Simulation of Mixing Intensity Profile for Bioethanol Production via Two-Step Fermentation in an Unbaffled Agitator Reactor



Abstract
:1. Introduction
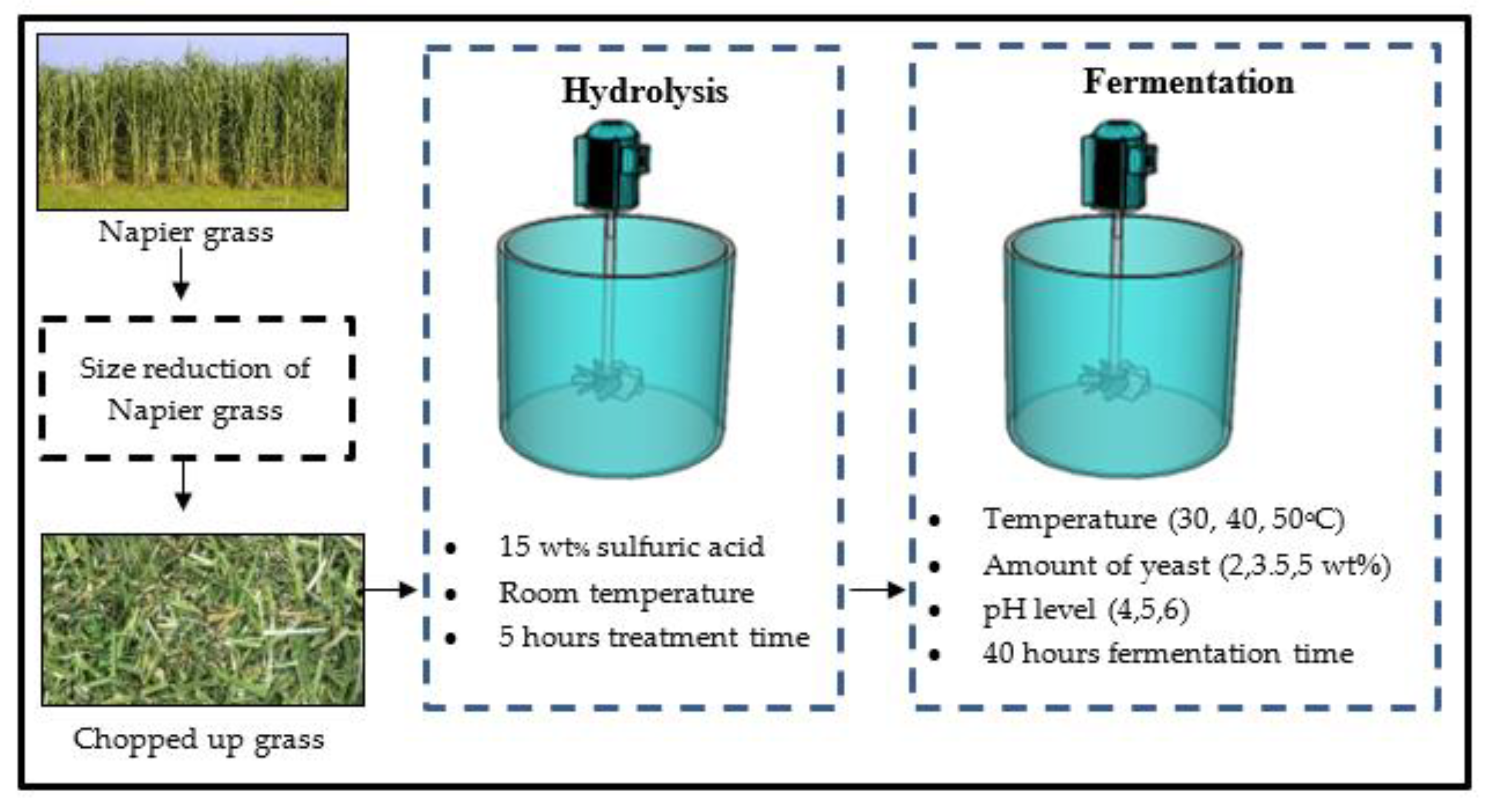
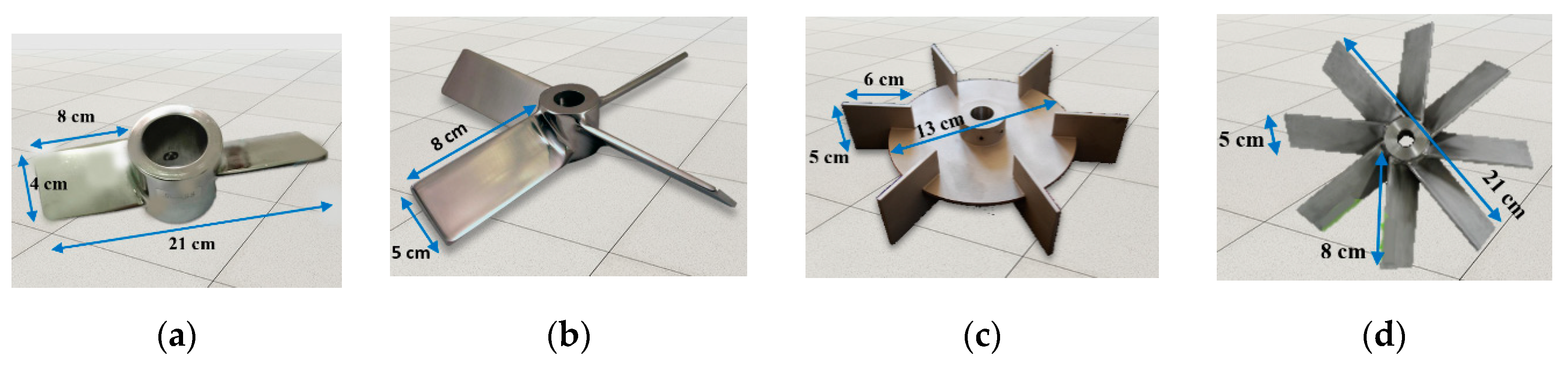
2. Experiment
3. Simulation Procedure
3.1. Governing Equation for the Simulation
3.2. Simulating Conditions
4. Results and Discussions
4.1. Simulated Agitation Pattern
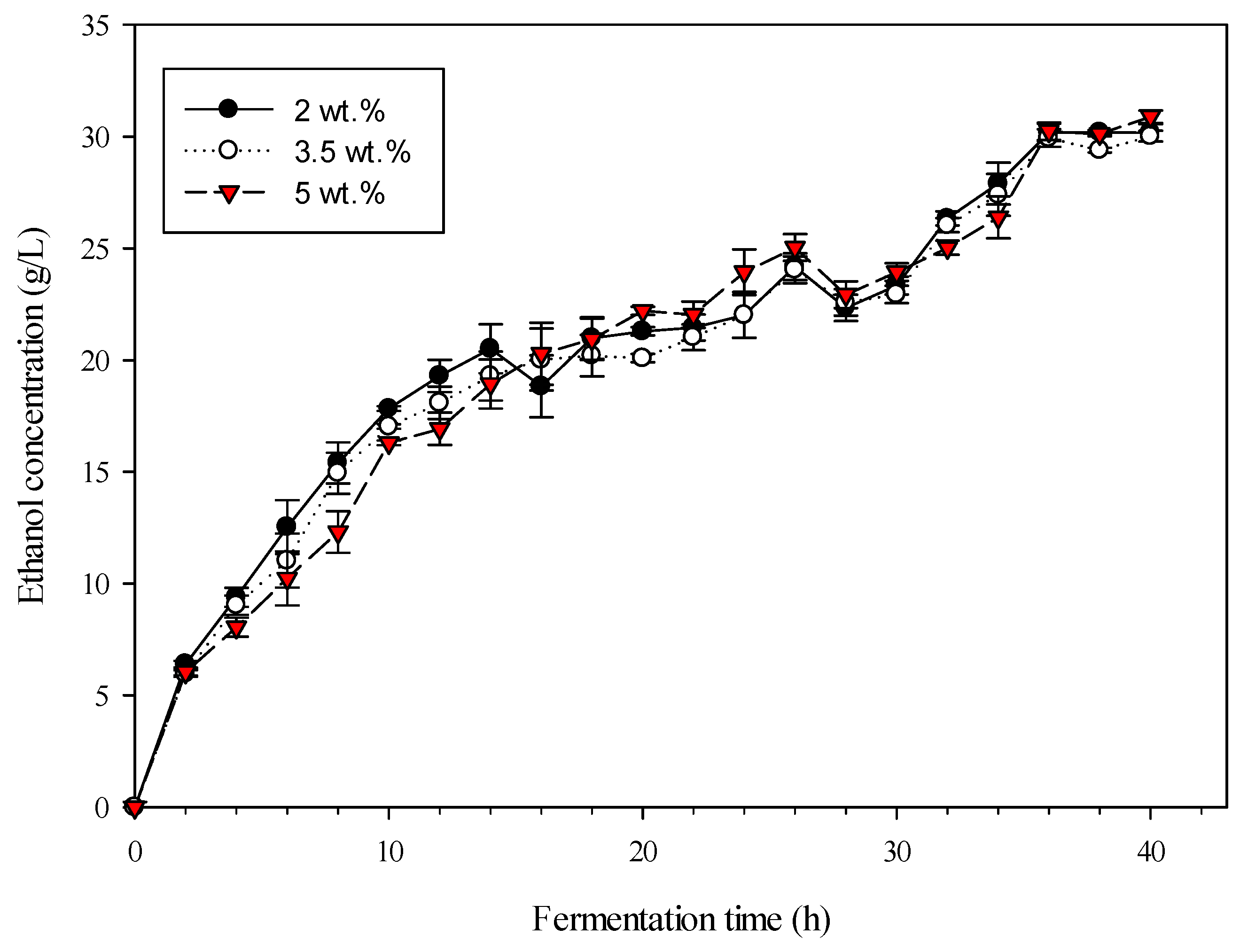
4.2. Effect of Operating Conditions on Bioethanol Fermentation
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Milano, J.; Ong, H.C.; Masjuki, H.; Silitonga, A.; Chen, W.-H.; Kusumo, F.; Dharma, S.; Sebayang, A. Optimization of biodiesel production by microwave irradiation-assisted transesterification for waste cooking oil-Calophyllum inophyllum oil via response surface methodology. Energy Convers. Manag. 2018, 158, 400–415. [Google Scholar] [CrossRef]
- Chia, S.R.; Ong, H.C.; Chew, K.W.; Show, P.-L.; Phang, S.-M.; Ling, T.C.; Nagarajan, D.; Lee, D.S.; Chang, J.-S. Sustainable approaches for algae utilisation in bioenergy production. Renew. Energy 2018, 129, 838–852. [Google Scholar] [CrossRef]
- Mo Energy. Alternative Energy Development Plan: AEDP2015; Mo Energy: Purkersdorf, Austrian, 2015; pp. 1–21.
- Morales, P.; Rojas, V.; Quirós, M.; Gonzalez, R. The impact of oxygen on the final alcohol content of wine fermented by a mixed starter culture. Appl. Microbiol. Biotechnol. 2015, 99, 3993–4003. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rao, A.R.; Kumar, B.; Patel, A.K. Vortex behaviour of an unbaffled surface aerator. Sci. Asia 2009, 35, 183–188. [Google Scholar]
- Dickey, D.S. Tackling Difficult Mixing Problems; American Institute of Chemical Engineer: New York, NY, USA, 2015; Available online: https://www.aiche.org/resources/publications/cep/2015/august/tackling-difficult-mixing-problems (accessed on 1 October 2019).
