
Assessment on the Application of Facilitated Transport Membranes in Cement Plants for CO2 Capture


Abstract
:1. Introduction
2. Methodology
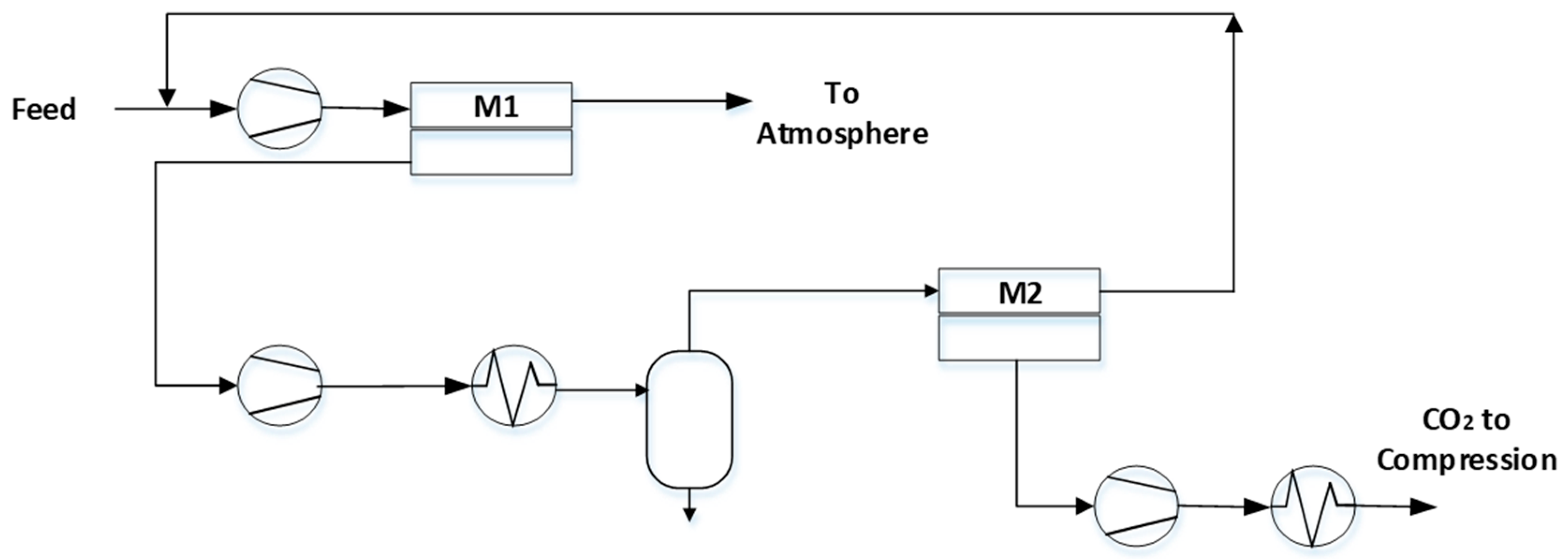
2.1. Process Description
2.2. Facilitated Transport Membranes
2.3. Solution Diffusion Membranes
2.4. Process Simulation and Membrane Module
2.5. Economic Analysis
- Specific Primary Energy Consumptions (SPECCA), which is calculated from the sum of the direct and indirect specific primary energy consumption (Q) and the equivalent specific CO2 emissions (E) of the case without carbon capture (BAU) and the capture cases (CP) using Equation (1):
- Cost of Clinker (COC), which is the sum of the contributions of annualized investment cost and of the operating costs referred to the amount of clinker produced;
- CO2 avoidance cost, calculated from the cost of clinker and the specific CO2 emissions (E) of the case without carbon capture (BAU) and the capture cases (CP) using Equation (2):
3. Results and Discussion
3.1. Steam Grade
3.2. Steam Availability
3.3. Comparison with Other Capture Technologies
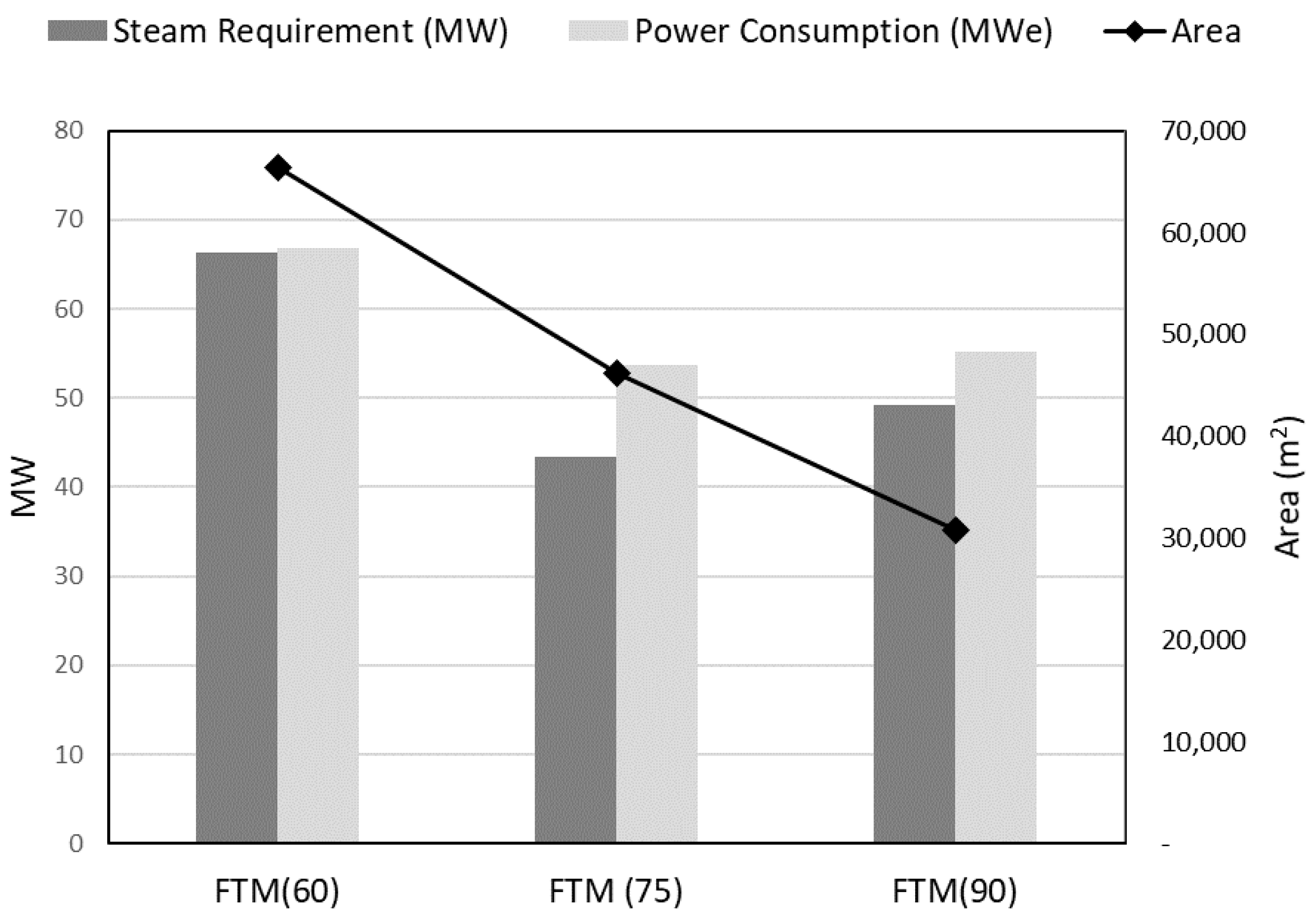
3.4. Sensitivity Analysis: Capture Rate
3.5. Sensitivity Analysis: Flue Gas Partial Pressure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed | Steam | Feed to Membrane | Out Turbine | Sweep Steam | Permeate | To Compression Train | |
|---|---|---|---|---|---|---|---|
