3.1. Carbon Source Assessment
With the aim of identifying potential raw materials for the production of itaconic acid, initial experiments were carried out to evaluate the performance of
A. terreus when cultivated in different carbon sources. As can be seen in
Table 2, hexoses, especially glucose, were the preferred carbon sources used by the strain to produce itaconic acid. Glucose has also been reported as being the preferred carbon source for other filamentous fungi, and this could be explained by the fact that this hexose enables the most direct conversion pathway, eliminating the need for additional biochemical steps [
18]. In the present study, the production of itaconic acid from other carbon sources including xylose, sucrose, mannose, and glycerol were clearly lower that that observed from glucose (
Table 2). The relevance of glucose as compared with the other carbon sources is also highlighted by the values of itaconic acid yield per substrate consumed, which was of 0.61 g/g of glucose consumed, more than three times higher than that observed for mannose, which was the second best carbon source evaluated in our study.
It is also interesting to note that the strain presented a very good ability to consume all the carbon sources, including C3 (glycerol), C5 (xylose), and C12 (sucrose), being a potential candidate for use in bioprocesses. However, unlike glucose, the other carbon sources were mainly used for biomass growth instead of itaconic acid formation, which is evidenced by the higher values of biomass yield (
YX/S) obtained (
Table 2). The biomass formation in glucose was the lowest as compared with the other carbon sources, which was due to the main use of this carbon source for product formation. These results play a crucial role in selecting novel lignocellulosic biomass sources for use on the production of itaconic acid, opening up good possibilities for integrating the production of this acid in a biorefinery.
3.2. Cellulose Pulp as Feedstock for Itaconic Acid Production
Since glucose was the best carbon source for itaconic acid production by
A. terreus, a cellulose-rich material can be considered to be the ideal candidate for use in this bioprocess as an alternative to replace pure glucose as the carbon source. During recent years, studies have reported the use of cellulose pulp as a substrate for the production of different compounds by fermentation, including ethanol and hydrogen [
19,
20]. However, there are no studies reporting the use of bleached cellulose pulp for the production of itaconic acid. This study confirms that bleached cellulose pulp can be a feasible feedstock for use in the production of itaconic acid since this material is produced in high amounts in the pulp and paper industries and has attracted great interest for use in the production of valuable compounds (rather than for use in the production of paper only). In addition to its great availability, other important advantages of using bleached cellulose pulp for itaconic acid production include its high content of cellulose (which can be converted into glucose) and the possibility of applying an enzymatic hydrolysis directly, without previous pretreatment, saving time and energy, which can positively impact on the final costs of the itaconic acid production process, making it more economical.
The cellulose pulp used in this study was produced from Eucalyptus wood. The chemical composition of this material was cellulose 89.7% and hemicellulose 10.3% (dry weight). Lignin was present in trace amount. Enzymatic hydrolysis of this material under the conditions used in this study yielded a hydrolysate containing 72.3 g/L of glucose and 14.8 g/L of xylose, representing a rich carbon source for use as fermentation medium by A. terreus. Fermentation results from this medium are discussed in the next sections.