- Cartland-Glover, G.; Fitzpatrick, J.J. Modelling vortex formation in an unbaffled stirred tank reactors. Chem. Eng. J. 2007, 127, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Rajavathsavai, D.; Khapre, A.; Munshi, B. Numerical Study of Vortex Formation inside a Stirred Tank; World Academy of Science, Engineering and Technology: New Delhi, India, 2014; Volume 8, pp. 1437–1442. [Google Scholar]
- Madhania, S.; Muharam, Y.; Winardi, S.; Purwanto, W.W. Mechanism of molasses–water mixing behavior in bioethanol fermenter. Experiments and CFD modeling. Energy Rep. 2019, 5, 454–461. [Google Scholar] [CrossRef]
- Lin, S.-P.; Kuo, T.-C.; Wang, H.-T.; Ting, Y.; Hsieh, C.-W.; Chen, Y.-K.; Hsu, H.-Y.; Cheng, K.-C. Enhanced bioethanol production using atmospheric cold plasma-assisted detoxification of sugarcane bagasse hydrolysate. Bioresour. Technol. 2020, 313, 123704. [Google Scholar] [CrossRef]
- Song, Y.; Lee, Y.G.; Cho, E.J.; Bae, H.-J. Production of xylose, xylulose, xylitol, and bioethanol from waste bamboo using hydrogen peroxicde-acetic acid pretreatment. Fuel 2020, 278, 118247. [Google Scholar] [CrossRef]
- Abang Zaidel, D.N. Effect of Impeller Design on the Rate of Reaction of Hydrolysis in Batch Reactor. Chem. Eng. Trans. 2017, 56, 1423. [Google Scholar]
- Yang, Z.; Miao, H.; Ge, X.; Chen, X.; Zhang, R. Design and Performance of Helical Ribbon and Screw Impeller Aerobic Compost Bioreactor. Int. J. Environ. Sci. Dev. 2018, 9, 385–389. [Google Scholar]
- Ameur, H. Some modifications in the Scaba 6SRGT impeller to enhance the mixing characteristics of Hershel–Bulkley fluids. Food Bioprod. Process. 2019, 117, 302–309. [Google Scholar] [CrossRef]
- Rao, A.R.; Kumar, B. The use of circular surface aerators in wastewater treatment tanks. J. Chem. Technol. Biotechnol. 2006, 82, 101–107. [Google Scholar] [CrossRef] [Green Version]
- Khapre, A.; Munshi, B. Numerical Comparison of Rushton Turbine and CD-6 Impeller in Non-Newtonian Fluid Stirred Tank. Int. J. Chem. Mol. Nuclear Mater. Metall. Eng. 2014, 8, 1231–1232. [Google Scholar]
