
Water Resistance of Torrefied Wood Pellets Prepared by Different Methods

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Water Resistance Test
2.2.1. Indoor Test
2.2.2. Outdoor Test
3. Results and Discussion
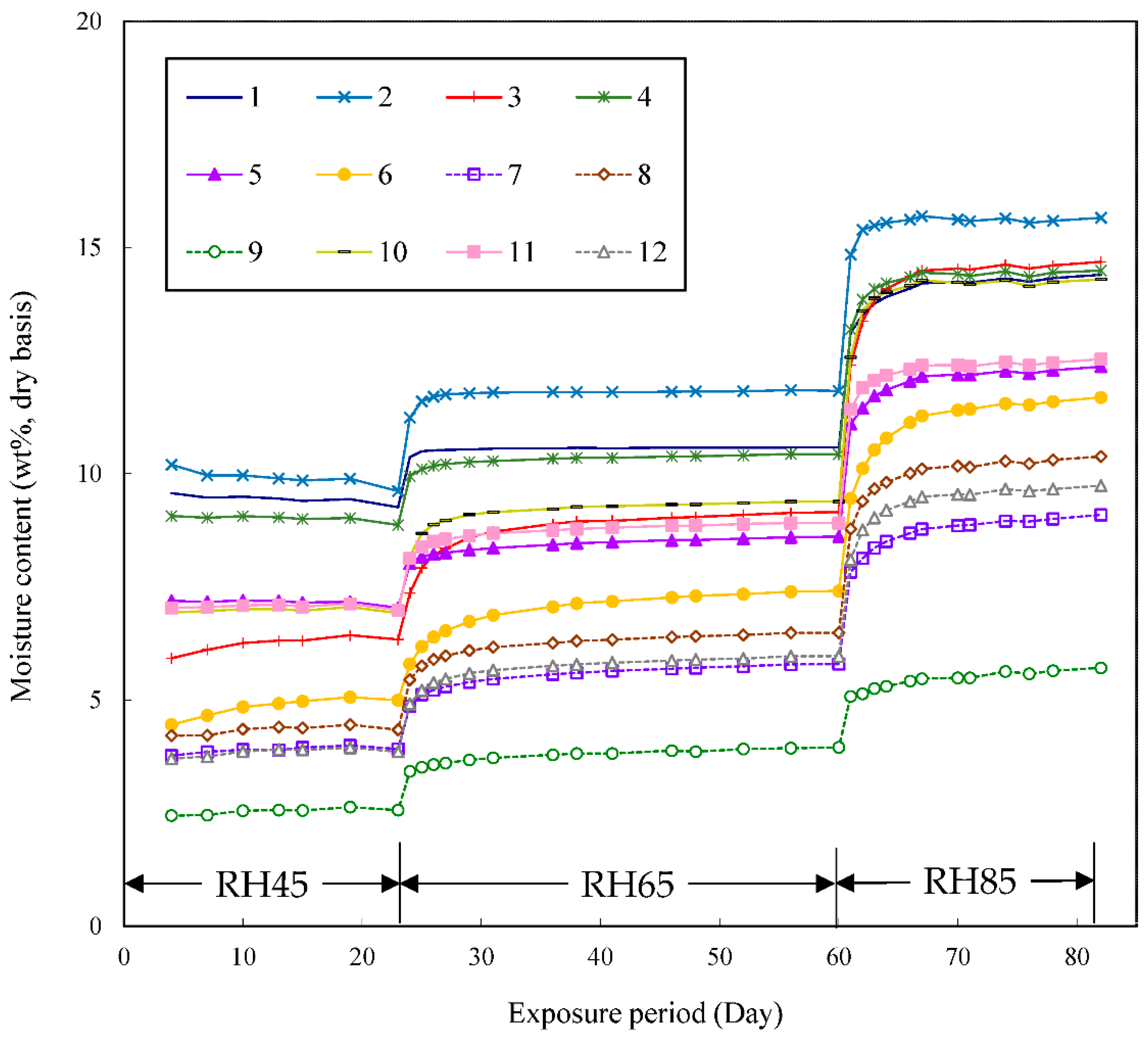
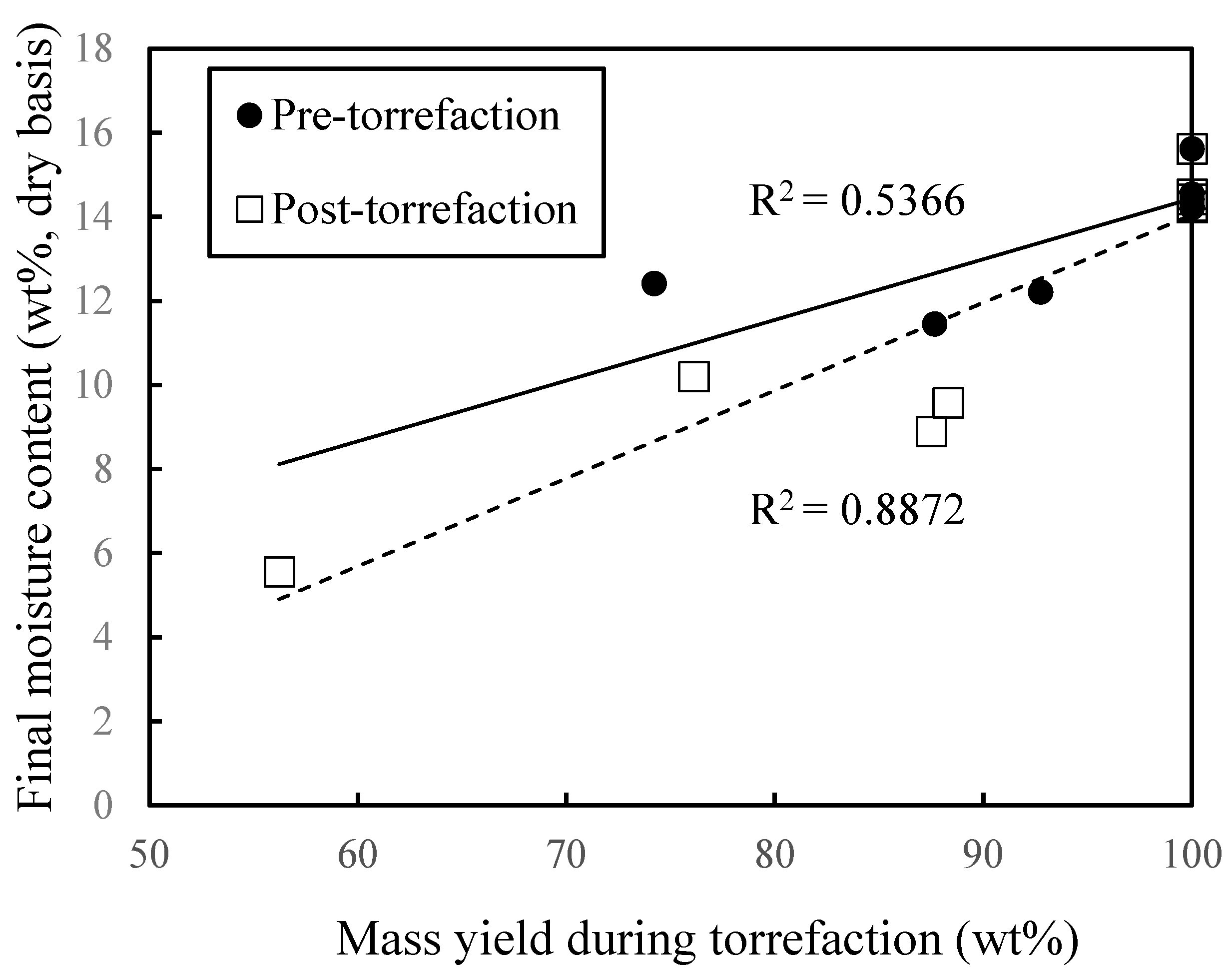
3.1. Indoor Test
3.2. Outdoor Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Obernberger, I.; Thek, G. The Pellet Handbook: The Production and Thermal Utilisation of Biomass Pellets, 1st ed.; Earthscan Ltd.: London, UK; Washington, DC, USA, 2010. [Google Scholar]
- Nunes, L.J.R.; Matias, J.C.O.; Catalão, J.P.S. Mixed biomass pellets for thermal energy production: A review of combustion models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Qian, X.; Lee, S.; Chandrasekaran, R.; Yang, Y.; Caballes, M.; Alamu, O.; Chen, G. Electricity Evaluation and Emission Characteristics of Poultry Litter Co-Combustion Process. Appl. Sci. 2019, 9, 4116. [Google Scholar] [CrossRef] [Green Version]
- Pantaleo, A.; Villarini, M.; Colantoni, A.; Carlini, M.; Santoro, F.; Hamedani, S.R. Techno-economic modeling of biomass pellet routes: Feasibility in Italy. Energies 2020, 13, 1636. [Google Scholar] [CrossRef] [Green Version]
- Craven, J.M.; Swithenbank, J.; Sharifi, V.N.; Peralta-Solorio, D.; Kelsall, G.; Sage, P. Hydrophobic coatings for moisture stable wood pellets. Biomass Bioenergy 2015, 80, 278–285. [Google Scholar] [CrossRef] [Green Version]
- Esteves, B.; Pereira, H. Wood modification by heat treatment: A Review. Bioresources 2009, 4, 374–404. [Google Scholar]
- Van der Stelt, M.J.C.; Gerhauser, H.; Kiel, J.H.A.; Ptasinski, K.J. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- IEA Bioenergy Task 40. In Possible Effect of Torrefaction on Biomass Trade; IEA Bioenergy: Paris, France, 2012.
- IEA Bioenergy Task 32. In Status Overview of Torrefaction Technologies a Review of the Commercialization Status of Biomass Torrefaction; IEA Bioenergy: Paris, France, 2015.
