1. Introduction
Complex physical and chemical reactions of the mineral matter take place during the biomass combustion process, over which significant amounts of inorganic compounds are released. These phenomena are still not well understood, despite extensive research and literature studies [
1,
2,
3,
4,
5,
6,
7]. Ash deposits collected from different places in the boilers differ significantly in terms of their composition and compounds [
8].
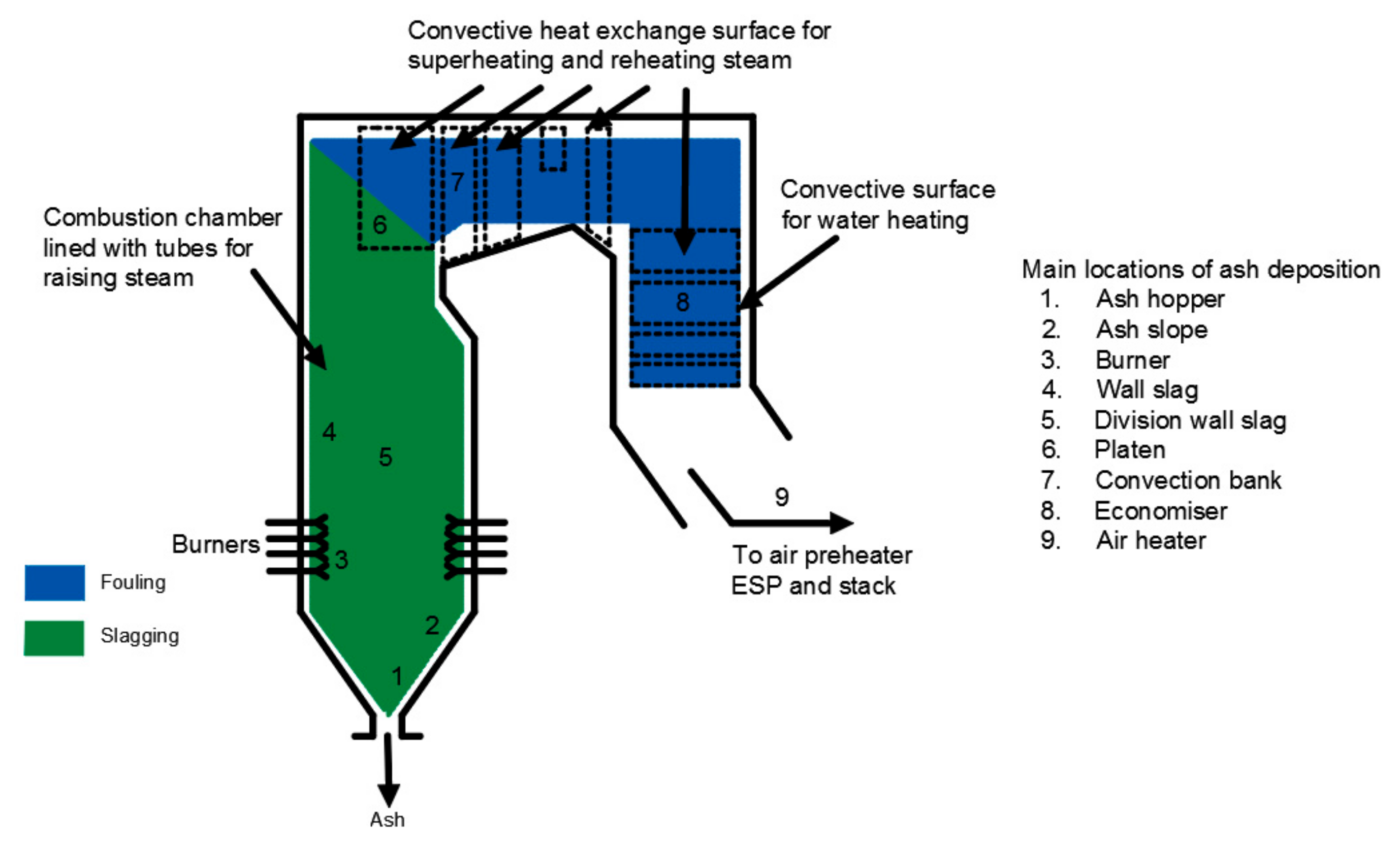
Deposit formation, erosion and corrosion are at the same time occurring issues that are regarding the quantity and composition of fuel mineral matter and frequently cause incorrect operation of the combustion system and boiler efficiency decrease. The ash agglomeration might limit the heat transfer and gas flow within the boiler and thus limit productivity and provide mechanical damages which may stop further boiler operation. Two types of deposit formation phenomena can be recognized: slagging and fouling. Slagging can be noticed within the high-temperature and refractory sections of the boiler like chamber walls or other surfaces that are located in the radiant section of the boiler. It appears as a result of radiative heat transfer, which is principally noted there and causes the occurrence of molten ashes. Slagging decreases the heat absorption in the chamber and then leads to growth in the furnace exit gas temperature. Whereas, fouling takes place in the furnace outlet and convective heat transfer sections of the boiler. Consequently, there are two forms of deposits. The first one is the high-temperature deposit (usually a result of slagging) which can appear where the flue gas temperature is in the range of 1300–900 °C. Slagging is accompanied by the generation of semi-fused and sintered ash deposits. The second is the low-temperature deposit which can generally be a result of fouling. This kind of deposit is related to the generation of powdery or gently sintered deposits. Fouling occurs in sections where the flue gas temperature is between 900–300 °C [
9,
10,
11,
12,
13]. The position of these two kinds of deposition phenomena in the pulverized fuel boiler can be seen in
Figure 1.
Biomass is a carbon-neutral fuel. Due to this, the exploitation of this kind of fuel brings several advantages. On the other hand, agglomeration, slagging and fouling or chlorine corrosion are technical issues that are associated during combustion or co-combustion of this type of fuel. For example, in comparison with conventional fuel combustion, a decrease in boiler efficiency can appear. The high content of alkali metals in biofuels (K and Na) can cause severe technical problems. In particular, the high potassium content is considered to be the most negative. Due to the presence of alkali metals in biomass, chlorine and silica, alkali silicate would be created with the presence of sulfur. These created compounds are represented by a low melting and softening point (
Table 1). Because of this, the most serious and common problems that biomass boilers suffer from is rapid deposit formation (mainly slagging) on the surfaces of boiler heat exchangers [
5,
13,
14,
15,
16].
Commonly, the ash deposition process can arise through four mechanisms: inertial impaction, condensation, thermophoresis, and chemical reactions [
18,
19]. The first of them (inertial impaction) occurs when particles are bigger than 10 μm. Because of adequate inertia, these particles follow the gas flow and during this, can hit the heat transfer surfaces by inertial forces. The second is the condensation process, which can appear when vapors pass across the cool surfaces. During this mechanism, they condense on already deposited particles or surfaces with a colder temperature in comparison to the gas flow. Next, the thermophoresis is related to the local temperature. This process takes place when particles are transported because local temperature gradients cause the movement of the particles. Finally, chemical reactions involve heterogeneous reactions between gas species and deposits. The most important chemical reactions which are connected with ash deposition are sulphation, oxidation, alkali absorption and generation of eutectics [
11,
18,
19,
20,
21,
22,
23,
24].
The combustion of biomass fuels, which came from the agricultural sector or contaminated waste materials intensify the ash-related trouble. There are some methods that have been found to reduce these problems that appear during biomass combustion, such as fuel mixing, the use of additives, and leaching out trouble elements [
5,
25,
26,
27,
28]. One of these promising methods is using additives to reduce boilers problems [
25,
26,
27,
28,
29,
30,
31,
32]. In the literature, there are many descriptions connected to materials that have been inspected as reduction additives for boilers problems [
25,
26,
27,
28,
31,
32,
33,
34,
35,
36]. Mixing with fuel aluminosilicate additives such as halloysite may be an answer for biomass usage challenges.