- Lu, W.-M.; Yang, B.-S. Effect of blade pitch on the structure of the trailing vortex around rushton turbine impellers. Can. J. Chem. Eng. 1998, 76, 556–562. [Google Scholar] [CrossRef]
- Grenville, R.; Giacomelli, J.; Brown, D.; Padron, G. Mixing: Impeller performance in stirred tanks. Chem. Eng. 2017, 124, 42. [Google Scholar]
- Zhao, X.; Wen, J.; Chen, H.; Liu, D. The fate of lignin during atmospheric acetic acid pretreatment of sugarcane bagasse and the impacts on cellulose enzymatic hydrolyzability for bioethanol production. Renew. Energy 2018, 128, 200–209. [Google Scholar] [CrossRef]
- Boonkanokwong, V.; Remy, B.; Khinast, J.G.; Glasser, B.J. The effect of the number of impeller blades on granular flow in a bladed mixer. Powder Technol. 2016, 302, 333–349. [Google Scholar] [CrossRef]
- Han, W.; Xu, X.; Gao, Y.; He, H.; Chen, L.; Tian, X.; Hou, P. Utilization of waste cake for fermentative ethanol production. Sci. Total. Environ. 2019, 673, 378–383. [Google Scholar] [CrossRef]
- Yu, J.; Xu, Z.; Liu, L.; Chen, S.; Wang, S.; Jin, M. Process integration for ethanol production from corn and corn stover as mixed substrates. Bioresour. Technol. 2019, 279, 10–16. [Google Scholar] [CrossRef]
- Sitepu, I.R.; Enriquez, L.L.; Nguyen, V.; Doyle, C.; Simmons, B.A.; Singer, S.W.; Fry, R.; Simmons, C.W.; Boundy-Mills, K.L. Ethanol production in switchgrass hydrolysate by ionic liquid-tolerant yeasts. Bioresour. Technol. Rep. 2019, 7, 100275. [Google Scholar] [CrossRef]
- Pornpukdeewattana, S.; Chalearmkit, P.; Iamsamang, P. Optimization of Fermentation Temperature for Very High Gravity Ethanol Production using Industrial Strain of Saccharomyces cerevisiae SC90. Sci. Technol. Asia 2014, 19, 21–37. [Google Scholar]
- Nuanpeng, S.; Thanonkeo, S.; Yamada, M.; Thanonkeo, P. Ethanol Production from Sweet Sorghum Juice at High Temperatures Using a Newly Isolated Thermotolerant Yeast Saccharomyces cerevisiae DBKKU Y-53. Energies 2016, 9, 253. [Google Scholar] [CrossRef] [Green Version]
