Torrefaction of Straw from Oats and Maize for Use as a Fuel and Additive to Organic Fertilizers—TGA Analysis, Kinetics as Products for Agricultural Purposes

 ,
,  ,
,  , ,
, , 
Abstract
:1. Introduction
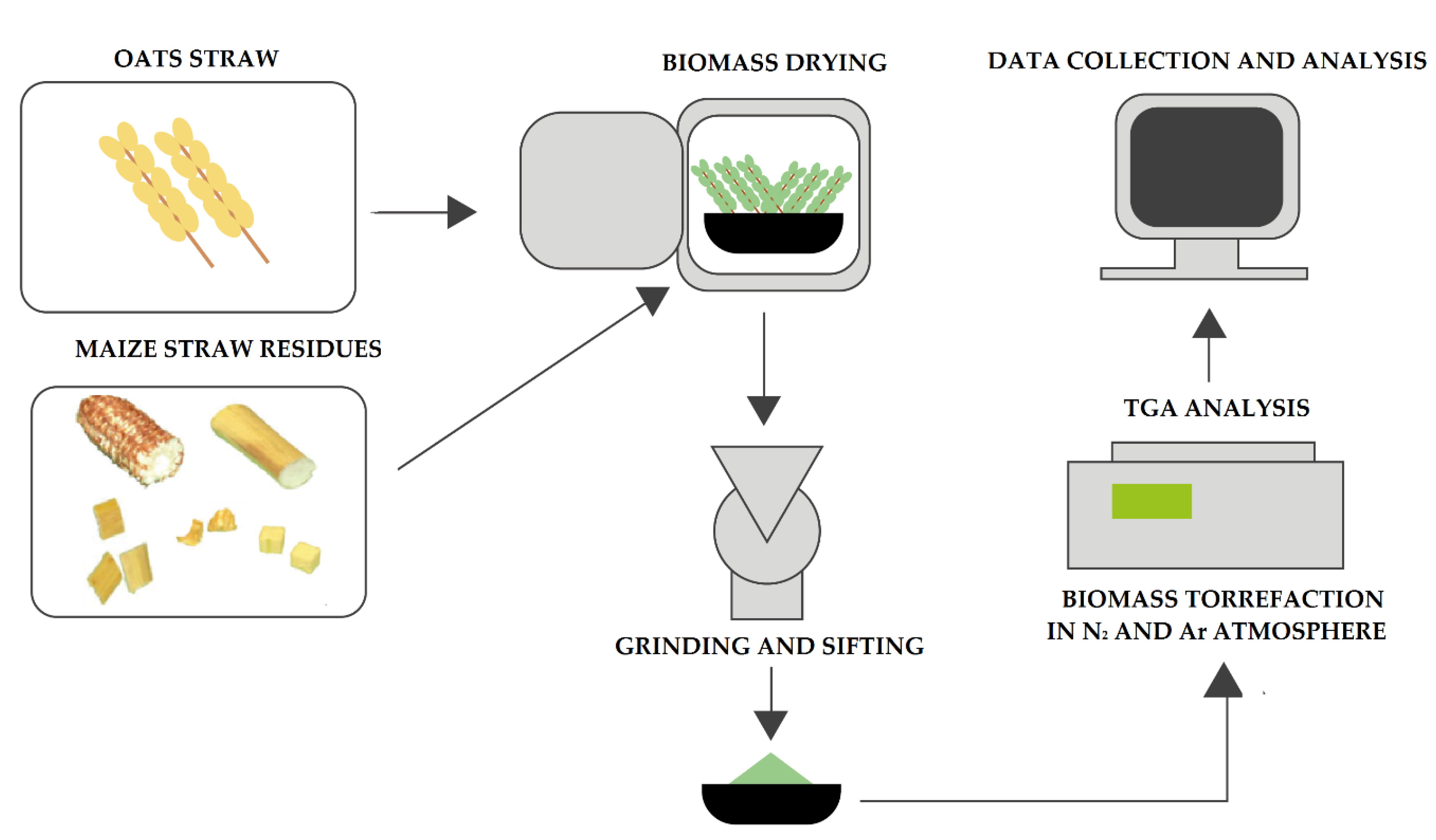
2. Materials and Methods
2.1. Methods
2.2. Thermal Gravimetric Analysis and Kinetics
2.3. Composition of Total Organic Carbon
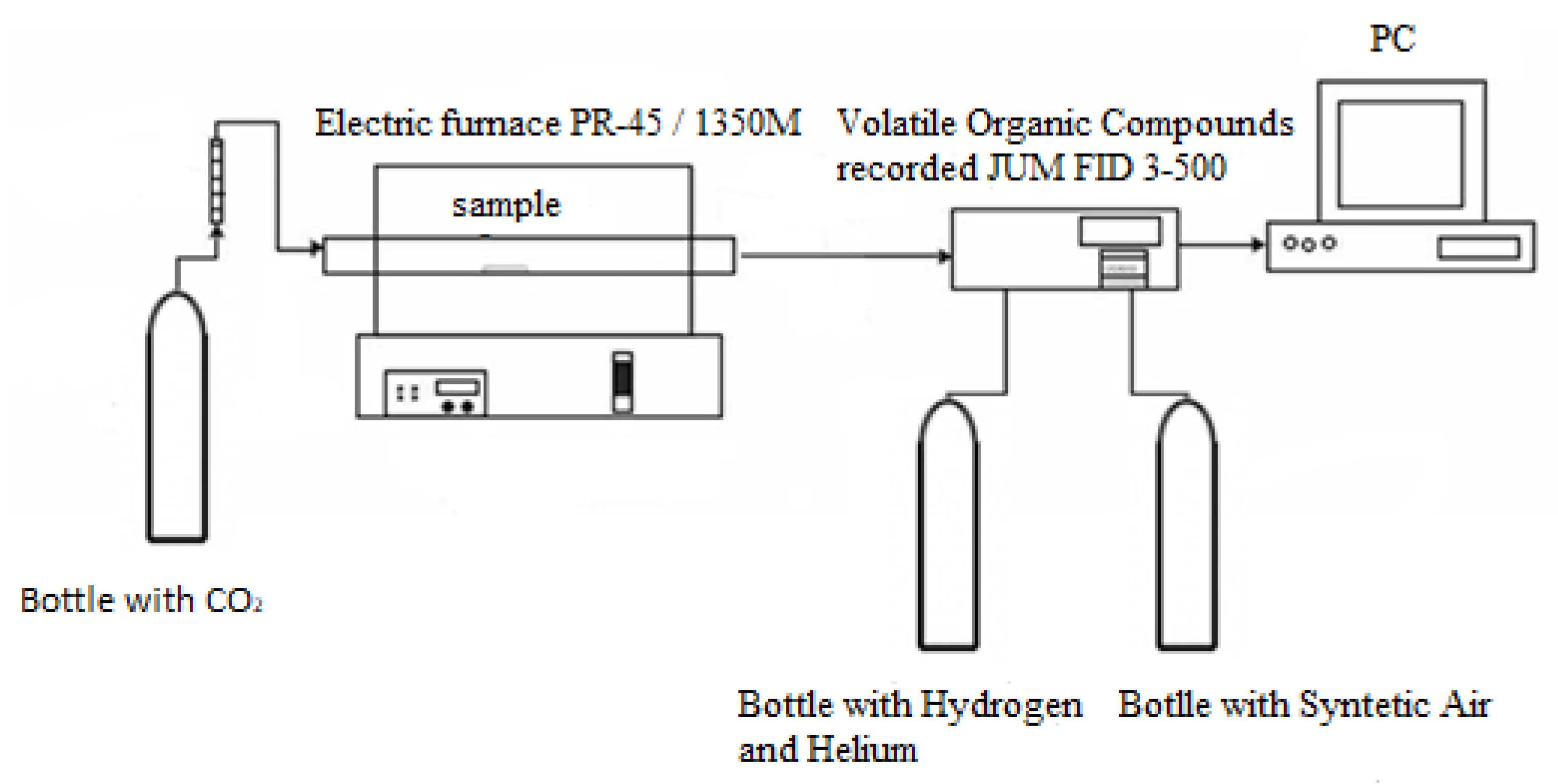
3. Experimental Procedure and Device
4. Results and Discussion
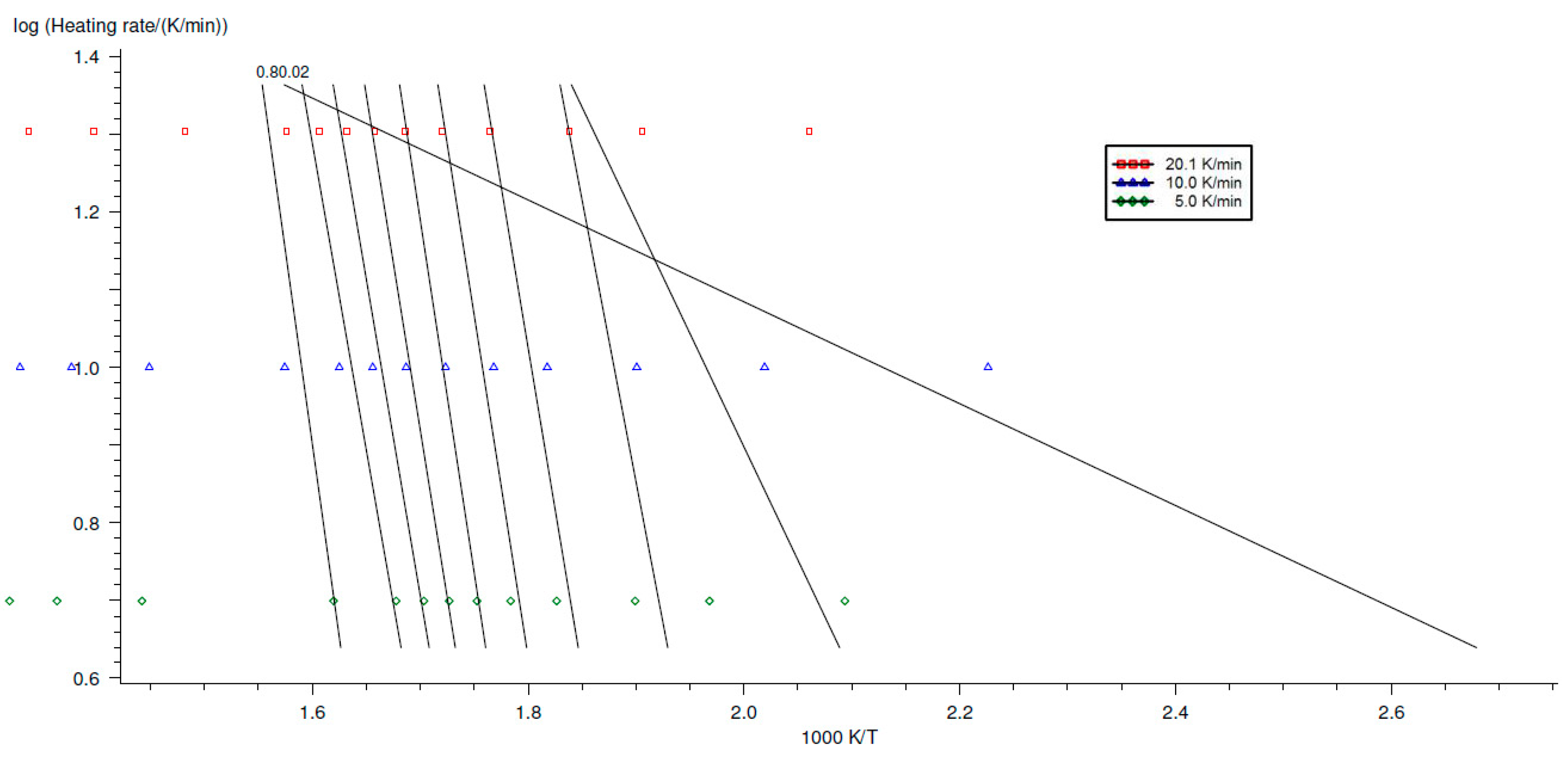
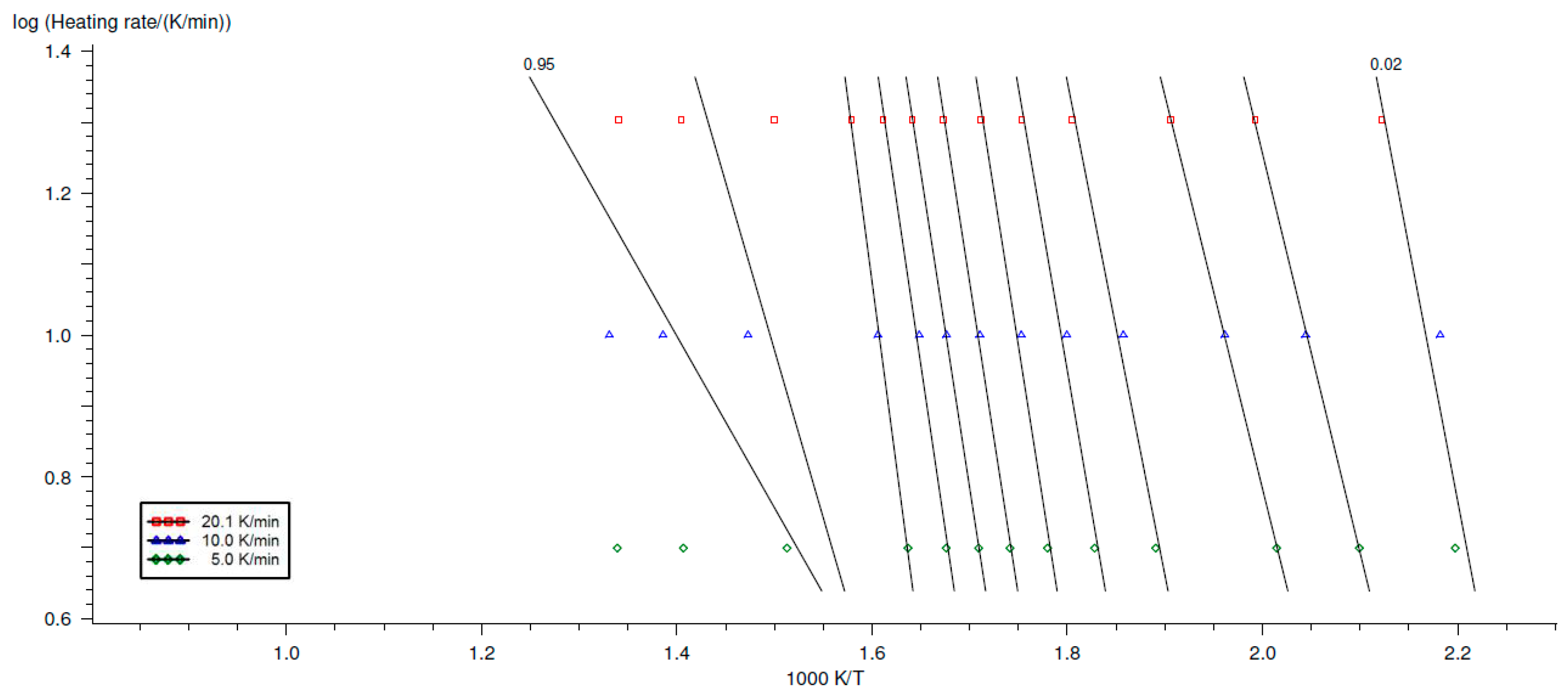
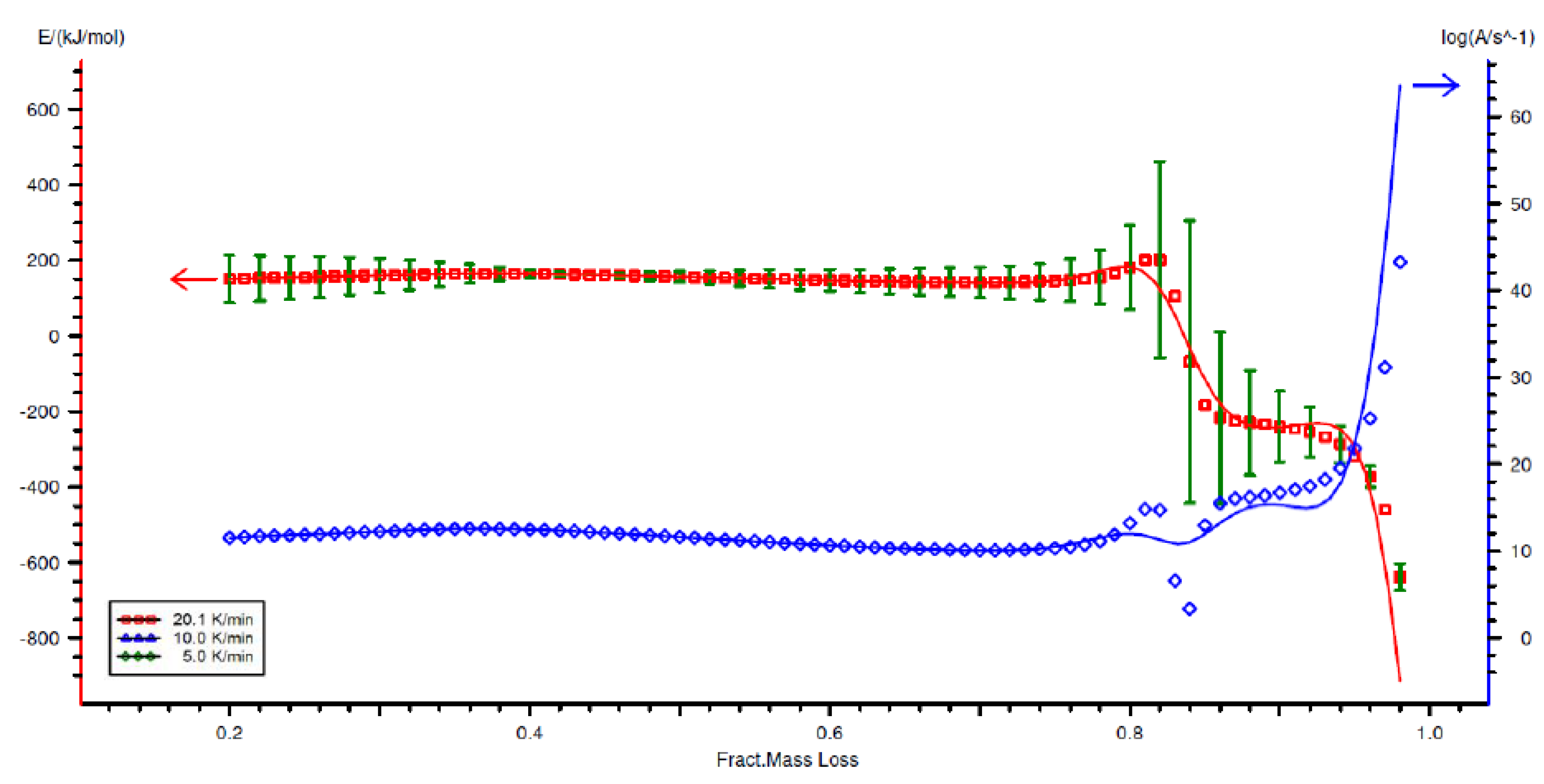
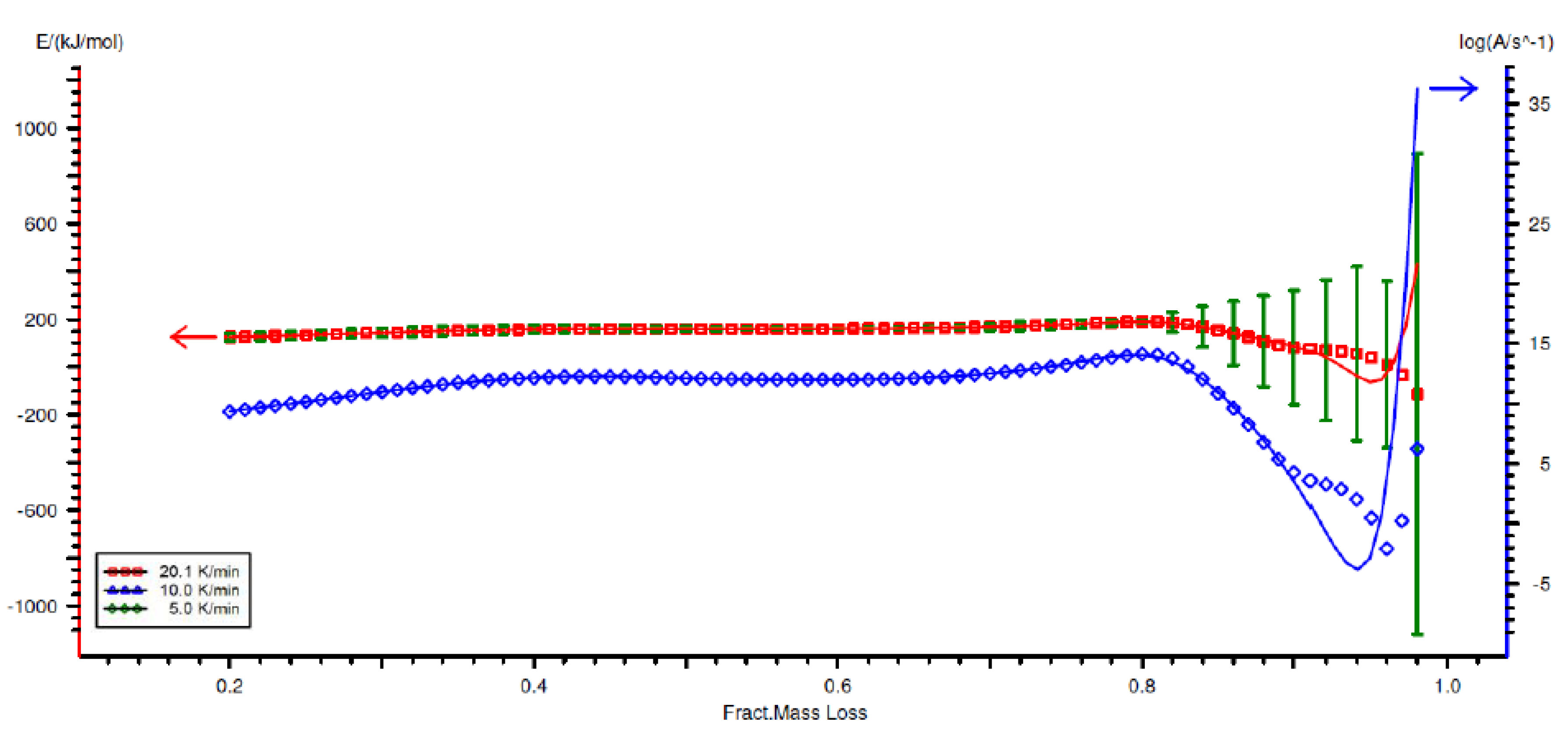
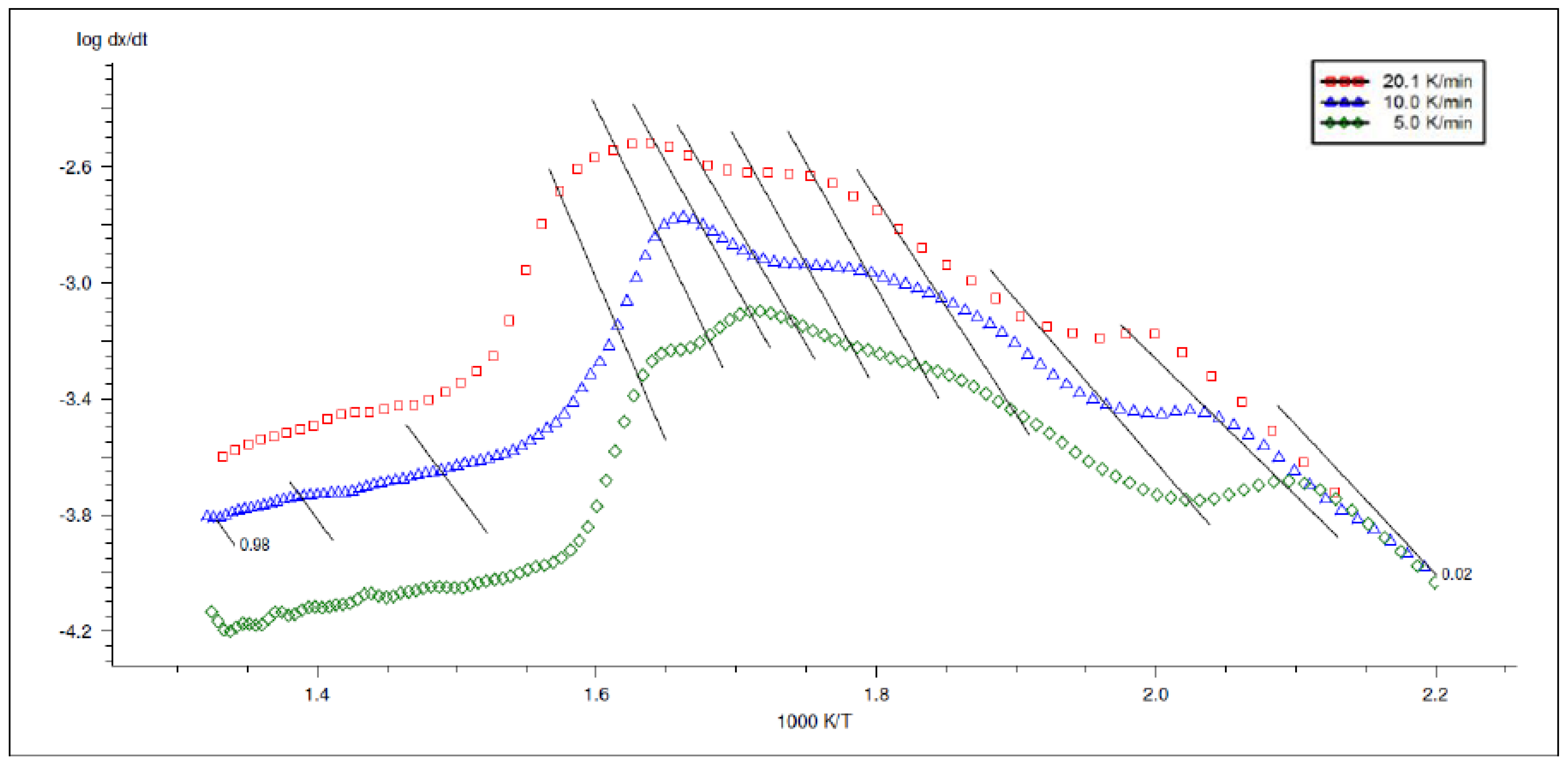
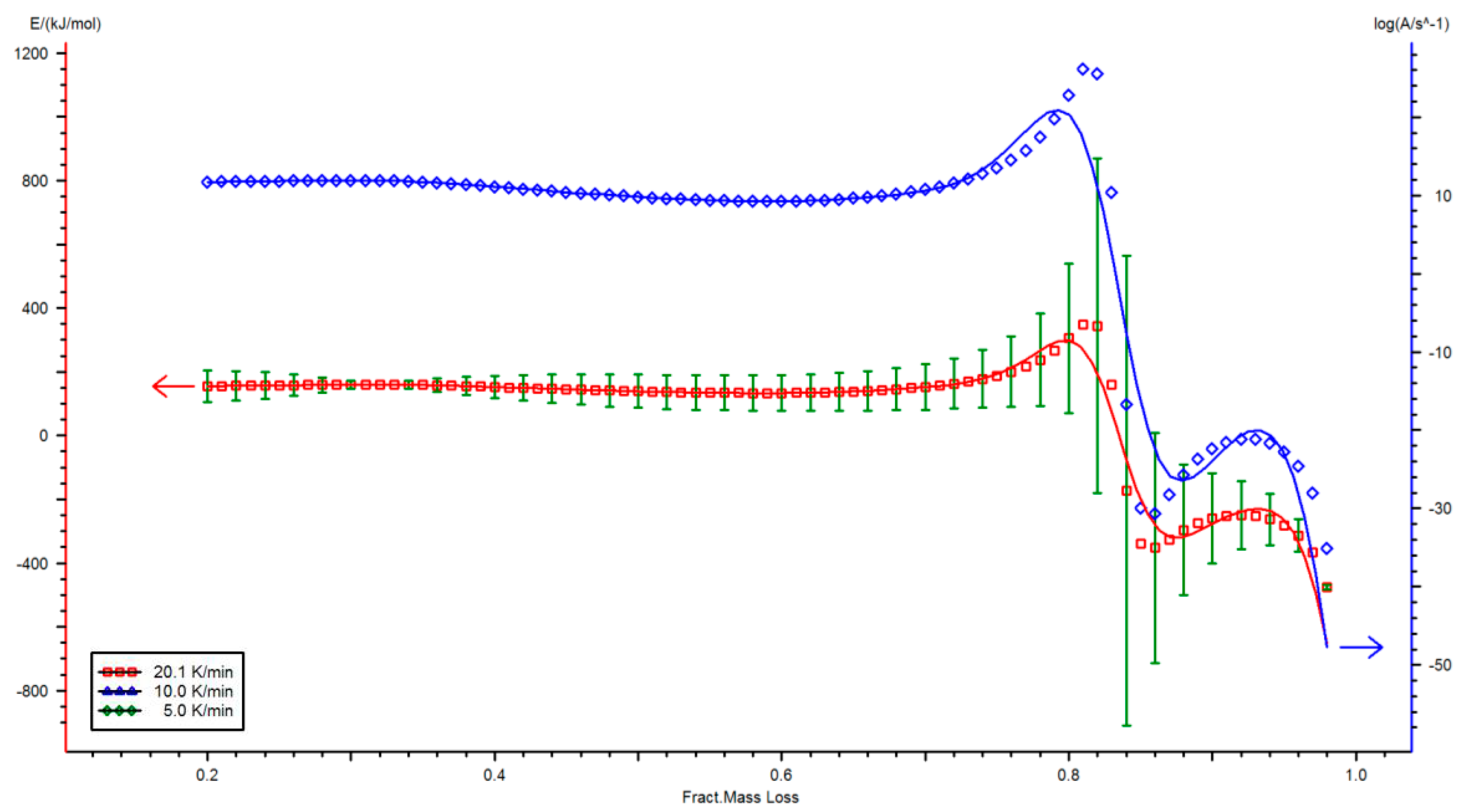
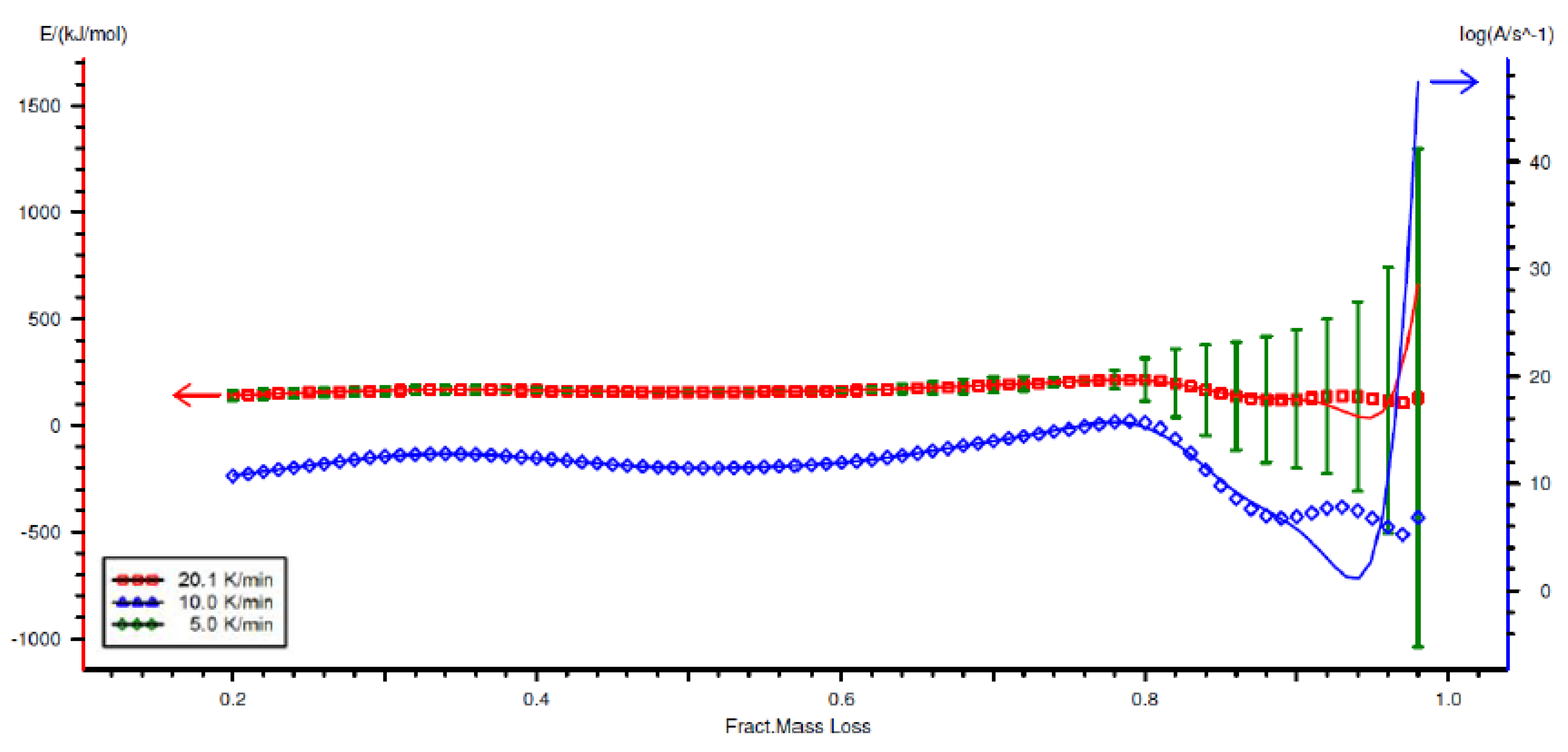
4.1. Kinetics
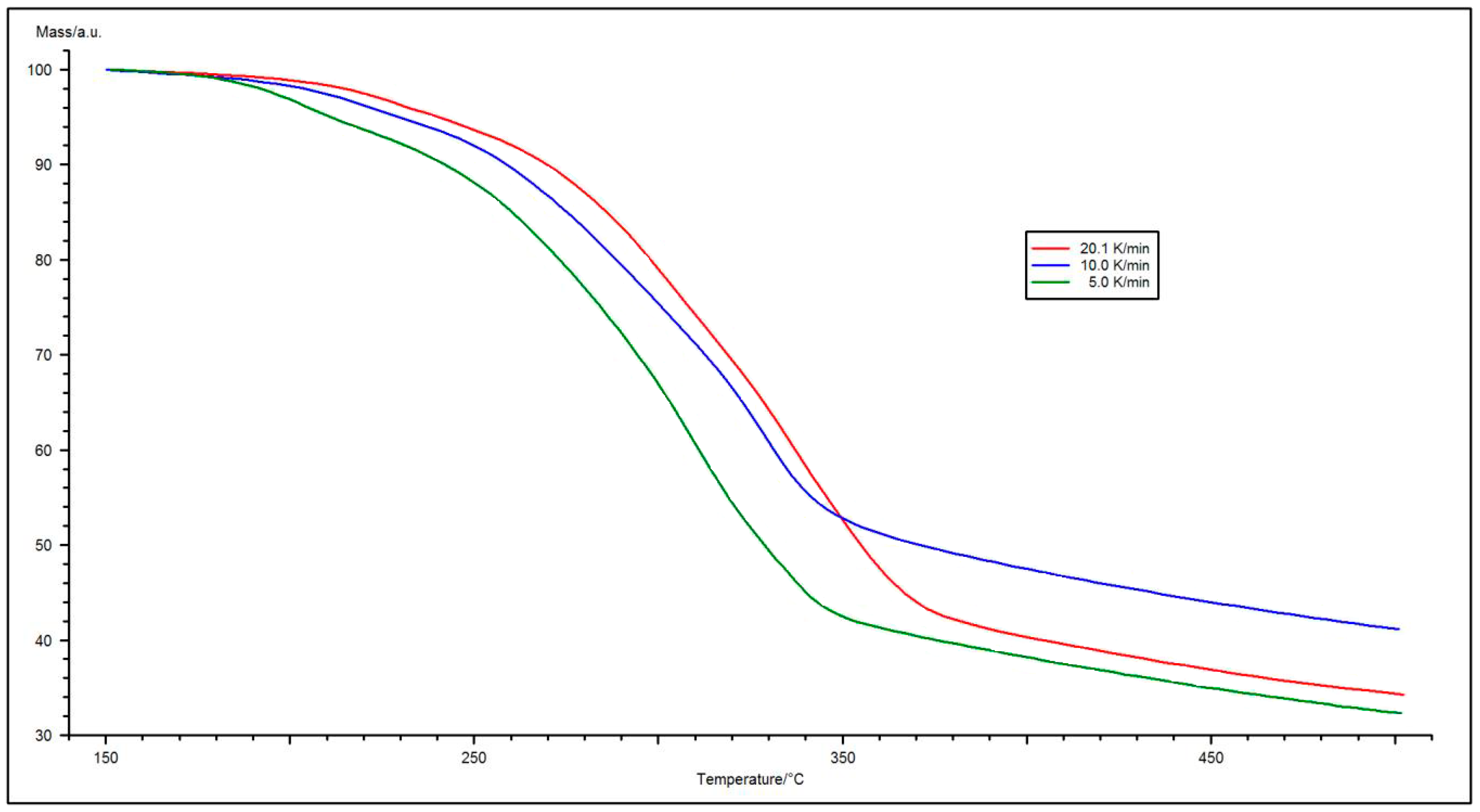