The prediction of phase transformation of ashes from the combustion process is a topic often discussed by researchers around the world [
37,
38,
39,
40,
41]. The estimation of the slagging ability of fuels is used in power boilers, waste incineration plants, and gasification installations. The excessive occurrence of hardly removable ash deposits reduces the heat exchange between steam and flue gases as a result, leading to a decrease in boiler efficiency. Deposit formation is also associated with corrosion and other technical problems. The easiest way to estimate the risk of slagging and fouling is to use the AFT test (Ash Fusion Temperature test) and learn about the deformation temperature or the softening temperature. Such models allow for estimating the behavior of ashes subjected to high-temperature processes based on the chemical composition of ash and/or fuel. The prediction of phase transformation of biomass ashes is challenging, due to the highly variable composition of these fuels, as well as the complex processes accompanying phase transformations [
6]. Until now, a model with high reliability for biomass samples has not been developed. The existing models mainly use available databases, such as [
37,
42,
43], with the chemical composition of ash samples combined with experimental results of phase transformations.
One of the first is the Seggiani model [
37] successfully dedicated to predicting AFT (Ash Fusion Temperature) for ash from coal combustion. The model was built based on multiple regression, based on data containing 433 samples of coal ash and some biomass ash. This model calculates the characteristic temperatures of phase transitions: IDT—the temperature of initial deformation of ash, ST—softening temperature, HT—hemisphere temperature, FT—flow temperature and T
cv—critical viscosity temperature for coal ash samples. The model is characterized by temperature prediction with a standard error of less than 90 °C, using 49 independent variables.
The next one is a Holubcik model, also based on multiple regression to predict the characteristic melting temperatures of biomass ashes with additives [
38]. However, in this model, a small population of N = 21 samples with nine independent variables was used, which may indicate the limited applicability of this model for a wider range of biomasses. The standard error of temperature estimation for the Holubcik model was below 70 °C.
For the prediction of phase transformations, models are also made based on neural networks, such as the Miao model [
39]. This model predicts softening temperatures ST based on the chemical composition of 200 coal ash samples. In the best version, this model contains five variables and allows ST prediction with an average error not exceeding 3.59%.
Another author, Yang [
40], based his nonlinear model on a database containing 77 samples of coal ashes. This model was built based on the SVM (Support Vector Machine) package from MATLAB
® software. This calculates the softening temperature ST for the tested samples with an accuracy of 86.7%.
Phase transition temperatures can also be determined based on thermodynamic equilibrium calculations, often using the FactSage
® software [
41,
44] for STA (Simultaneous Thermal Analysis) and equilibrium thermodynamic calculations to predict characteristic fusion temperatures [
41]. The predicted temperature of ash sample deformation is near the designated temperature T
30 (30% of the mass of the sample occurs in the liquid phase). In the described tests, the results differ by less than 100 °C for straw and wood bark. By using the same model, the predicted temperatures of ash deformation from miscanthus and beech trees differed by less than 200 °C. Thus, it can be said that the model is sensitive to the type of biomass and the chemical composition of it.
The authors have not identified any other similar studies on the prediction of AFT (Ash Fusion Temperature) using the model dedicated to halloysite modified biomass. Additionally, the authors would like to point out the AFT model can be used as a productive tool in computational works which can be performed by engineers for raw and modified biomass. This model can also be used for necessary simulations in in the frame of the modern Industry 4.0 concept.
2. Ash Fusion Temperature Model
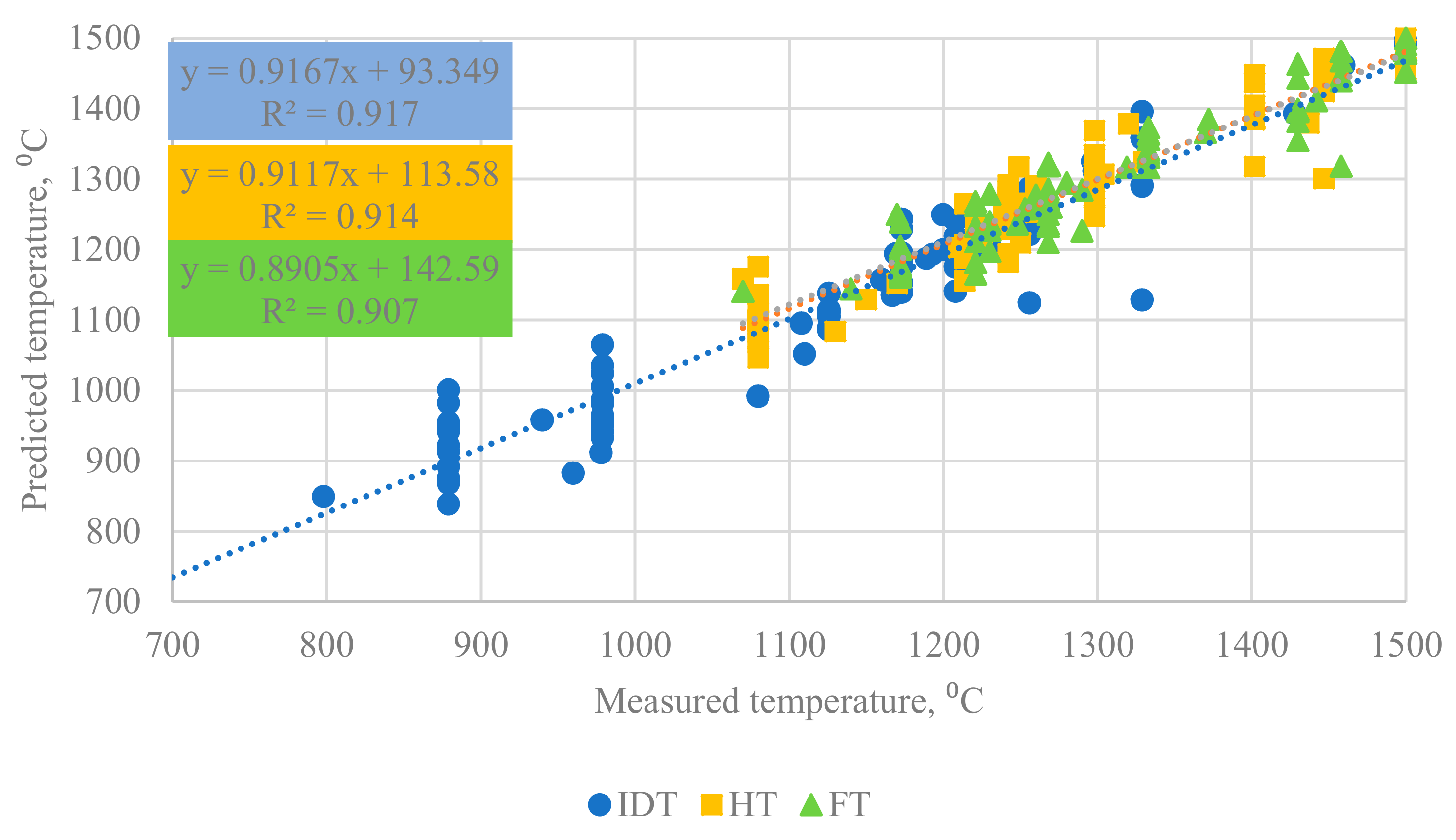
The AFT (Ash Fusion Temperature) model developed in this work was performed in Statistica 13.1. A software package containing statistical analysis using multiple progressive regression was used. This model is divided into three separate models, which are designed to predict the characteristic ash melting temperatures: IDT—initial deformation temperature, HT—hemisphere temperature, FT—flow temperature. It is based on the chemical composition of fuel and ash as is the standard [
45]. IDT, HT, and FT temperatures are dependent variables in the discussed models. The model calculating shrink temperature SST was not made due to the incomplete database in this area. The regression model was made at the significance level of α = 0.05. For the discussed models (IDT, HT, FT), several coefficients describing multiple regression parameters are presented, such as the F—statistical significance level by Fisher–Snedecor test and p—corresponding probability level, R
2—model determination coefficient, and S
e—standard error of estimation. The models are designed to predict AFT for biomass (raw and modified using fuel additive). Additionally, the co-authors used artificial neural networks to predict the same three biomass ash fusion temperatures. These results were presented separately in [
46].
