1. Introduction
Brazil is one of the largest wood producers in the world due to its large territorial extension with forest cover. “It is estimated that the amount of wood waste generated in Brazil is approximately 30 million tons/year, of which the wood industry contributes 91%” [
1,
2]. “Biomass, if properly managed, offers many advantages, the most important being a renewable and sustainable energy feedstock. It can significantly reduce net carbon emissions when compared to fossil fuels. For this reason, renewable and sustainable fuel is considered a clean development mechanism (CDM) for reducing greenhouse gas (GHG) emissions” [
3] (apud [
4]). The use of these residues in energy production is an alternative to add value and reduce the impacts caused, as their use in energy production has great advantages (such as changing the energy mix [
5]). According with the work of Rosalino and Dalfovo [
6], the State of Mato Grosso is one of the main Brazilian states that produce wood in native logs: with 1684 industries and consume about 3.6 million cubic meters of native logs per year. In this scenario, a large amount of unused waste in the state leads to its open burning, which contributes to negative climatic effects.
According to their morphological characteristics, the residues from the wood industries are classified as [
7]:
chips: particles with maximum dimensions of 50 × 20 mm, in general coming from the use of chippers;
wood shavings: residues of less than 2.5 mm;
sawdust: wood particles with dimensions between 0.5 and 2.5 mm, resulting from the use of saws;
dust: residues of less than 0.5 mm;
firewood: larger residues, composed of shorelines, shavings and top log residues.
However, due to the high production of wood residues, the state of Mato Grosso presents a high potential for renewable energy generation. One of the regions with the greatest relevance in the production of wood in the Mato Grosso state is the Aripuanã region—where three thermoelectric power plants fueled by forest residues were implemented aiming the efficient use of residual biomass to generate electricity [
8].
As mentioned earlier, the local thermoelectric plants generate electricity using wood waste as fuel, however over the years many sawmill companies in the region have ceased to function and the waste collected by the thermoelectric plants has decreased, compromising the amount established in electricity generation. In addition to the problems associated with the closure of many logging companies, there are problems related to the transport of the raw material. Due to the environmental conditions in the region, there is a long period of rain that (associated with the lack of maintenance) influences the conditions of the roads in the region. Without a good storage of biomass, rain, in addition to making transport difficult, can also influence the energy properties of biomass.
Hence, given the growing interest in producing larger amounts of energy within thermoelectric plants and the aforementioned problems, the characterization of wood residues has been contemplated as one of the main steps for investigating the energy potential. Obtaining information on physical properties, immediate analysis (in order to determine the moisture content), elemental analysis (in order to determine the chemical composition), and heating value are essential for indicating a material as fuel.
The use of biomass as an energy source can be better utilized with a briquette production process. Brazil has great potential in the production of briquettes, as the country has a large amount of biomass that can be used in the best possible way through different devices of briquetting. However, the fact that this process is little known hinders the implementation of this alternative energy source for large-scale use [
9].
Briquetting systems have been explored as a sustainable solution [
10,
11], as it enhances the heating value of biomass. Several works demonstrate the gain in heating value and initiatives for better use and types of briquettes [
12]. In particular to the application with briquettes, the best use of biomass is related to biomass densification with controlled drying processes [
13]. Drying should be oriented towards a process that achieves densification performance at temperatures of 40–200
C and should consider the type of material involved or their combination to achieve moistures between 12% and 16% [
14]. The pressing processes are also crucial to the performance gain, in addition to the significant volume loss. Studies point to the relationship of briquetting pressure and its mechanical resistance for storage and transport without loss of energy volume [
15], with the objective of maximum efficiency in the energy use of biomass. The work of Zago et al. [
16] proposed briquetting in the region of Aripuanã, however his approach was focused on the wood industries and not on energy generation.
In this context, the present work aims to evaluate the energy potential of wood residues used as fuel in thermoelectric plants in the region, through the characterization of the biomass, through the determination of the high, low and useful heating values in order to evaluate the influence of moisture in energy properties, as well as in transport and storage. In addition, it is proposed to evaluate the feasibility of transforming such waste into briquettes as an efficient alternative to generation of thermoelectric energy in the region.
The rest of the paper is organized as follows:
Section 2 presents the research methodology.
Section 3 presents the obtained results. Finally,
Section 4 presents the main conclusions of the work.
2. Materials and Methods
The Aripuanã region, located in the northwest of the Mato Grosso state, is located within the Amazon biome, being considered one of the regions with higher timber potential, which allowed the growth of the timber industry in the region. For many years, the residues were dumped by loggers without any control, causing pollution and the emission of gases that affected and harmed the soil and the environment. Considering that these residues become exposed to open air, this implied the risk of fires [
16].
