1. Introduction
Protection of the gas-turbine blades against overheating is an important technical problem. Striving for improvement of the turbine effectiveness involves high temperatures of gas flowing through the turbine, which has a negative effect on the mechanical properties of the turbine and the blade’s life. The application of most advanced cooling systems and protective coatings enables effective protection against the blade’s overheating. Cooling systems and protective coatings used for this purpose are discussed in papers [
1,
2,
3].
The choice of the protective coating thickness depends on the region on the surface of the blade, which is the most thermally loaded. Such regions are most often located close to the trailing edges from which the heat transfer through the cooling channels placed inside the blade is hindered. Application of coatings with variable coating thickness brings other problems; therefore, it is advisable to use protective coatings of fixed and as small as possible thickness. Moreover, different values of the heat conduction coefficient for the material the blade is made of, for the material the protective coating is made of and related to the differences in thermal expansion of these materials can be the reason for thermal stresses arising from the temperature gradient and resulting in thermal shield tear-off.
One of the possible solutions protecting the blade against undesirable temperature increases is to apply the protective coating and to use the convection cooling system. Recently, some researchers have considered the problem of cooling blades with the use of a porous material placed inside the cooling channel in the blade. The concept of such a cooling method is an object of a few application patents [
4,
5]. The application of porous material enables heat removal from the blade’s interior from the entire volume of the cooling channel. Heat flows to the interior of the cooling channel by convection through the porous material, and next, it is transferred by air flowing through the porous material.
The constant temperature should be kept on the boundary between the protective coating and the material the blade is made of. In this case, the temperature gradient occurs in the direction being perpendicular to the contact area.
A study on the effectiveness of such type cooling is the subject of paper [
6]. In this paper, the algorithm which allows determining such distribution of porosity that the temperature on the external surface is constant was discussed. From numerical simulations, it results that it is possible to achieve the constant temperature on the surface of the blade using such a cooling system. Only in the region close to the trailing edge, where the heat transfer is hindered, the temperature of the blade’s surface is higher. This paper is aimed at checking if applying the protective coating on the blade’s surface together with the convective cooling by the porous material placed inside the blade’s channel allows for effective heat removal from the external surface of the blade.
2. Formulation of the Problem
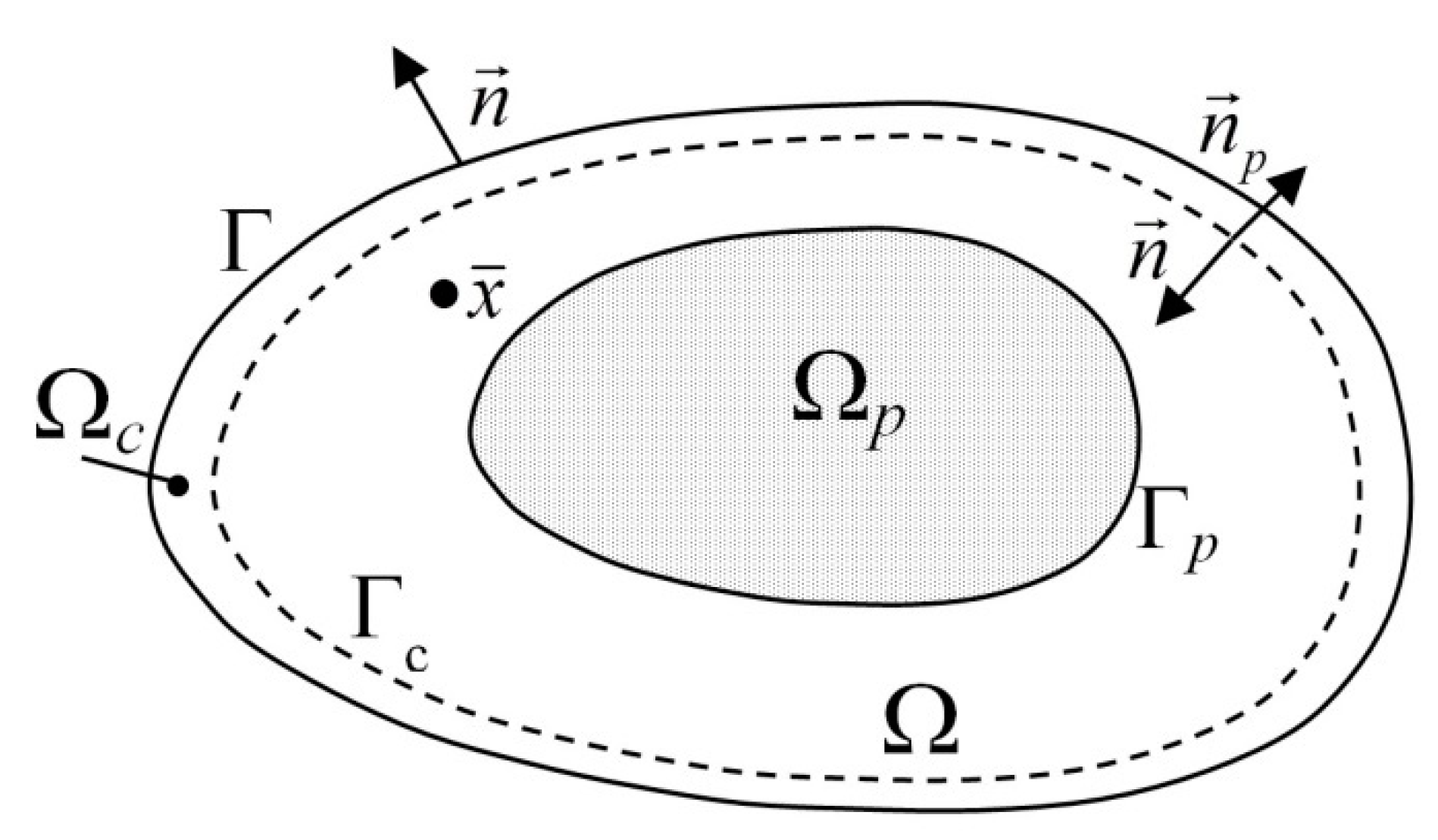
Considered is the multiply-connected domain Ω ∪ Ω
c,
Figure 1, divided into the region of the protective coating and the region of the blade by the boundary Γ
c. The problem of optimization of cooling the gas-turbine blade with a cooling channel filled with the porous material of an unknown distribution of porosity
ε (0 <
ε < 1), can be formulated as follows: given is the heat conduction equation in the domain Ω
c ∪ Ω ∪ Ω
p:
where
kc(
T) is the conduction coefficient of the protective coating (ceramic),
km(
T) is the conduction coefficient of the material the blade is made of,
kp(
T,
ε) is the heat conduction coefficient of the porous material,
f(
T,
ε) is the nonzero source function in the domain Ω
p
On the external boundary Γ of the domain Ω
c known is the boundary condition of the third type:
where
h is the heat transfer coefficient, and
Tgas is the temperature of gas surrounding the area Ω
c from the outside.