2.1. Fuel Database
To build the AFT model, a database describing 104 biomass samples of various types were taken from [
47]. This paper provides information on the chemical composition of biomass samples as it collects data from available scientific references. Additionally, in the present study the fuel database was supplemented with experimental analyses carried out in the external laboratory. All of the analysis were performed in accordance with the official methodology that is established by the European Standard Technology Committee. Each sample is characterized by a complete data set (complete ash oxide analysis, AFT experiment results for IDT, HT, FT, sulfur and chlorine content in fuel). Incompletely analyzed samples were omitted.
Additionally, the database was extended by four samples of biomass which were tested during our own investigations (marked as BZ—herbaceous pellets, DM—miscanthus, DS—cereal straw, SPK—wheat straw). Four samples of biomass without additive (BZ0, DM0, DS0, SPK0) and four samples of biomass with the halloysite additive (BZ2, DM4, DS4, SPK4) were investigated (“0”—without halloysite, “2”—2 wt.% of halloysite, “4”—4 wt.% of halloysite).
Table 2 shows the analyses of used fuels. Proximate and ultimate analysis results for fuels without additive were carried out according to the international standards. In particular, proximate analysis was performed according to standards for biomass fuels, such as PN-ISO 18134, PN-EN-ISO 18122, PN-EN-ISO 18123. Ultimate analysis was carried out by the external laboratory by using a high-temperature combustion method with IR detection. The LCV was determined by the calorimetric