| Pressure (kPa) | 101.3 | 101.30 | 165 | 101.30 | 35.61 | 35 | 101.00 |
| Flow (kmol/h) | 6474 | 1080 | 7760 | 5556 | 2166 | 4606 | 2130 |
| Molar fractions | |||||||
| CO2 | 0.33 | 0.000 | 0.287 | 0.04 | 0.000 | 0.44 | 0.95 |
| O2 | 0.02 | 0.000 | 0.017 | 0.025 | 0.000 | 0.00 | 0.001 |
| N2 | 0.60 | 0.000 | 0.522 | 0.72 | 0.000 | 0.01 | 0.02 |
| H2O | 0.04 | 1.000 | 0.174 | 0.2 | 1.000 | 0.55 | 0.03 |
References
- IEA; CSI. Technology Roadmap—Low-Carbon Transition in the Cement Industry; IEA: Paris, France, 2018. [Google Scholar]
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792–105811. [Google Scholar] [CrossRef]
- Fennell, P.S.; Davis, S.J.; Mohammed, A. Decarbonizing cement production. Joule 2021, 5, 1305–1311. [Google Scholar] [CrossRef]
- Obrist, M.D.; Kannan, R.; Schmidt, T.J.; Kober, T. Decarbonization pathways of the Swiss cement industry towards net zero emissions. J. Clean. Prod. 2021, 288, 125413–125426. [Google Scholar] [CrossRef]
- Benhelal, E.; Shamsaei, E.; Rashid, M.I. Challenges against CO2 abatement strategies in cement industry: A review. J. Environ. Sci. 2021, 104, 84–101. [Google Scholar] [CrossRef]
- Gkiokchan, M.; Ryssel, M.; Zhao, L.; Markewitz, P.; Sattler, C.; Robinius, M.; Stolten, D. CO2 emission reduction in the cement industry by using a solar calciner. Renew. Energy 2020, 145, 1578–1596. [Google Scholar]
- CEMCAP. Available online: https://www.sintef.no/cemcap (accessed on 20 November 2020).