The distribution of porosity
ε in the domain Ω
p should be determined in such a way that the following condition is satisfied on the internal boundary Γ
c
where
To is the given temperature. The unknown value of the porosity
ε distribution is determined from the minimum of the functional:
In the problem under consideration, To is the constant temperature on the contact area between the material the blade is made of and the protective coating. Achieving the constant value of this temperature on the boundary Γc is possible due to filling the cooling channels properly with the porous material of the variable porosity ε.
Such posed heat conduction problem belongs to inverse problems being ill-posed in the Hadamard sense [
7]. Hadamard’s definition concerns the well-posed problem, which must exist, be unique and depend continuously on the given initial conditions. If at least one of these conditions is not satisfied, the problem is ill-posed.
In direct problems being described by linear differential equations, satisfied are conditions of solution existence and uniqueness if the following conditions are satisfied:
known is the mathematic model (differential equation describing the investigated phenomenon);
known is the region where the investigated phenomenon occurs;
known are physical properties in the form of coefficients resulting from the phenomenon description; such as thermal conductivity in the heat equation;
known are forces such as heat sources;
known are boundary and initial conditions for transient problems.
If one or more of these conditions is unknown, then the problem is an inverse one.
In such a case, additional information concerning the investigated phenomenon should be known, and the solution is sought in the least-squares sense. More details on this subject can be found in papers [
8,
9,
10].
According to the classification given in the reference paper [
11], the inverse problem considered in this paper belongs to problems related to the reproduction of the source function. Inverse problems of that type do not have an unequivocal solution [
12].
Problems being solved in papers [
13,
14,
15,
16,
17,
18,
19] concern inverse heat conduction problems related to determining unknown source function. The paper [
14] has a character of the review and presents some publications relative to solving inverse problems. In papers [
13,
16,
17], variation methods for solving inverse heat conduction problems were used, likewise in this paper. In papers [
20,
21,
22,
23,
24], among others, minimization of the least-squares functional from the temperature on the surface of the region, where the boundary condition was unknown, was used to solve inverse problems.
3. Algorithm for Determining the Porosity Distribution inside the Cooling Channel of the Blade
The solution of such posed inverse problem is replaced by solving a series of direct problems for the heat Equation (1) with the third type boundary condition (4), in which the distribution of porosity ε is changing iteratively in such a way that the functional (6) achieves its minimum. An iterative algorithm is developed using variational methods. Variations of the functional and of the function are determined from the definition of the directional derivative.
The quantity ε varies inside the porous material and signifies the contribution of air to the elementary volume of the porous material [
25].
Variations of Equation (1), the source function
f, heat conduction coefficient
k, the third type boundary condition (4) and of the functional (6) are as follows, respectively:
The variation of the functional (11) should be expressed explicitly by the variation of the variable
ε. To do so, the function
p conjugated to
δT in the domain Ω′ = Ω
c ∪ Ω ∪ Ω
p is defined. From the Gauss theorem, the following identity results.
Based on (3) and (4), identity (12) takes the following form
The variation of Equation (13) is as follows
and after the Gauss theorem is applied again and the discontinuity of the normal derivative of the function
p on the boundary Γ
c is included
hence,
and the identity (14) takes the following form
Based on (15), it can be assumed that the function
p in the domain Ω′ satisfies the differential equation:
with the boundary condition:
and the discontinuity condition:
Considering the above, identity (15) takes the following form:
and the variation of the functional (11) is equal to:
and depends only on the variation of the independent variable
ε.
From all possible variations of the functional (20), only those are chosen which reduce the value of the functional (6); therefore, the variation of the variable
ε can be written in the form of
hence, the variation of the functional (20):
The above consideration will be next used to develop the iterative algorithm. Suppose that variables
T,
ε change iteratively according to the following formulae:
Knowing distributions of temperature Told and porosity εold in the previous step of the iteration, we can determine
with the boundary condition obtained as a result of the formula (10) transformation:
and conditions of continuity on the internal boundary Γ
c (temperature and the heat flux must be continuous functions on Γ
c):
Parameter
η is determined from the condition that the value of the functional (6) decreases in the subsequent step of the iteration:
hence
Optimum value
η is determined from the condition of the functional value maximum drop (minimum
aη2 +
bη):
Finally, the algorithm is as follows (see Algorithm 1)
| Algorithm 1. |
| step 1: |
| Determining the distribution of temperature T |
| while (1) |
| { |
|
| If abs(T − Told) > ϵT then Told = T; else break; |
| } |
| step 2: |
| Determining the distribution of the conjugate function p |
|
| step 3: |
|
| step 4: |
| Determining the distribution of the auxiliary function u |
|
| step 5: |
|
| step 6: |
| If abs(ε − εold) > ϵ then { Told = T; εold = ε; goto step 1:; } |
The algorithm is developed in such a way that in each step of the iteration, the value of the functional (6) decreases (it results from the inequality (27)). This means that the temperature on the boundary Γc approaches To, and the parameter η being determined in the fifth step of the algorithm also approaches zero. On this basis, we may assume that the condition of completing the algorithm operates in the sixth step of the algorithm is obtained with the given accuracy ϵ.
However, it does not mean that, as the result of the algorithm operation, the temperature
To is achieved on the boundary Γ
c. It depends on the possibility of removing heat from the external boundary of the blade to the porous material. The greatest problems related to this occur in the vicinity of the blade’s trailing edge. The reference paper [
6] presented some results of calculations for the algorithm developed on a basis similar to that one discussed in this paper. Inability to remove heat from this part of the blade caused the increase of temperature on the external boundary of the blade in the vicinity of the trailing edge to reduce the heat flux flowing through this region of the blade.
The algorithm considered in this paper is an expansion of the algorithm from the paper [
6]. On the blade’s surface, a protective layer of a low value of the thermal conductivity coefficient was added. The desired constant value of temperature was assumed on the inner boundary, which separates the material of the blade from the protective layer. The material the blade is made of does not have contact with the external environment; therefore, the minimization functional (6) is defined on the inner boundary and not on the external boundary of the blade-like it is in the paper [
6]. Application of an additional protective layer on the external boundary of the blade results in solving different differential equations in each step of the iteration than it is in the case of the algorithm discussed in paper [
6].