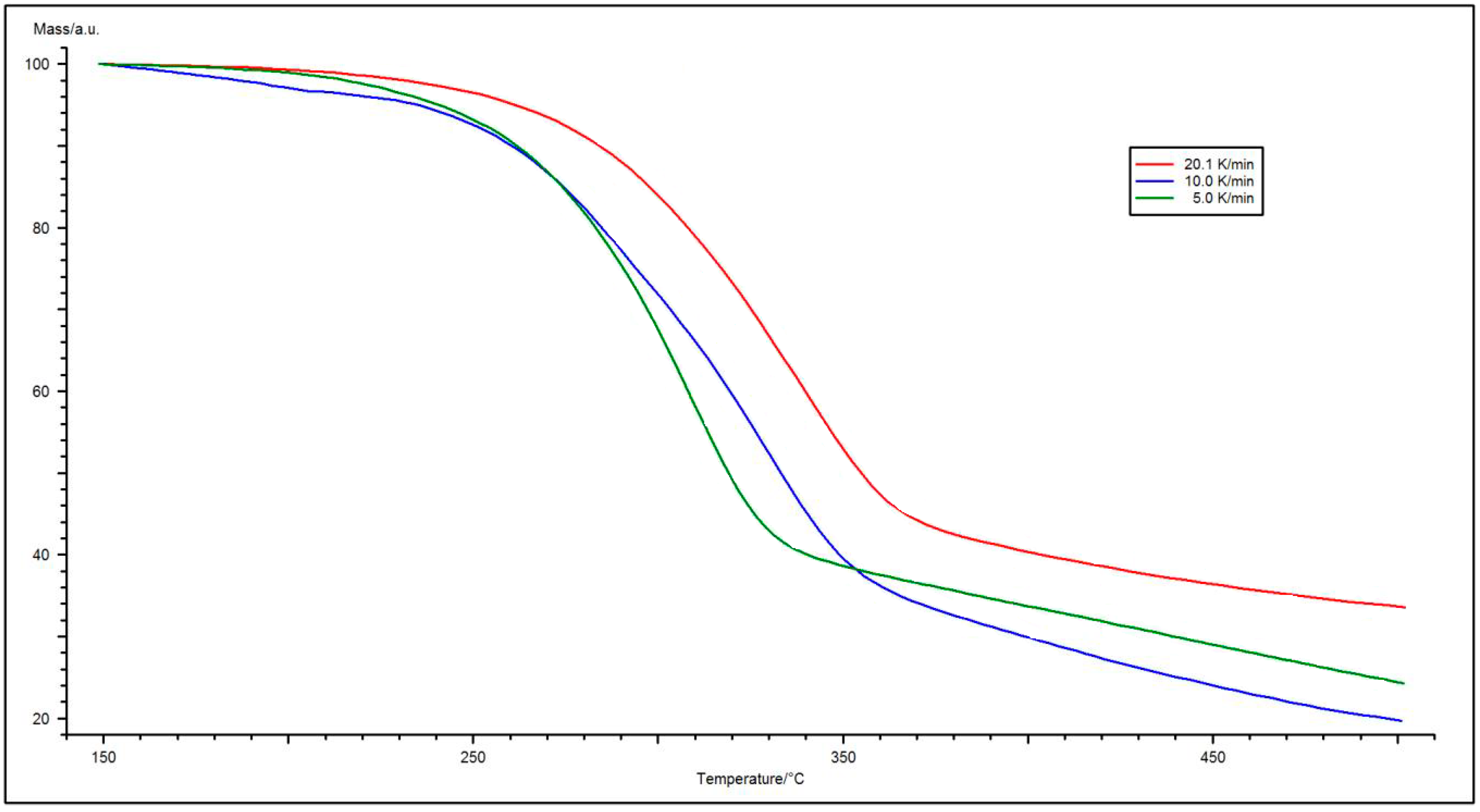
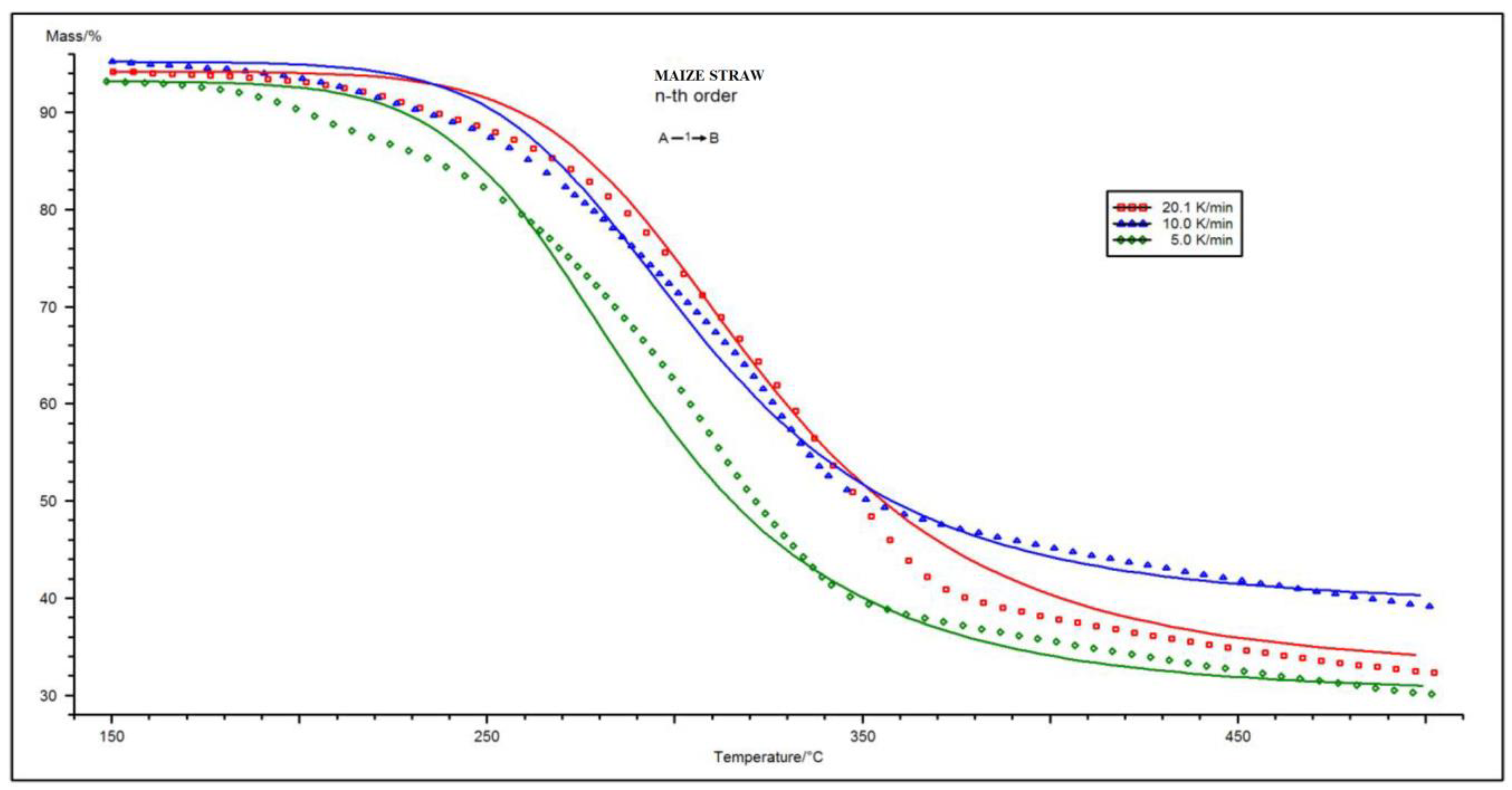
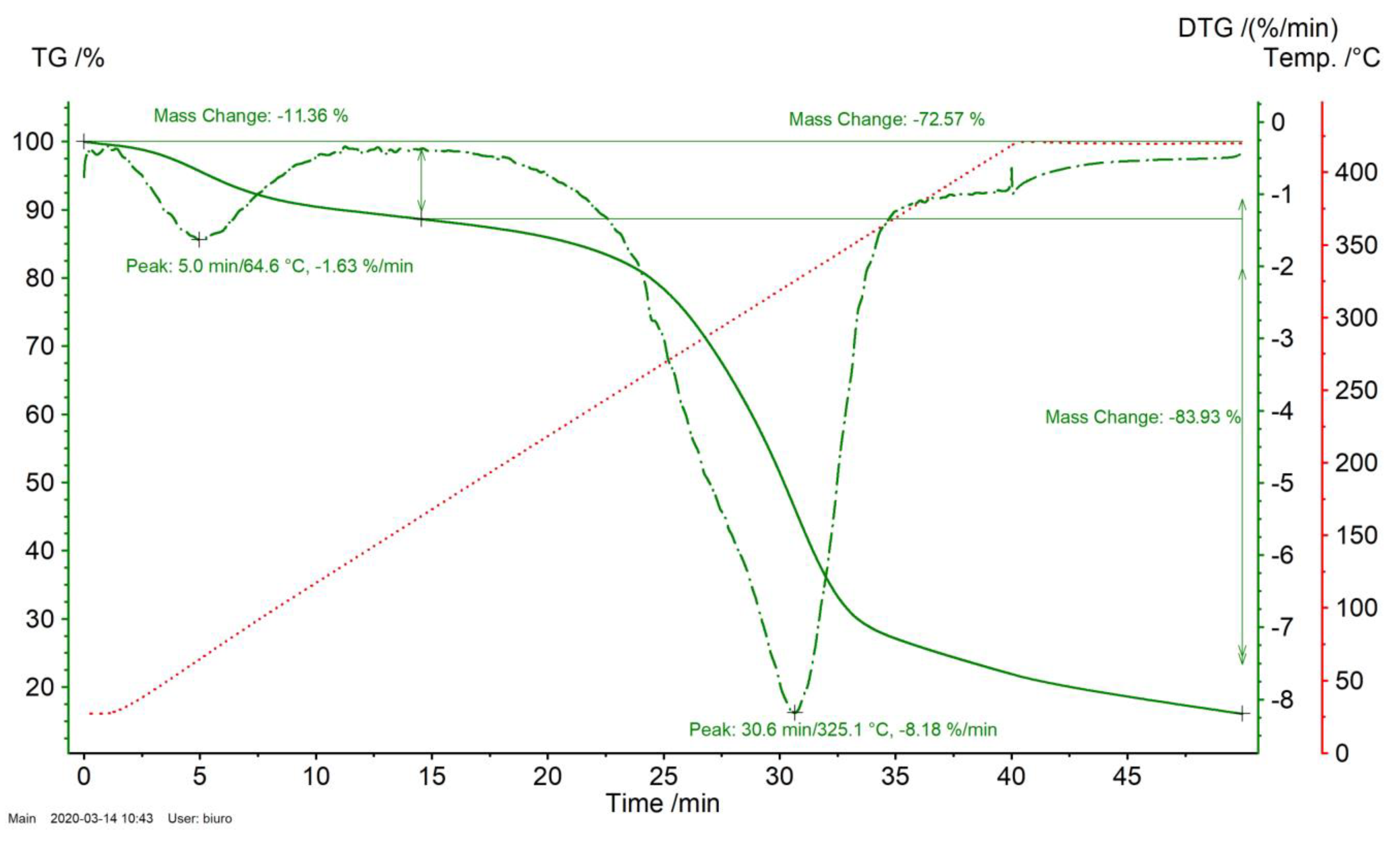
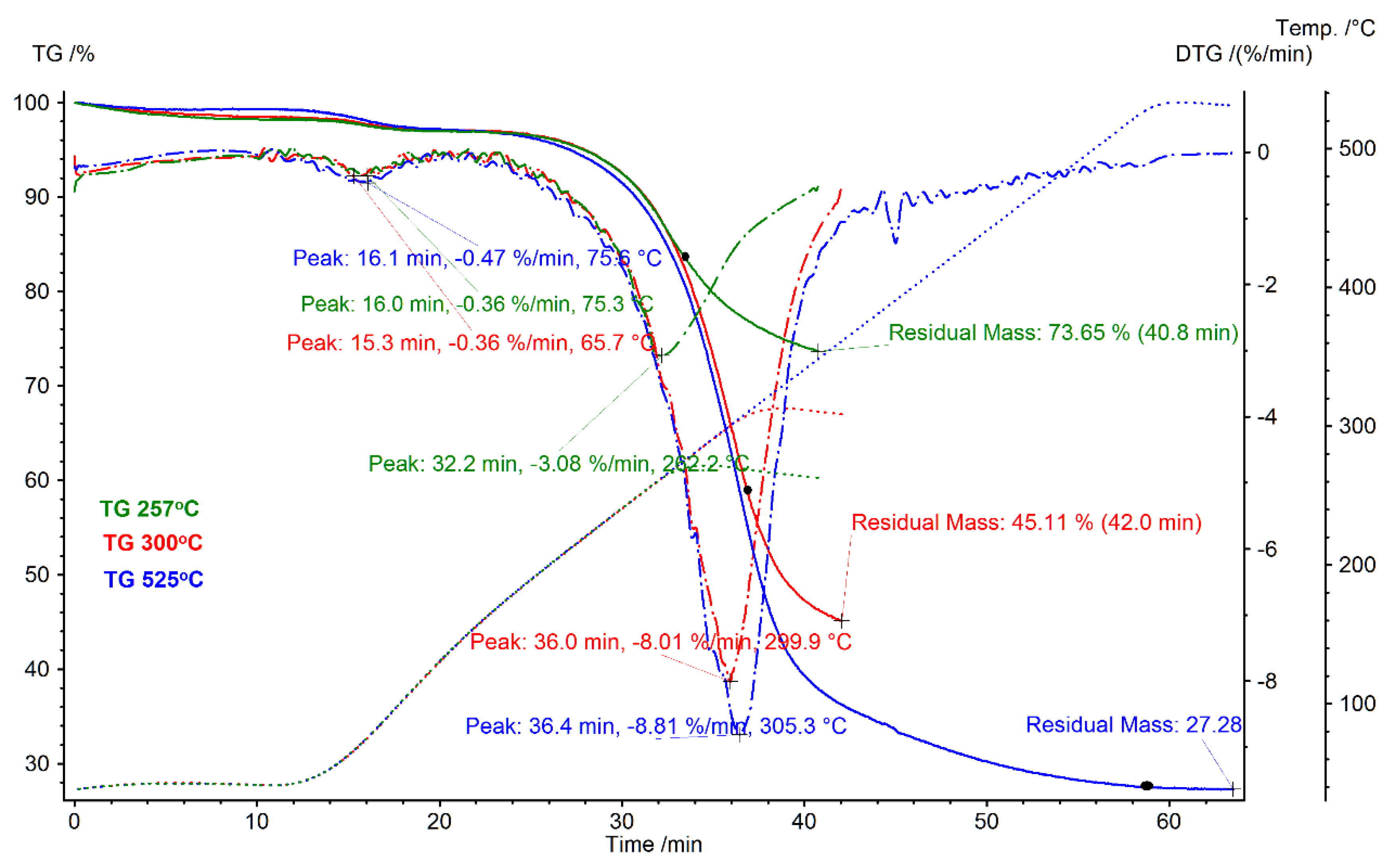
4.2. Thermogravimetric Analysis
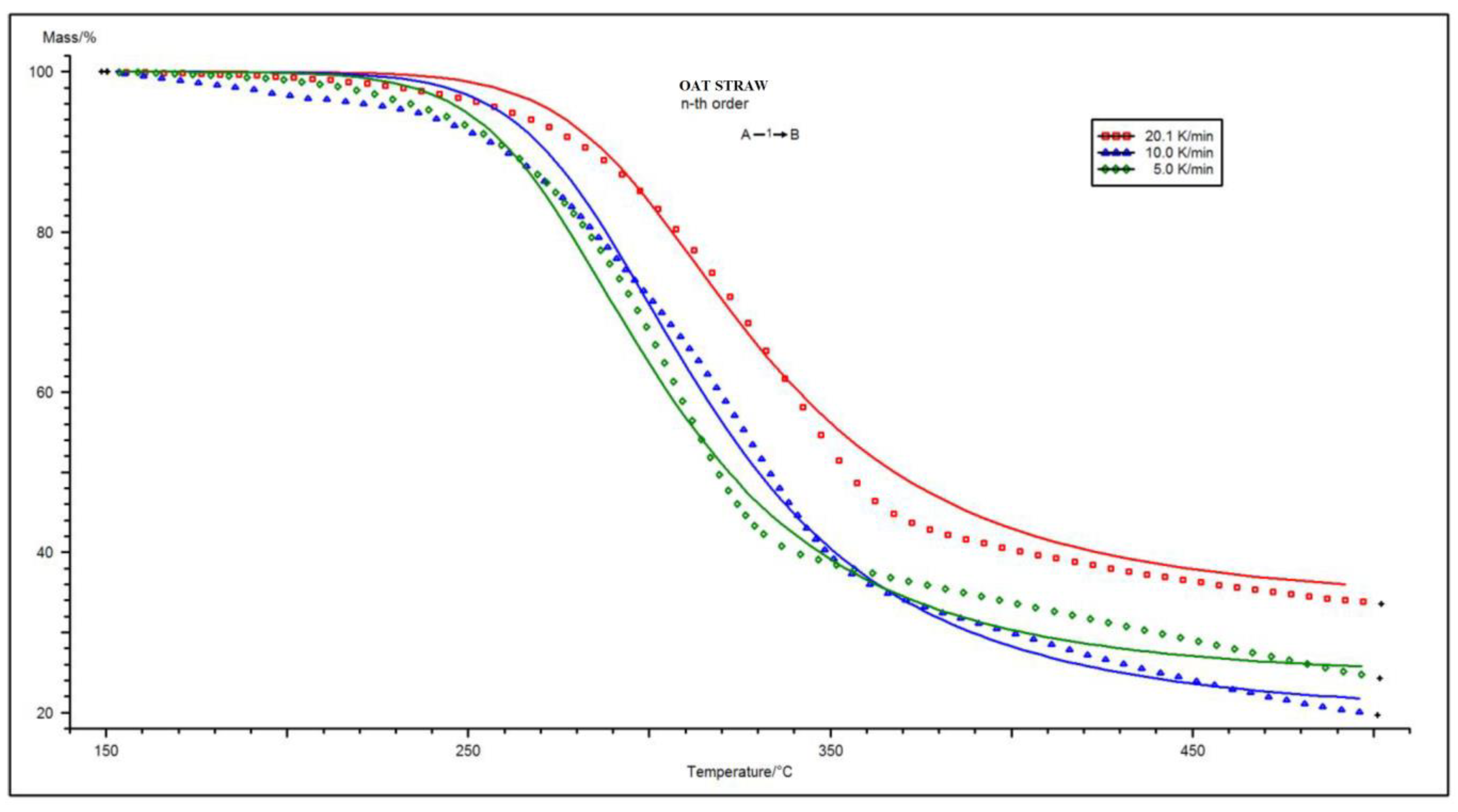
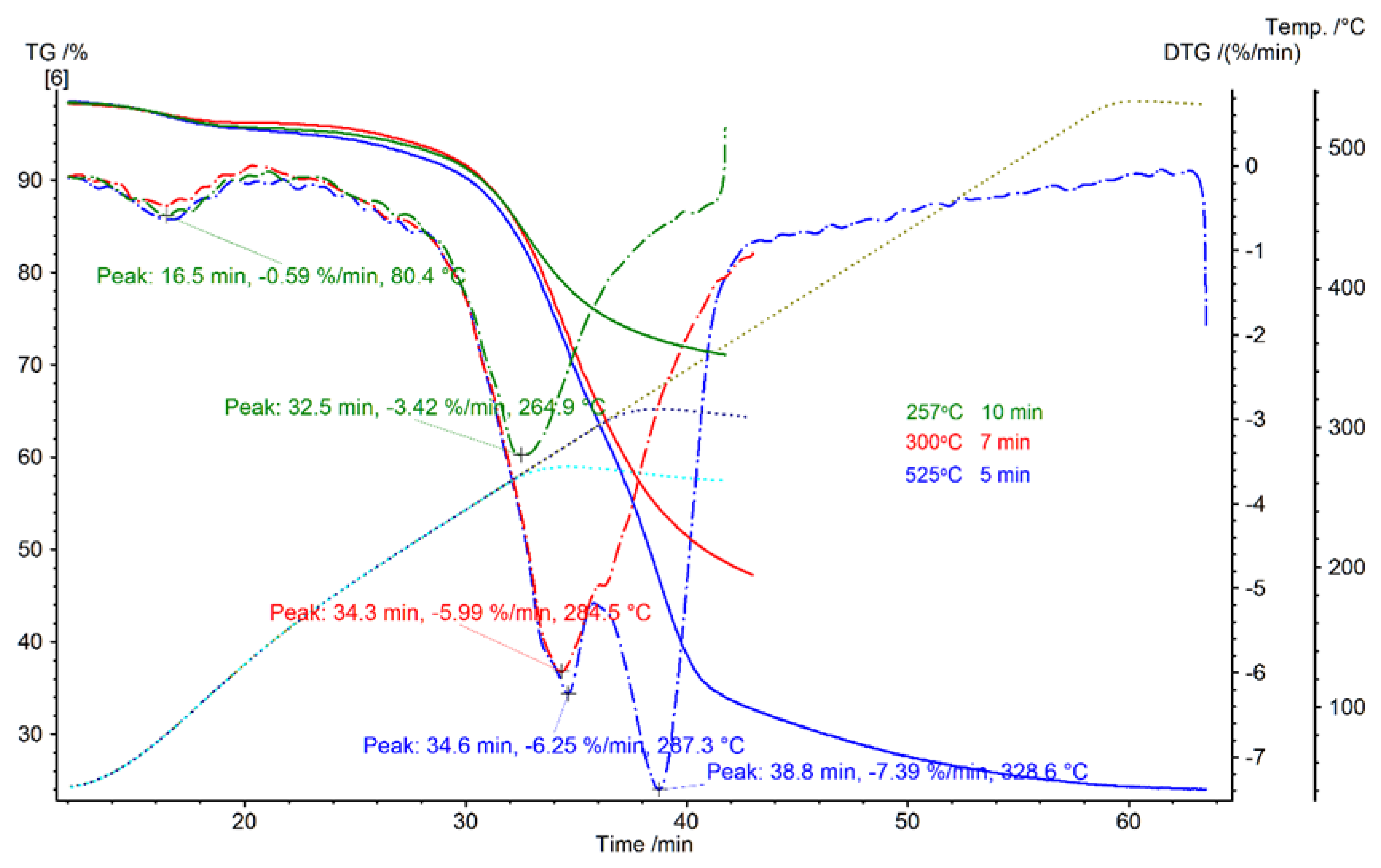
Thermogravimetric Analysis of Oat Straw in N2 Atmosphere Using TGA Netzsch Tarsus 209 FC
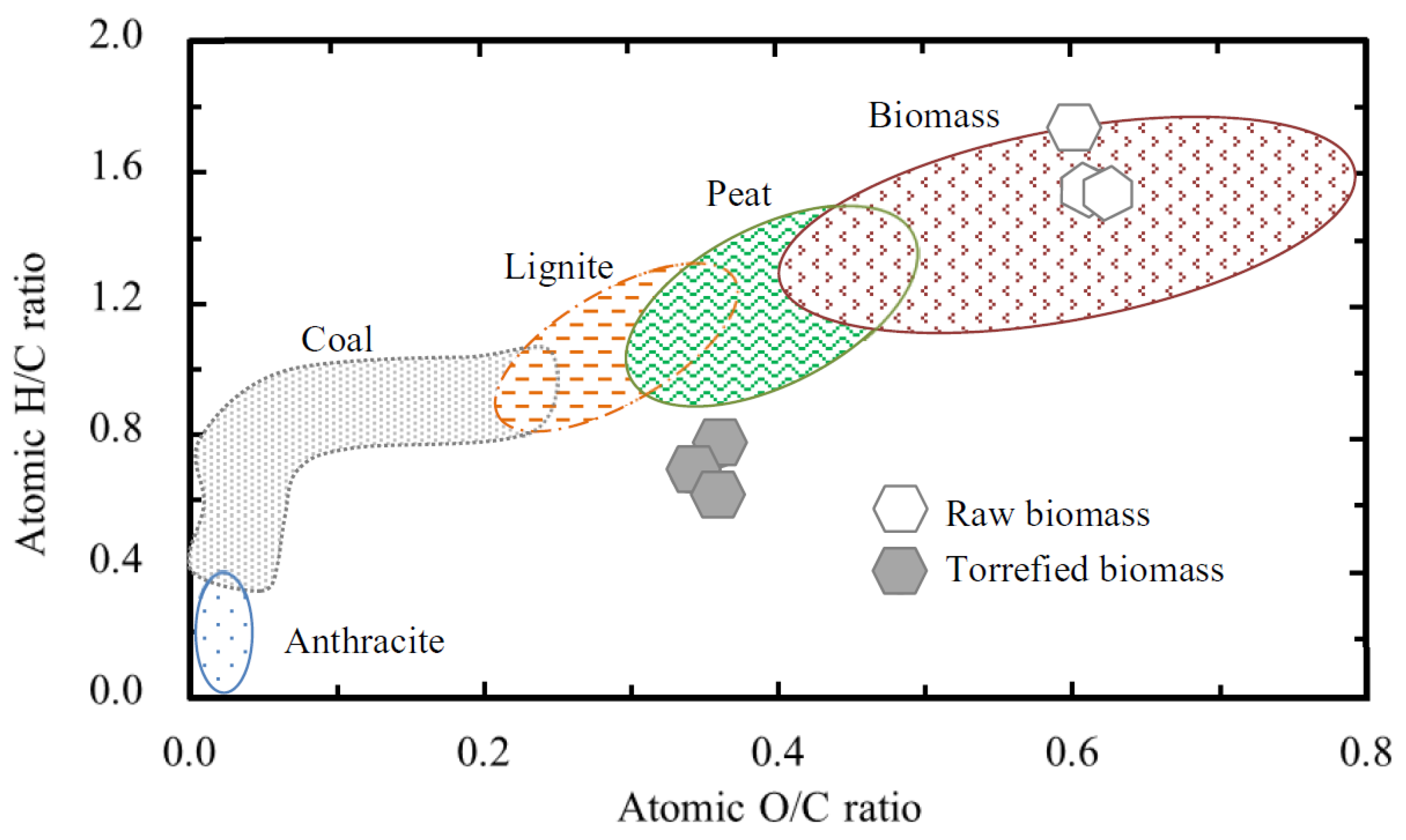
4.3. Elemental Analysis
4.4. Mass Yield, Energy Yield, Volatile Fraction, Higher Heating Value, and Ash Content
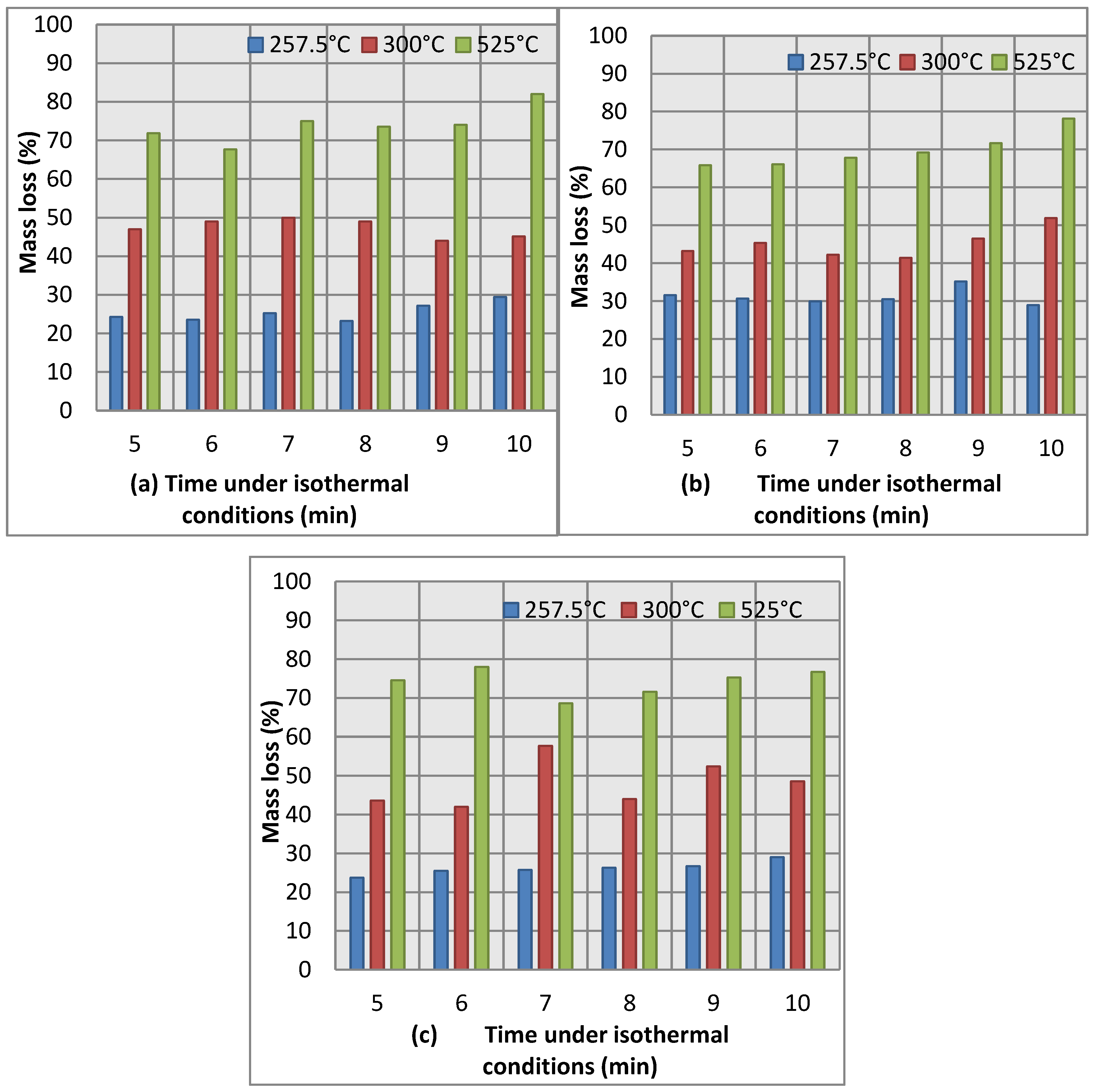
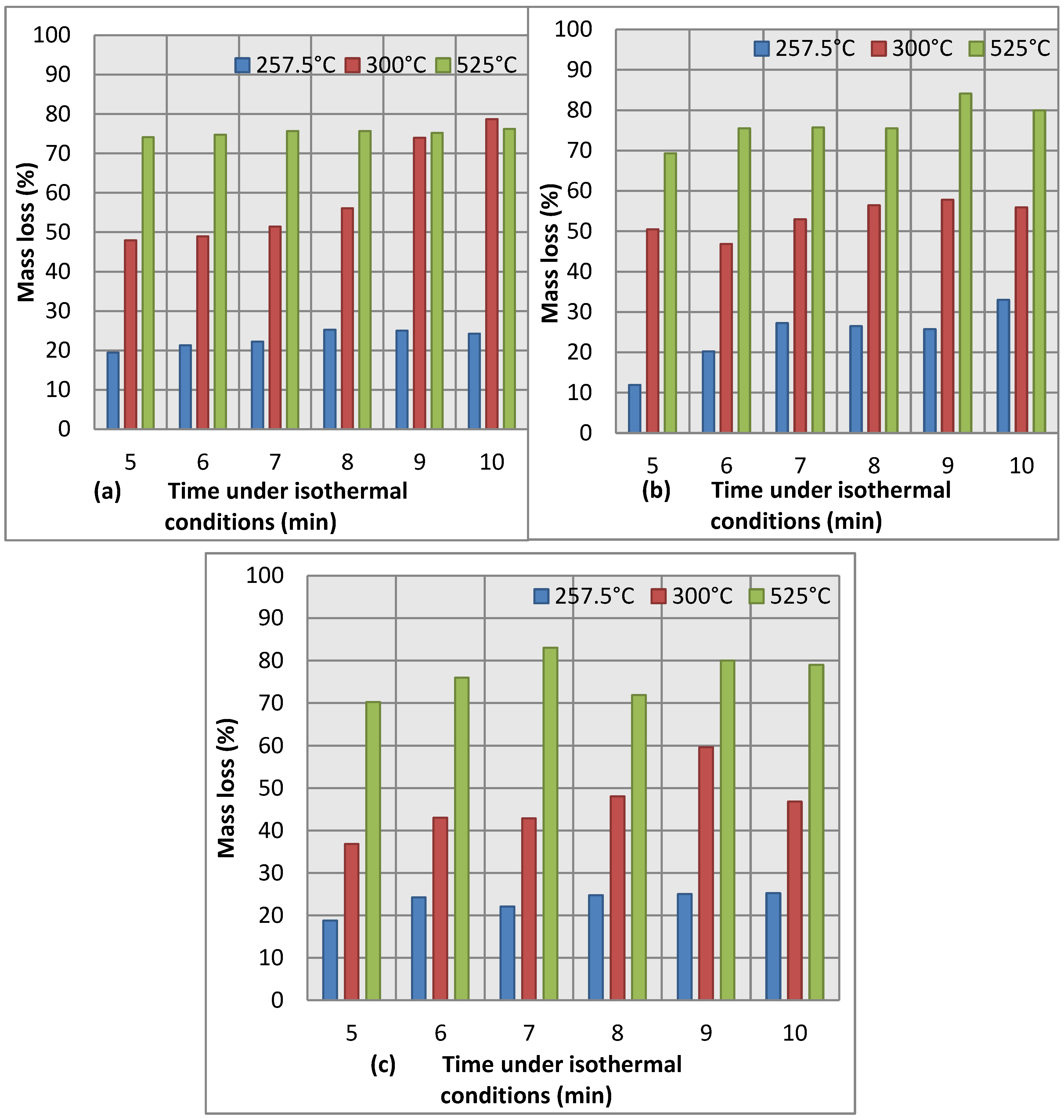
4.5. Effect of the Torrefaction Residence Time
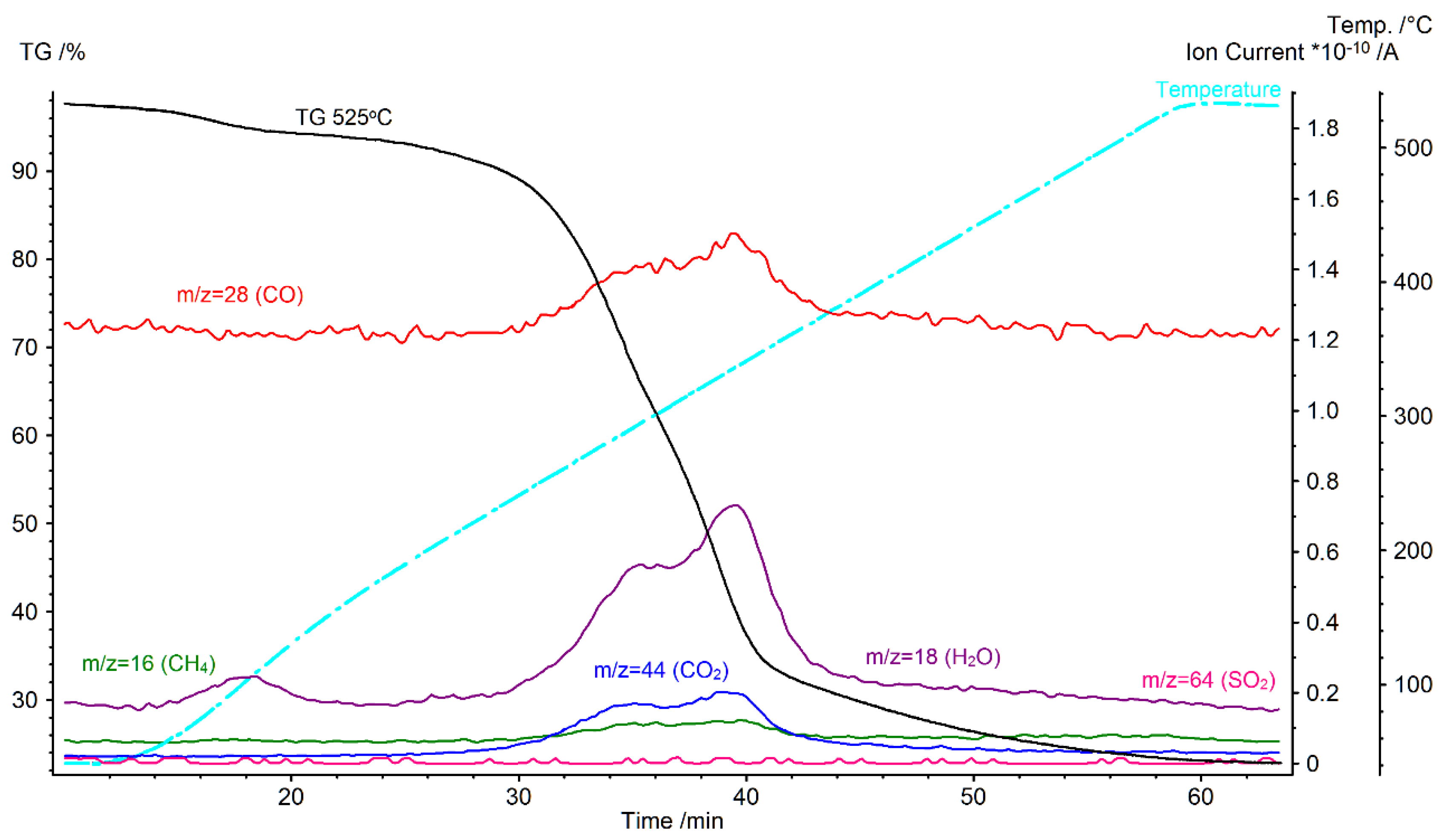
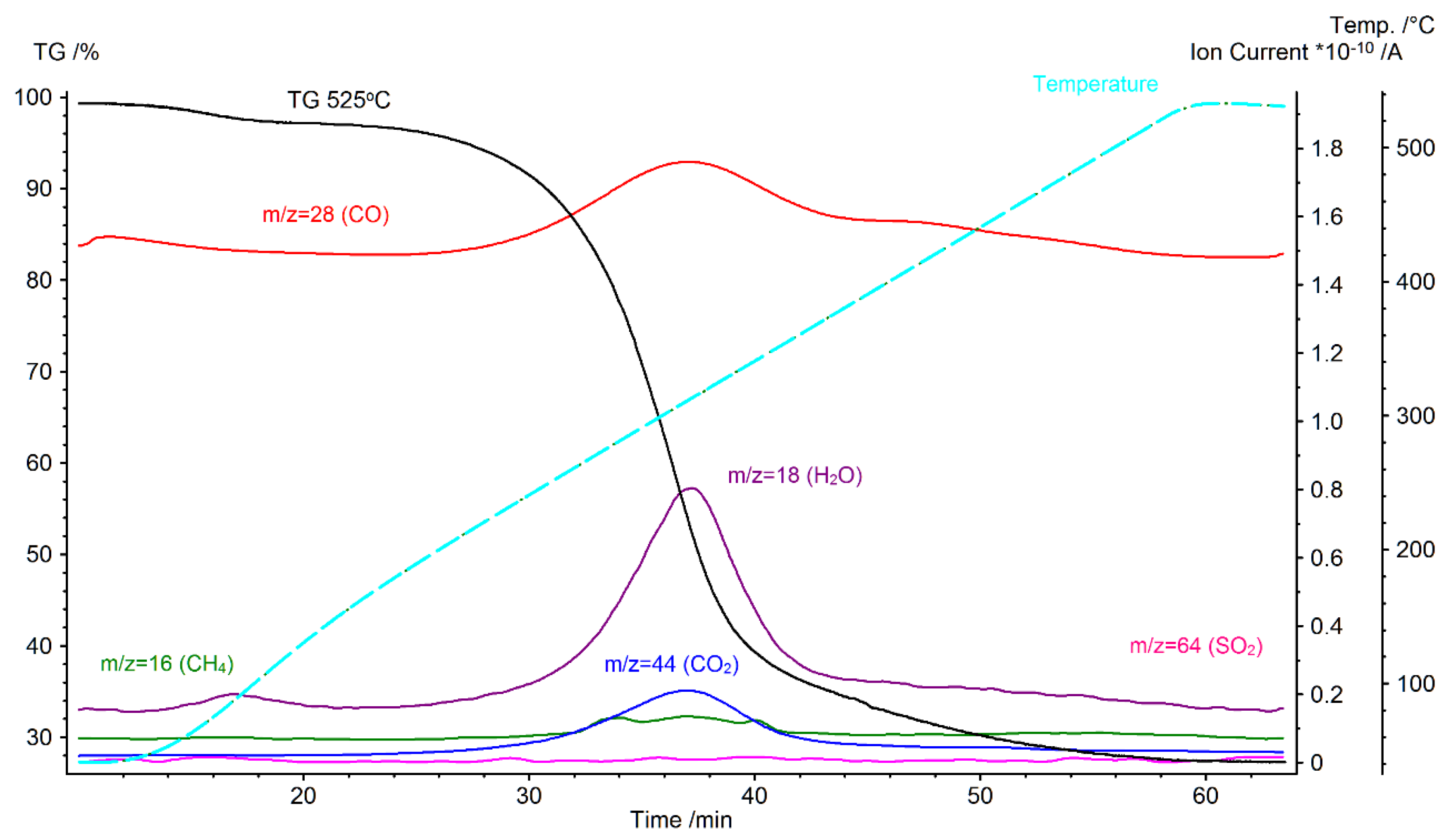
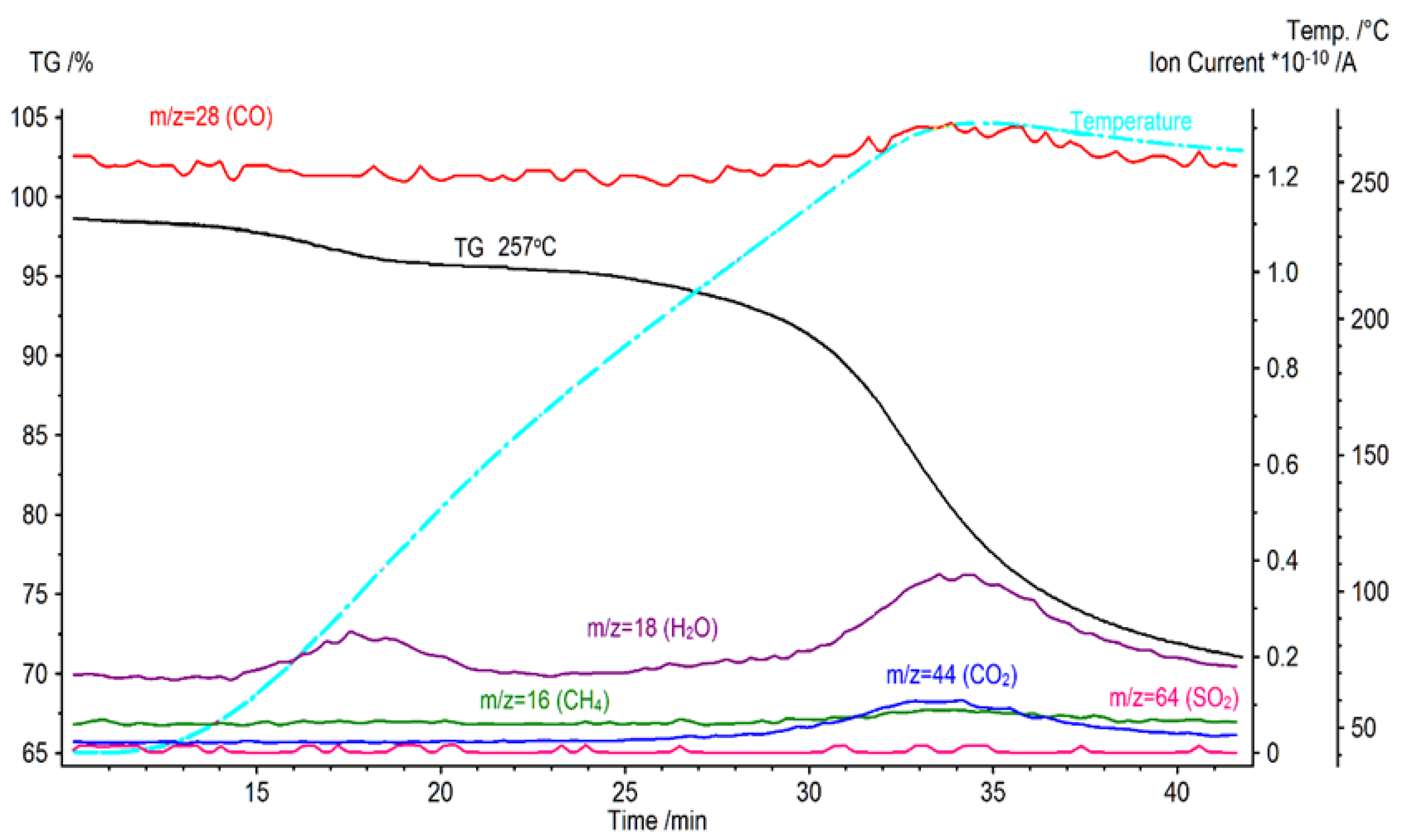
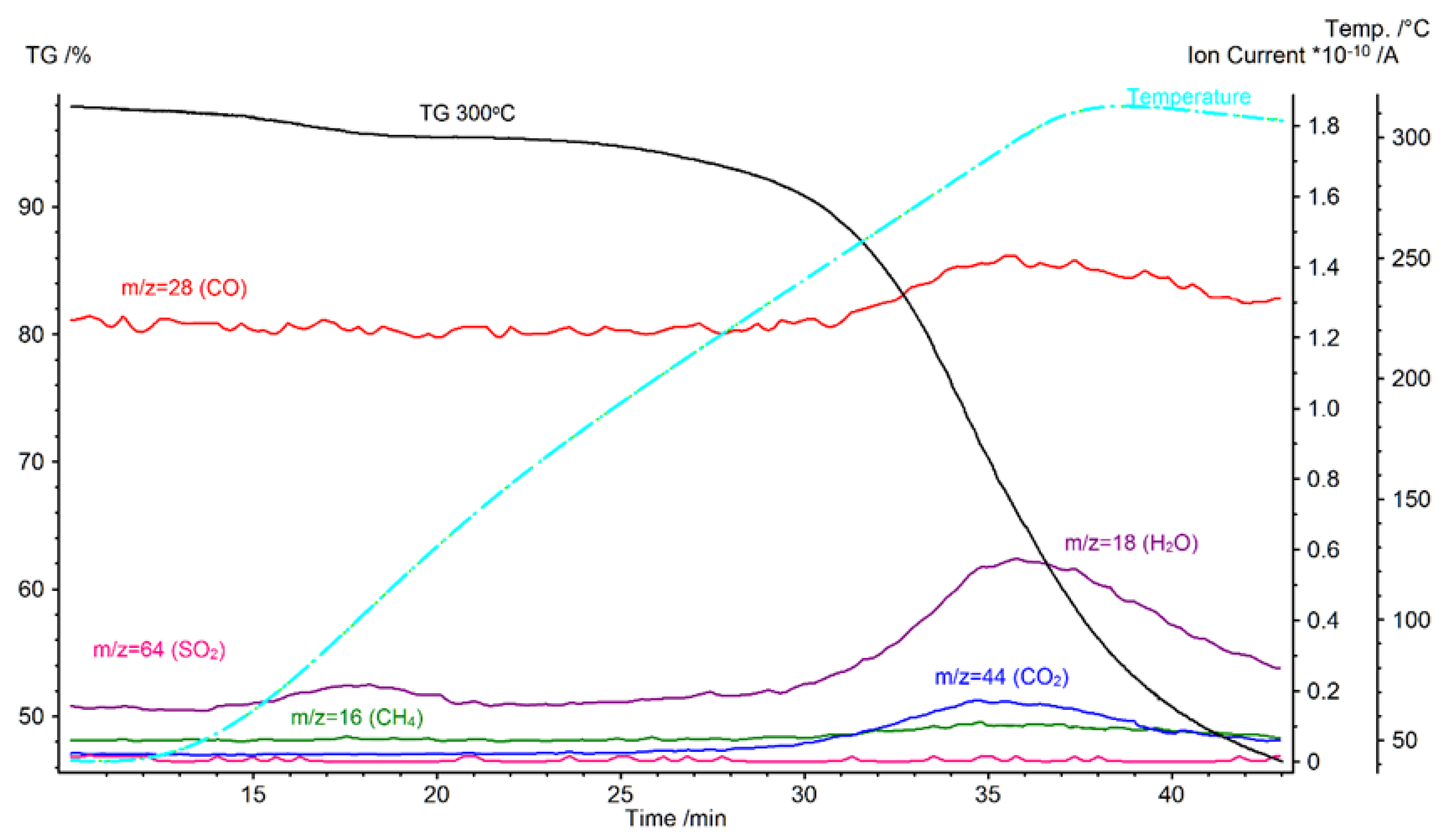