- CLEANKER. Available online: http://www.cleanker.eu/ (accessed on 20 November 2020).
- LEILAC. Available online: https://www.project-leilac.eu/ (accessed on 20 November 2020).
- Laribi, S.; Dubois, L.; De Weireld, G.; Thomas, D. Study of the post-combustion CO2 capture process by absorption regeneration using amine solvents applied to cement plant flue gases with high CO2 contents. Int. J. Greenh. Gas Control. 2019, 90, 102799–102810. [Google Scholar] [CrossRef]
- Nwaohaa, C.; Beaulieub, M.; Tontiwachwuthikula, P.; Gibson, M.D. Techno-economic analysis of CO2 capture from a 1.2 million MTPA cement plant using AMP-PZ-MEA blend. Int. J. Greenh. Gas Control 2018, 78, 400–412. [Google Scholar] [CrossRef]
- Roussanaly, S.; Fu, C.; Voldsund, M.; Anantharaman, R.; Spinelli, M.; Romano, M. Techno-economic analysis of MEA CO2 capture from a cement kiln—Impact of steam supply scenario. Energy Procedia 2017, 114, 6229–6239. [Google Scholar] [CrossRef] [Green Version]
- Pérez-Calvo, J.-F.; Sutter, D.; Gazzani, M.; Mazzotti, M. A methodology for the heuristic optimization of solvent-based CO2 capture processes when applied to new flue gas compositions: A case study of the Chilled Ammonia Process for capture in cement plants. Chem. Eng. Sci. X 2020, 8, 100074–100097. [Google Scholar] [CrossRef]
- Cloete, S.; Giuffrida, A.; Romano, M.C.; Zaabout, A. Economic assessment of the swing adsorption reactor cluster for CO2 capture from cement production. J. Clean. Prod. 2020, 275, 123024–123040. [Google Scholar] [CrossRef]
- De Lena, E.; Spinelli, M.; Gatti, M.; Scaccabarozzi, R.; Campanari, S.; Consonni, S.; Cinti, G.; Romano, M.C. Techno-economic analysis of calcium looping processes for low CO2 emission cement plants. Int. J. Greenh. Gas Control 2019, 82, 244–260. [Google Scholar] [CrossRef]
- Ozcan, D.C.; Macchi, A.; Lu, D.; Kierzkowska, A.; Ahn, H.; Muller, C.; Brandani, S. Ca-Cu looping process for CO2 capture from a power plant and its comparison with Ca-looping, oxy-combustion and amine-based CO2 capture processes. Int. J. Greenh. Gas Control 2015, 43, 198–212. [Google Scholar] [CrossRef] [Green Version]
- De Silvestri, A.; Stendardo, S.; Pietra, M.D.; Borello, D. Decarbonizing cement plants via a fully integrated calcium looping-molten carbonate fuel cell process: Assessment of a model for fuel cell performance predictions under different operating conditions. Int. J. Hydrog. Energy 2021, 46, 14988–15007. [Google Scholar] [CrossRef]
- Lindqvist, K.; Roussanaly, S.; Anantharaman, R. Multi-stage membrane processes for CO2 capture from cement. Energy Procedia 2014, 63, 6476–6483. [Google Scholar] [CrossRef] [Green Version]
- Voldsund, M.; Gardarsdottir, S.O.; Lena, E.D.; Pérez-Calvo, J.-F.; Jamali, A.; Berstad, D.; Fu, C.; Romano, M.; Roussanaly, S.; Anantharaman, R.; et al. Comparison of Technologies for CO2 Capture from Cement Production—Part 1: Technical Evaluation. Energies 2019, 12, 559. [Google Scholar] [CrossRef] [Green Version]
- Gardarsdottir, S.O.; Lena, E.D.; Romano, M.; Roussanaly, S.; Berstad, D.; Fu, C.; Voldsund, M.; Pérez-Calvo, J.-F.; Anantharaman, R.; Sutter, D.; et al. Comparison of Technologies for CO2 Capture from Cement Production—Part 2: Cost Analysis. Energies 2019, 12, 542. [Google Scholar] [CrossRef] [Green Version]