4. Determining the Distribution of Porosity in Cooling Channels of the Gas Turbine Blades Coated with a Protective Layer
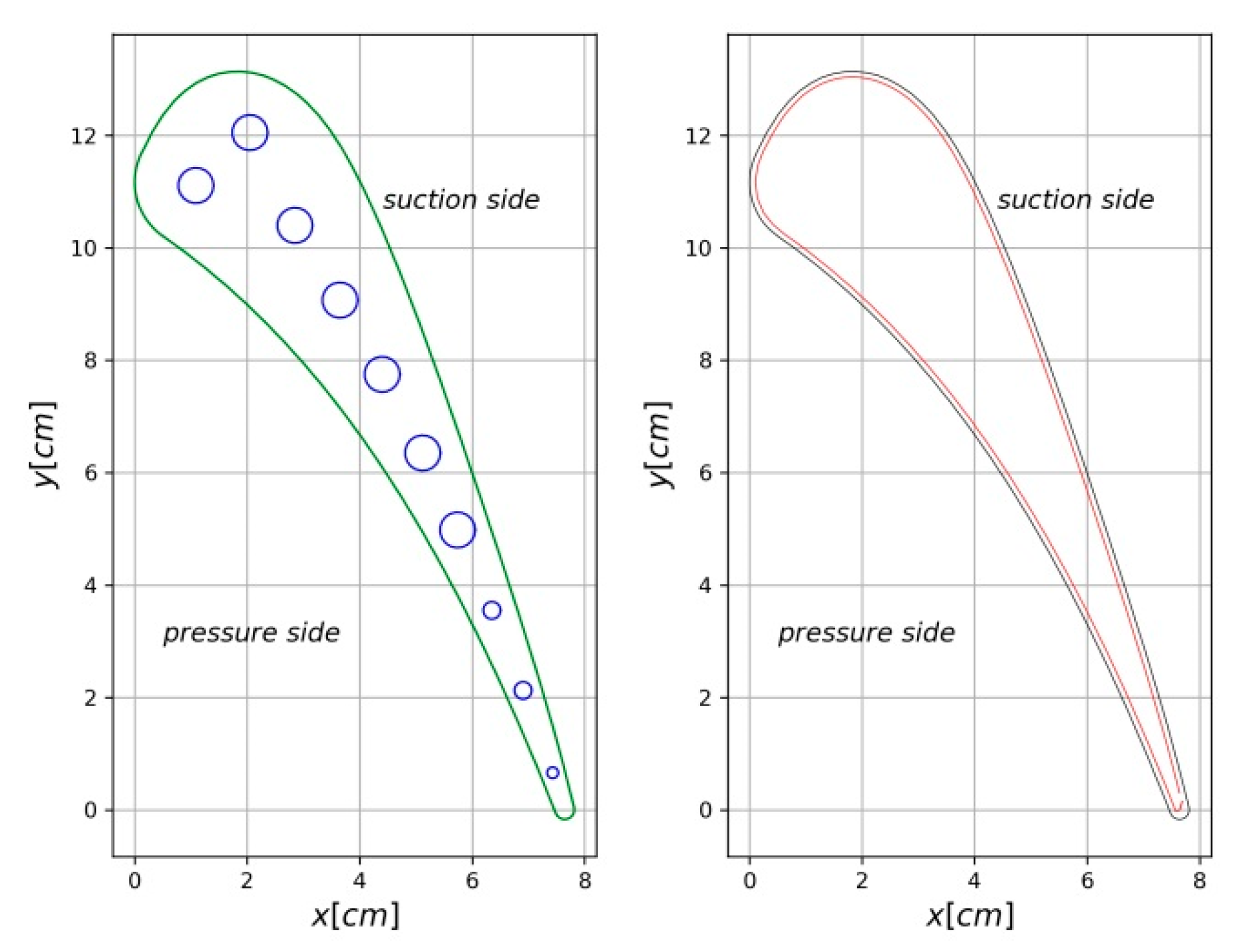
The blade-shaped, as shown in
Figure 2 (right), with one cooling channel filled with a porous material, was chosen for numerical calculations. The external surface of the blade was coated with the protective layer being thick, as summarized in
Table 1. The source function is related to the porous material and is given by the following formula [
25]:
where
Tair denotes the temperature of the air flowing through the porous material, and
hV is the volumetric heat transfer coefficient determined from the formula:
In the formula (30),
U denotes the velocity of air flowing through the porous material [m/s],
dp—the pore diameter [mm],
C,
x,
y,
z are nondimensional coefficients determined based on experimental research [
25], summarized in
Table 2.
Heat conduction coefficients for the material of the blade’s protective layer and for the porous material are given by the formula
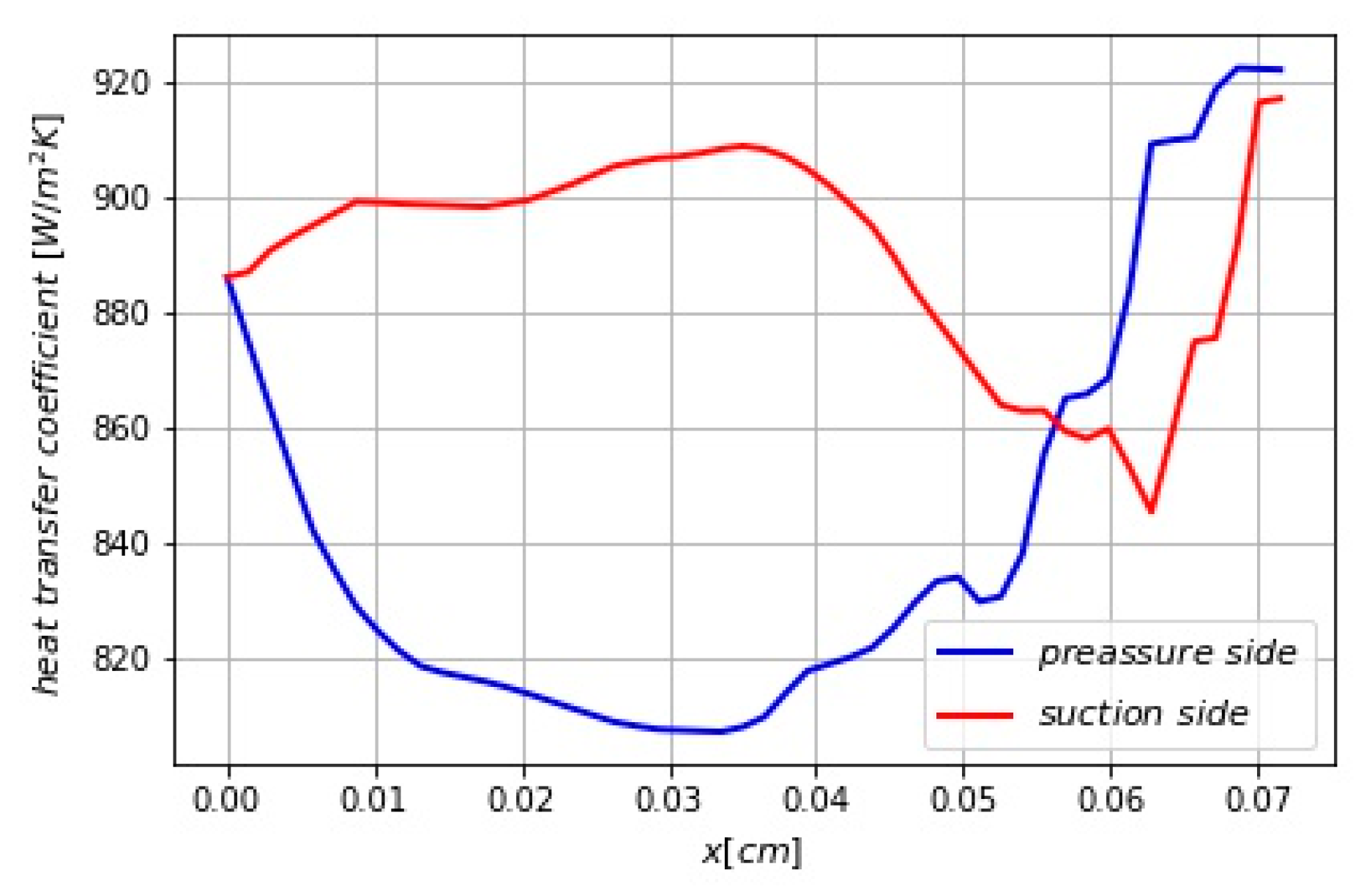
The heat transfer coefficient on the external boundary of the blade was adopted from the research results included in the reference paper [
26], and its distribution is shown in
Figure 3. The temperature of gas surrounding the blade
Tgas equals 800 K, and the temperature of the air cooling the
Tair equals 300 K. Calculations were performed for temperature
To on the boundary Γ
c of 550, 600, 650 K, respectively.