- Techaparin, A.; Thanonkeo, P.; Klanrit, P. High-temperature ethanol production using thermotolerant yeast newly isolated from Greater Mekong Subregion. Braz. J. Microbiol. 2017, 48, 461–475. [Google Scholar] [CrossRef] [PubMed]
- Mohd-Zaki, Z.; Bastidas-Oyanedel, J.-R.; Lu, Y.; Hoelzle, R.; Pratt, S.; Slater, F.R.; Batstone, D.J. Influence of pH Regulation Mode in Glucose Fermentation on Product Selection and Process Stability. Microorganisms 2016, 4, 2. [Google Scholar] [CrossRef] [Green Version]
- Dung, N.T.P.; Nguyen, T.; Huynh, P. Study on Ethanol Fermentation Conditions from Molasses by Thermo-Tolerant Yeasts. Int. J. Bus. Appl. Sci. 2014, 1, 13–22. [Google Scholar]
- Adamiak, R.W.; Karcz, J. Effects of type and number of impellers and liquid viscosity on the power characteristics of mechanically agitated gas—liquid systems. Chem. Pap. 2007, 61, 16–23. [Google Scholar] [CrossRef]
- Reuß, M.; Josic, D.; Popovič, M.; Bronn, W.K. Viscosity of yeast suspensions. Appl. Microbiol. Biotechnol. 1979, 8, 167–175. [Google Scholar] [CrossRef]
- Mohammadi, M.; Shafiei, M.; Abdolmaleki, A.; Karimi, K.; Mikkola, J.-P.; Larsson, C. A morpholinium ionic liquid for rice straw pretreatment to enhance ethanol production. Ind. Crop. Prod. 2019, 139, 111494. [Google Scholar] [CrossRef]
- Louhichi, B.; Belgaib, J.; Benamor, H.; Hajji, N. Production of bio-ethanol from three varieties of dates. Renew. Energy 2013, 51, 170–174. [Google Scholar] [CrossRef]
- Tan, L.; Yu, Y.; Li, X.; Zhao, J.; Qu, Y.; Choo, Y.M.; Loh, S.K. Pretreatment of empty fruit bunch from oil palm for fuel ethanol production and proposed biorefinery process. Bioresour. Technol. 2013, 135, 275–282. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Condition | Results | Ref. | |||||
|---|---|---|---|---|---|---|---|
| No | Feedstock | Temp. | Fermentation Time | Amount of Yeast | Agitation Speed | Ethanol Concentration | |
| (°C) | (h) | (rpm) | (g/L) | ||||