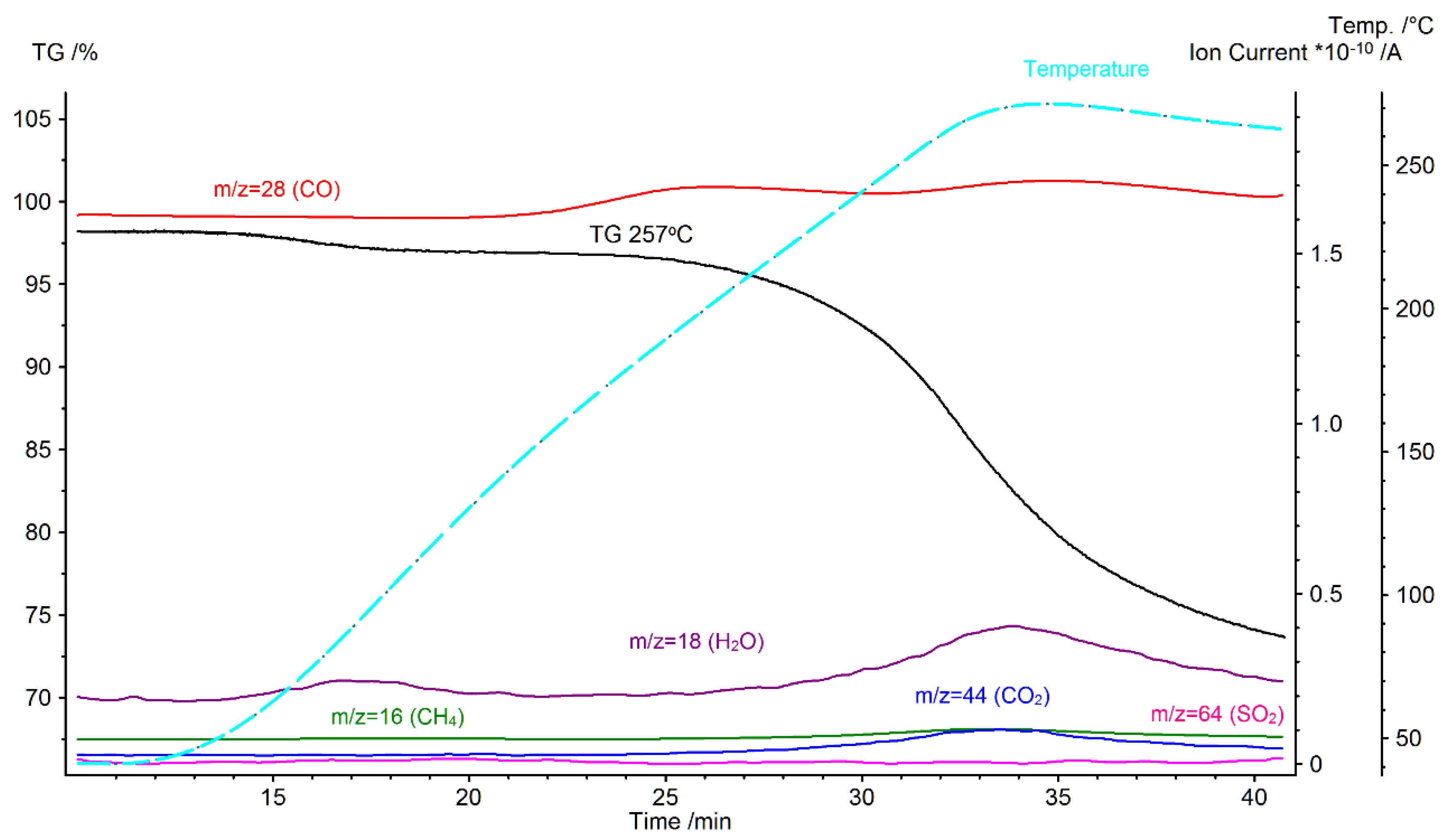
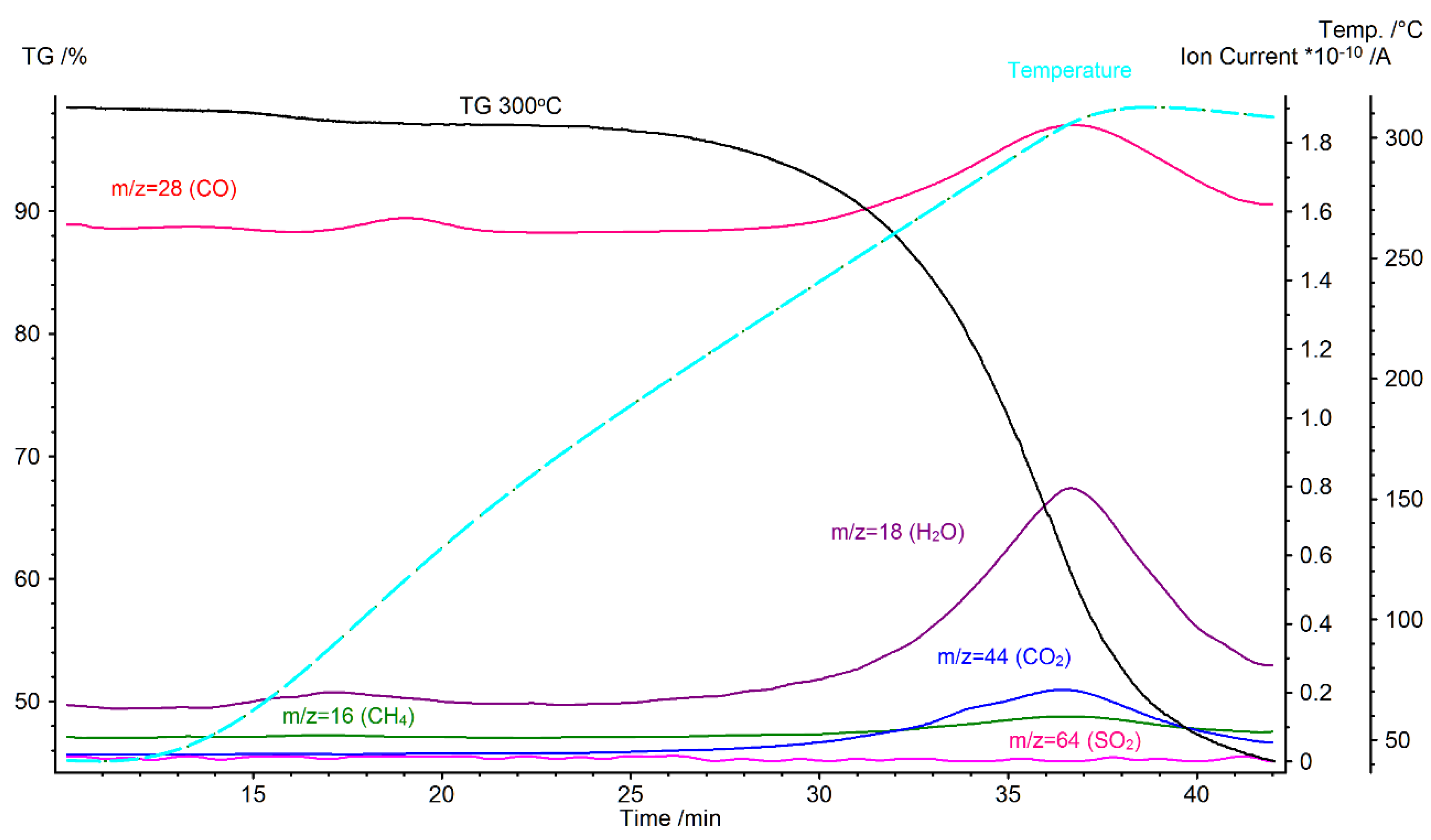
4.6. TG-MS analysis of the Gaseous Products
4.7. Composition of Total Organic Carbon
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fract. Mass Loss | Activation Energy (kJ/mol) | lg (A/s−1) |
|---|---|---|
| 0.02 | 98.35 ± 0.15 | 7.31 |
| 0.05 | 90.03 ± 6.69 | 6.16 |
| 0.10 | 107.15 ± 5.50 | 7.62 |
| 0.20 | 141.67 ± 23.30 | 10.70 |
| 0.30 | 163.62 ± 19.12 | 12.52 |
| 0.40 | 165.03 ± 12.55 | 12.37 |
| 0.50 | 157.00 ± 5.09 | 11.44 |
| 0.60 | 164.05 ± 7.43 | 11.95 |
| 0.70 | 189.61 ± 37.88 | 13.97 |
| 0.80 | 214.67 ± 99.54 | 15.65 |
| Fract. Mass Loss | Activation Energy (kJ/mol) | lg (A/s−1) |
|---|---|---|
| 0.02 | 21.63 ± 51.95 | -1.54 |
| 0.05 | 83.53 ± 61.91 | 5.01 |
| 0.10 | 141.68 ± 62.75 | 10.66 |