Differential equations in subsequent steps of the algorithm from
Section 2 were solved using the finite element method included in the FreeFem++ software [
27]. For numerical calculations, a mesh of finite elements consisting of 26,338 triangle elements was used. Calculations were performed by approximating the solution in the mesh element with the use of Lagrangian finite elements P1 and P2, and they gave identical solutions. Equations from subsequent steps of the algorithm were of the following form:
after the Green–Ostrogradsky–Gauss theorem had been applied, finally:
after the Green–Ostrogradsky–Gauss theorem had been applied, finally:
after the Green–Ostrogradsky–Gauss theorem had been applied, finally:
Calculations were performed for thicknesses of the protective coating given in
Table 1. Thickness was diversified maximally to show its impact on the efficiency of heat removal through the porous material placed inside the blade’s cooling channel.
To evaluate the deviation of the temperature distribution on the boundary between the protective layer and the material the blade is made of the following norm was used:
where
lΓc is the length of the boundary Γ
c.
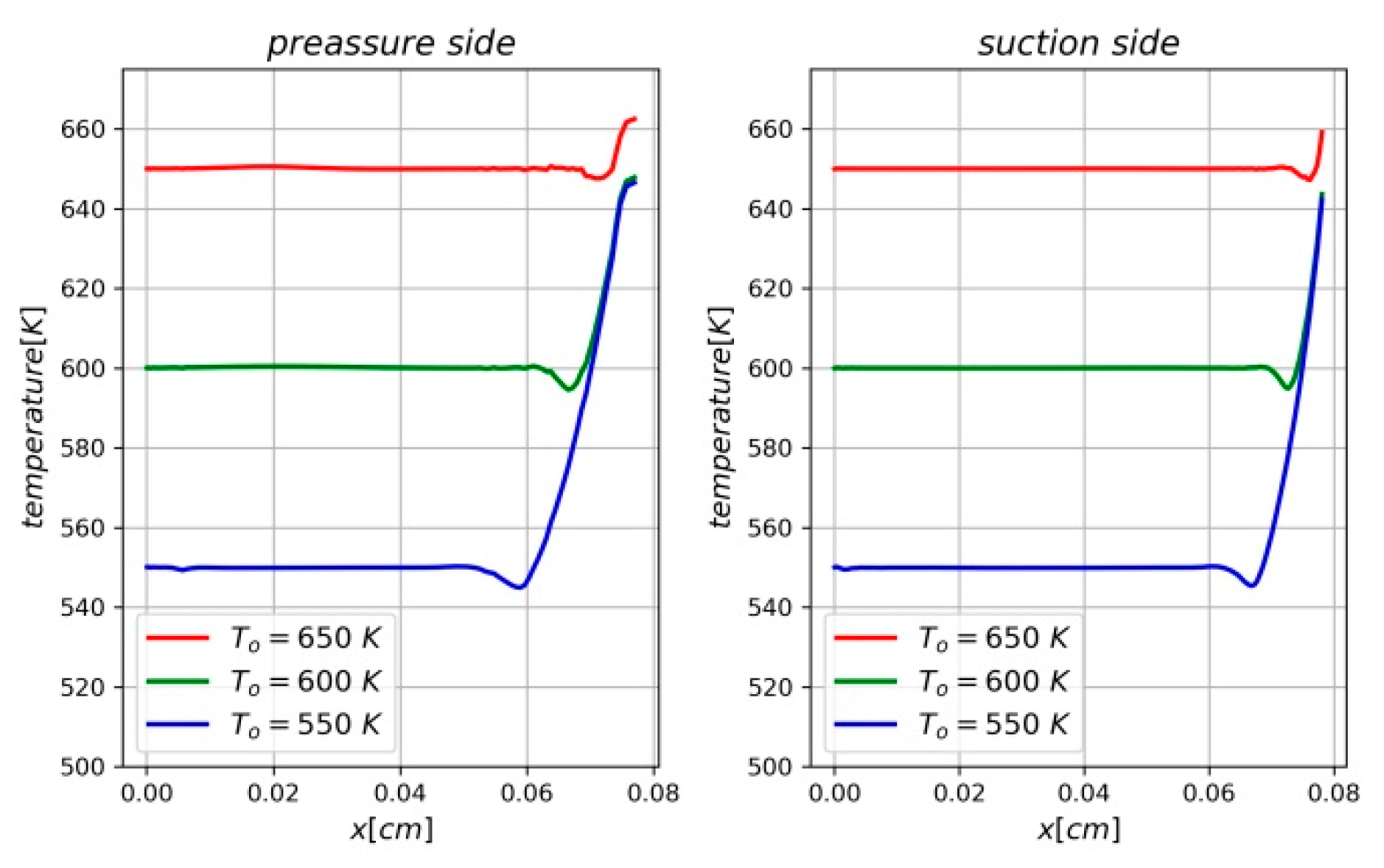
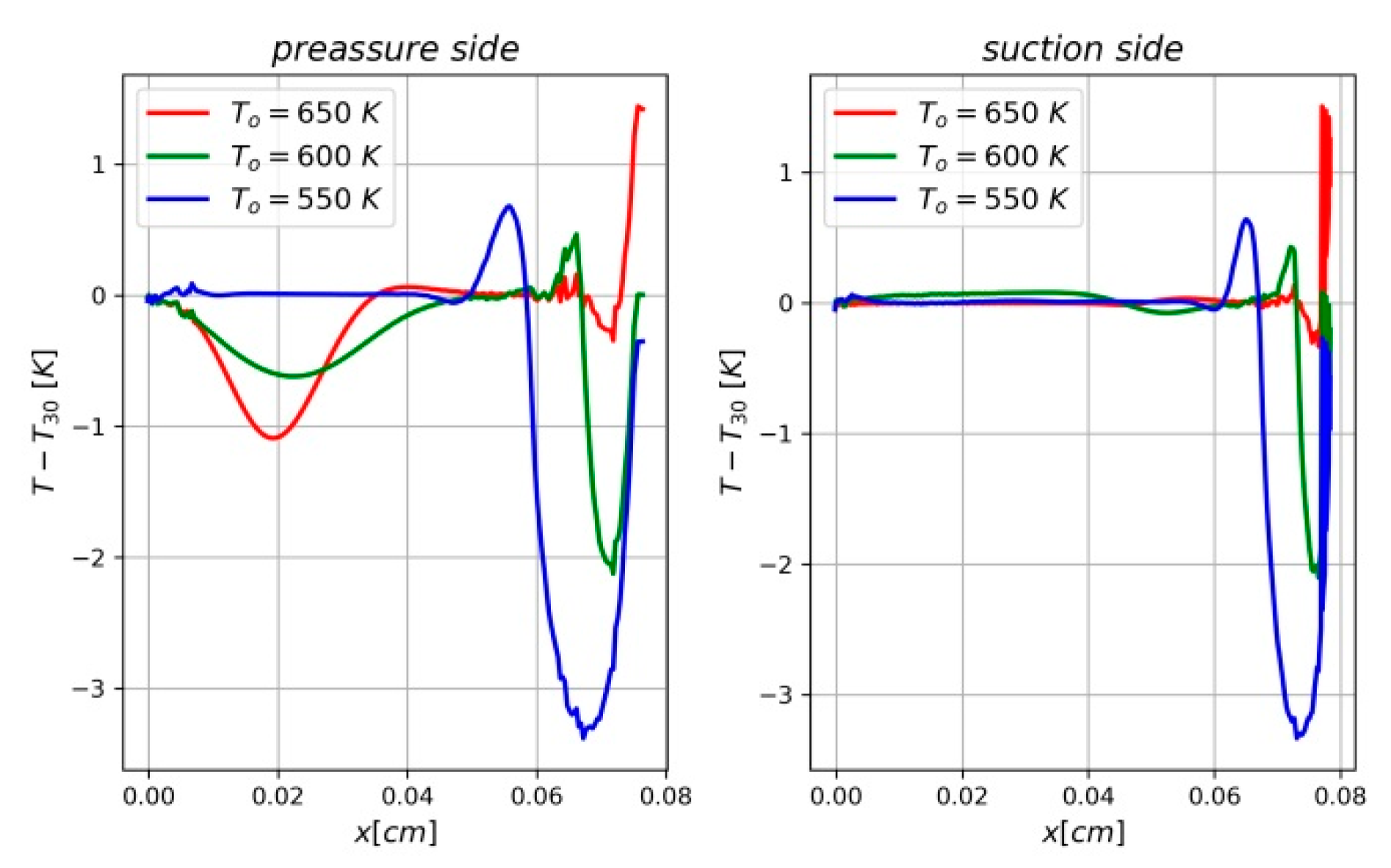
Figure 4 presents the distribution of temperature on the boundary between the protective coating and the blade’s surface for the protective coating being 30 μm-thick. This distribution was approximated in the iteration process to the temperature
To given on the contact area between the protective coating and the material the blade is made of. When compared with the assumed value of temperature
To, the greatest differences occur in the vicinity of the trailing edge, both, on the suction side and on the pressure side of the blade. The region where these differences occur widens while the value of temperature
To decreases.
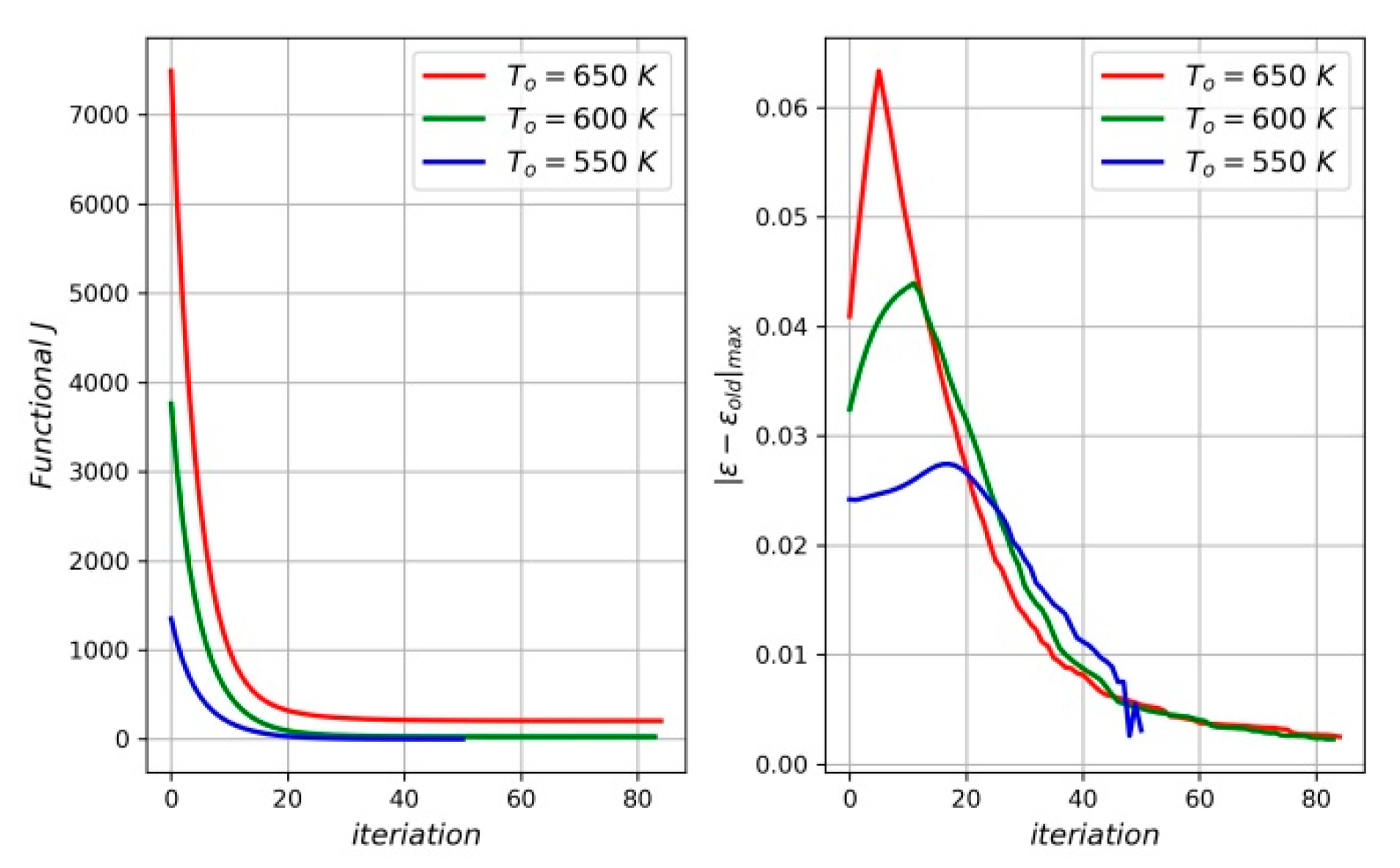
The accuracy of the algorithm operation for the protective coating thickness of 30 μm is presented in
Figure 5 (left). It is noticeable that in subsequent steps of iteration, the value of the functional (6) decreases. The same figure (right) shows the course of the distribution of the maximum value of the porosity difference |
ε −
εold|
max in subsequent steps of iteration. The algorithm completes its operation when the value of this difference drops below 0.002.