method according to PN-EN 14918. Theoretical analyses for fuel-additive mixtures were performed from the individual as-received fuel analysis and the halloysite additive analysis results. Additionally, major oxide analysis (performed with the Thermo iCAP 6500 Duo ICP plasma spectrometer) and ash fusibility analysis (performed according to CEN/TS 15370-1:2007), for investigated fuels, are shown in
Table 3 and
Table 4.
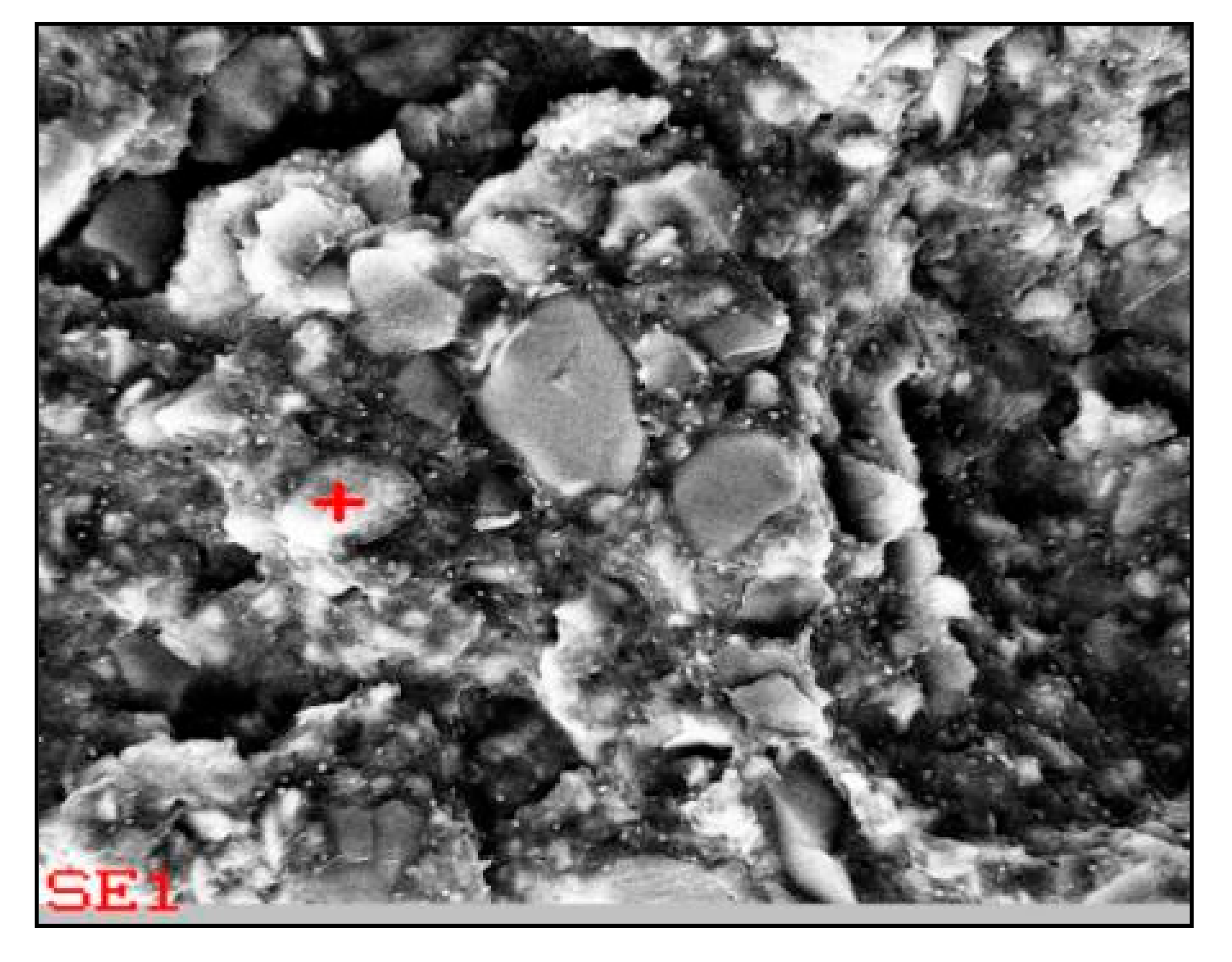
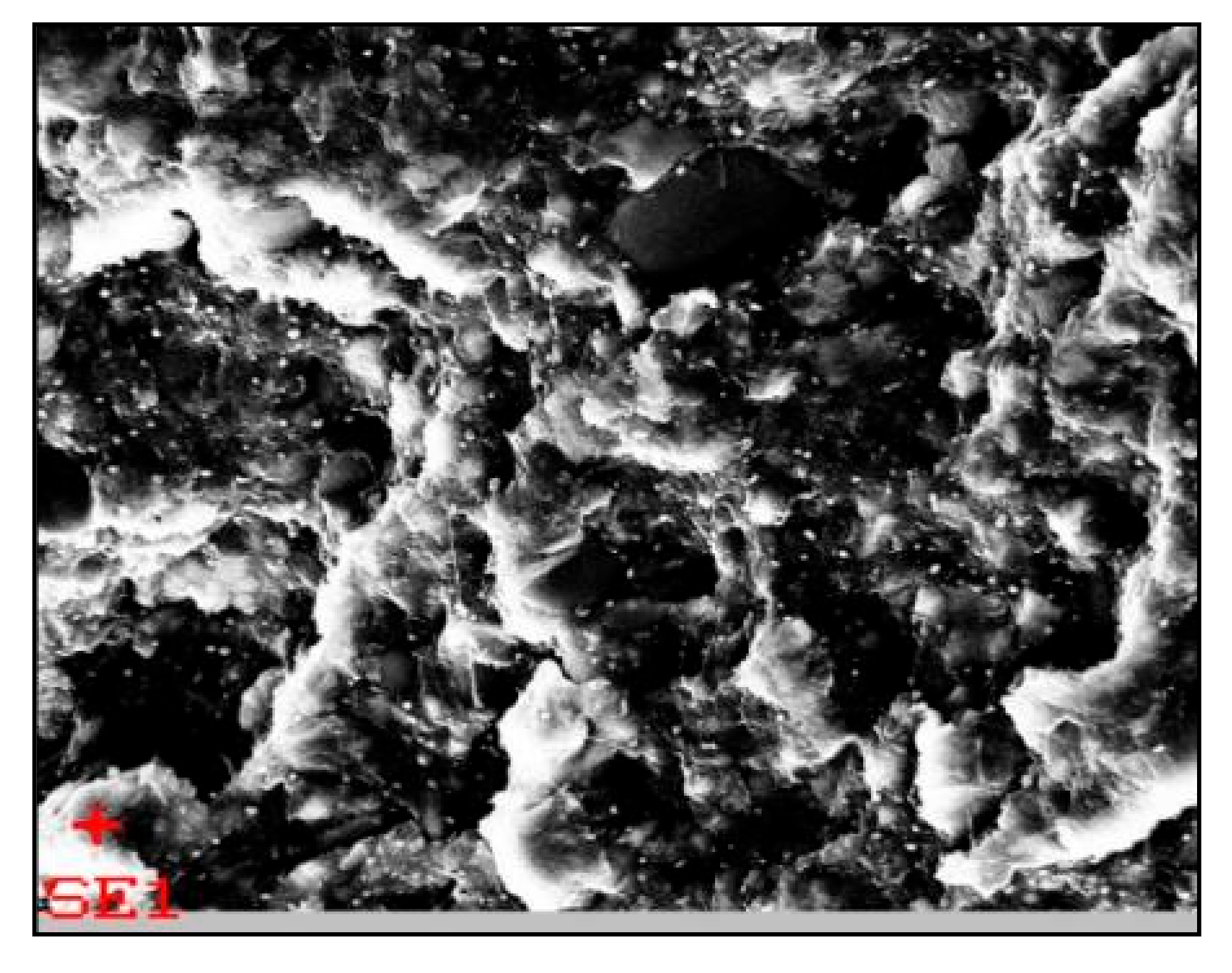
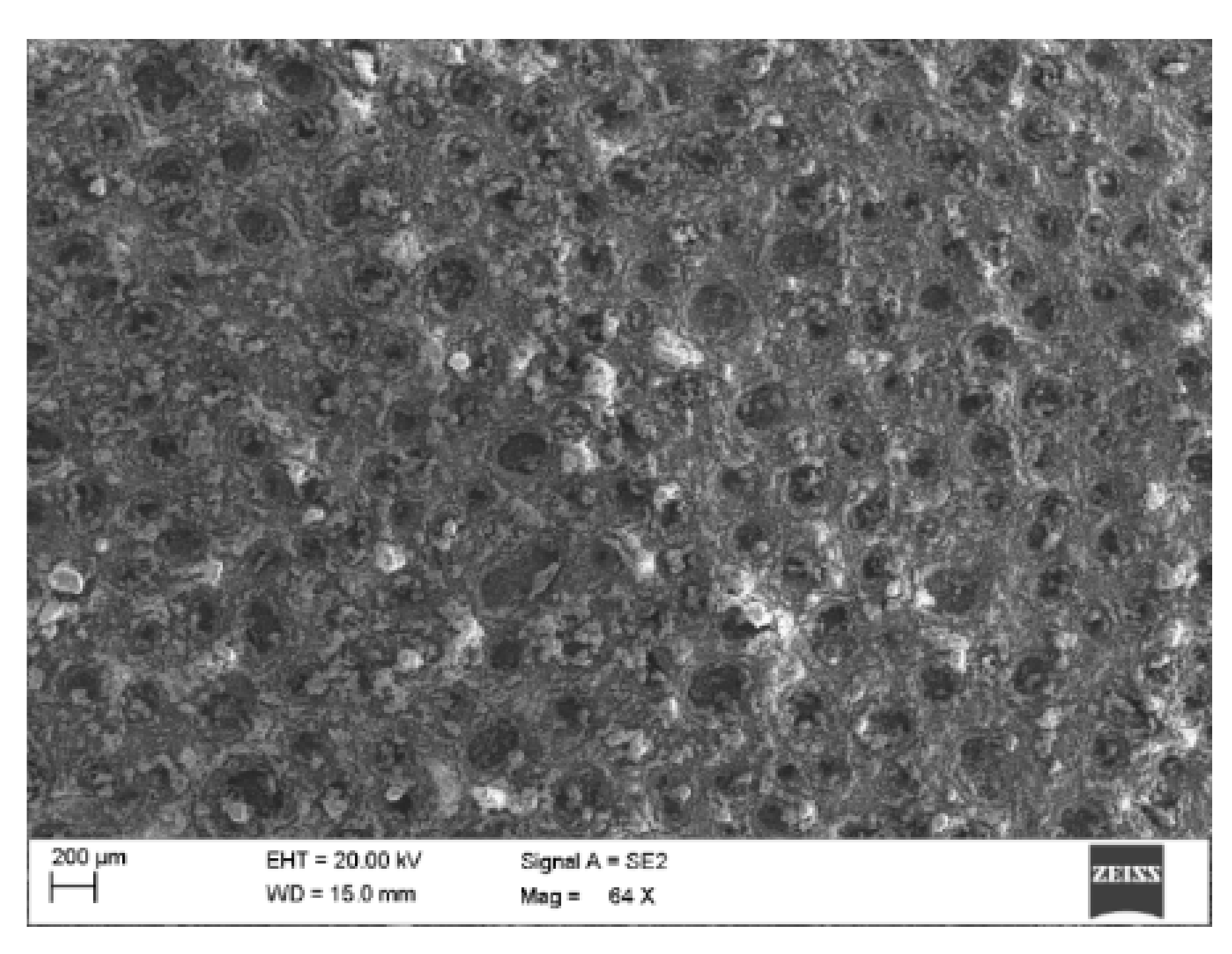
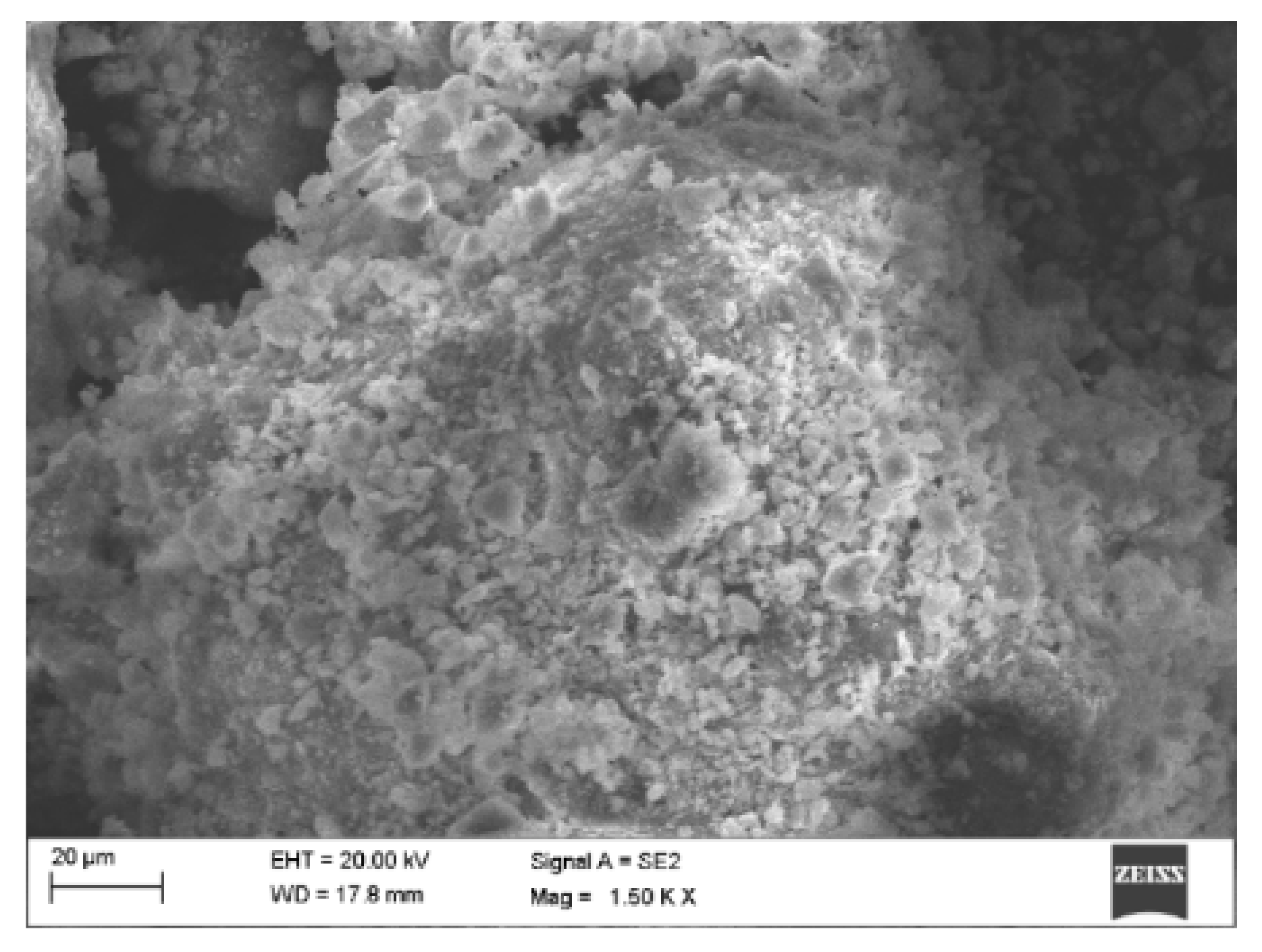
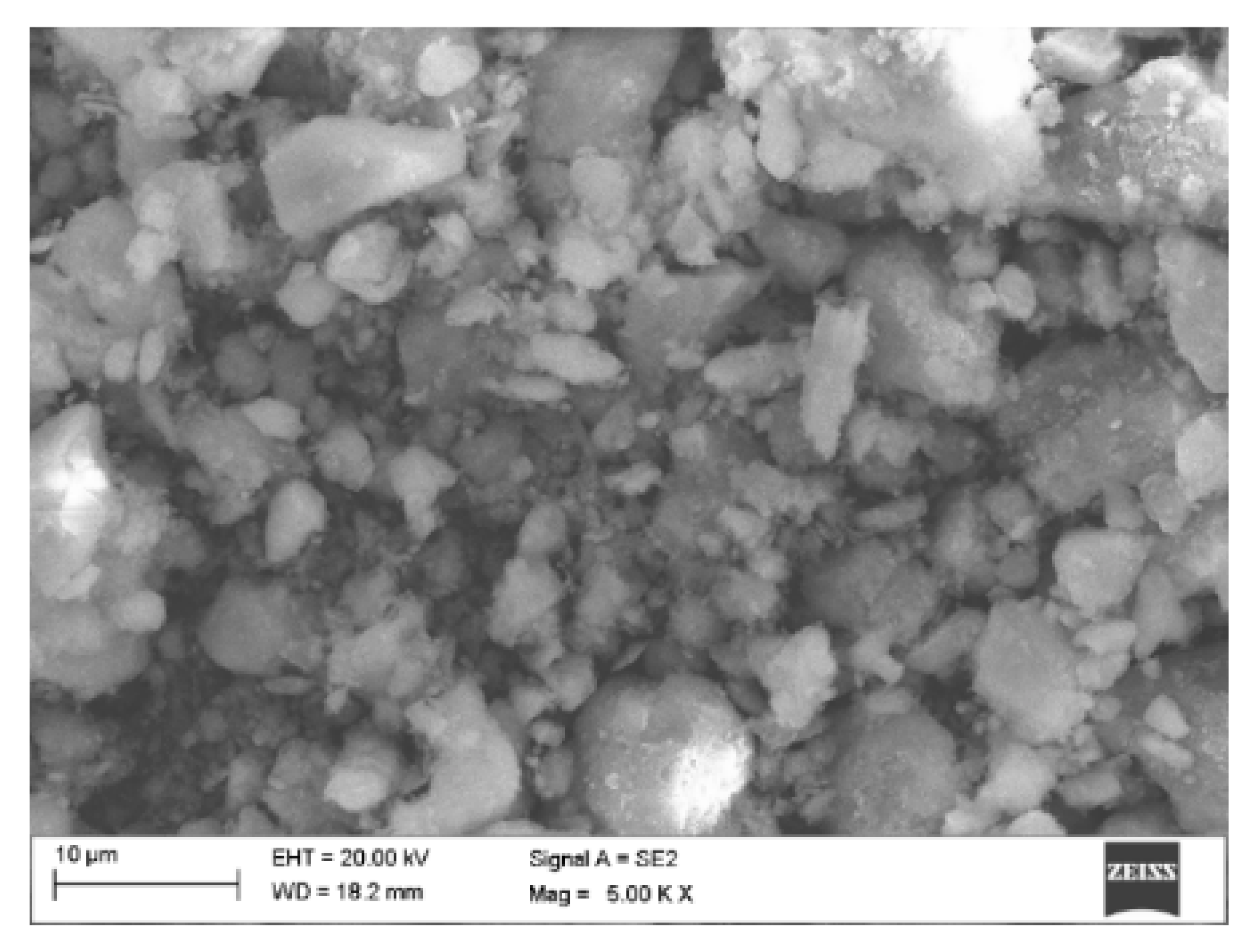
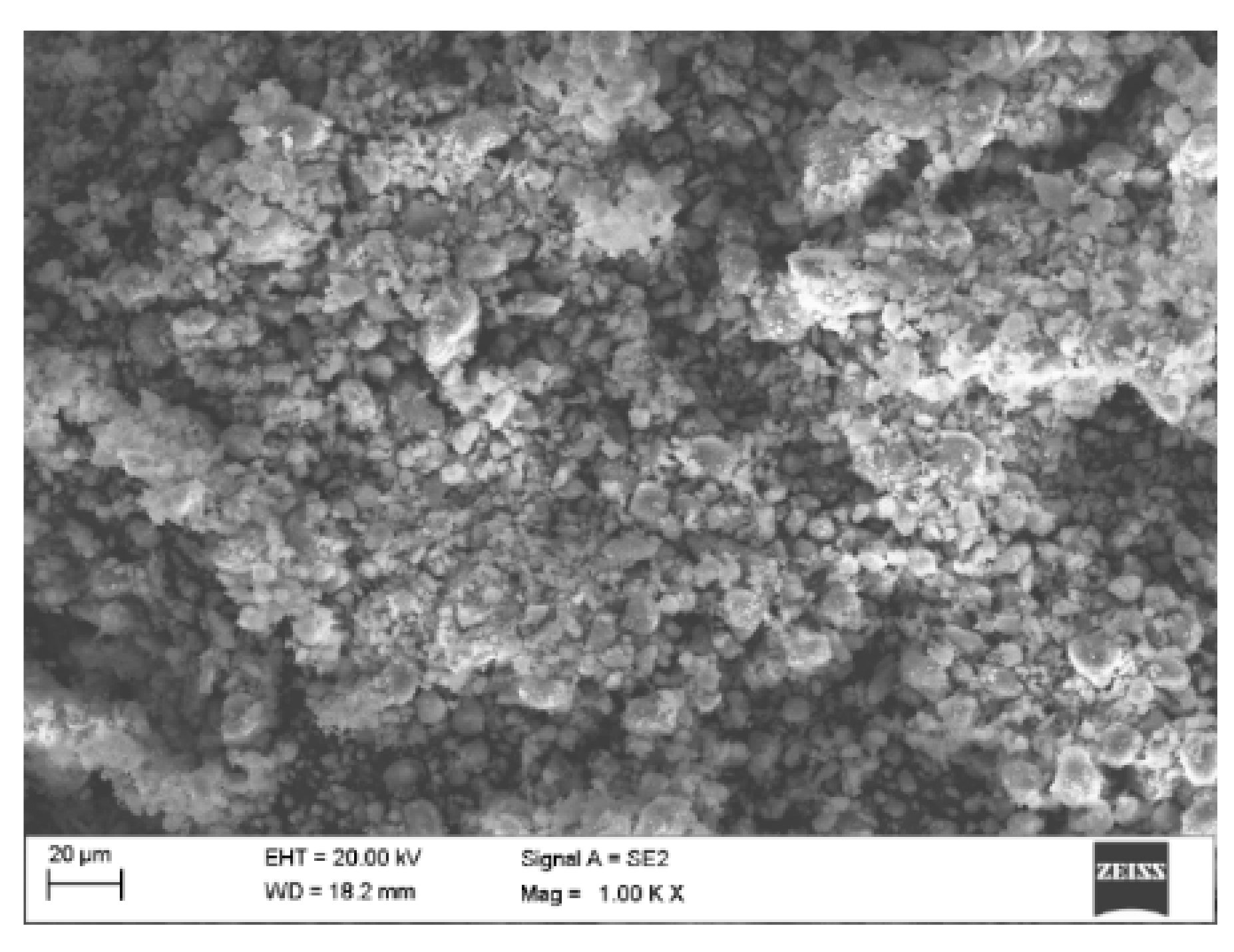
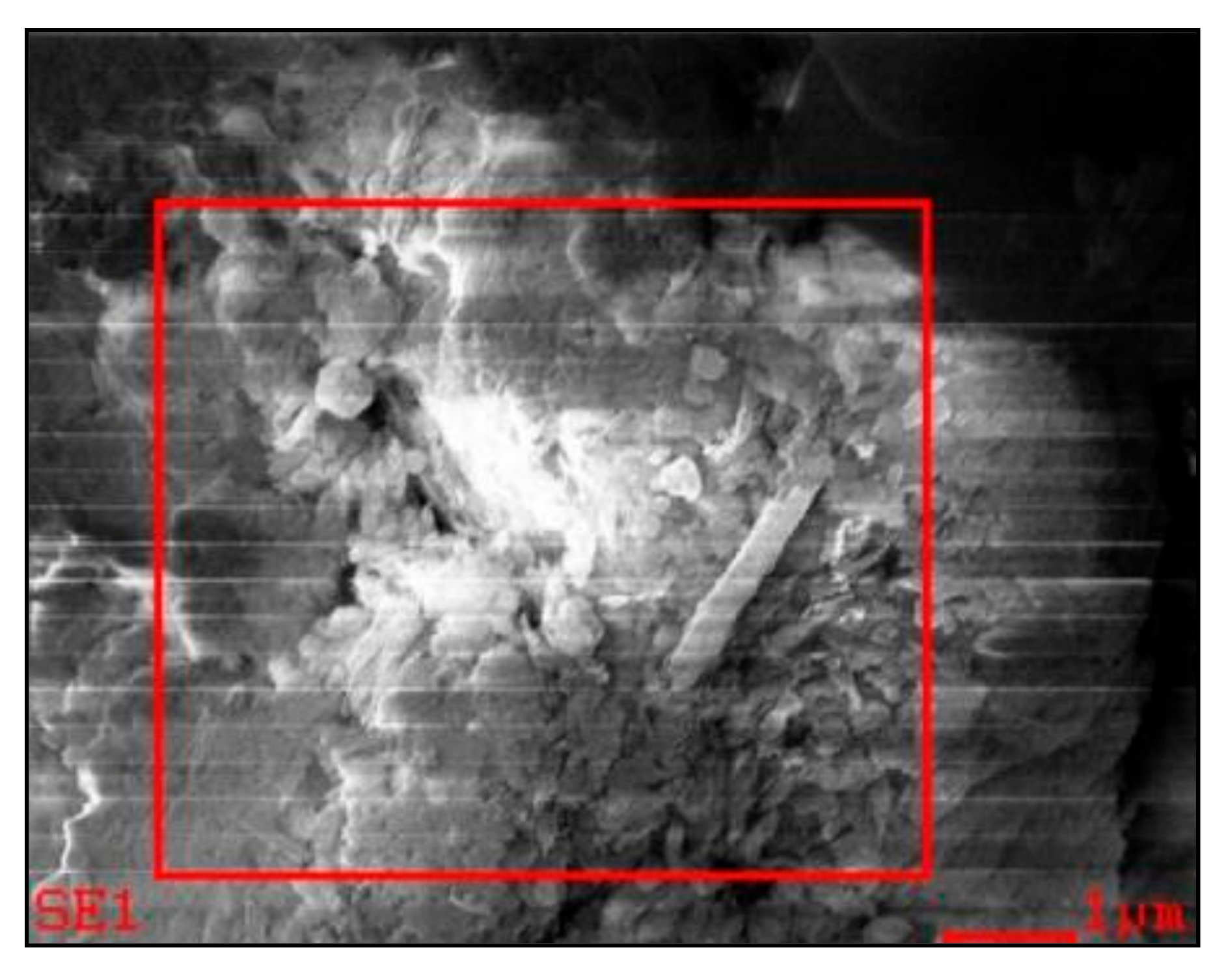
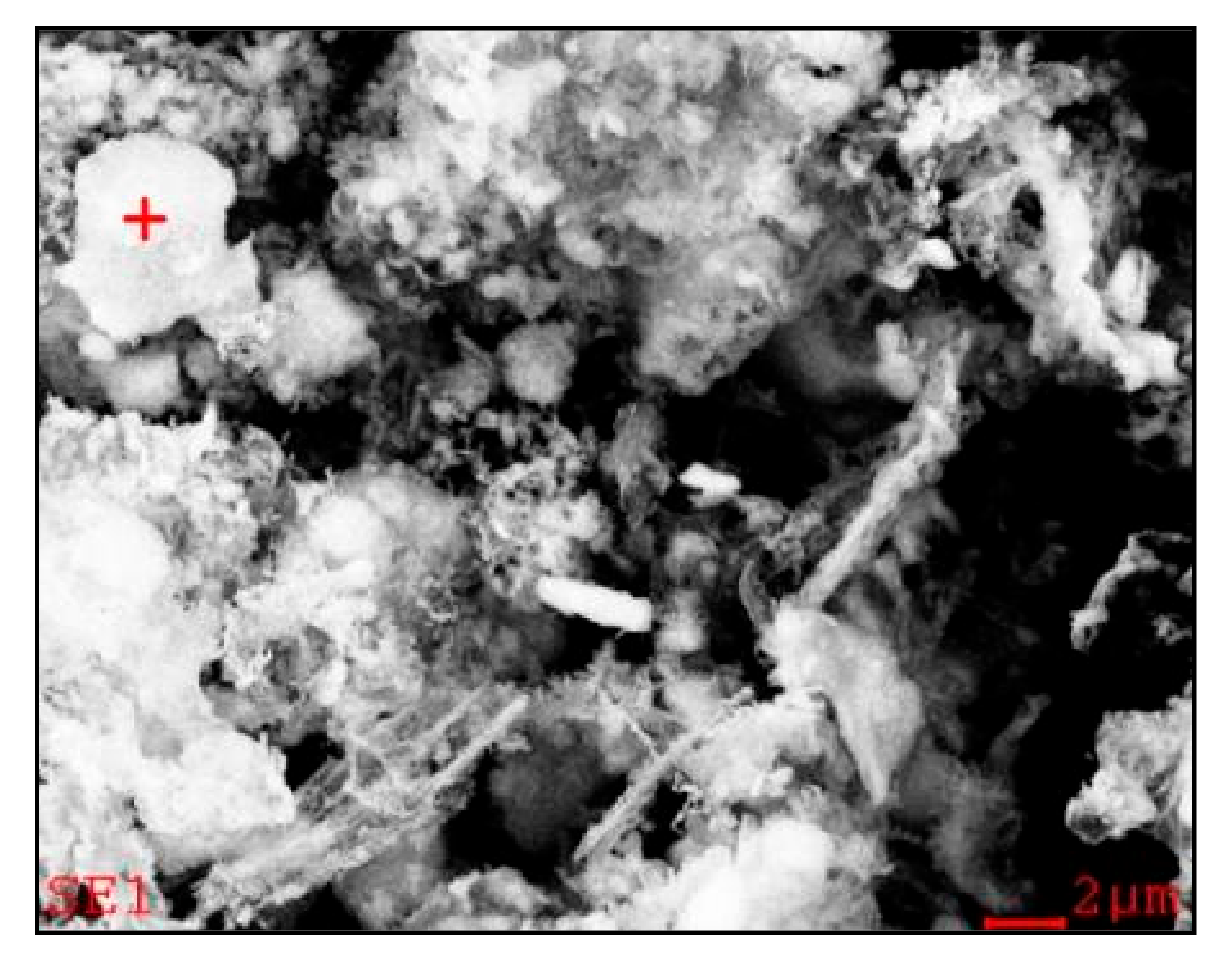
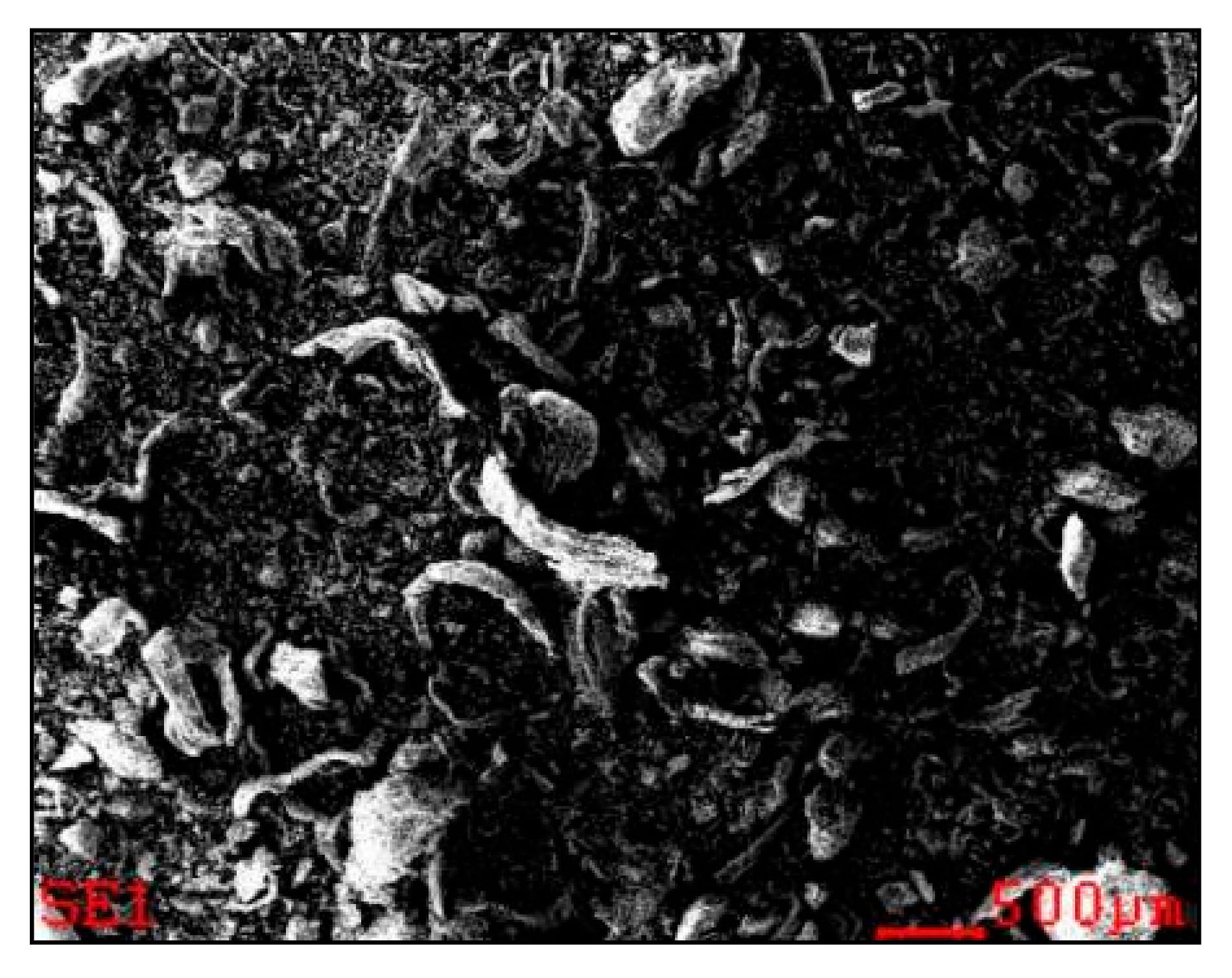
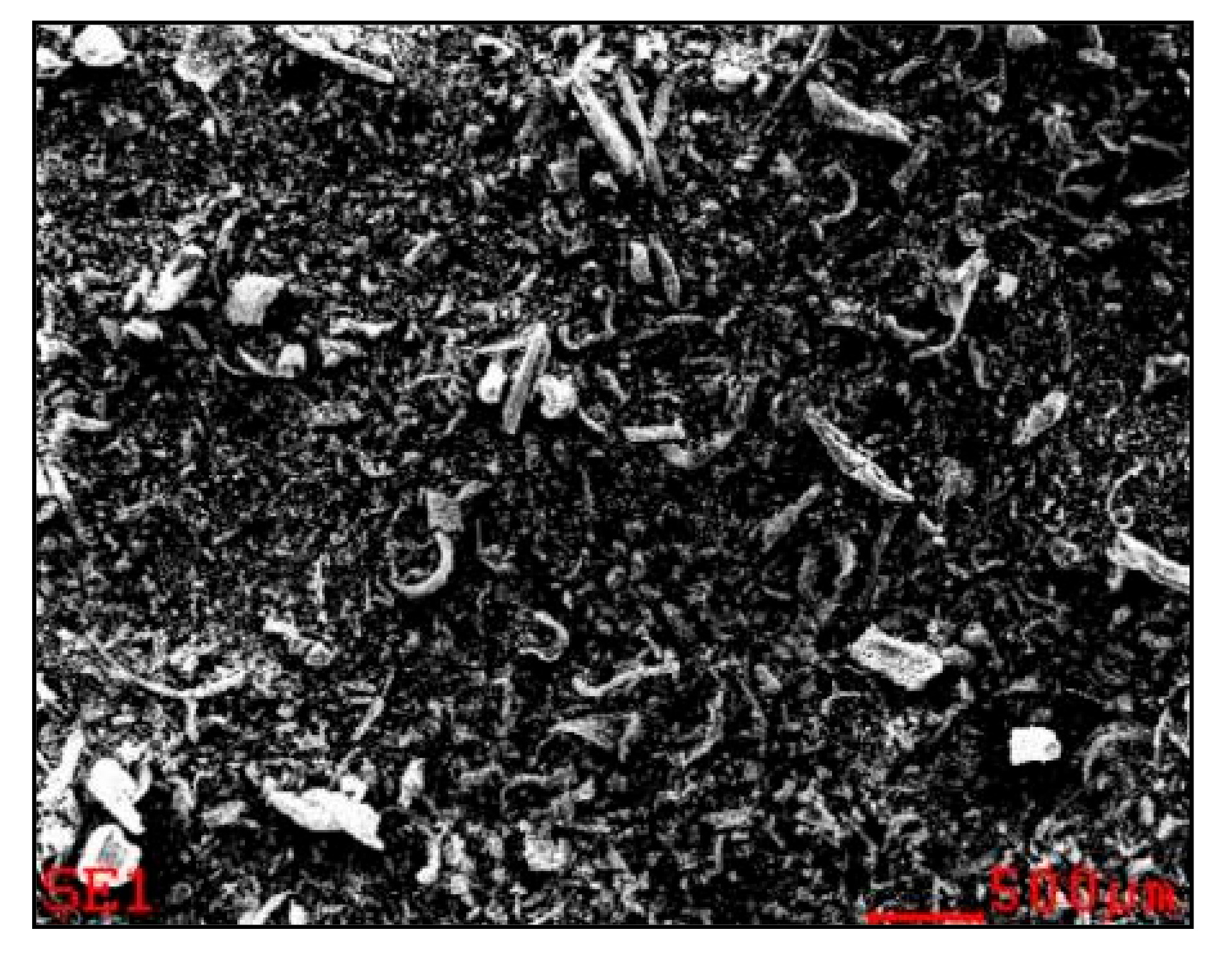