| 0.20 | 155.12 ± 49.02 | 11.71 |
| 0.30 | 159.65 ± 12.10 | 11.92 |
| 0.40 | 152.36 ± 34.47 | 11.10 |
| 0.50 | 138.92 ± 51.86 | 9.81 |
| 0.60 | 133.57 ± 56.59 | 9.26 |
| 0.70 | 152.72 ± 71.48 | 10.75 |
| 0.80 | 305.52 ± 234.60 | 22.83 |
| Model | Process | Function g(x) |
|---|---|---|
| D1 | One-dimensional diffusion | x2 |
| D2 | Two-dimensional, cylindrical diffusion | (1 − x)ln(1 − x) + x |
| D3 | Three-dimensional, spherical diffusion | [1 − (1 − x)1/3]2 |
| D4 | Three-dimensional diffusion | 1 − (2 x/3)-(1 − x)2/3 |
| A2 | Random nucleation, Avrami’s equation | [−ln(1 − x)]1/2 |
| A3 | Random nucleation, Avrami’s II equation | [−ln(1 − x)]1/3 |
| A4 | Random nucleation, Avrami’s II equation | [−ln(1 − x)]1/4 |
| R1 | Linear controlled reaction, linear | x |
| R2 | Phase interface, surface controlled reaction | 1 − (1 − x)1/2 |