| 1 | Switchgrass a | 26 | 2 weeks | 0.67% (w/v) | 200 | 14.5 | [23] |
| 2 | Rice straw b | 30 | 24 | 1.9 g/L | 200 | 64% ethanol yield | [31] |
| 3 | Dried date c | 30 | 72 | 24 | 150 | 50 | [32] |
| 4 | Palm empty fruit bunch d | 35/pH = 4.8 | 160 | 0.12 g | 200 | 55 | [33] |
| 5 | Napier grass | 40 | 40 | 2 wt.% | 70 | 34.5 | This work |
| Sum of Square | df | Mean Square | F Value | p Value | |
|---|---|---|---|---|---|
| Between group | 34,935.12 | 3 | 11,645.04 | 13.6 | 0.0001 |
| Within group | 38,463.65 | 45 | 854.7478 | - | |
| Total | 73,398.77 | 48 | - | - | - |
| Sum of Square | Mean Square | F Value | p Value | |
|---|---|---|---|---|
| Model | 2834.12 | 314.46 | 16.65 | 0.0002 * |
| Interaction | 1394.31 | 464.77 | 27.92 | 0.0001 * |
| Square | 1952.21 | 650.74 | 39.09 | 0.0000 * |
| A: Temperature (°C) | 273.89 | 273.89 | 14.48 | 0.0008 * |
| B: pH level | 138.73 | 138.73 | 7.33 | 0.0012 * |
| C: Amount of yeast (%) | 20.52 | 20.52 | 1.09 | 0.145 |
| Residual | 132.4 | 18.91 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Echaroj, S.; Ong, H.C.; Chen, X. Simulation of Mixing Intensity Profile for Bioethanol Production via Two-Step Fermentation in an Unbaffled Agitator Reactor. Energies 2020, 13, 5457. https://doi.org/10.3390/en13205457
Echaroj S, Ong HC, Chen X. Simulation of Mixing Intensity Profile for Bioethanol Production via Two-Step Fermentation in an Unbaffled Agitator Reactor. Energies. 2020; 13(20):5457. https://doi.org/10.3390/en13205457
Chicago/Turabian StyleEcharoj, Snunkhaem, Hwai Chyuan Ong, and Xiuhan Chen. 2020. "Simulation of Mixing Intensity Profile for Bioethanol Production via Two-Step Fermentation in an Unbaffled Agitator Reactor" Energies 13, no. 20: 5457. https://doi.org/10.3390/en13205457
APA StyleEcharoj, S., Ong, H. C., & Chen, X. (2020). Simulation of Mixing Intensity Profile for Bioethanol Production via Two-Step Fermentation in an Unbaffled Agitator Reactor. Energies, 13(20), 5457. https://doi.org/10.3390/en13205457