- Baker, R.W.; Freeman, B.; Kniep, J.; Huang, Y.I.; Merkel, T.C. CO2 Capture from Cement Plants and Steel Mills Using Membranes. Ind. Eng. Chem. Res. 2018, 57, 15963–15970. [Google Scholar] [CrossRef]
- Micari, M.; Dakhchoune, M.; Agrawal, K.V. Techno-economic assessment of postcombustion carbon capture using high-performance nanoporous single-layer graphene membranes. J. Membr. Sci. 2021, 624, 119103–119119. [Google Scholar] [CrossRef]
- Hägg, M.-B.; Lindbråthen, A.; He, X.; Nodeland, S.; Cantero, T. Pilot demonstration—Reporting on CO2 capture from a cement plant. Energy Procedia 2017, 114, 6150–6165. [Google Scholar] [CrossRef]
- Dai, Z.; Nardelli, G.M.; Costi, R.; Deng, L. Field test of a pre-pilot scale hollow fiber facilitated transport membrane for CO2 capture. Int. J. Greenh. Gas Control 2019, 86, 191–200. [Google Scholar] [CrossRef]
- Janikaram, S.; Santinelli, F.; Costi, R.; Lindbråthen, A.; Nardelli, G.M.; Milkowski, K.; Ansaloni, L.; Deng, L. Field trial of hollow fiber modules of hybrid facilitated transport membranes for flue gas CO2 capture in cement industry. Chem. Eng. J. 2021, 413, 127405–127416. [Google Scholar] [CrossRef]
- IEAGHG. “Deployment of CCS in the Cement Industry (Report 2013/19)” IEA Greenhouse Gas R&D Programme; IEAGHG: Cheltenham, UK, 2013. [Google Scholar]
- Rafiq, S.; Deng, L.; Hägg, M.-B. Role of facilitated transport membranes and composite membranes for efficient CO2 capture—A review. Chem. Biol. Eng. Rev. 2016, 3, 1–19. [Google Scholar]
- Dai, Z.; Deng, J.; Ansaloni, L.; Janikaram, S.; Deng, L. Thin-film-composite hollow fiber membranes containing amino acid salts as mobile carriers for CO2 separation. J. Membr. Sci. 2019, 578, 61–68. [Google Scholar] [CrossRef]
- NANOMEMC2 Project, WP2-WP3-WP5 Internal communication; European Commission: Brussels, Belgium, 2017.
- Belaissaoui, B.; Lasseuguette, E.; Janakiram, S.; Deng, L.; Ferrari, M.-C. Analysis of CO2 Facilitation Transport Effect through a Hybrid Poly (Allyl Amine) Membrane: Pathways for Further Improvement. Membranes 2020, 10, 367. [Google Scholar] [CrossRef]
- Chen, K.K.; Salima, W.; Han, Y.; Wu, D.; Ho, W.W. Fabrication and scale-up of multi-leaf spiral-wound membrane modules for CO2 capture from flue gas. J. Membr. Sci. 2020, 595, 117504–117515. [Google Scholar] [CrossRef]
- Ferrari, M.-C.; Bocciardo, D.; Brandani, S. Integration of Multi-Stage Membrane Carbon Capture Processes to Coal-Fired Power Plants using highly permeable polymers. Green Energy Environ. 2016, 1, 211–221. [Google Scholar] [CrossRef]
- van der Spek, M.; Roussanaly, S.; Rubin, E.S. Best practices and recent advances in CCS cost engineering and economic analysis. Int. J. Greenh. Gas Control 2019, 83, 91–104. [Google Scholar] [CrossRef]
- Garcia, M.; Berghout, N. Toward a common method of cost-review for carbon capture technologies in the industrial sector: Cement and iron and steel plants. Int. J. Greenh. Gas Control 2019, 87, 142–158. [Google Scholar] [CrossRef]
- De Lena, E.; Spinelli, M.; Romano, M.; Gardarsdottir, S.O.; Roussanaly, S.; Voldsund, M. CEMCAP Economic Model Spreadsheet. 2018. Available online: https://zenodo.org/record/1446522 (accessed on 8 November 2020).
