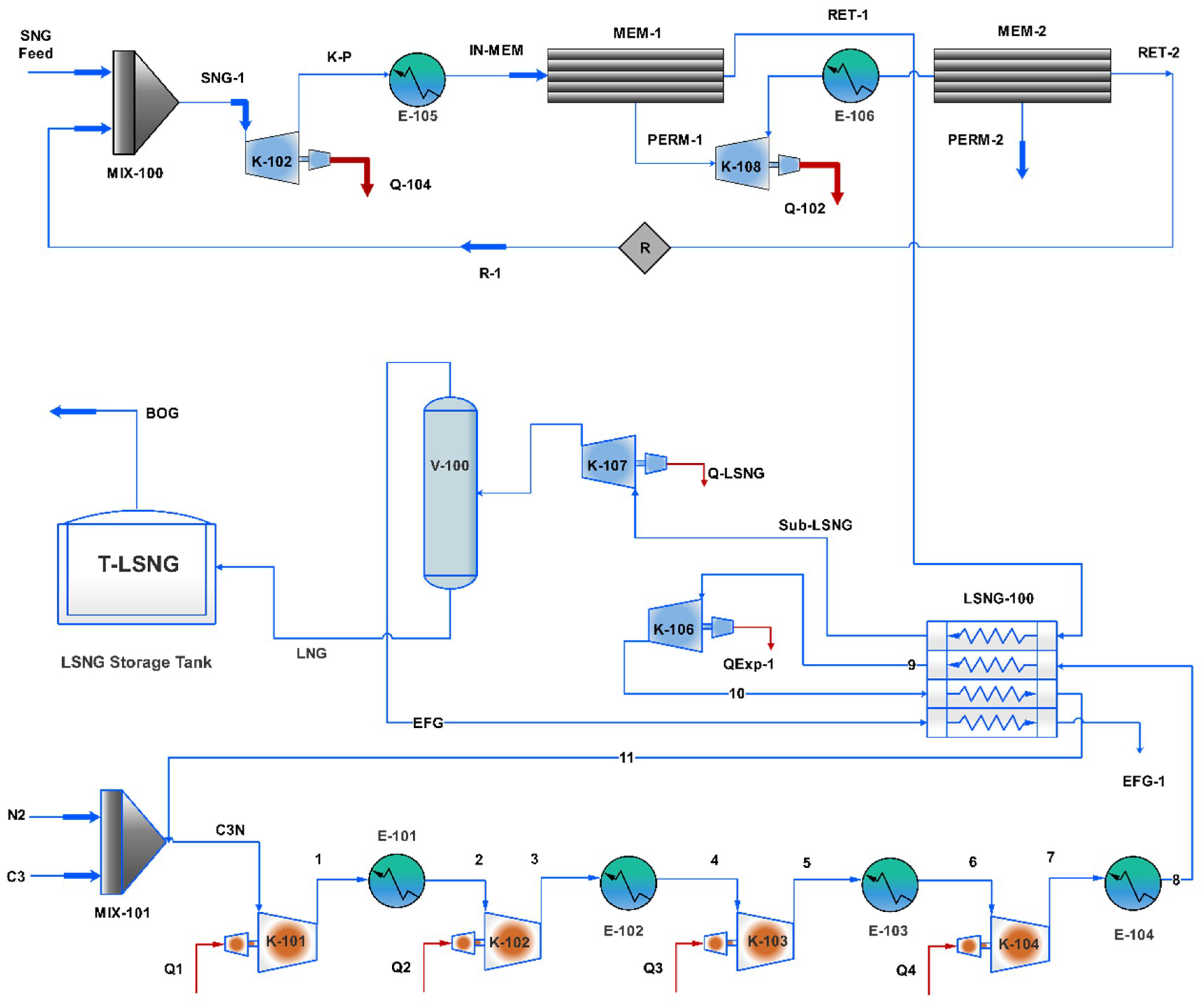
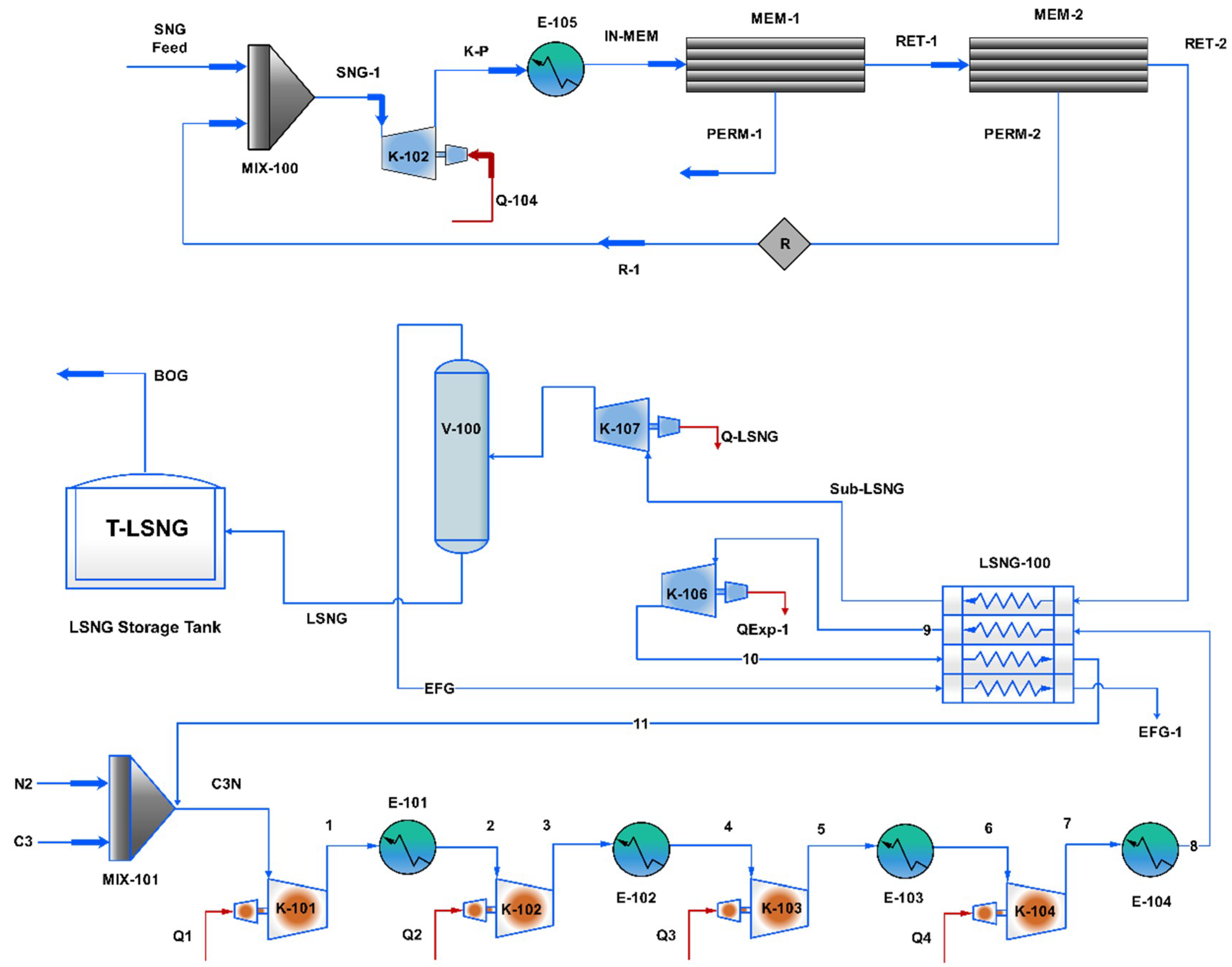
3. Proposed Integrated Process
3.1. Process Description and Simulation Basis
- All permeate membrane pressures are fixed at 100 kPa [24].
- Heat loss to the environment is negligible.
- The pressure drop across each interstage cooler and multistream cryogenic exchanger is negligible [42].