| R3 | Phase boundary controlled reaction, volumetric | 1−(1 − x)1/3 |
| F1 | Random nucleation, one embryo per molecule | −ln(1 − x) |
| F2 | Random nucleation, two embryos per molecule | [1/(1 − x)] − 1 |
| F3 | Random nucleation, three embryos per molecule | [1/(1 − x)2] − 1 |
| Fn (n-order) | Random nucleation, n embryos per molecule | [1/(1 − x)n − 1] − 1 |




References
- Adamczyk, F.; Frąckowiak, P.; Mielec, K.; Kośmicki, Z. Problematyka badawcza w procesie zagęszczania słomy przeznaczonej na opał. J. Res. Appl. Agric. Eng. 2005, 50, 5–8. (In Polish) [Google Scholar]
- Poudel, J.; Oh, S.C. Effect of Torrefaction on the Properties of Corn Stalk to Enhance Solid Fuel Qualities. Energies 2014, 7, 5586–5600. [Google Scholar] [CrossRef] [Green Version]
- Xing, X.; Fan, F.; Jiang, W. Characteristics of biochar pellets from corn straw under different pyrolysis temperatures. R. Soc. Open Sci. 2018, 5, 172346. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meia, Y.; Chea, Q.; Yangbc, Q.; Draperd, C.; Yanga, H.; Zhanga, S.; Chena, H. Torrefaction of different parts from a corn stalk and its effect on the characterization of products. Ind. Crops Prod. 2016, 92, 26–33. [Google Scholar] [CrossRef]
- Gent, S.; Twedt, M.; Gerometta, C.; Almberg, E. Theoretical and Applied Aspects of Biomass Torrefaction for Biofuels and Value-Added Products, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2017; ISBN 9780128094839. [Google Scholar]
- Gładki, J. Biowęgiel szansą dla zrównoważonego rozwoju [BIOCHAR as a Chance for Sustainable Development], 2nd ed.; Oficyna Poligrafi czna Apla Sp.J.: Sędziszów, Poland, 2017; pp. 60–85. ISBN 978-83-65487-05-06. [Google Scholar]
- Gradziuk, P. Ekonomiczne i ekologiczne aspekty wykorzystania słomy na cele energetyczne. Acta Agrophysica 2006, 8, 18–44. (In Polish) [Google Scholar]
- Ren, X.; Rokni, E.; Sun, R.; Meng, X.; Levendis, Y.A. Evolution of Chlorine-Bearing Gases during Corn Straw Torrefaction at Different Temperatures. Energy Fuels 2017, 31, 13713–13723. [Google Scholar] [CrossRef]
- Gradziuk, P.; Kościk, K. Analiza możliwości i kosztów pozyskania biomasy na cele energetyczne na potrzeby energetycznego wykorzystania w gminie Clomas. Opracowanie na zlecenie Urzędu Gminy Clomas 2007, 35–105. Available online: https://scholar.google.com/scholar?cluster=11289157253013309311&hl=en&oi=scholarr (accessed on 15 April 2020). (In Polish).