- IEA Greenhouse Gas R&D Programme. Cost of CO2 Capture in the Industrial Sector: Cement and Iron and Steel Industries, 2018-TR03; IEAGHG: Cheltenham, UK, 2018. [Google Scholar]
- European Environmental Agency. 2017. Available online: https://www.eea.europa.eu/data-and-maps/indicators/overview-of-the-electricity-production-2/assessment-4 (accessed on 6 December 2020).
- Voldsund, M.; Anantharaman, R.; Berstad, D.; Cinti, G.; De Lena, E.; Gatti, M.; Gazzani, M.; Hoppe, H.; Martínez, I.; Monteiro, J.G.M.-S.; et al. CEMCAP Framework for Comparative Techno-Economic Analysis of CO2 Capture from Cement Plants (D3.2). 2018. Available online: https://www.zenodo.org/record/1257112#.W8hidapPpaR (accessed on 6 December 2020).
- Turton, R. Analysis, Synthesis, and Design of Chemical Processes; Prentice Hall/PTR: London, UK, 2003. [Google Scholar]








| Yearly Hours of Operation | 7920 |
|---|---|
| Raw meal/fuel/air inlet temperature (°C) | 83/55/15 |
| Fuel composition (wt. %) and heating value | |
| C (%) | 86.5 |
| H (%) | 3.53 |
| S (%) | 5.12 |
| Ash (%) | 0.2 |
| H2O (%) | 0.5 |
| LHV (MJ/kg) | 34.24 |
| Raw meal composition (wt. %) | |
| CaCO3 (%) | 77.4 |
| SiO2 (%) | 13.78 |
| Al2O3 (%) | 3.7 |
| Fe2O3 (%) | 1.58 |
| MgCO3 (%) | 2.37 |
| Suspension Preheaters | |
| Number of stages | 5 |
| Cyclones efficiency, (%) | 98/56/76/63/77 |
| Heat loss, (kJ/kgclk) | 100 |
| Flow rate air (Nm3/hr) | 150–160,000 |
| Flue gas temperature (°C) | 320 |
| Precalciner (95% efficiency) | |
| Fuel consumption, (kg/kgclk) | 0.041 |
| Transport air, (kg/kgclk) | 0.0298 |
| Tertiary air temperature (cooler outlet/calciner inlet), (°C) | 980/820 |
| Tertiary air mass flow rate (kg/kgclk) | 0.49 |
| Heat loss, (kJ/kgclk) | 100 |
| Rotary Kiln | |
| Fuel consumption, (kg/kgclk) | 0.061 |
| Gas outlet temperature, (°C) | 1150 |
| Transport air + primary air flow rate, (kg/kgclk) | 0.07 |
| Secondary air temperature, (°C) | 1050 |
| Secondary air mass flow rate (kg/kgclk) | 0.62 |
| Clinker cooler | |
| Clinker final temperature, (°C) | 106 |
| Exhausts temperature, (°C) | 300 |
| Heat loss, (kJ/kgclk) | 38 |
| FTM [29] | S/D [21] | |
|---|---|---|
| CO2 Permeance (GPU) | 2000 | 2000 |
| Selectivity N2 (-) | 300 | 300 |
| Selectivity H2O (-) | 0.3 | 0.3 |
| Selectivity other components (-) | 200 | 200 |
| Minimum Relative Humidity for operation | 60% | N/A |
| Operation temperature (°C) | 60–120 | 35 |
| Lifetime (yr) | 3 | 3 |
| Variable OPEX Item | Unit Cost |
|---|---|
| Raw Meal (€/t_clinker) | 5 |
| MEA Solvent (€/kg) | 1.45 |
| Process Water (€/m3) | 6.65 |
| Cooling Water (€/m3) | 0.39 |
| Electricity (€/MWhe) | 58.1 |
| Natural Gas (€/GJ) | 6 |
| Fuel (€/GJ) | 3 |
| Labour (k€/year) | 60 |
| Other Variable Costs (€/t_clinker) | 1.09 |
| Limestone (€/t) | 3 |
| Steam (€/MWhth) | 25 |
| Membrane (€/m2) | 42 |
| Electricity (€/MWhe) | 58.1 |