- The LSNG storage tank pressure is 2.0 bar [44].
- The minimum internal temperature approach (MITA) is selected as 3.0 °C, for the multi-stream cryogenic heat exchanger.
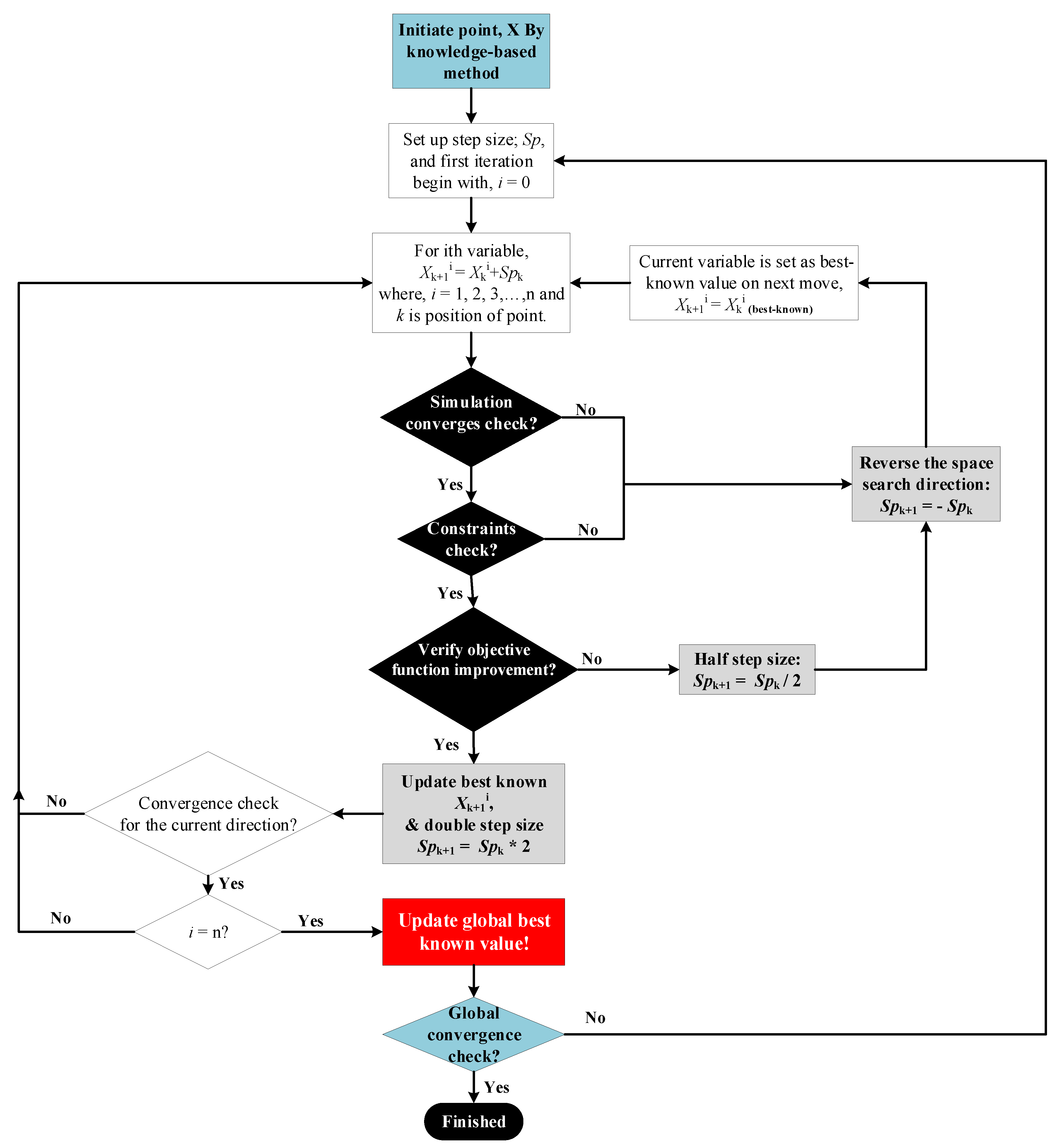
3.2. Optimization of C3N Two-Phase Expander Liquefaction Process
4. SNG Liquefaction Analysis
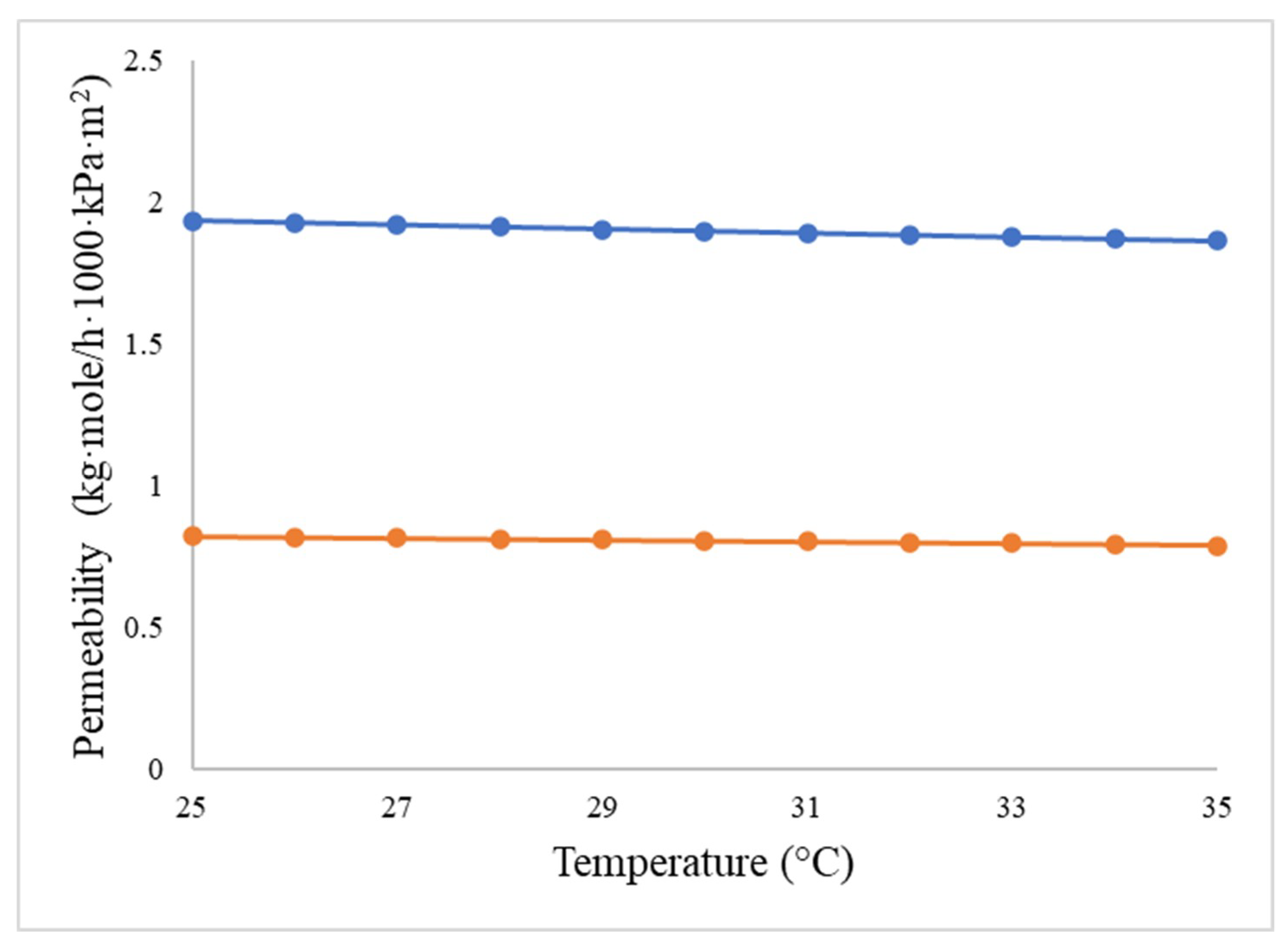
4.1. Parametric Analyses
4.2. Composite Curve Analysis