3.3. Hydrolysate Sterilization
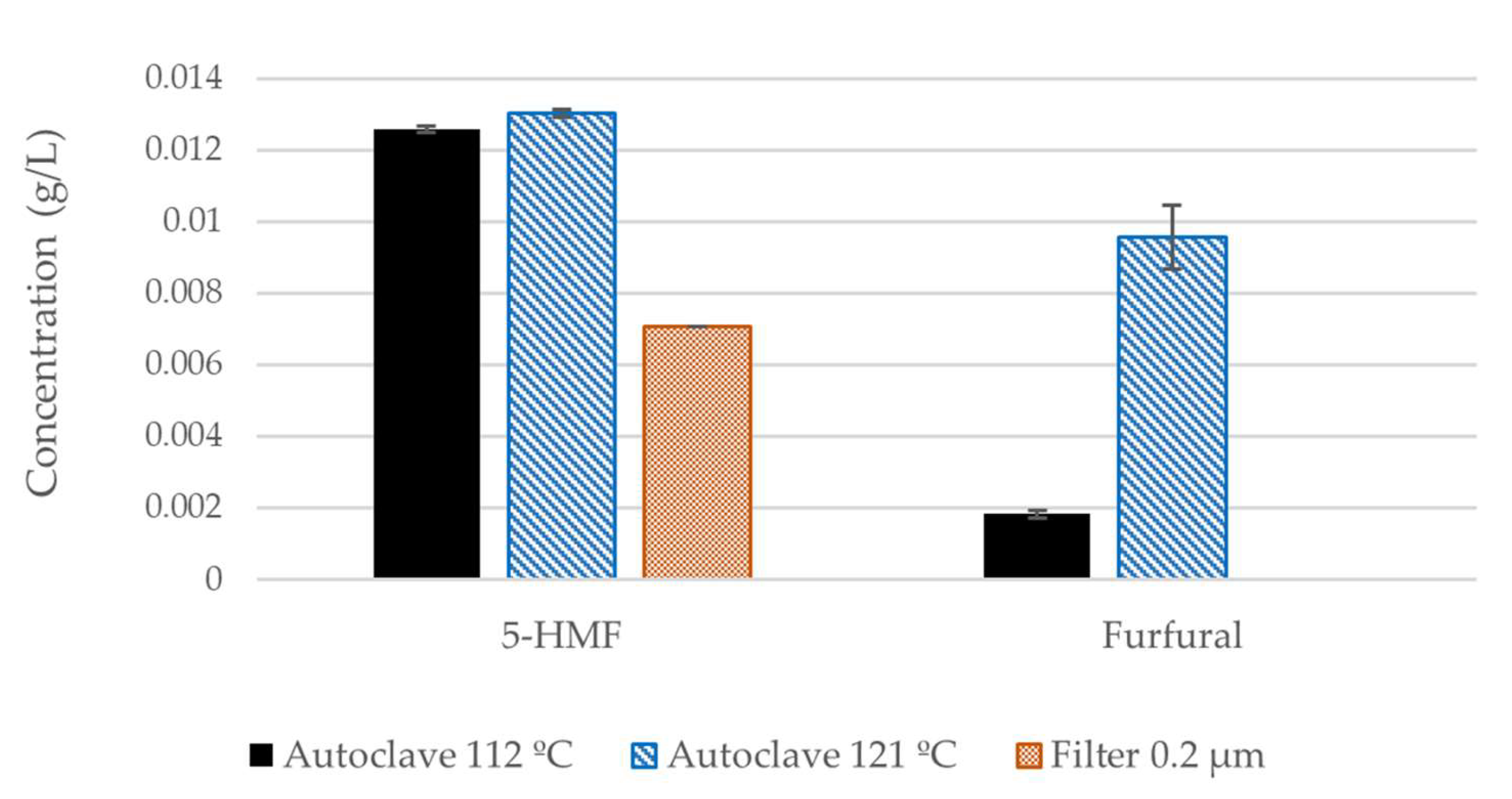
Sterilization is an important step to be performed when a pure culture has to be used in a bioprocess. However, since sterilization conditions can affect the composition of the hydrolysate, three different methods were evaluated in this study with the aim of selecting the option that most favors the production of itaconic acid by fermentation. Sugar degradation with consequent formation of toxic compounds (5-HMF and furfural) and carbon-to-nitrogen ratio (C:N ratio) were the responses considered to select the best sterilization method.
Although the temperatures used for autoclaving could promote some degradation of glucose and xylose into 5-HMF and furfural, respectively, the formation of these compounds was low for all three sterilization methods evaluated (
Figure 1). For the membrane sterilization, the 5-HMF obtained was mostly likely residual and was already present after the enzymatic hydrolysis. It is well known that 5-HMF and furfural are toxic compounds that can affect the microbial performance during fermentation [
21]. In the case of itaconic acid production, 5-HMF and furfural concentrations of 0.4 g/L have been reported as being toxic for
A. terreus, inhibiting the growth, sugar utilization, and product formation [
22]. These values are much higher than the concentrations found in the cellulose pulp hydrolysate, independent of the sterilization method applied (
Figure 1). Therefore, it can be concluded that none of the sterilization methods was able to promote significant degradation of sugars and formation of toxic compounds at a level unsuitable for fermentation.