Moreover, morphological analyses of the structure of ash samples with and without halloysite were performed. Analytical samples with a particle size of <425 μm were prepared from the fuels specifically tested in this work. Initially, samples of biomass fuels were crushed to a fraction of <1000 μm in the LMN-240 knife mill, and then to a size <425 μm in the LMN-100 grinder. Mass doses of halloysite 2 wt.% or 4 wt.% were added to the biomass. The halloysite used in the research was characterized by a particle size of <350 μm and was added in an as-received state. The mixing of fuels with the addition of halloysite was carried out in a drum mixer. The sample homogenization time was 2 hours. Analytical biomass with and without additive was ashed at 550 °C. The samples prepared in this way were subjected to SEM-EDS microscopic analysis. The surface structure of the samples was tested in a Zeiss Supra 35 high-resolution scanning electron microscope, equipped with the Trident XM4 system by EDAX (EDS, WDS, EBSD) at a maximum accelerating voltage of 20 kV and magnification up to 50,000×. The qualitative and quantitative analysis of the chemical composition in the microareas of the tested sample surfaces was carried out with the use of EDS scattered X-ray energy detection. A structural examination of the sample surface was performed with the use of SE (secondary electron) imaging. The analysis included a raw sample of halloysite (HA-I–HA-VI), samples from biomass combustion without the addition of halloysite (BZ0, DM0, DS0, SPK0) and with the addition of halloysite (BZ2, DM4, DS4, SPK4). The results of the SEM-EDS analysis are presented later in this article.
