Hydrocracking of a Heavy Vacuum Gas Oil with Fischer–Tropsch Wax

Abstract
:1. Introduction
2. Materials and Methods
2.1. Characteristics of the Feedstock
2.2. Catalytic Hydrocracking
2.3. Products Analysis
3. Results and Discussion
3.1. Mass Balance of Hydrocracking
3.2. Composition of the Gaseous Products
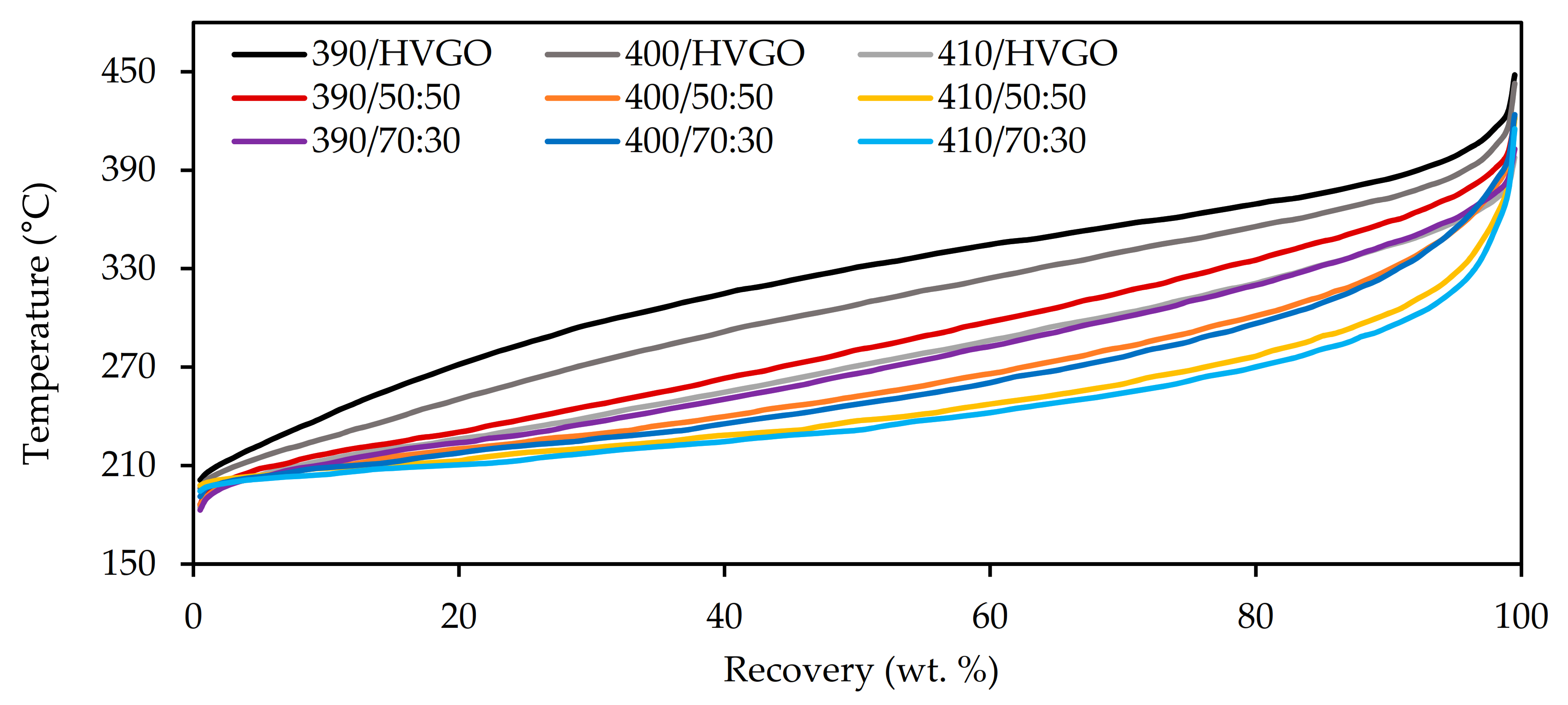
3.3. SIMDIST of Primary Liquid Products
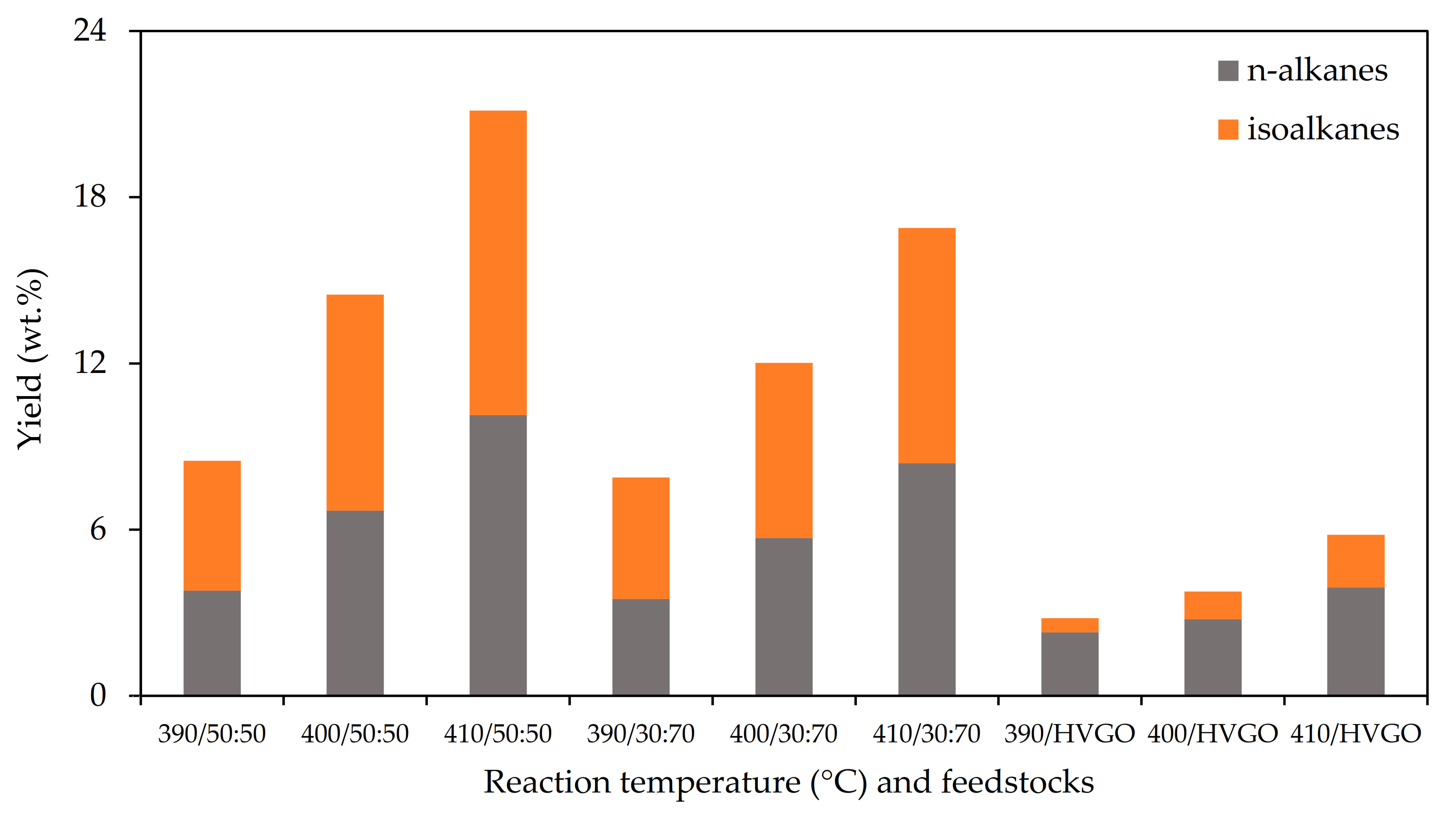
3.4. Composition and Properties of the Naphtha Fractions
3.5. Composition and Properties of the Middle Distillates
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| DVPE | Dry vapour pressure equivalent |
| E70, E100, E150 | Evaporated at 70, 100 and 150 °C |
| EN | European Standard |
| FCC | Fluid catalytic cracking |
| FID | Flame ionisation detector |
| FT | Fischer–Tropsch |
| FTS | Fischer–Tropsch synthesis |
| GC | Gas chromatography |
| GHG | Greenhouse gas |
| GTL | Gas-to-liquid |
| HPLC | High Performance Liquid Chromatography |
| HVGO | Heavy vacuum gas oil |
| ISO | International Organization for Standardization |
| LPG | Liquified petroleum gases |
| R250, R350 | Recovery at 250 and 350 °C |
| SIMDIST | Simulated distillation |
| T10, T50, T90, T95 | 10, 50, 90 and 95 vol.% recovered at |
| WHSV | Weight hour space velocity |
| XTL | X-to-liquid |
References
- Oil 2018: Analysis and forecasts to 2023. International Energy Agency [online]. 2018. Available online: https://www.iea.org/reports/oil-2018 (accessed on 4 March 2020).