The carbon-to-nitrogen ratio (C:N ratio) is another important characteristic of the hydrolysate that can strongly affect the microbial performance during fermentation, being of high importance to define a suitable C:N ratio to obtain high product yield during fermentation [
23]. Analyses of the carbon and nitrogen contents in the cellulose pulp hydrolysate revealed that the carbon composition was not affected by any of the sterilization methods evaluated in this study. However, the nitrogen content was changed, leading to hydrolysates with different C:N ratios (
Table 3). Sterilization by filtration clearly resulted in a medium with lower content of nitrogen, which was also visually cleaner and more translucent than the hydrolysates sterilized by autoclaving (figure not shown). According to the literature, nitrogen limitation can be beneficial for the production of organic acid [
18]. Since nitrogen is required for biomass production, lack of nitrogen can slow down cell growth, to which some fungi respond by increasing the organic acid production [
18]. In addition, high C:N ratios would direct more carbon into the tricarboxylic acid (TCA) cycle, allowing for higher productivities [
24]. Ratios that are too high, however, could lead to reduced productivity due to substrate inhibition [
18].
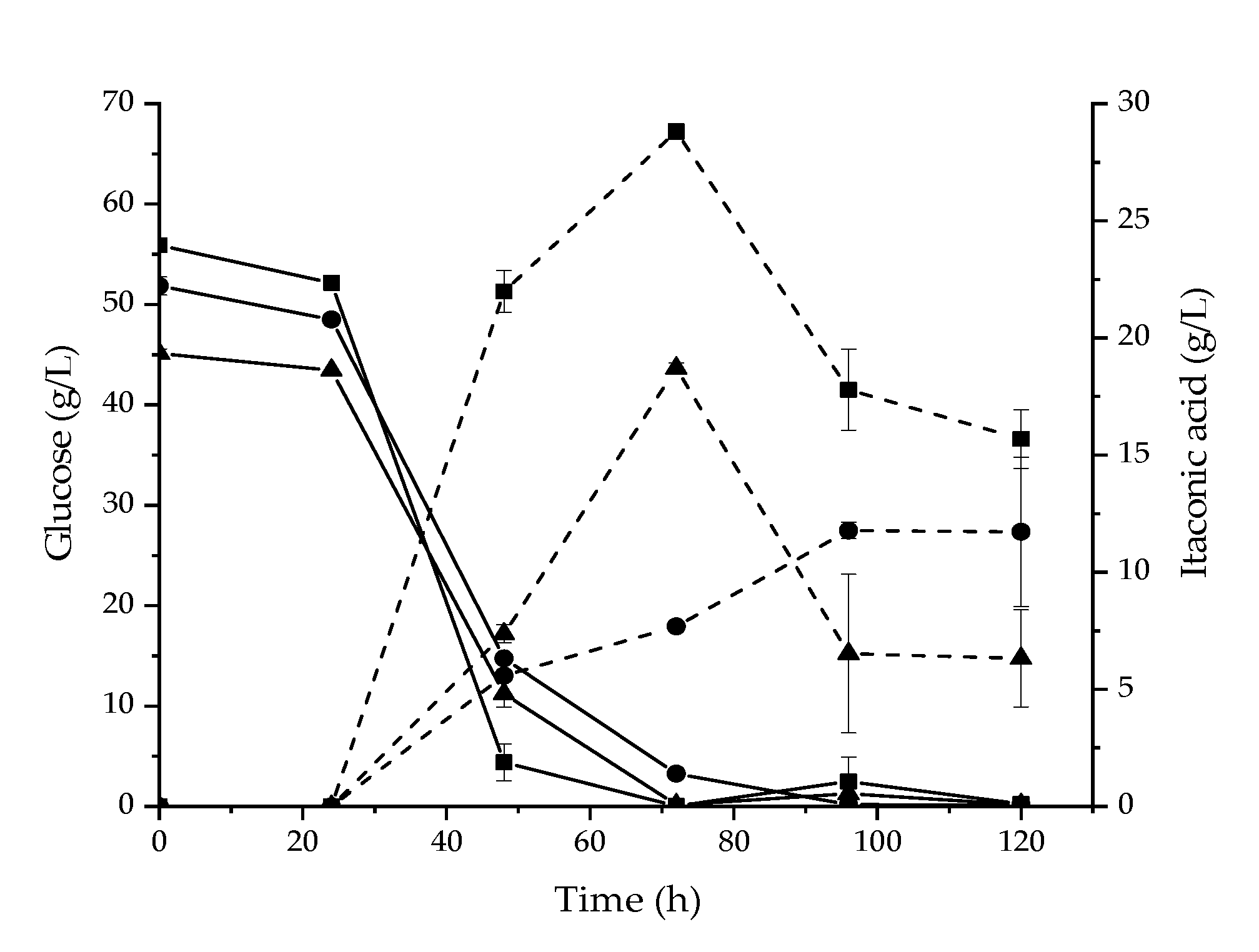
In order to select the sterilization method more suitable for the production of itaconic acid by
A. terreus, fermentation assays were performed using the sterilized hydrolysates, with and without nutrient supplementation. No biomass growth or glucose consumption were observed from media without nutrient addition, thus, confirming the necessity of adding nutrients to all the hydrolysates. The results obtained from fermentation of sterilized hydrolysates with nutrient supplementation showed a clear advantage for the method of sterilization by membrane filtration (
Figure 2), which provided the highest itaconic acid yield (0.52 g/g) and productivity (0.40 g/L·h) after 72 h (
Table 4). It is also interesting to note that glucose consumption and itaconic acid production were maximum at 72 h of fermentation but decreased afterwards, indicating possible consumption of the product when glucose, the main carbon source, was exhausted.
Analysis of the fermentation parameters (
Table 4) clearly indicated that the hydrolysate sterilized by the filtration method promoted the best fermentation performance, resulting in the highest values of itaconic acid yield (
YP/S) and productivity (
QP). Such a result could be attributed to the C:N ratio present in the hydrolysate. The filtration method resulted in lower nitrogen content in the hydrolysate, and, as a consequence, in a higher C:N ratio that could have changed the metabolism towards acid production as opposed to fungal growth, thus, explaining the highest production of itaconic acid and the lowest production of biomass obtained from this medium. It is also worth noting that the production of itaconic acid from cellulose pulp hydrolysate sterilized by membrane filtration obtained in the present study compares very well to other studies on the production of this acid from different biomass hydrolysates [