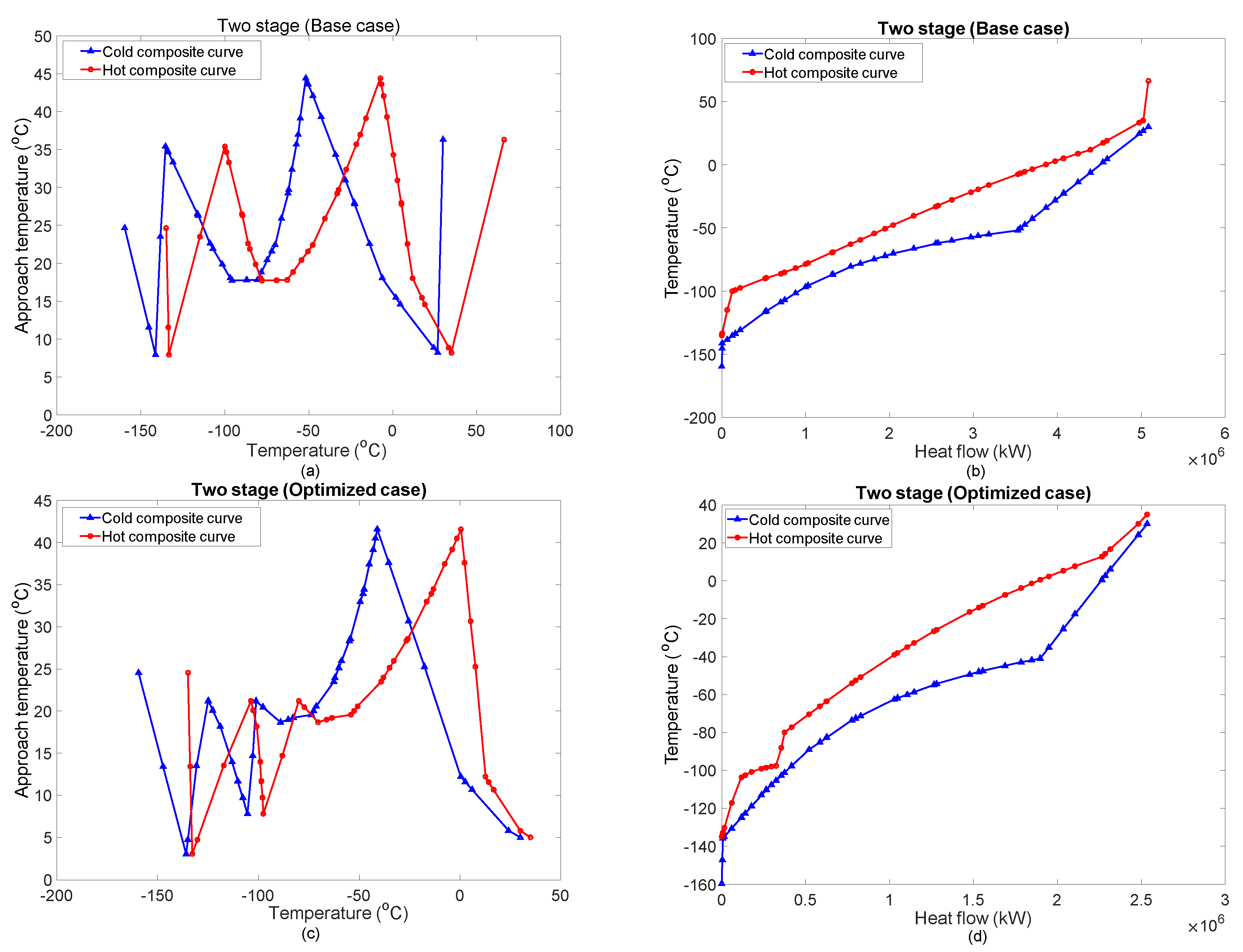
4.2.1. The Composite Curve for the Two-Stage Process
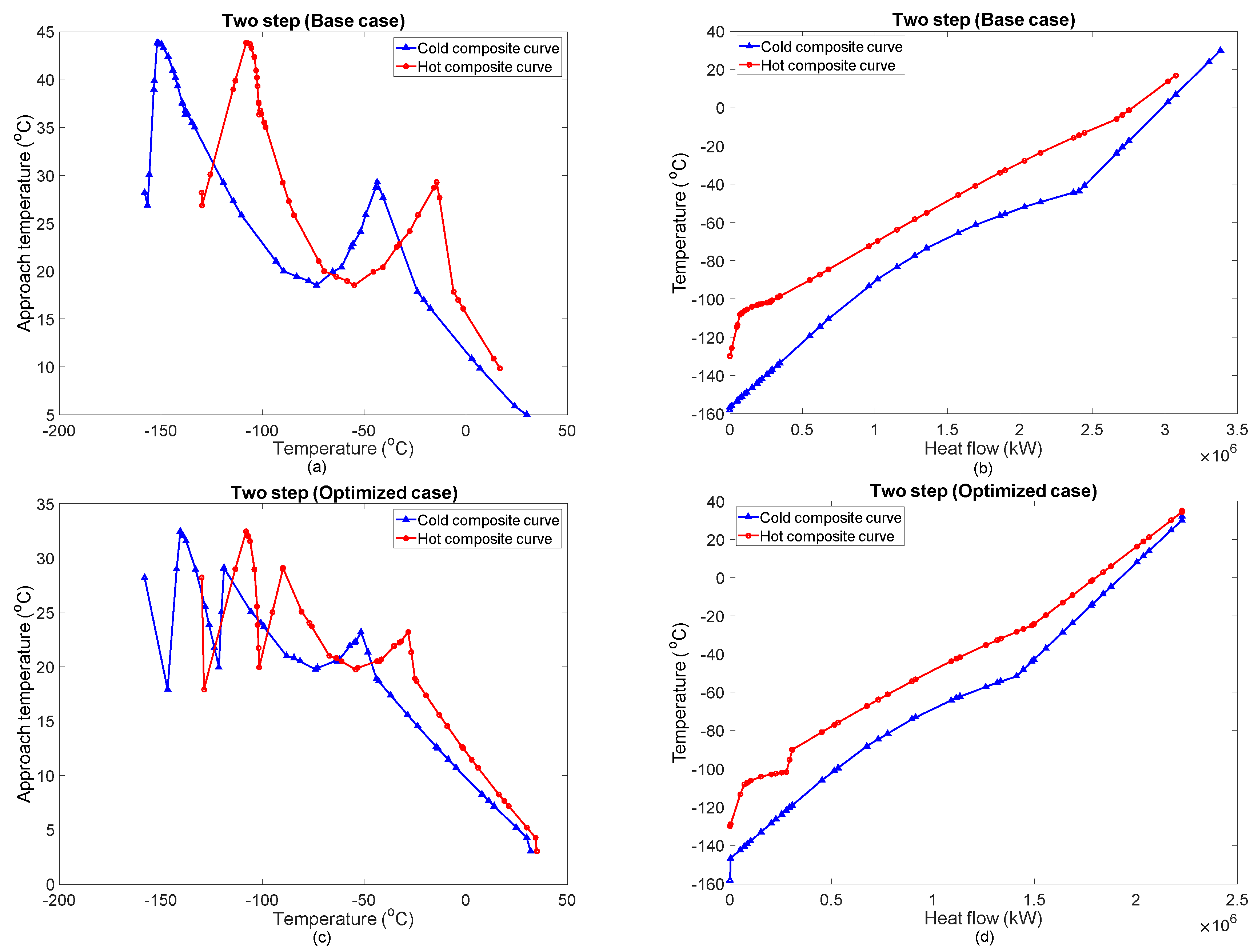
4.2.2. The Composite Curve for the Two-Step Process
5. Conclusions and Scope of Future Research
Author Contributions
Funding
Conflicts of Interest
References
- Qyyum, M.A.; Qadeer, K.; Lee, M. Comprehensive Review of the Design Optimization of Natural Gas Liquefaction Processes: Current Status and Perspectives. Ind. Eng. Chem. Res. 2018, 57, 5819–5844. [Google Scholar] [CrossRef]
- EIA. Today in Energy. 2017. Available online: https://www.eia.gov/todayinenergy/detail.php?id=26212#:~:text=The%20U.S.%20Energy%20Information%20Administration’s,48%25%20between%202012%20and%202040 (accessed on 25 August 2020).