- Valdivia, M.; Galan, J.L.; Laffarga, J.; Ramos, J.-L. Biofuels 2020: Biorefineries based on lignocellulosic materials. Microb. Biotechnol. 2016, 9, 585–594. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.; Smith, P.M.; Wolcott, M.P. US biofuels industry: A critical review of the opportunities and challenges. Bioprod. Bus. 2016, 1, 42–59. [Google Scholar]
- Moriarty, P.; Yan, X.; Wang, S. Liquid biofuels: Not a long-term transport solution. Energy Procedia 2019, 158, 3265–3270. [Google Scholar] [CrossRef]
- Bae, C.; Kim, J. Alternative fuels for internal combustion engines. Proc. Combust. Inst. 2017, 36, 3389–3413. [Google Scholar] [CrossRef]
- King, D.L.; De Klerk, A. Overview of feed-to-liquid (XTL) conversion. In Synthetic Liquids Production and Refining; ACS Publication: Washington, DC, USA, 2011; pp. 1–24. [Google Scholar]
- Leckel, D. Hydrocracking of Iron-Catalyzed Fischer−Tropsch Waxes. Energy Fuels 2005, 19, 1795–1803. [Google Scholar] [CrossRef]
- Pleyer, O.; Šimáček, P. Advanced biofuels produced by Fischer-Tropsch synthesis. In Proceedings of the 2nd International Conference on Environmental Technology and Innovations, Prague, Czech Republic, 21–22 November 2018. [Google Scholar]
- Pleyer, O.; Straka, P.; Vrtiška, D.; Hájek, J.; Černý, R. Hydrocracking of Fischer-Tropsch Wax. Paliva 2020, 2, 26–33. [Google Scholar] [CrossRef]
- Kim, Y.H.; Jun, K.-W.; Joo, H.; Han, C.; Song, I.K. A simulation study on gas-to-liquid (natural gas to Fischer–Tropsch synthetic fuel) process optimization. Chem. Eng. J. 2009, 155, 427–432. [Google Scholar] [CrossRef]
- Hoehn, R.; Thakkar, V.; Yuh, E. Hydroprocessing for Clean Energy: Design, Operation, and Optimization; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Dancuart, L.; De Haan, R.; De Klerk, A. Processing of primary Fischer-Tropsch products. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 2004; pp. 482–532. [Google Scholar]
- Bouchy, C.; Hastoy, G.; Guillon, E.; Martens, J.A. Fischer-Tropsch waxes upgrading via hydrocracking and selective hydroisomerization. Oil Gas Sci. Technol. Rev. IFP 2009, 64, 91–112. [Google Scholar] [CrossRef] [Green Version]
- Robinson, P.R.; Dolbear, G.E. Hydrotreating and hydrocracking: Fundamentals. In Practical Advances in Petroleum Processing; Springer: Berlin/Heidelberg, Germany, 2006; pp. 177–218. [Google Scholar]
- Rao, T.M.; Dupain, X.; Makkee, M. Fluid catalytic cracking: Processing opportunities for Fischer–Tropsch waxes and vegetable oils to produce transportation fuels and light olefins. Microporous Mesoporous Mater. 2012, 164, 148–163. [Google Scholar] [CrossRef]