25,
26]. When corn starch and wheat bran hydrolysates were used as fermentation medium for
A. terreus, itaconic acid yields of 0.41–0.42 (g/g) were obtained [
26].
On the basis of the above, sterilization by membrane filtration was selected as the most suitable sterilization technique as it provided the best results of itaconic acid titer, yield and productivity, and therefore was the sterilization method used in all the subsequent experiments.
3.4. Effect of Aeration on the Production of Itaconic Acid
A sufficient oxygen supply is a fundamental requirement for a successful performance of the microbial strain during fermentation processes. To better understand its effect on the fermentation of cellulose pulp hydrolysate by
A. terreus, three different aeration conditions were tested in a shake flask setup (
Table 1), which were promoted by varying the working volume used in the flasks. A similar setup has been used and discussed in other studies to understand the effect of aeration during fermentation in flasks [
27,
28]. Results of these experiments are summarized in
Table 5.Interestingly, the two boundary conditions, V
air/V
m of 11.5 and 4, showed a decreased fermentation performance as compared with that observed for the intermediate condition, V
air/V
m of 7.33 (
Table 5). In addition, the biomass yield was lower for a V
air/V
m of 7.33, revealing that an increased flux of carbon was deviated to the product formation under this oxygen condition. These results indicate that oxygen plays an important role in the production of itaconic acid by
A. terreus from cellulose pulp hydrolysate. Therefore, selecting the ideal condition is highly important to maximize the product formation since conditions of excess or limitation of oxygen did not provide the best results. According to some authors, interrupting aeration can completely stop the production of itaconic acid by
A. terreus [
29]. Moreover, experiments using different shaking speeds in flasks showed that lowering the RPMs had a negative effect on the production of itaconic acid [
22]. On the other hand, research with
Aspergillus niger revealed that a reduced level of dissolved oxygen has a positive effect on the production of itaconic acid since high levels of dissolved oxygen increase the production of other organic acids such as citric and oxalic acid, which redirects carbon away from itaconic acid production [
30]. Therefore, it is important to manage the aeration of the system carefully according to the strain and medium conditions used. Low and high concentrations of dissolved oxygen could both have an adverse effect on the production of itaconic acid. Research is, therefore, required to establish the best oxygen level to be used during fermentation. This is also of great importance for upscaling experiments in bioreactors.