- Thrän, D.; Witt, J.; Schaubach, K.; Kiel, J.; Carbo, M.; Maier, J.; Ndibe, C.; Koppejan, J.; Alakangas, E.; Majer, S.; et al. Moving torrefaction towards market introduction—Technical improvements and economic-environmental assessment along the overall torrefaction supply chain through the SECTOR project. Biomass Bioenergy 2016, 89, 184–200. [Google Scholar] [CrossRef] [Green Version]
- Agar, D.A. A comparative economic analysis of torrefied pellet production based on state-of-the-art pellets. Biomass Bioenergy 2017, 97, 155–161. [Google Scholar] [CrossRef]
- Cahyanti, M.N.; Doddapaneni, T.R.K.C.; Kikas, T. Biomass torrefaction: An overview on process parameters, economic and environmental aspects and recent advancements. Bioresour. Technol. 2020, 301, 122737. [Google Scholar] [CrossRef]
- Forestry Agency Japan. Report on Annual Production of Wood Pellets in the Year Reiwa 1st (the Year 2019); Forestry Agency Japan: Tokyo, Japan, 2020. (In Japanese) [Google Scholar]
- Kung, K.S.; Shanbhogue, S.; Slocum, A.H.; Ghoniem, A.F. A decentralized biomass torrefaction reactor concept. Part I: Multi-scale analysis and initial experimental validation. Biomass Bioenergy 2019, 125, 196–203. [Google Scholar] [CrossRef]
- Kung, K.S.; Ghoniem, A.F. A decentralized biomass torrefaction reactor concept. Part II: Mathematical model and scaling law. Biomass Bioenergy 2019, 125, 204–211. [Google Scholar] [CrossRef]
- Yoshida, T.; Kubojima, Y.; Kamikawa, D.; Kiguchi, M.; Tanaka, K.; Miyago, M.; Masui, M.; Ohyabu, Y.; Kobayashi, A.; Igarashi, H. Production Test of Torrefied Woody Biomass Solid Fuel in an Original Small Scale Plant: (2) Effects of Automatic Temperature Control in Torrefaction and the Use of Additives in Pelletization. J. Jpn. Inst. Energy 2019, 98, 90–94. [Google Scholar] [CrossRef]
- Yoshida, T.; Sano, T.; Nomura, T.; Gensai, H.; Watada, H.; Ohara, S. Fundamental Study on the Production of “Hyper Wood Pellet”—Effect of Torrefaction Condition on Grinding and Pelletizing Properties. J. Energy Power Eng. 2013, 7, 705–710. [Google Scholar]
- Yoshida, T.; Nomura, T.; Gensai, H.; Watada, H.; Sano, T.; Ohara, S. Upgraded Pellet Making by Torrefaction—Torrefaction of Japanese Wood Pellets. J. Sustain. Bioenergy Syst. 2015, 5, 82–88. [Google Scholar] [CrossRef] [Green Version]