- Lappas, A.A.; Iatridis, D.K.; Vasalos, I.A. Production of Liquid Biofuels in a Fluid Catalytic Cracking Pilot-Plant Unit Using Waxes Produced from a Biomass-to-Liquid (BTL) Process. Ind. Eng. Chem. Res. 2011, 50, 531–538. [Google Scholar] [CrossRef]
- Kubička, D.; Černý, R. Upgrading of Fischer–Tropsch Waxes by Fluid Catalytic Cracking. Ind. Eng. Chem. Res. 2011, 51, 8849–8857. [Google Scholar] [CrossRef]
- Šimáček, P.; Kubička, D.; Pospíšil, M.; Rubáš, V.; Hora, L.; Šebor, G. Fischer–Tropsch product as a co-feed for refinery hydrocracking unit. Fuel 2013, 105, 432–439. [Google Scholar] [CrossRef]
- Xing, T.; De Crisci, A.G.; Chen, J. Hydrocracking of Fischer-Tropsch wax and its mixtures with heavy vacuum gas oil. Can. J. Chem. Eng. 2018, 97, 1515–1524. [Google Scholar] [CrossRef]
- European Committee. EN 228+A1. Automotive Fuels—Unleaded Petrol—Requirements and Test Methods; European Committee for Standardization: Brussels, Belgium, 2018. [Google Scholar]
- European Committee. EN 590+A1. Automotive Fuels—Diesel—Requirements and Test Methods; European Committee for Standardization: Brussels, Belgium, 2018. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value | Testing Methods | |
|---|---|---|---|---|
| Sarawax SX 70 | HVGO | |||
| Density at 15 °C | kg·m−3 | 842 | 912 | ASTM D1217 |
| Kinematic viscosity at 100 °C | mm2·s−1 | 6.5 | 4.7 | ASTM D445 |
| Simulated distillation | ||||
| T10 | °C | 438 | 356 | ISO 3924 |
| T50 | °C | 488 | 434 | ISO 3924 |
| T90 | °C | 535 | 517 | ISO 3924 |
| Sulfur content | mg·kg−1 | <1 | 22,400 | ISO 20846 |
| Carbonisation residue | wt.% | 0.005 | 0.011 | ISO 10370 |
| Appearance | - | white granules | brown viscous liquid | Visual |
| Parameter | Unit | Value |
|---|---|---|
| Reaction temperature | °C | 390, 400, 410 |
| Pressure | MPa | 8 |
| H2/feed flowrate ratio | m3·m−3 | 1000 |
| Feedstock flowrate | g·h−1 | 45 |
| WHSV a | h−1 | 1.0 |
| Parameter | Unit | Limits (EN 228) | Testing Methods | |
|---|---|---|---|---|
| Min. | Max. | |||
| Density at 15 °C | kg·m−3 | 720.0 | 775.0 | EN ISO 12185 |
| Vapour pressure | EN 13016-1 | |||
| class A (summer) | kPa | 45.0 | 60.0 | |
| class D (winter) | kPa | 60.0 | 90.0 | |
| Distillation test | EN ISO 3405 | |||
| E70 class A | vol.% | 20.0 | 48.0 | |
| class D | vol.% | 22.0 | 50.0 | |
| E100 | vol.% | 46.0 | 71.0 | |
| E150 | vol.% | 75.0 | - | |
| Final boiling point (FBP) | °C | - | 210 | |
| Distillation residue | vol.% | - | 2.0 | |