- Qyyum, M.A.; Chaniago, Y.D.; Ali, W.; Qadeer, K.; Lee, M. Coal to clean energy: Energy-efficient single-loop mixed-refrigerant-based schemes for the liquefaction of synthetic natural gas. J. Clean. Prod. 2019, 211, 574–589. [Google Scholar] [CrossRef]
- Naqvi, M.; Dahlquist, E.; Yan, J.; Naqvi, S.R.; Nizami, A.S.; Salman, C.A.; Danish, M.; Farooq, U.; Rehan, M.; Khan, Z.; et al. Polygeneration system integrated with small non-wood pulp mills for substitute natural gas production. Appl. Energy 2018, 224, 636–646. [Google Scholar] [CrossRef]
- Gao, J.; Wang, Y.; Ping, Y.; Hu, D.; Xu, G.; Gu, F.; Su, F. A thermodynamic analysis of methanation reactions of carbon oxides for the production of synthetic natural gas. RSC Adv. 2012, 2, 2358–2368. [Google Scholar] [CrossRef]
- Lin, W.; Xu, J.; Zhang, L.; Gu, A. Synthetic natural gas (SNG) liquefaction processes with hydrogen separation. Int. J. Hydrogen Energy 2017, 42, 18417–18424. [Google Scholar] [CrossRef]
- Bhutto, A.W.; Bazmi, A.A.; Zahedi, G. Underground coal gasification: From fundamentals to applications. Prog. Energy Combust. Sci. 2013, 39, 189–214. [Google Scholar] [CrossRef]
- He, T.; Karimi, I.A.; Ju, Y. Review on the design and optimization of natural gas liquefaction processes for onshore and offshore applications. Chem. Eng. Res. Des. 2018, 132, 89–114. [Google Scholar] [CrossRef]
- Dutta, A.; Karimi, I.A.; Farooq, S. Economic Feasibility of Power Generation by Recovering Cold Energy during LNG (Liquefied Natural Gas) Regasification. ACS Sustain. Chem. Eng. 2018, 6, 10687–10695. [Google Scholar] [CrossRef]
- Karimi, I.A.; Khan, M.S. Special Issue on PSE Advances in Natural Gas Value Chain. Ind. Eng. Chem. Res. 2018, 57, 5733–5735. [Google Scholar] [CrossRef]
- Kopyscinski, J.; Schildhauer, T.J.; Biollaz, S.M.A. Production of synthetic natural gas (SNG) from coal and dry biomass—A technology review from 1950 to 2009. Fuel 2010, 89, 1763–1783. [Google Scholar] [CrossRef]
- Choi, S.-H.; Brunetti, A.; Drioli, E.; Barbieri, G. H2 separation from H2/N2 and H2/CO mixtures with co-polyimide hollow fiber module. Sep. Sci. Technol. 2010, 46, 1–13. [Google Scholar] [CrossRef]
- Sholl, D.S.; Lively, R.P. Seven Chemical Separations to Change the World. Nature 2016, 532, 435. [Google Scholar] [CrossRef] [PubMed]
- Baker, R.W. Future Directions of Membrane Gas Separation Technology. Ind. Eng. Chem. Res. 2002, 41, 1393–1411. [Google Scholar] [CrossRef]
- Dalane, K.; Dai, Z.; Mogseth, G.; Hillestad, M.; Deng, L. Potential applications of membrane separation for subsea natural gas processing: A review. J. Nat. Gas Sci. Eng. 2017, 39, 101–117. [Google Scholar] [CrossRef]
- Baker, R.W.; Wijmans, J.G.; Huang, Y. Permeability, permeance and selectivity: A preferred way of reporting pervaporation performance data. J. Memb. Sci. 2010, 348, 346–352. [Google Scholar] [CrossRef]
- Hong, M.; Li, S.; Falconer, J.L.; Noble, R.D. Hydrogen purification using a SAPO-34 membrane. J. Memb. Sci. 2008, 307, 277–283. [Google Scholar] [CrossRef]
- Lu, C.; Wang, G.; Wang, K.; Guo, D.; Bai, M.; Wang, Y. Modified porous SIO2-supported Cu3 (BTC)2 membrane with high performance of gas separation. Materials 2018, 11, 1207. [Google Scholar] [CrossRef] [Green Version]
- Adhikari, S.; Fernando, S. Hydrogen membrane separation techniques. Ind. Eng. Chem. Res. 2006, 45, 875–881. [Google Scholar] [CrossRef]
- Merkel, T.C.; Pinnau, I.; Prabhakar, R.; Freeman, B.D. Gas and Vapor Transport Properties of Perfluoropolymers. In Materials Science of Membranes for Gas and Vapor Separation; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2006; pp. 251–270. ISBN 9780470029039. [Google Scholar]
- Martin, J. Aspen Hysys Membrane Unit Extension v3.0a; User Guide; AspenTech Global Customer Support & Training, AspenTech: Bedford, MA, USA, 2003. [Google Scholar]
- Robeson, L.M. Correlation of separation factor versus permeability for polymeric membranes. J. Memb. Sci. 1991, 62, 165–185. [Google Scholar] [CrossRef]