- Tiffany, D.G.; Lee, W.F.; Morey, V.; Kaliyan, N. Economic Analysis of Biomass Torrefaction Plants Integrated with Corn Ethanol Plants and Coal-Fired Power Plants. Adv. Energy Res. 2013, 1, 127. [Google Scholar] [CrossRef] [Green Version]
- Cruz, D.C. Production of Bio-coal and Activated Carbon from Biomass. Master’s Thesis, The University of Western Ontario, London, Canada, 2012. [Google Scholar]
- Denisiuk, W. Słoma—Potencjał masy i energii. Inżynieria Rolnicza 2008, 2, 23–30. (In Polish) [Google Scholar]
- Grzybek, A.; Gradziuk, P.; Kowalczyk, K. Słoma-Energetyczne Paliwo; Wydaw: Warsaw, Poland, 2001. (In Polish) [Google Scholar]
- Chen, D.; Cen, K.; Cao, X.; Li, Y.; Zhang, Y.; Ma, H. Restudy on torrefaction of corn stalk from the point of view of deoxygenation and decarbonization. J. Anal. Appl. Pyrolysis 2018, 135, 85–93. [Google Scholar] [CrossRef]
- Meng, X.; Sun, R.; Zhou, W.; Liu, X.; Yan, Y.; Ren, X. Effects of corn ratio with pine on biomass co-combustion characteristics in a fixed bed. Appl. Therm. Eng. 2018, 142, 30–42. [Google Scholar] [CrossRef]
- Ren, X.; Rokni, E.; Liu, Y.; Levendis, Y.A. Reduction of HCl Emissions from Combustion of Biomass by Alkali Carbonate Sorbents or by Thermal Pretreatment. J. Energy Eng. 2018, 144, 04018045. [Google Scholar] [CrossRef]
- Shankar, J.; Timothy, T.; Christopher, K.; Wright, T.; Richard, D. Boardman, Proximate and Ultimate Compositional Changes in Corn Stover during Torrefaction Using Thermogravimetric Analyzer and Microwaves. In Proceedings of the ASABE Annual International Meeting, Dallas, TX, USA, 29 July–1 August 2012. [Google Scholar]
- Almberg, E.R.; Twedt, M.P.; Gerometta, C.; Gent, S.P. Economic Feasibility of Corn Stover Torrefaction for Distributed Processing Systems. In Proceedings of the ASME 2016 10th International Conference on Energy Sustainability collocated with the ASME 2016 Power Conference and the ASME 2016 14th International Conference on Fuel Cell Science, Engineering and Technology, Charlotte, NC, USA, 26–30 June 2016. [Google Scholar]
- Andini, A.; Bonnet, S.; Rousset, P.; Patumsawad, S.; Pattiya, A. Torrefaction study of Indonesian crop residues subject to open burning. In Proceedings of the Technology & Innovation for Global Energy Revolution, Bangkok, Thailand, 28–30 November 2018. [Google Scholar]
- Lin, Y.-L. Effects of Microwave—Induced Torrefaction on Waste Straw Upgrading. Int. J. Chem. Eng. Appl. 2015, 6, 6. [Google Scholar] [CrossRef] [Green Version]
- Ren, X.; Rokni, E.; Zhang, L.; Wang, Z.; Liu, Y.; Levendis, Y.A. Use of Alkali Carbonate Sorbents for Capturing Chlorine-Bearing Gases from Corn Straw Torrefaction. Energy Fuels 2018, 32, 11843–11851. [Google Scholar] [CrossRef]
- Strzelczyk, M.; Steinhoff-Wrześniewska, A.; Helis, M. Biowęgiel dla rolnictwa alternatywne rozwiązanie w gospodarce odpadami. In Proceedings of the Konferencja naukowa Współczesne wyzwania gospodarki wodnej na obszarach wiejskich, Zdrój, Poland, 17–19 September 2018. (In Polish). [Google Scholar]
- Saleh, S.B. Torrefaction of Biomass for Power Production; Technical University of Denmark: Lyngby, Denmark, 2013. [Google Scholar]
- ISO 16994. Solid Biofuels—Determination of Total Content of Sulfur and Chlorine; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 16948. Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18122. Solid Biofuels—Determination of Ash Content; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18123. Solid Biofuels—Determination of the Content of Volatile Matter; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18125. Solid Biofuels—Determination of Calorific Value; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- Bates, R.B.; Ghoniem, A.F. Biomass torrefaction: Modeling of volatile and solid product evolution kinetics. Bioresour. Technol. 2012, 124, 460–469. [Google Scholar] [CrossRef] [PubMed]
- Kruczek, H.; Wnukowski, M.; Niedzwiecki, Ł.; Guziałowska-Tic, J. Torrefaction as a Valorization Method Used Prior to the Gasification of Sewage Sludge. Energies 2019, 12, 175. [Google Scholar] [CrossRef] [Green Version]
- Standard Test Method for Kinetic Parameters for Thermally Unstable Materials Using Differential Scanning Calorimetry and the Flynn/Wall/Ozawa Method Active Standard ASTM E698 | Developed by Subcommittee: E37.01, Book of Standards Volume: 14.05. Available online: https://td.chem.msu.ru/uploads/files/courses/special/specprac-ta/lit/ASTM%20E%20698%20-%2016.pdf (accessed on 15 April 2020).
- Syguła, E.; Koziel, J.A.; Białowiec, A. Proof-of-Concept of Spent Mushrooms Compost Torrefaction—Studying the Process Kinetics and the Influence of Temperature and Duration on the Calorific Value of the Produced Biocoal. Energies 2019, 12, 3060. [Google Scholar] [CrossRef] [Green Version]
- Szufa, S.; Dzikuć, M.; Adrian, Ł.; Piersa, P.; Romanowska-Duda, Z.; Marczak, M.; Błaszczuk, A.; Piwowar, A.; Lewandowska, W. Torrefaction of oat straw to use as solid biofuel, an additive to organic fertilizers for agriculture purposes and activated carbon—TGA analysis, kinetics. E3S Web Conf. 2020, 154, 02004. [Google Scholar] [CrossRef] [Green Version]
- Romanowska-Duda, Z.; Piotrowski, K.; Wolska, B.; Dębowski, M.; Zieliński, M.; Dziugan, P.; Szufa, S. Stimulating effect of ash from Sorghum on the growth of Lemnaceae—A new source of energy biomass. In Renewable Energy Sources: Engineering, Technology, Innovation, Springer Proceedings in Energy; Wróbel, M., Jewiarz, M., Szlęk, A., Eds.; Springer Nature: Cham, Switzerland, 2019; pp. 341–349. ISBN 978-3-030-13887-5. [Google Scholar] [CrossRef]
- Szufa, S.; Adrian, Ł.; Piersa, P.; Romanowska-Duda, Z.; Ratajczyk-Szufa, J. Torrefaction process of millet and cane using batch reactor. In Renewable Energy Sources: Engineering, Technology, Innovation, Springer Proceedings in Energy; Wróbel, M., Jewiarz, M., Szlęk, A., Eds.; Springer Nature: Cham, Switzerland, 2019; pp. 371–379. ISBN 978-3-030-13887-5. [Google Scholar] [CrossRef]
- Adrian, Ł.; Szufa, S.; Piersa, P.; Kurowski, K. Experimental research and simulation of computer processes of heat exchange in a heat exchanger working on the basis of the principle of heat pipes for the purpose of heat transfer from the ground. In Proceedings of the 4th Renewable Energy Sources—Research and Business RESRB 2019 Conference, Wrocław, Poland, 8–9 July 2019. [Google Scholar]
- Adrian, Ł.; Szufa, S.; Piersa, P.; Romanowska-Duda, Z.; Grzesik, M.; Cebula, A.; Kowalczyk, S.; Ratajczyk-Szufa, J. Thermographic analysis and experimental work using laboratory installation of heat transfer processes in a heat pipe heat exchanger utilizing as a working fluid R404A and R407A. In Renewable Energy Sources: Engineering, Technology, Innovation, Springer Proceedings in Energy; Wróbel, M., Jewiarz, M., Szlęk, A., Eds.; Springer Nature: Cham, Switzerland, 2019; pp. 799–807. ISBN 978-3-030-13887-5. [Google Scholar] [CrossRef]
- Szufa, S.; Adrian, Ł.; Piersa, P.; Romanowska-Duda, Z.; Grzesik, M.; Cebula, A.; Kowalczyk, S. Experimental studies on energy crops torrefaction process using batch reactor to estimate torrefaction temperature and residence time. In Renewable Energy Sources: Engineering, Technology, Innovation; Springer: Cham, Switzerland, 2018; pp. 365–373. ISBN 978-3-319-72370-9. [Google Scholar] [CrossRef]
- Adrian, Ł.; Szufa, S.; Piersa, P.; Romanowska-Duda, Z.; Grzesik, M.; Cebula, A.; Kowalczyk, S. Experimental research and thermographic analysis of heat transfer processes in a heat pipe heat exchanger utilizing as a working fluid R134A. In Renewable Energy Sources: Engineering, Technology, Innovation; Springer: Cham, Switzerland, 2018; pp. 413–421. ISBN 978-3-319-72370-9. [Google Scholar] [CrossRef]
- Szufa, S.; Romanowska-Duda, B.Z.; Grzesik, M. Torrefaction proces of the Phragmites Communis growing in soil contaminated with cadmium. In Proceedings of the 20th European Biomass Conference and Exibition, Milan, Italy, 18–22 June 2014; pp. 628–634, ISBN 978-88-89407-54-7. [Google Scholar]
- Dzikuć, M.; Kułyk, P.; Dzikuć, M.; Urban, S.; Piwowar, A. Outline of Ecological and Economic Problems Associated with the Low Emission Reductions in the Lubuskie Voivodeship (Poland). Polish J. Environ. Stud. 2019, 28, 65–72. [Google Scholar] [CrossRef]
- Adamczyk, J.; Piwowar, A.; Dzikuć, M. Air protection programmes in Poland in the context of the low emission. Environ. Sci. Pollut. Res. 2017, 24, 16316–16327. [Google Scholar] [CrossRef]
- Dzikuć, M.; Adamczyk, J.; Piwowar, A. Problems associated with the emissions limitations from road transport in the Lubuskie Province (Poland). Atmos. Environ. 2017, 160, 1–8. [Google Scholar] [CrossRef]
- Dzikuć, M. Problems associated with the low emission limitation in Zielona Góra (Poland): Prospects and challenges. J. Clean. Prod. 2017, 166, 81–87. [Google Scholar] [CrossRef]
- Dzikuć, M.; Tomaszewski, M. The effects of ecological investments in the power industry and their financial structure: A case study for Poland. J. Clean. Prod. 2016, 118, 48–53. [Google Scholar] [CrossRef]
- Piwowar, A.; Dzikuć, M. LCA w produkcji agrochemikaliów. Procedura, kategorie wpływu, możliwości wykorzystania. Przemysł Chemiczny 2017, 96, 271–274. (In Polish) [Google Scholar] [CrossRef]
- Marczak, M.; Karczewski, M.; Makowska, D.; Burmistrz, P. Impact of the temperature of waste biomass pyrolysis on the quality of the obtained biochar. Agric. Eng. 2016, 20, 115–124. [Google Scholar]
- Junga, R.; Pospolita, J.; Niemiec, P. Combustion and grindability characteristics of palm kernel shells torrefied in a pilot-scale installation. Renew. Energy 2020, 147, 1239–1250. [Google Scholar] [CrossRef]





















| Fract. Mass Loss | Activation Energy (kJ/mol) | lg (A/s−1) |
|---|---|---|
| 0.02 | 130.22 ± 44.53 | −11.16 |
| 0.05 | 100.17 ± 1.63 | 5.01 |
| 0.10 | 98.25 ± 1.55 | 10.66 |
| 0.20 | 124.47 ± 15.81 | 9.34 |
| 0.30 | 143.37 ± 19.33 | 10.98 |
| 0.40 | 157.89 ± 18.67 | 12.14 |
| 0.50 | 159.71 ± 9.28 | 12.09 |
| 0.60 | 160.44 ± 3.21 | 11.98 |
| 0.70 | 167.82 ± 14.10 | 12.49 |
| 0.80 | 189.33 ± 7.20 | 14.11 |
| Fract. Mass Loss | Activation Energy (kJ/mol) | lg (A/s−1) |
|---|---|---|
| 0.02 | 8.09 ± 41.76 | −3.68 |
| 0.05 | 48.59 ± 73.95 | 1.34 |
| 0.10 | 130.83 ± 79.65 | 9.86 |
| 0.20 | 150.43 ± 62.49 | 11.53 |
| 0.30 | 159.74 ± 45.50 | 12.24 |
| 0.40 | 164.08 ± 11.53 | 12.47 |
| 0.50 | 156.15 ± 14.22 | 11.61 |
| 0.60 | 146.78 ± 28.35 | 10.66 |
| 0.70 | 141.47 ± 40.23 | 10.08 |
| 0.80 | 180.60 ± 111.79 | 13.19 |
| Biomass Type | Moisture, (%) | C ad, (%) | N ad, (%) | H ad, (%) | S ad, (%) | Cl, (%) | Volatile ad (%) | Ash (%) | High Heating Value, (MJ/kg) |
|---|---|---|---|---|---|---|---|---|---|
| Maize straw | 7.7 | 42.3 | 0.63 | 5.61 | 0.07 | 0.115 | 82.4 | 4.2 | 16.86 |
| Torrefied maize straw: | |||||||||
| (2575 °C, 10 min) | 3.1 | 51.90 | 0.36 | 4.97 | 0.05 | 0.014 | 63.78 | 4.84 | 21.35 |
| (300 °C, 7 min) | 1.8 | 54.04 | 0.25 | 4.63 | 0.05 | 0.013 | 51.11 | 6.97 | 22.21 |
| (525 °C, 5 min) | 1.3 | 58.29 | 0.15 | 3.47 | 0.04 | 0.012 | 37.23 | 10.12 | 26.98 |
| Oat straw | 7.8 | 44.10 | 0.65 | 5.87 | 0.09 | 0.230 | 77.8 | 5.0 | 17.74 |
| Torrefied oat straw: | |||||||||
| (2575 °C, 9 min) | 3.8 | 53.79 | 0.23 | 5.64 | 0.01 | 0.012 | 64.80 | 5.54 | 21.54 |
| (300 °C, 6 min) | 2.5 | 55.45 | 0.22 | 5.42 | 0.01 | 0.012 | 49.98 | 7.26 | 22.74 |
| (525 °C, 5 min) | 2.1 | 58.95 | 0.14 | 4.12 | 0.01 | 0.010 | 36.61 | 10.4 | 27.09 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szufa, S.; Wielgosiński, G.; Piersa, P.; Czerwińska, J.; Dzikuć, M.; Adrian, Ł.; Lewandowska, W.; Marczak, M. Torrefaction of Straw from Oats and Maize for Use as a Fuel and Additive to Organic Fertilizers—TGA Analysis, Kinetics as Products for Agricultural Purposes. Energies 2020, 13, 2064. https://doi.org/10.3390/en13082064
Szufa S, Wielgosiński G, Piersa P, Czerwińska J, Dzikuć M, Adrian Ł, Lewandowska W, Marczak M. Torrefaction of Straw from Oats and Maize for Use as a Fuel and Additive to Organic Fertilizers—TGA Analysis, Kinetics as Products for Agricultural Purposes. Energies. 2020; 13(8):2064. https://doi.org/10.3390/en13082064
Chicago/Turabian StyleSzufa, Szymon, Grzegorz Wielgosiński, Piotr Piersa, Justyna Czerwińska, Maria Dzikuć, Łukasz Adrian, Wiktoria Lewandowska, and Marta Marczak. 2020. "Torrefaction of Straw from Oats and Maize for Use as a Fuel and Additive to Organic Fertilizers—TGA Analysis, Kinetics as Products for Agricultural Purposes" Energies 13, no. 8: 2064. https://doi.org/10.3390/en13082064
APA StyleSzufa, S., Wielgosiński, G., Piersa, P., Czerwińska, J., Dzikuć, M., Adrian, Ł., Lewandowska, W., & Marczak, M. (2020). Torrefaction of Straw from Oats and Maize for Use as a Fuel and Additive to Organic Fertilizers—TGA Analysis, Kinetics as Products for Agricultural Purposes. Energies, 13(8), 2064. https://doi.org/10.3390/en13082064