| Aromatics | vol.% | - | 35.0 | EN ISO 22854 |
| Benzene | vol.% | - | 1.0 | EN ISO 22854 |
| Olefins | vol.% | - | 18.0 | EN ISO 22854 |
| Parameter | Unit | Limits (EN 590) | Testing Methods | |
|---|---|---|---|---|
| Min. | Max. | |||
| Kinematic viscosity at 40 °C | mm2·s−1 | 2.0 | 4.50 | EN ISO 3104 |
| Density at 15 °C | kg·m−3 | 820.0 | 845.0 | EN ISO 12185 |
| Polycyclic aromatic hydrocarbons | wt.% | - | 8.0 | EN 12916 |
| Cetane index | - | 46.0 | - | EN ISO 4264 |
| Oxidation stability | min | 60 a | - | EN 16091 |
| Product (Temp°C/HVGO:FT Wax) | Yields of Hydrocracking Products (wt.%) | Liquid Products Fractional Composition (wt.%) | Conversion (%) | |||||
|---|---|---|---|---|---|---|---|---|
| Products | Losses | <200 °C | 200–400 °C | >400 °C | Losses | |||
| Gaseous | Liquid | |||||||
| 390/50:50 | 8.8 | 88.9 | 2.3 | 33.4 | 28.1 | 24.9 | 2.5 | 70.7 |
| 400/50:50 | 14.7 | 84.1 | 1.2 | 58.5 | 23.7 | - | 1.9 | 100 |
| 410/50:50 | 30.0 | 67.8 | 2.2 | 57.0 | 8.7 | - | 2.1 | 100 |
| 390/70:30 | 8.3 | 90.1 | 1.6 | 30.2 | 29.1 | 28.4 | 2.4 | 64.6 |
| 400/70:30 | 12.3 | 85.5 | 2.2 | 58.9 | 24.8 | - | 1.8 | 100 |
| 410/70:30 | 26.3 | 70.6 | 3.1 | 58.8 | 10.5 | - | 1.3 | 100 |
| 390/HVGO | 3.1 | 94.5 | 2.4 | 4.7 | 29.4 | 59.4 | 1.0 | 16.0 |
| 400/HVGO | 4.5 | 93.7 | 1.8 | 9.2 | 34.8 | 48.1 | 1.6 | 32.0 |
| 410/HVGO | 5.8 | 91.9 | 2.3 | 22.2 | 37.6 | 30.8 | 1.3 | 56.4 |
| Sample | Content (wt.%) | |||
|---|---|---|---|---|
| n-Alkanes | Isoalkanes | Aromatics | Cycloalkanes | |
| 390/50:50 | 10.5 | 38.7 | 15.1 | 28.7 |
| 400/50:50 | 14.4 | 50.2 | 10.3 | 19.2 |
| 410/50:50 | 16.3 | 53.3 | 9.2 | 17.7 |
| 390/70:30 | 8.4 | 37.7 | 17.7 | 29.7 |
| 400/70:30 | 12.2 | 46.4 | 12.6 | 22.2 |
| 410/70:30 | 14.0 | 47.9 | 10.9 | 21.0 |
| 390/HVGO | 12.5 | 18.2 | 30.4 | 32.7 |
| 400/HVGO | 12.0 | 19.0 | 28.7 | 33.4 |
| 410/HVGO | 12.2 | 25.7 | 23.8 | 31.4 |
| Sample | E70 (vol.%.) | E100 (vol.%.) | E150 (vol.%.) | Final Boiling Point (°C) | Residue (vol.%.) |
|---|---|---|---|---|---|
| EN 228 | 20–48 | 46–71 | min. 75 | max. 210 | max. 2 |
| 400/50:50 | 10.7 | 32.2 | 73.5 | 195.3 | 1.0 |
| 410/50:50 | 18.5 | 47.5 | 85.5 | 197.1 | 0.9 |
| 400/70:30 | 12.4 | 33.2 | 75.5 | 195.2 | 1.0 |
| 410/70:30 | 15.4 | 40.5 | 81.7 | 191.8 | 1.0 |
| Sample | Density at 15 °C (kg·m−3) | Vapor Pressure (kPa) |
|---|---|---|
| EN 228 | 720–775 | 45–60 a |
| 390/50:50 | 755 | 8.1 |
| 400/50:50 | 722 | 39.3 |
| 410/50:50 | 709 | 49.8 |
| 390/70:30 | 759 | 9.2 |
| 400/70:30 | 729 | 41.8 |