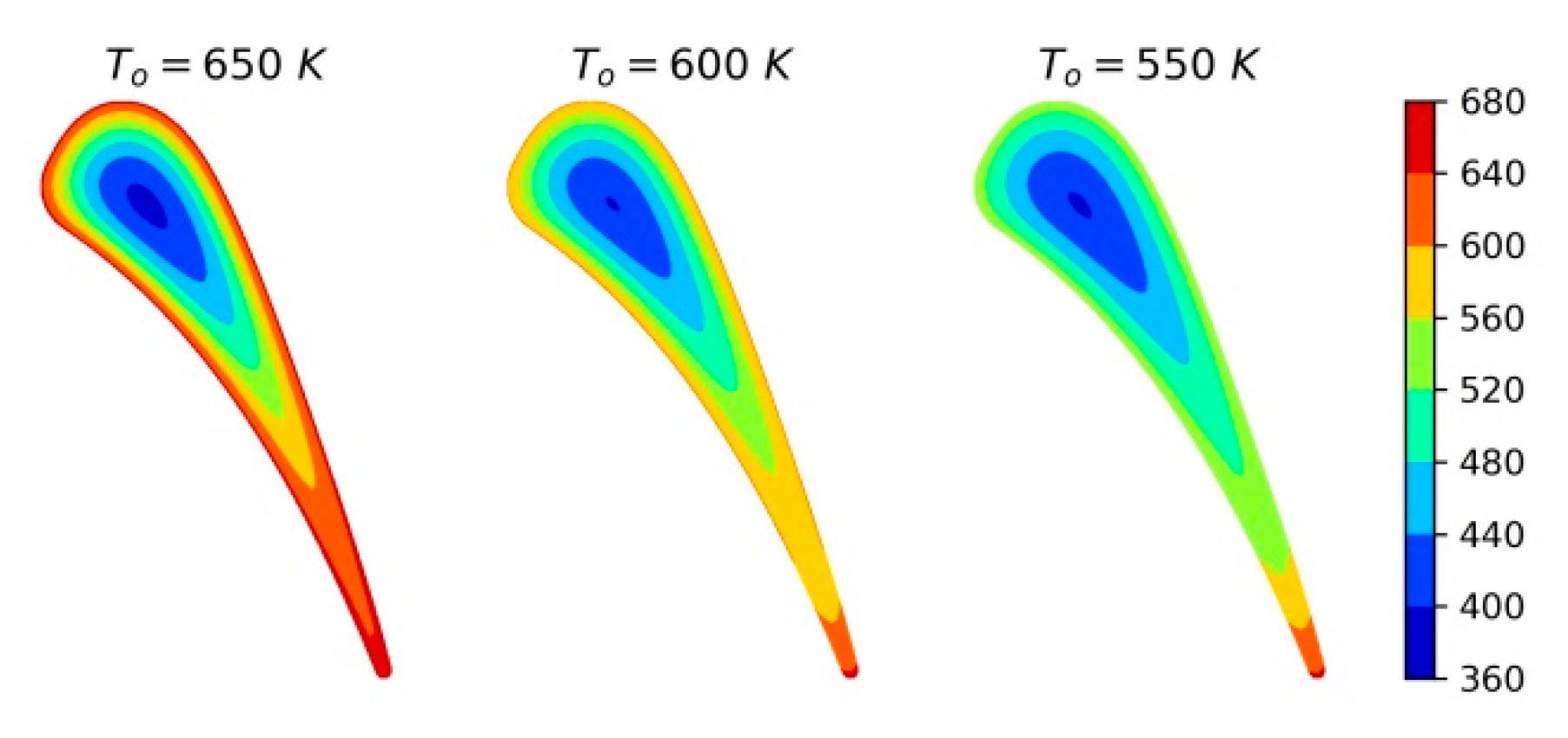
Figure 6 presents the distribution of temperature in the entire area of the blade without the protective coating. The increase of the blade’s temperature in the vicinity of the trailing edge is clearly noticeable.
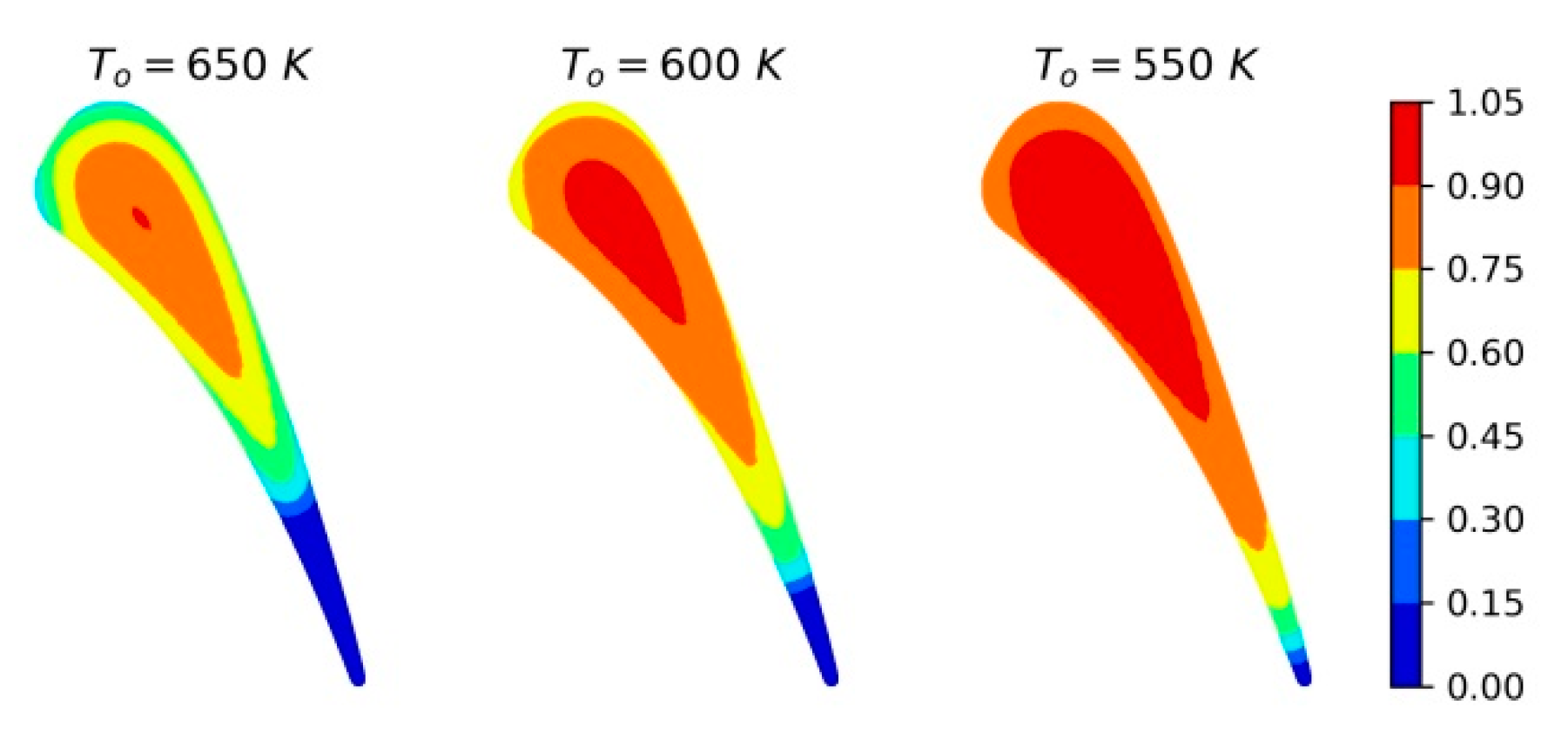
Distribution of the porous material, determined with the use of the algorithm discussed in
Section 2, for the protective coating being 30 μm-thick, is shown in
Figure 7. Value 1 denotes only air, and value 0 denotes only material the blade is made of. The volumetric heat transfer coefficient
hV (30) increases while the porosity decreases. This is obvious, since with the increase of the air quantity in the porous material volume unit, its involvement in conducting heat through the porous material to the internal part of the channel decreases.