- Kubojima, Y.; Yoshida, T.; Sano, T.; Ohara, S. Mechanical Durability of Wood Pellets by Various Testing Methods. Mokuzai Kogyo (Wood Ind.) 2012, 67, 431–435. (In Japanese) [Google Scholar]
- Yoshida, T.; Kubojima, Y.; Kamikawa, D.; Inoue, M.; Kiguchi, M.; Tanaka, K.; Murata, Y.; Masui, M.; Ohyabu, Y.; Tsuru, T.; et al. Preliminary Production Test of Torrefied Woody Biomass Fuel in a Small Scale Plant. J. Jpn. Inst. Energy 2017, 96, 310–313. [Google Scholar] [CrossRef] [Green Version]
- Yoshida, T.; Kubojima, Y.; Kamikawa, D.; Kiguchi, M.; Tanaka, K.; Miyago, M.; Masui, M.; Ohyabu, Y.; Kobayashi, A.; Igarashi, H. Production Test of Torrefied Woody Biomass Solid Fuel in an Original Small-scale Plant. J. Jpn. Inst. Energy 2018, 97, 231–235. [Google Scholar] [CrossRef]
- Felfli, F.F.; Luengo, C.A.; Suárez, J.A.; Beatón, P.A. Wood Briquette torrefaction. Energy Sustain. Dev. 2005, 6, 19–22. [Google Scholar] [CrossRef]
- Medic, D.; Darr, M.; Shah, A.; Rahn, S. Effect of Torrefaction on Water Vapor Adsorption Properties and Resistance to Microbial Degradation of Corn Stover. Energy Fuels 2012, 26, 2386–2393. [Google Scholar] [CrossRef]
- Pimchuai, A.; Dutta, A.; Basu, P. Torrefaction of Agriculture Residue to Enhance Combustible Properties. Energy Fuels 2010, 24, 4638–4645. [Google Scholar] [CrossRef]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.; Kim, C.-S.; Sokhansanj, S. Densified biocoal from woodchips: Is it better to do torrefaction before or after densification. Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Qian, X.; Lee, S.; Soto, A.-M.; Chen, G. Regression Model to Predict the Higher Heating Value of Poultry Waste from Proximate Analysis. Resources 2018, 7, 39. [Google Scholar] [CrossRef] [Green Version]
- Kubojima, Y.; Yoshida, T. Testing method for determining water resistance of wood pellets. Eur. J. Wood Wood Prod. 2015, 73, 193–198. [Google Scholar] [CrossRef]
- Doassans-Carrère, N.; Muller, S.; Mitzkat, M. REVE: Versatile Continuous Pre/Post-Torrefaction Unit for Pellets Production. In World Sustainable Energy Days Next 2014; Springer Vieweg: Wiesbaden, Germany, 2014; pp. 163–170. [Google Scholar]