Since a Vair/Vm of 7.33 was the oxygen condition that provided the best results of itaconic acid production, this condition was selected and used in the subsequent experiments.
3.5. Effect of C:N Ratio on the Production of Itaconic Acid
Considering that the previous experiments on the sterilization method suggested a significant influence of the C:N ratio on the production of itaconic acid, additional experiments were performed at this step to explore such effect with the aim of selecting conditions able to improve the production of itaconic acid from cellulose pulp hydrolysate. As a first approach, experiments consisted in changing the nitrogen availability in the medium by varying the concentration of (NH
4)
2SO
4 added to it. As can be seen in
Table 6, the addition of 1 g/L (NH
4)
2SO
4 did not provide sufficient nitrogen for the microorganism to properly metabolize the carbon source and convert it into itaconic acid. Better results were obtained for the other two nitrogen concentrations tested, 3 and 5 g/L. From these, supplementation of the medium with 3 g/L (NH
4)
2SO
4 gave the best results of itaconic acid production, with yield and productivity of 0.52 g/g and 0.40 g/L·h, respectively. These results confirm that the production of itaconic acid can be improved by using an appropriate C:N ratio. Nitrogen limitation or excess are both non ideal conditions for the metabolism of
A. terreus go through the itaconic acid formation.
The influence of different nitrogen sources and concentrations on the production of itaconic acid has also been reported in other studies using different microbial strains and fermentation media. For example, the production of itaconic acid by the fungus
Ustilago maydis in medium containing 200 g/L of glucose was improved when the concentration of NH
4Cl added as nitrogen source was increased from 15 to 75 mM [
31]; while the production of itaconic acid by
A. terreus ATCC 10020 from rice husk hydrolysate containing 15 g/L of glucose was improved when the medium was supplemented with 1.3 g/L NaNO
3 and 1.1 g/L (NH
4)
2SO
4 [
12]. This makes it possible to conclude that different strains have different nitrogen requirements for their metabolism and, according to the medium used for fermentation, different concentrations of nitrogen should be added to promote the best performance of the strain towards product formation.
As a second approach to explore the effect of the C:N ratio on the performance of
A. terreus to produce itaconic acid from cellulose pulp hydrolysate, small changes in the carbon composition were made for a fixed medium supplementation of 3 g/L (NH
4)
2SO
4 (which gave the best results of itaconic acid production in the previous experiments). According to the results, when the initial concentration of glucose in the medium was increased from 45 to 60 g/L, a significant increase in the production of itaconic acid could be observed, which resulted in 2.3 times and 3 times higher values of yield and productivity, respectively (
Table 7). These results reinforce that increasing the initial concentration of carbon source is an important strategy to result in a higher production of itaconic acid by
A. terreus. However, within the scope of this study, higher concentrations of initial glucose were not evaluated since, as the nitrogen supplementation was fixed, increased carbon sources would lead to much higher C:N ratios, which could negatively impact on the production of itaconic acid. For future experiments, higher concentrations of glucose should be tested using an appropriate nitrogen supplementation to offer the ideal C:N balance required by the strain to maximize the formation of itaconic acid from cellulose pulp hydrolysate.
Finally, considering the different strategies evaluated in the present study, sterilization of the cellulose pulp hydrolysate by membrane filtration, medium supplementation with 3 g/L (NH
4)
2SO
4, 60 g/L of initial glucose concentration, and oxygen availability of 7.33 (volume of air/volume of medium) were the most suitable to maximize the production of itaconic acid by
A. terreus, resulting in a production of 37.5 g/L, corresponding to a yield of 0.62 g/g glucose consumed, and productivity of 0.52 g/L·h. These values compare very well to other recent studies on the production of itaconic acid by
A. terreus from different lignocellulosic feedstocks (
Table 8) and confirm the feasibility of using bleached cellulose pulp for this application. These results can still be improved by optimization of the fermentation conditions using a bioreactor setup, which will be investigated in a next study.

 ,
, 





{kind=link}
{kind=link}
{kind=link}