| No Capture | Capture with FTM Membranes | |||
|---|---|---|---|---|
| Steam temperature (°C) | - | 60 | 75 | 90 |
| Steam pressure (bar) | - | 0.20 | 0.39 | 0.70 |
| Clinker production (Mton/yr) | 1 | 1 | 1 | 1 |
| Raw meal (Mton/yr) | 1.53 | 1.53 | 1.53 | 1.53 |
| Fuel input (Mton/yr) | 0.097 | 0.097 | 0.097 | 0.097 |
| Fuel LHV (MJ/kg) | 34.24 | 34.24 | 34.24 | 34.24 |
| Electricity consumption (MWe) | 12.36 | 22.79 | 27.22 | 28.15 |
| Cooling Duty (MW) | 44.08 | 26.42 | 27.00 | |
| Steam required (MW) | 66.34 | 43.44 | 49.24 | |
| Membrane area (m2) | - | 66,430 | 46,234 | 30,823 |
| CO2 emissions (Mton CO2/yr) | 0.87 | 0.09 | 0.09 | 0.09 |
| CO2 avoidance rate (%) | - | 90 | 90 | 90 |
| CO2 emission rate (kg CO2/ ton clinker) | 831.83 | 83.18 | 83.18 | 83.18 |
| SPECCA (MJ/ kg CO2) | - | 8.99 | 6.14 | 6.70 |
| Total Plant Cost (M€) | 204 | 387 | 387 | 387 |
| Cost of Clinker, COC (€/ton clinker) | 61.45 | 125.26 | 116.69 | 117.62 |
| CO2 avoidance Cost (€/ton CO2) | - | 112.08 | 89.11 | 91.91 |
| No Capture | Carbon Capture | ||||
|---|---|---|---|---|---|
| Capture Technology | - | MEA [19,20] | MAL [19,20] | S/D Membranes | FTM (75) Membranes |
| Clinker production (t/h) | 119 | 120.7 | 120.7 | 119 | 119 |
| Electricity consumption (MWe) | 12.36 | 29.5 | 50 | 76.05 | 53.62 |
| Steam required (MW) | - | 96.4 | - | - | 43.44 |
| Membrane area (m2) | - | - | 50,160 | 185,718 | 46,234 |
| Equivalent specific CO2 avoided (kg CO2/ton clinker) | - | 559 | 687 | 83.18 | 83.18 |
| SPECCA (MJ/kg CO2) | - | 7.08 | 3.22 | 5.68 | 5.48 |
| Total Plant Cost (M€) | 204 | 280 | 450 | 340 | 387 |
| Fixed O&M Cost (M€/yr) | 18.47 | 76 1 | 71 1 | 29.96 | 29.36 |
| Variable O&M Cost (M€/yr) | 22.13 | 56.62 | 46.78 | ||
| Cost of Clinker, COC (€/ton clinker) | 61.45 | 107.4 | 120 | 119.03 | 116.69 |
| CO2 avoidance Cost (€/ton CO2) | 80.2 | 83.5 | 95.20 | 89.11 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrari, M.-C.; Amelio, A.; Nardelli, G.M.; Costi, R. Assessment on the Application of Facilitated Transport Membranes in Cement Plants for CO2 Capture. Energies 2021, 14, 4772. https://doi.org/10.3390/en14164772
Ferrari M-C, Amelio A, Nardelli GM, Costi R. Assessment on the Application of Facilitated Transport Membranes in Cement Plants for CO2 Capture. Energies. 2021; 14(16):4772. https://doi.org/10.3390/en14164772
Chicago/Turabian StyleFerrari, Maria-Chiara, Antonio Amelio, Giuseppe Marino Nardelli, and Riccardo Costi. 2021. "Assessment on the Application of Facilitated Transport Membranes in Cement Plants for CO2 Capture" Energies 14, no. 16: 4772. https://doi.org/10.3390/en14164772
APA StyleFerrari, M. -C., Amelio, A., Nardelli, G. M., & Costi, R. (2021). Assessment on the Application of Facilitated Transport Membranes in Cement Plants for CO2 Capture. Energies, 14(16), 4772. https://doi.org/10.3390/en14164772