- Colin, B.; Dirion, J.-L.; Arlabosse, P.; Salvador, S. Quantification of the torrefaction effects on the grindability and the hygroscopicity of wood chips. Fuel 2017, 197, 232–239. [Google Scholar] [CrossRef] [Green Version]
- Manouchehrinejad, M.; Mani, S. Torrefaction after pelletization (TAP): Analysis of torrefied pellet quality and co-products. Biomass Bioenergy 2018, 118, 93–104. [Google Scholar] [CrossRef]
- Itoh, T. Decay and termite durability of wood treated by superheated steam Obtaining data from stake tests. Rep. Nara Prefect. For. Res. Cent. 2015, 44, 21–30. (In Japanese) [Google Scholar]
- Okuma, O.; Hayashi, J.-I.; Fukunaga, Y.; Adashi, Y. Development of a Carbonization Process by Burning Only Volatile Matter from Wet-Biomass Dried by Fermentation (II) Carbonization of Dried Sewage-Sludge Only by Burning Its Volatile Matter. J. Jpn. Inst. Energy 2015, 94, 1422–1427. (In Japanese) [Google Scholar] [CrossRef]
- Japanese Standard Association. JIS Z 7302-3:1999 Densified Refuse Derived Fuel—Part 3: Test Method for Moisture; Japanese Standard Association: Tokyo, Japan, 1999. (In Japanese) [Google Scholar]
- Japan Meteorological Agency. Weather data at Tateno, Tsukuba, Ibaraki, Japan. Database of Past Weather. Available online: https://www.data.jma.go.jp/obd/stats/etrn/index.php (accessed on 31 January 2021). (In Japanese).
- Arias, B.; Pevida, C.; Fermoso, J.; Plaza, M.G.; Rubiera, F.; Pis, J.J. Influence of torrefaction on the grindability and reactivity of woody biomass. Fuel Proc. Tech. 2008, 89, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Repellin, V.; Govin, A.; Rolland, M.; Guyonnet, R. Energy requirement for fine grinding of torrefied wood. Biomass Bioenergy 2010, 34, 923–930. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.-Q.; Liu, B.; Yang, H.; Yang, Q.; Chen, H. Evolution of functional groups and pore structure during cotton and corn stalks torrefaction and its correlation with hydrophobicity. Fuel 2014, 137, 41–49. [Google Scholar] [CrossRef]