The formula (30) cannot, however, be extrapolated for ε = 0, since this is the borderline case when the porous material becomes the material of a continuous structure. According to the formula (30), this coefficient has the highest value, although it does not remove the accumulated heat. It is similar to the borderline case ε = 1 when the volumetric heat transfer coefficient should approach the surface heat transfer coefficient. As properties of the porous material do not behave on the boundary in such a way, minimum and maximum values of porosity of 0.05 and 0.95, respectively, were assumed for calculations.
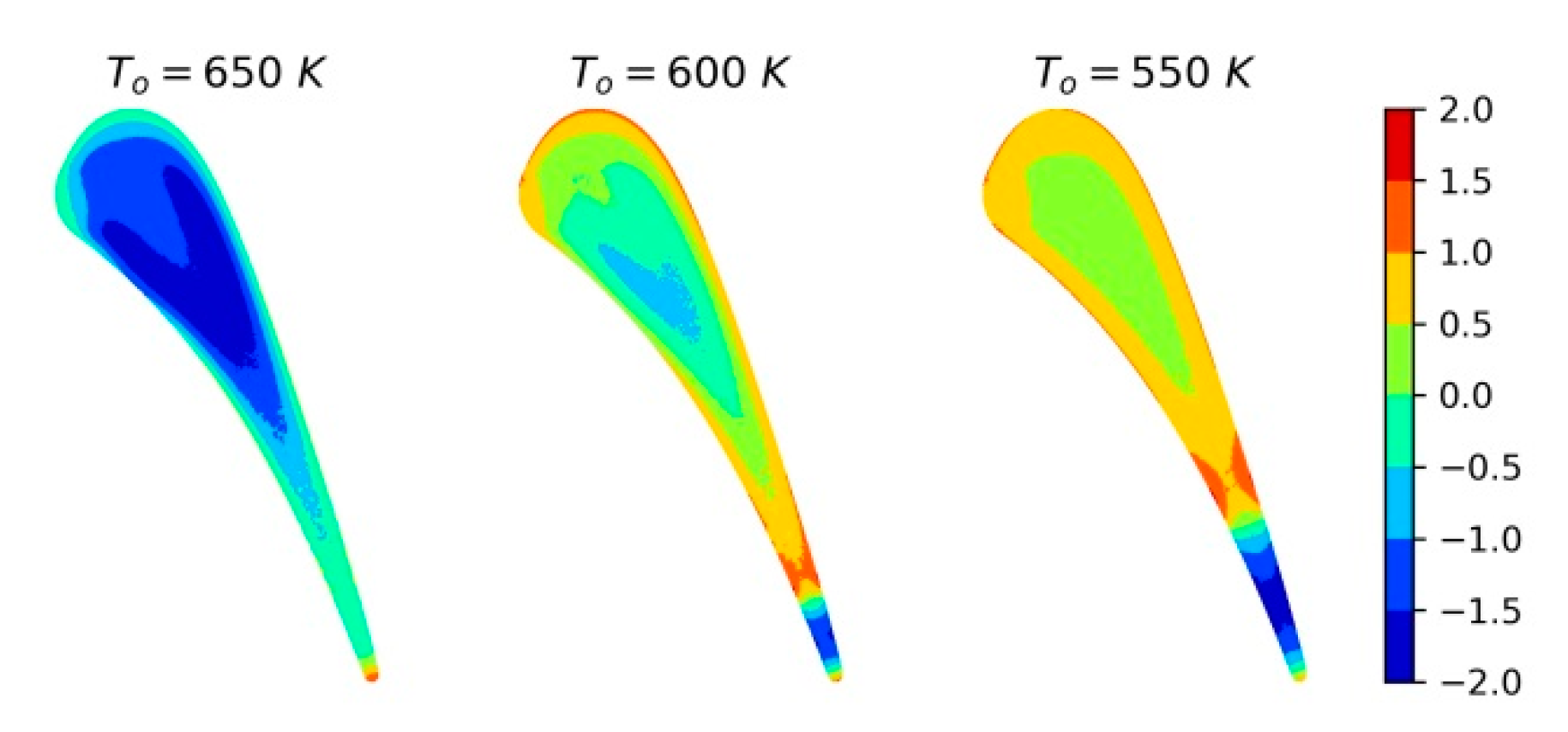
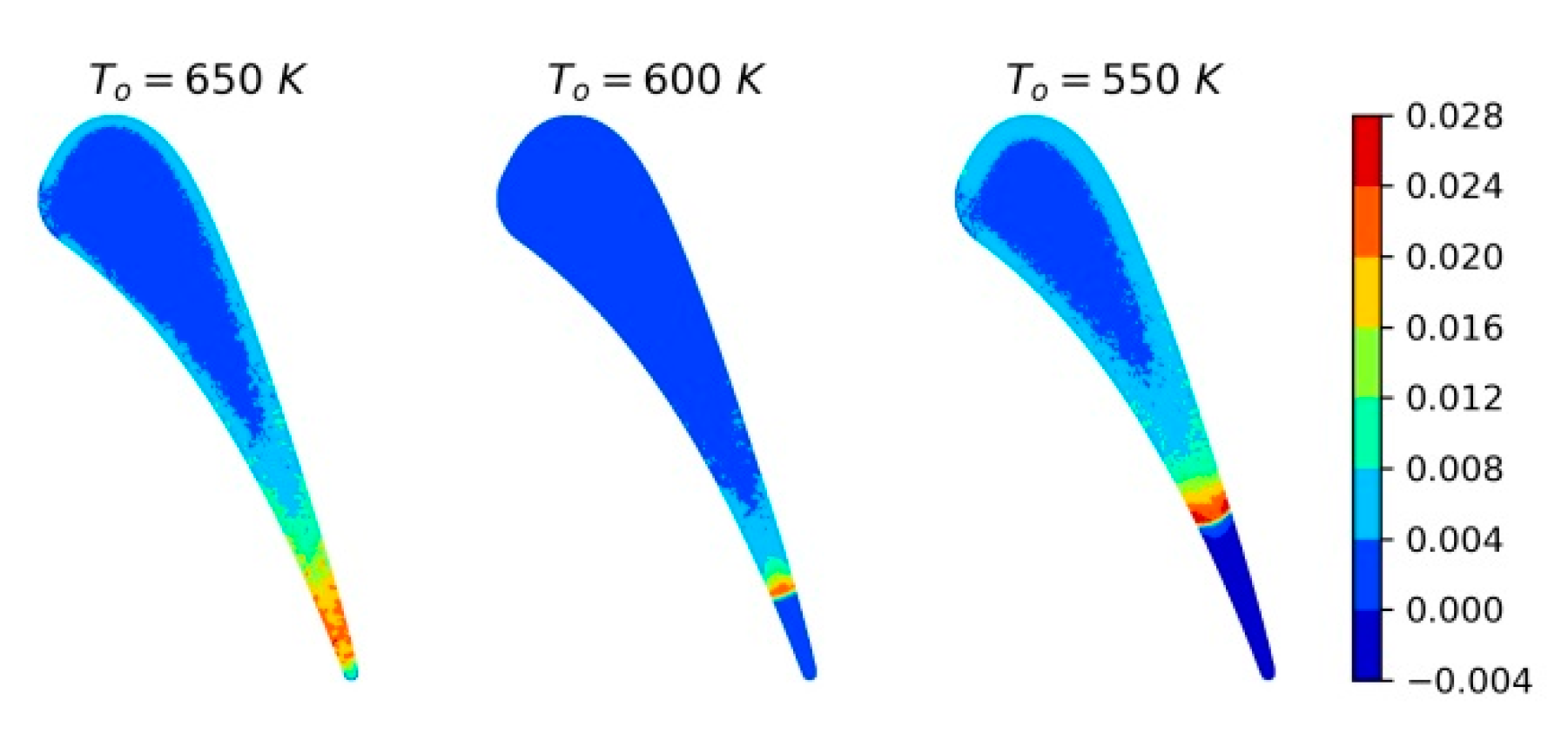
Results of calculations for the protective layer being 200 μm thick are presented in
Figure 8,
Figure 9 and
Figure 10. Due to a great similarity between distributions of temperature and of porosity for this thickness to distributions shown in
Figure 4,
Figure 6 and
Figure 7, these figures present the difference between distributions of temperature and of porosity for the thicker layer and distributions for the protective layer being 30 μm thick.