- Freeman, B.D. Basis of Permeability/Selectivity Tradeoff Relations in Polymeric Gas Separation Membranes. Macromolecules 1999, 32, 375–380. [Google Scholar] [CrossRef]
- Lokhandwala, K.A.; Pinnau, I.; He, Z.; Amo, K.D.; DaCosta, A.R.; Wijmans, J.G.; Baker, R.W. Membrane separation of nitrogen from natural gas: A case study from membrane synthesis to commercial deployment. J. Memb. Sci. 2010, 346, 270–279. [Google Scholar] [CrossRef]
- Gas Separation. Membrane Technology and Applications; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2004; pp. 301–353. ISBN 9780470020395. [Google Scholar]
- Orme, C.J.; Klaehn, J.R.; Harrup, M.K.; Luther, T.A.; Peterson, E.S.; Stewart, F.F. Gas permeability in rubbery polyphosphazene membranes. J. Memb. Sci. 2006, 280, 175–184. [Google Scholar] [CrossRef]
- Tanis, I.; Brown, D.; Neyertz, S.; Heck, R.; Mercier, R.; Vaidya, M.; Ballaguet, J.-P. A comparison of pure and mixed-gas permeation of nitrogen and methane in 6FDA-based polyimides as studied by molecular dynamics simulations. Comput. Mater. Sci. 2018, 141, 243–253. [Google Scholar] [CrossRef]
- Ahmad, F.; Lau, K.K.; Shariff, A.M.; Murshid, G. Process simulation and optimal design of membrane separation system for CO2 capture from natural gas. Comput. Chem. Eng. 2012, 36, 119–128. [Google Scholar] [CrossRef] [Green Version]
- Qi, R.; Henson, M.A. Modeling of Spiral-Wound Permeators for Multicomponent Gas Separations. Ind. Eng. Chem. Res. 1997, 36, 2320–2331. [Google Scholar] [CrossRef]
- Ohs, B.; Lohaus, J.; Wessling, M. Optimization of membrane based nitrogen removal from natural gas. J. Memb. Sci. 2016, 498, 291–301. [Google Scholar] [CrossRef]
- Gutierrez, J.P.; Ale Ruiz, E.L.; Erdmann, E. Energy requirements, GHG emissions and investment costs in natural gas sweetening processes. J. Nat. Gas Sci. Eng. 2017, 38, 187–194. [Google Scholar] [CrossRef]
- Gutierrez, J.P.; Ale Ruiz, E.L.; Erdmann, E. Design assessment of polymeric membranes modules to separate carbon dioxide from a binary mixture with methane. Chem. Eng. Process. Process Intensif. 2020, 150, 107883. [Google Scholar] [CrossRef]
- Ahsan, M.; Sweeney, O.M.; Hussain, A. Development of User-Defined Extension for the Simulation of Membrane Process in Aspen Hysys. Sigma J. Eng. Nat. Sci. 2017, 35, 35–45. [Google Scholar]
- Wang, L.; Shao, C.; Wang, H. Operation optimization of a membrane separation process through auto-controlling the permeate gas flux. Sep. Purif. Technol. 2007, 55, 30–34. [Google Scholar] [CrossRef]
- Safari, M.; Ghanizadeh, A.; Montazer-Rahmati, M.M. Optimization of membrane-based CO2-removal from natural gas using simple models considering both pressure and temperature effects. Int. J. Greenh. Gas Control 2009, 3, 3–10. [Google Scholar] [CrossRef]
- Fuoco, A.; Comesaña-Gándara, B.; Longo, M.; Esposito, E.; Monteleone, M.; Rose, I.; Bezzu, C.G.; Carta, M.; McKeown, N.B.; Jansen, J.C. Temperature Dependence of Gas Permeation and Diffusion in Triptycene-Based Ultrapermeable Polymers of Intrinsic Microporosity. ACS Appl. Mater. Interfaces 2018, 10, 36475–36482. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arcella, V.; Ghielmi, A.; Tommasi, G. High Performance Perfluoropolymer Films and Membranes. Ann. N. Y. Acad. Sci. 2003, 984, 226–244. [Google Scholar] [CrossRef]
- Khan, M.S.; Chaniago, Y.D.; Getu, M.; Lee, M. Energy saving opportunities in integrated NGL/LNG schemes exploiting: Thermal-coupling common-utilities and process knowledge. Chem. Eng. Process. Process Intensif. 2014, 82, 54–64. [Google Scholar] [CrossRef]
- Gahleitner, G. Hydrogen from renewable electricity: An international review of power-to-gas pilot plants for stationary applications. Int. J. Hydrogen Energy 2013, 38, 2039–2061. [Google Scholar] [CrossRef]