Finally,
Table 5 shows the min and max values of individual ash and fuel components entering the AFT model. The ranges of data entered are very wide—e.g., content of silica in the ash is in the range of 0.00–94.48 wt.%, potassium content: 0.23–63.90 wt.%, phosphorus content: 0.00–40.94 wt.%, sodium content 0.00–29.82 wt.%, sulfur content: 0.01–2.33 wt.%, chlorine content: 0.00–3.13 wt.%, etc. This demonstrates the potentially wide applicability of the AFT model for biomass with different chemical compositions, as well as for biomass with fuel additives.
2.2. Basics of Multiple Regression
The multiple regression is one of many ways to match a linear function to empirical data. The least-squares method is used in this regression, by means of which the regression line is selected that the sum of squares of the distance for measurement points from the regression line is as small as possible, this can be written as follows (1) [
48]:
Through the application of this criterion, it is possible to choose practical structural parameters of the regression model β
0, β
1. The multiple regression model is described by Equation (2) [
37,
38]:
where:
—dependent variable,
—independent variables,
—structural coefficients, assigned to successive independent variables.
There are several assumptions in the regression model. The model assumes the linearity of parameters and the stability of the relationship between the studied phenomena. Additionally, the random component is a random variable with a normal distribution N (0, σ2) [
48]. To verify the fit of the model to the empirical data, the determination coefficient R
2 is most often used. R
2 is calculated from the following Equation (3) [
49]:
where:
The numerator of the above formula defines the variability of
and the predicted value, while the denominator checks the variability of the observed values of
. This means that the determination coefficient R
2 is a measure of matching the variable y to the predicted value. The R
2 coefficient takes values in the range of 0.0–1.0. The closer to 1.0, the better fit of the model to the empirical data. However, using only R
2 is not enough to assess the correctness of model prediction. A suitable parameter is the adjusted determination coefficient R
2adj (4). It evaluates the number of significant independent variables used in the model. The removal of irrelevant independent variables has the effect of increasing the R
2adj ratio [
50]:
where:
However, this coefficient always takes values lower than R
2. Another parameter describing the model fit to the empirical data is the standard error, also called the standard deviation of the residuals S
e. It is a very popular statistical parameter and determines the average difference between measured and predicted values. It is described by the following Equation (5) [
51]:
where:
The next simple parameters verifying the correctness of model prediction include the absolute error Δx (6) and the relative error δ (7). These parameters are useful when analyzing specific prediction results.
where:
One of the basic methods of verifying the statistical significance of the multiple regression model is the use of the F-Fisher—Snedecor test [
52]. It consists of checking whether there is a relationship between the dependent variable and the system of independent variables. The zero hypothesis H0 is tested for which the independent variables β
n are 0 (H0: β
n = 0) (hypothesis of no regression). An alternative is a hypothesis H1for which the regression coefficients reach values different from 0 (H1:
≠ 0), [
53]. Next, the value of the F-Fischer–Snedecor test F
emp is calculated from Equation (8); the F
crit value is read from the Fisher–Snedecor test table and they are compared [
52,
53]. If F
emp > F
crit, then H0 must be rejected—the hypothesis of no regression. There is a linear regression relationship between the dependent variable and the independent variables system. If F
emp < F
crit, then H0 cannot be rejected. This would mean that the regression equation does not have a strong linear relationship. If the value of p (test probability) is lower than the adopted level of statistical significance, the structure of the model is correct and its assumptions are satisfied, the null hypothesis can be rejected. In the designated model, the H0 hypothesis is a hypothesis of no regression [
54,
55].
where:
SSx—the sum of squared deviations for the X (independent variable);
SSy—the sum of squared deviations for the Y (dependent variable);
Sxy—the sum of squared deviations for the X and Y characteristics (dependent and independent variable);
n—the number of freedom degrees.
2.3. Indicators
Mathematical indicators that are more commonly used in the literature for the prediction of fuel slagging and fouling tendencies were compared. Despite the limitations related to these procedures, they are constantly used to estimate the tendency of biomass fuels to form deposits. Finally, the AFT model is based on several indicators selected from 103 tested independent variables. After all considerations and calculations, 42 independent variables were chosen for IDT and HT, and 40 for FT. The IDT, HT, FT indicators are presented in
Table 6. Independent variables that have a significant statistical impact (for which the probability of test statistics reached
p < 0.05) are marked in red.
Below, there are indicators that have more complex equations which cannot be included in the Equations (9)–(20). They were obtained from the literature [
7,
37,
38,
39,
47,
56]:
2.4. Model Limitations
To calculate IDT, HT, FT temperatures, complete oxide composition should be given and normalized to 100 wt.% (SiO2 + CaO + K2O + P2O5 + Al2O3 + MgO + Fe2O3 + SO3 + Na2O + TiO2 = 100 wt.%), as well as the sulfur content in the fuel in dry state Sd (wt.%) and chlorine content in dry fuel in dry state Cld (wt.%). Below, the assumptions for model limits were described.
The analytical biomass sample should be fired in a muffle furnace at 550 °C in accordance with PN-EN ISO 18122: 2016-01 [
57];
Oxide analysis of the ash sample must be in accordance with the procedure described in [
58] and normalized to 100 wt.%;
The content of individual ash components must be kept in the min/max range, which is given in
Table 5;
Analysis of sulfur and chlorine content in the fuel must be in accordance with the procedure described in [
59] and given in wt.% of the dry matter content;
The model calculates the characteristic fusion temperatures (IDT, HT, FT) of the ash sample under the oxidation atmosphere in the temperature range 700 °C ≤ x ≤1500 °C (AFT experiment range [
45]); results outside should be rejected as unreliable.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}