The distribution of the temperature difference on the contact surface between the protective layer and the blade is the greatest in the vicinity of the trailing edge, and it coincides with the region where the greatest difference of the temperature calculated by the algorithm relative to the temperature To occurs.
This difference is more visible in
Figure 9 for the temperature distribution and in
Figure 10 for the porosity distribution in the entire blade.
The increase of the protective layer thickness did not significantly improve conditions of heat exchange in the vicinity of the blade’s trailing edge. This can be interpreted as follows: the protective layer allows for limiting the heat flow into the blade’s interior to enable removing heat by convection and by conduction through the porous material placed inside the cooling channel. Due to the thickness of the same blade in the region close to the trailing edge, it is impossible to transfer such an amount of heat to the porous material to achieve a temperature approximately equal to. Only for To = 650 K this was possible.
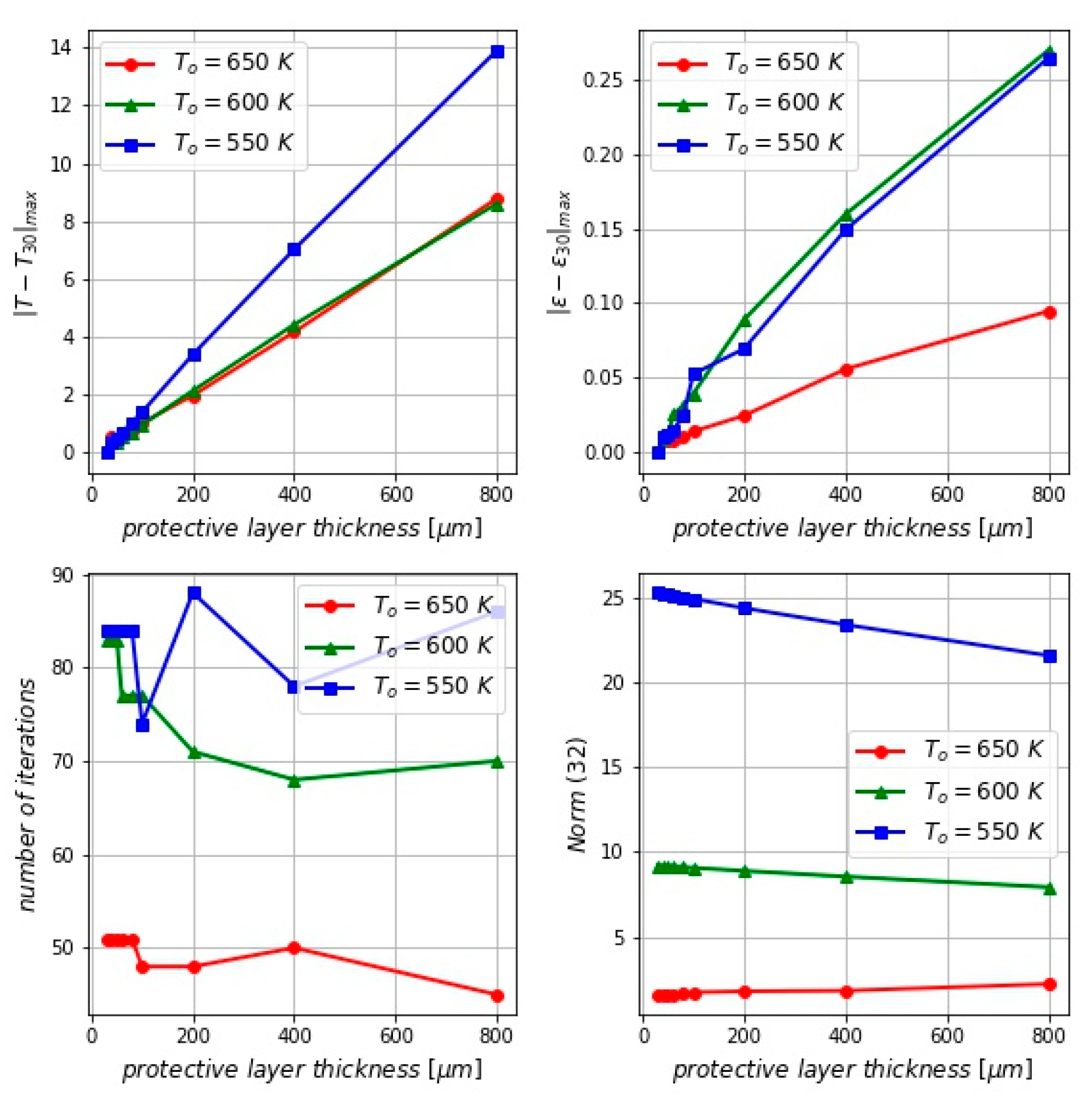
The synthetic presentation of selected quantities in the function of the protective layer thickness given in
Table 1 is shown in
Figure 11.
For various thicknesses of the protective layer, similar distributions of temperature in the blade were obtained. The maximum temperature difference did not exceed 14 K,
Figure 11 (top, left). Significant differences, reaching 25% of maximum porosity value, were observed for the porosity distribution,
Figure 11 (top, right). The region of the blade where the highest differences occurred was at the place where the blade’s throat begun towards the trailing edge,
Figure 10. The number of iterations needed to perform calculations is shown in
Figure 11 (bottom, left). An increase of the coating layer thickness does not impact significantly on the temperature distribution on the contact area between the protective surface and the blade,
Figure 11 (bottom, right).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}