- Qyyum, M.A.; Qadeer, K.; Ahmad, A.; Lee, M. Gas–liquid dual-expander natural gas liquefaction process with confirmation of biogeography-based energy and cost savings. Appl. Therm. Eng. 2020, 166, 114643. [Google Scholar] [CrossRef]
- Qyyum, M.A.; Qadeer, K.; Lee, S.; Lee, M. Innovative propane-nitrogen two-phase expander refrigeration cycle for energy-efficient and low-global warming potential LNG production. Appl. Therm. Eng. 2018, 139. [Google Scholar] [CrossRef]
- Ding, H.; Sun, H.; He, M. Optimisation of expansion liquefaction processes using mixed refrigerant N2–CH4. Appl. Therm. Eng. 2016, 93, 1053–1060. [Google Scholar] [CrossRef]
- Qyyum, M.A.; Ali, W.; Long, N.V.D.; Khan, M.S.; Lee, M. Energy efficiency enhancement of a single mixed refrigerant LNG process using a novel hydraulic turbine. Energy 2018, 144, 968–976. [Google Scholar] [CrossRef]
- Abdul Qyyum, M.; Qadeer, K.; Lee, M. Closed-loop self-cooling recuperative N2 expander cycle for the energy efficient and ecological natural gas liquefaction process. ACS Sustain. Chem. Eng. 2018, 6, 5021–5033. [Google Scholar] [CrossRef]
- Khan, M.S.; Lee, M. Design optimization of single mixed refrigerant natural gas liquefaction process using the particle swarm paradigm with nonlinear constraints. Energy 2013, 49, 146–155. [Google Scholar] [CrossRef]
- Bamigbola, O.M.; Agusto, F.B. Optimization in ℝ n by Coggin’s method. Int. J. Comput. Math. 2004, 81, 1145–1152. [Google Scholar] [CrossRef]
- Nawaz, A.; Qyyum, M.A.; Qadeer, K.; Khan, M.S.; Ahmad, A.; Lee, S.; Lee, M. Optimization of mixed fluid cascade LNG process using a multivariate Coggins step-up approach: Overall compression power reduction and exergy loss analysis. Int. J. Refrig. 2019, 104, 189–200. [Google Scholar] [CrossRef]
- Pham, T.N.; Khan, M.S.; Minh, L.Q.; Husmil, Y.A.; Bahadori, A.; Lee, S.; Lee, M. Optimization of modified single mixed refrigerant process of natural gas liquefaction using multivariate Coggin’s algorithm combined with process knowledge. J. Nat. Gas Sci. Eng. 2016, 33, 731–741. [Google Scholar] [CrossRef]
- Khan, M.S.; Lee, S.; Rangaiah, G.P.; Lee, M. Knowledge based decision making method for the selection of mixed refrigerant systems for energy efficient LNG processes. Appl. Energy 2013, 111, 1018–1031. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MEM-1 (m2) | MEM-2 (m2) | CH4 Purity (%mol) | CH4 Recovery (%mol) | H2 to Liquefaction (%mol) |
|---|---|---|---|---|
| 19,000 | 3000 | 88.810 | 96.558 | 0.087 |
| 19,000 | 3500 | 89.000 | 95.908 | 0.082 |
| 20,500 | 3500 | 89.068 | 95.914 | 0.066 |
| 21,000 | 3500 | 89.066 | 95.877 | 0.062 |
| 22,000 | 3500 | 89.089 | 95.918 | 0.054 |
| 23,000 | 3500 | 89.142 | 95.934 | 0.047 |
| 24,000 | 3000 | 88.918 | 96.565 | 0.045 |
| 25,000 | 3500 | 89.193 | 95.943 | 0.036 |
| MEM-1 (m2) | MEM-2 (m2) | CH4 Purity (%mol) | CH4 Recovery (%mol) | H2 to Liquefaction (%mol) |
|---|---|---|---|---|
| 8000 | 6000 | 88.970 | 88.792 | 0.188 |
| 10,000 | 7000 | 89.581 | 85.939 | 0.092 |
| 11,000 | 7000 | 89.845 | 84.498 | 0.070 |
| 12,000 | 7000 | 90.094 | 83.049 | 0.054 |
| 12,000 | 8000 | 90.148 | 83.068 | 0.046 |
| 12,000 | 9000 | 90.219 | 83.091 | 0.038 |
| 11,000 | 9000 | 89.968 | 84.538 | 0.047 |
| 10,000 | 9000 | 89.696 | 85.976 | 0.066 |
| Decision Variables | Optimum Values of the Decision Variables | Lower Bounds | Upper Bounds |
|---|---|---|---|
| MEM-1 Area (m2) | 23,000 | 5000.0 | 25,000 |
| IN-MEM * Pressure (bar) | 34 | 30 | 40 |
| IN-MEM * TEMP (°C) | 30 | 25 | 30 |
| RET-1 Pressure (bar) | 33 | 30 | 39 |
| MEM-2 Area (m2) | 3500 | 1000 | 10,000 |
| MEM-2 IN Pressure (bar) | 35 | 2000 | 4000 |
| MEM-2 TEMP (°C) | 30 | 25 | 30 |
| RET-2 Pressure (bar) | 32 | 25 | 39 |
| PERM-1 Pressure (bar) | 6.895 (Fixed) | - | - |
| PERM-1 TEMP (°C) | 25 (Fixed) | - | - |
| PERM-2 Pressure (bar) | 6.895 (Fixed) | - | - |
| PERM-2 TEMP (°C) | 25 (Fixed) | - | - |
| Decision Variables | Optimum Values of the Decision Variables | Lower Bounds | Upper Bounds |