- Saito, S.; Shida, S. The distribution of equilibrium moisture content of wood estimated using the climate data in various parts of Japan. Bull. FFPRI 2017, 16, 163–211. (In Japanese) [Google Scholar]
- ISO/TS 17225-8:2016. In Solid Biofuels—Fuel Specifications and Classes—Part 8: Graded Thermally Treated and Densified Biomass Fuels; ISO: Geneva, Switzerland, 2016.
- Sakai, H.; Iwamoto, Y.; Itoh, T.; Sato, T. Biological resistance and hygroscopicity of the heat-treated wood under nitrogen atmosphere. Wood Preserv. 2008, 34, 69–79. (In Japanese) [Google Scholar] [CrossRef]
- Lee, J.S.; Sokhansanj, S.; Lau, A.K.; Lim, C.J. Physical properties of wood pellets exposed to liquid water. Biomass Bioenergy 2020, 142, 105748. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Pellet Sample Number | Raw Material | Pellet Type 1 | Torrefaction Condition | Pelletization Condition 2 |
|---|---|---|---|---|
| 1 | Cedar | Normal | - | Flat die |
| 2 | Cedar | Normal | - | Flat die |
| 3 | Cedar | Normal | - | Flat die |
| 4 | Cedar | Normal | - | Flat die |
| 5 | Cedar | Pre-torrefied | Vacuum oven at 220 °C 3 | Flat die |
| 6 | Cedar | Pre-torrefied | Electric oven at 290 °C 4 | Flat die |
| 7 | Cedar | Post-torrefied | Vacuum oven at 220 °C 3 | Flat die |
| 8 | Cedar | Post-torrefied | Electric oven at 240 °C 4 | Flat die |
| 9 | Cedar | Post-torrefied | Super-heated steam oven at 300 °C 5 | Flat die |
| 10 | Oak | Normal | - | Flat die |
| 11 | Oak | Pre-torrefied | Electric oven at 280 °C 4 | Flat die |
| 12 | Oak | Post-torrefied | Electric oven at 240 °C 4 | Flat die |
| 13 | Cedar | Normal | - | Ring die |
| 14 | Cedar | Pre-torrefied | Rotary kiln at 215 °C 6 | Ring die |
| 15 | Cedar | Post-torrefied | Vacuum oven at 240 °C 3 | Flat die |
| 16 | Cedar | Post-torrefied | Vacuum oven at 250 °C 3 | Flat die |
| RH | Pellet Sample Number | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (%) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 45 | 0.113 | 0.064 | 0.141 | 0.043 | 0.031 | 0.118 | 0.041 | 0.109 | 1.066 | 0.042 | 0.099 | 0.032 |