| 410/70:30 | 719 | 47.0 |
| 390/HVGO | 787 | - b |
| 400/HVGO | 784 | - b |
| 410/HVGO | 769 | 24.6 |
| Sample | Content (wt.%) | ||||
|---|---|---|---|---|---|
| Mono Aromatics | Di Aromatics | Poly Aromatics | n-Alkanes | Cycloalkanes + Isoalkanes | |
| 390/50:50 | 9.8 | 1.1 | 0.3 | 8.3 | 80.5 |
| 400/50:50 | 6.6 | 0.8 | 0.8 | 8.7 | 83.1 |
| 410/50:50 | 8.2 | 1.2 | 1.2 | 11.9 | 77.6 |
| 390/70:30 | 17.3 | 2.6 | 0.3 | 6.8 | 72.9 |
| 400/70:30 | 12.5 | 1.6 | 1.2 | 7.6 | 77.1 |
| 410/70:30 | 12.1 | 1.4 | 1.4 | 9.1 | 76.0 |
| 390/HVGO | 37.0 | 6.5 | 0.8 | 7.7 | 48.0 |
| 400/HVGO | 33.5 | 6.6 | 0.9 | 6.8 | 52.3 |
| 410/HVGO | 26.6 | 5.5 | 0.6 | 6.6 | 60.8 |
| Sample | R250 (vol.%.) | R350 (vol.%.) | T95 (°C) |
|---|---|---|---|
| EN 590 | Max. 65 | Min. 85 | Max. 360 |
| 390/50:50 | 26.7 | 94.8 | 350 |
| 400/50:50 | 50.3 | >95 | 332 |
| 410/50:50 | 68.6 | >95 | 307 |
| 390/70:30 | 36.6 | >95 | 337 |
| 400/70:30 | 54.4 | >95 | 333 |
| 410/70:30 | 73.7 | >95 | 297 |
| 390/HVGO | 3.6 | 79.9 | 372 |
| 400/HVGO | 10.9 | 89.6 | 361 |
| 410/HVGO | 33.0 | >95 | 335 |
| Sample | Density at 15 °C | Kin. Viscosity at 40 °C | Oxidation Stability | Cetane Index |
|---|---|---|---|---|
| (kg·m−3) | (mm2·s−1) | (Hours) | - | |
| EN 590 | 820–845 | 2–4,5 | min. 1 a | min 46 |
| 390/50:50 | 803 | 3.00 | 25.9 | 72.2 |
| 400/50:50 | 789 | 2.40 | 33.5 | 71.5 |
| 410/50:50 | 786 | 1.95 | 28.1 | 90.7 |
| 390/70:30 | 818 | 2.84 | 24.5 | 60.7 |
| 400/70:30 | 802 | 2.47 | 23.1 | 63.3 |
| 410/70:30 | 793 | 1.83 | 25.5 | 62.9 |
| 390/HVGO | 876 | 6.72 | 18.1 | 48.6 |
| 400/HVGO | 872 | 5.54 | 13.9 | 46.5 |
| 410/HVGO | 857 | 3.21 | 16.5 | 45.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pleyer, O.; Vrtiška, D.; Straka, P.; Vráblík, A.; Jenčík, J.; Šimáček, P. Hydrocracking of a Heavy Vacuum Gas Oil with Fischer–Tropsch Wax. Energies 2020, 13, 5497. https://doi.org/10.3390/en13205497
Pleyer O, Vrtiška D, Straka P, Vráblík A, Jenčík J, Šimáček P. Hydrocracking of a Heavy Vacuum Gas Oil with Fischer–Tropsch Wax. Energies. 2020; 13(20):5497. https://doi.org/10.3390/en13205497
Chicago/Turabian StylePleyer, Olga, Dan Vrtiška, Petr Straka, Aleš Vráblík, Jan Jenčík, and Pavel Šimáček. 2020. "Hydrocracking of a Heavy Vacuum Gas Oil with Fischer–Tropsch Wax" Energies 13, no. 20: 5497. https://doi.org/10.3390/en13205497
APA StylePleyer, O., Vrtiška, D., Straka, P., Vráblík, A., Jenčík, J., & Šimáček, P. (2020). Hydrocracking of a Heavy Vacuum Gas Oil with Fischer–Tropsch Wax. Energies, 13(20), 5497. https://doi.org/10.3390/en13205497