|---|---|---|---|
| MEM-1 Area (m2) | 11,000 | 5000 | 25,000 |
| IN-MEM * Pressure (bar) | 35 | 30 | 40 |
| IN-MEM * TEMP (°C) | 30 | 25 | 30 |
| RET-1 Pressure (bar) | 33 | 30 | 39 |
| MEM-2 Area (m2) | 9000 | 1000 | 10,000 |
| RET-2 Pressure (bar) | 27 | 20 | 30 |
| PERM-1 Pressure (bar) | 6.895 (Fixed) | - | - |
| PERM-1 TEMP (°C) | 25 (Fixed) | - | - |
| PERM-2 Pressure (bar) | 6.895 (Fixed) | - | - |
| PERM-2 TEMP (°C) | 25 (Fixed) | - | - |
| SNG Feed | SNG Feed: Membrane Process (Inlet) | Case 1: The Outlet from the Two-Stage Membrane Process for LSNG Production | Case 2: The Outlet from the Two-Step Membrane Process for LSNG Production |
|---|---|---|---|
| Composition | |||
| Methane (mole %) | 84.4156 | 89.1424 | 89.9681 |
| Nitrogen (mole %) | 12.3876 | 10.810 | 9.938 |
| Hydrogen (mole %) | 3.1968 | 0.0047 | 0.0047 |
| Temperature (°C) | 23 | 30 | 30 |
| Pressure (bar) | 27 | 33 | 28 |
| Flow rate (kg/h) × 106 | 3.3843 | 3.0580 | 2.6538 |
| Streams | Optimum | Lower | Upper |
|---|---|---|---|
| Nitrogen flow rate (kg/h) × 107 | 1.8147 | 1.3610 | 2.2684 |
| Propane flow rate (kg/h) × 106 | 8.1666 | 0.6125 | 1.0208 |
| MR Low Pressure (bar) | 5.180 | 3.8850 | 6.4750 |
| MR High Pressure (bar) | 50.0 | 37.50 | 62.50 |
| MR Recuperation Temperature (°C) | −80 | −60 | −100 |
| Parameters | Case 1: Two-Stage | Case 2: Two-Step | Case 1: Optimized | Case 2: Optimized |
|---|---|---|---|---|
| Mass flow rate of Nitrogen (kg/h) × 106 | 43.25 | 34.13 | 18.15 | 27.40 |
| Mass flow rate of Propane (kg/h) × 106 | 14.36 | 7.022 | 8.167 | 3.52 |
| MR low Pressure (bar) | 4.0 | 9.53 | 5.18 | 10.40 |
| MR high Pressure (bar) | 110.0 | 84.370 | 50.0 | 46.00 |
| MR recuperation Temperature (°C) | −100.0 | −101.20 | −80.0 | −81.00 |
| Pressure ratio | 2.2899 | 1.7249 | 1.7626 | 1.4502 |
| MITA value (°C) | 7.9477 | 5.0 | 3.0278 | 5.0 |
| Net specific power (kW-h/kg) | 1.7992 | 0.7474 | 0.4010 | 0.7165 |
| Net Power (kW) × 106 | 6.09 | 2.53 | 1.36 | 1.06 |
| Relative energy saving % | - | 58.46 | 77.71 | 82.61 |
| No. of compression unit in membrane part | 3 | 1 | 2 | 1 |
| No. of cooler in membrane part | 2 | 1 | 2 | 1 |
| Stream | Case 1 Two-Stage | Case 2 Two-Step | ||
|---|---|---|---|---|
| T (°C) | P (bar) | T (°C) | P (bar) | |
| 1 | 77.05 | 9.13 | 70.71 | 15.57 |
| 2 | 30 | 9.13 | 30 | 15.57 |
| 3 | 77.32 | 16.09 | 70.79 | 23.32 |
| 4 | 30 | 16.09 | 30 | 23.32 |
| 5 | 77.73 | 28.37 | 70.89 | 34.91 |
| 6 | 30 | 28.37 | 30 | 34.91 |
| 7 | 78.26 | 50 | 70.97 | 52.28 |
| 8 | 35 | 50 | 35 | 52.28 |
| 9 | −80 | 50 | −90 | 52.28 |
| 10 | −135.9 | 5.18 | −146.8 | 10.4 |
| 11/C3N | 30 | 5.18 | 30 | 10.4 |
| SNG Feed | 30 | 33 | 30 | 28 |
| Sub-LSNG | −135 | 33 | −130 | 28 |
| LSNG-1 | −159.5 | 2 | −158.2 | 2 |
| EFG | −159.5 | 2 | −158.2 | 2 |
| EFG-1 | −35.26 | 2 | 31.97 | 2 |
| LSNG | −159.5 | 2 | −158.2 | 2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qyyum, M.A.; Chaniago, Y.D.; Ali, W.; Saulat, H.; Lee, M. Membrane-Assisted Removal of Hydrogen and Nitrogen from Synthetic Natural Gas for Energy-Efficient Liquefaction. Energies 2020, 13, 5023. https://doi.org/10.3390/en13195023
Qyyum MA, Chaniago YD, Ali W, Saulat H, Lee M. Membrane-Assisted Removal of Hydrogen and Nitrogen from Synthetic Natural Gas for Energy-Efficient Liquefaction. Energies. 2020; 13(19):5023. https://doi.org/10.3390/en13195023
Chicago/Turabian StyleQyyum, Muhammad Abdul, Yus Donald Chaniago, Wahid Ali, Hammad Saulat, and Moonyong Lee. 2020. "Membrane-Assisted Removal of Hydrogen and Nitrogen from Synthetic Natural Gas for Energy-Efficient Liquefaction" Energies 13, no. 19: 5023. https://doi.org/10.3390/en13195023
APA StyleQyyum, M. A., Chaniago, Y. D., Ali, W., Saulat, H., & Lee, M. (2020). Membrane-Assisted Removal of Hydrogen and Nitrogen from Synthetic Natural Gas for Energy-Efficient Liquefaction. Energies, 13(19), 5023. https://doi.org/10.3390/en13195023