| 65 | 0.064 | 0.217 | 0.175 | 0.016 | 0.245 | 0.378 | 0.284 | 0.127 | 1.313 | 0.072 | 0.191 | 0.165 |
| 85 | 0.102 | 0.155 | 0.117 | 0.086 | 0.076 | 0.262 | 0.087 | 0.012 | 1.248 | 0.087 | 0.146 | 0.213 |
| Weathering | Pellet Type | Period * | Moisture Content (wt%, Dry Basis) | Diameter (mm) | |||
|---|---|---|---|---|---|---|---|
| Initial | Final | Initial | Final | ||||
| With roof | 13 | Normal | 1 | 7.2 | 14.2 | 6.06 | 6.14 |
| 14 | Pre-torrefied | 1 | 5.3 | 14.9 | 6.04 | 6.15 | |
| 14 | Pre-torrefied | 2 | 4.8 | 9.7 | — | — | |
| 15 | Post-torrefied | 2 | 4.3 | 7.7 | 5.81 | 5.83 | |
| 16 | Post-torrefied | 2 | 4.4 | 6.4 | — | — | |
| Without roof | 13 | Normal | 1 | 7.2 | 102.4 | 6.06 | n.a. ** |
| 14 | Pre-torrefied | 1 | 5.3 | 22.7 | — | — | |
| 14 | Pre-torrefied | 2 | 4.8 | 39.9 | 6.04 | 6.54 | |
| 15 | Post-torrefied | 2 | 4.3 | 12.0 | 5.81 | 5.91 | |
| 16 | Post-torrefied | 2 | 4.4 | 8.4 | — | — | |
| Pellet | 13 Normal, Period 1 | 14 Pre-Torrefied, Period 2 | 16 Post-Torrefied, Period 2 |
|---|---|---|---|
| Before weathering |  |  |  |
| After weathering |  |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoshida, T.; Kuroda, K.; Kamikawa, D.; Kubojima, Y.; Nomura, T.; Watada, H.; Sano, T.; Ohara, S. Water Resistance of Torrefied Wood Pellets Prepared by Different Methods. Energies 2021, 14, 1618. https://doi.org/10.3390/en14061618
Yoshida T, Kuroda K, Kamikawa D, Kubojima Y, Nomura T, Watada H, Sano T, Ohara S. Water Resistance of Torrefied Wood Pellets Prepared by Different Methods. Energies. 2021; 14(6):1618. https://doi.org/10.3390/en14061618
Chicago/Turabian StyleYoshida, Takahiro, Katsushi Kuroda, Daisuke Kamikawa, Yoshitaka Kubojima, Takashi Nomura, Hiroki Watada, Tetsuya Sano, and Seiji Ohara. 2021. "Water Resistance of Torrefied Wood Pellets Prepared by Different Methods" Energies 14, no. 6: 1618. https://doi.org/10.3390/en14061618
APA StyleYoshida, T., Kuroda, K., Kamikawa, D., Kubojima, Y., Nomura, T., Watada, H., Sano, T., & Ohara, S. (2021). Water Resistance of Torrefied Wood Pellets Prepared by Different Methods. Energies, 14(6), 1618. https://doi.org/10.3390/en14061618