The implementation of three thermoelectric power plants powered by forest residues has allowed the efficient use of residual biomass in the generation of electric energy as an alternative to try to solve the problems related to the non-use of residues. These three plants are [
8]:
Nortão: granted power of 1275 kW;
Conselvan: granted power of 1500 kW;
Guaçu: installed capacity of 30,000 kW.
The process of obtaining biomass for the generation of electricity within the different thermoelectric plants located in Aripuanã region is based on the gathering of residues in the different timber companies within a radius of 120 km (the farthest region) to ensure a supply of fuel that allows reaching the amount of electricity generation.
The gathering of wood waste is done by dump trucks, which must deal with the problems related to the region’s poor road infrastructure. The poor road conditions are related to the intense rains and the lack of maintenance on them.
Figure 1 presents a photograph of one of these roads, where puddles are common and bridges are lost or flooded.
2.1. Gathering and Preparation of the Material
The characterization of residual biomass is necessary in order to verify the amount of energy stored in it. One important parameter to consider within a thermoelectric plant is the energetic fuel performance—as the generation of electricity in thermoelectric plants is based on the heat produced by the waste combustion in order to produce steam. The most used steam cycle in the processes of converting biomass into thermoelectricity is the Rankine thermodynamic cycle (as it allows the use of different fuel sources, including biomass) [
17]. According with the work of Foelkel ([
18] pp. 104–105), a characteristic of the Rankine cycle is its low efficiency when considering only the generation of electricity (without co-generation). The conversion rate of useful primary energy generated by biomass into electrical energy is typically 15 to 35%. Additionally, small thermoelectric plants, which work with superheated steam under lower pressures, have the lowest efficiencies. The main reason for such low efficiency is the necessity to condensate the steam expelled by the turbine, hence part of the steam energy is lost (whenever co-generation is not used).
The energetic performance of the raw material used in the boilers influences the amount of fuel (waste) needed to generate the amount of energy and, consequently, its transport costs. In order to evaluate the energetic performance of wood waste, it is necessary to determine the heating value and consider other factors that may affect its efficiency.
For the analysis of the energetic performance of the biomass, several samples with different particle sizes were collected from the Aripuanã region. The choice of residues was made randomly, and the wood residues were organized in the form of piles.
Table 1 presents the environmental conditions of the locality of Aripuanã on the collection day (15 January 2020).
2.2. Characterization of Biomass Energetic Performance and Procedures
The particle size classification is an important factor that must be considered in the analysis of energetic performance. The smaller particles create a joining mechanism, which in the case of wood residues facilitates adhesion through the lignin. The samples collected for the study were classified according to particle size as wood shavings, sawdust (light color), sawdust (dark color) and wood chip.
Figure 2 presents photographs of each type of sample.
In order to evaluate the energy performance of a fuel, it is essential to determine its heating value, which according to [
19] can be defined as the amount of energy in the form of heat released during the complete combustion of a unit of mass or volume depending on the material fuel, indicating that the greater the heating value, the greater the amount of energy.
Usually, the heating value of every fuel can be characterized by a higher heating value (HHV) and by a lower heating value (LHV), where the difference between them is caused by the heat of evaporation of the water formed from the hydrogen in the material [
20]. According with the glossary of the EIA (U.S. Energy Information Administration) [
21], the HHV is “a measure of heat content based on the gross energy content of a combustible fuel”, while the LHV is “a measure of heat content based on the net energy content of a combustible fuel”. Hence, in the HHV, the water vapor formed provides energy to the process [
22], while in the LHV, the amount of energy required for condensation of water has to be subtracted [
23]. The HHV is determined in a laboratory test. The LHV is calculated using Equation (
1) [
24] (apud [
25]), [
26], which takes into consideration the amount of hydrogen of the elemental composition of the wood sample. In basis, 6% of hydrogen content is considered to determine the lower heating value [
27].
where
H is the hydrogen content (in %).
In order to know the amount of useful heat released from the fuel, the Useful Heating Value (UHV) must be calculated, which is the amount of heat used to evaporate the formation of water and the fuel moisture [
24] (apud [
25]), [
26]. The UHV is calculated using Equation (
2) [
24] (apud [
25]).
where
is the moisture content.
2.3. Briquette Production
According with the work of Quirino and Brito [
28], the briquetting process is a very efficient way of concentrating the available biomass energy in a reduced volume. This technique is a mechanical process, where biomass powder or fragments are used to transform it into a solid, dense, low-moisture fuel, with high energy density, having a regular, standardized, and smaller volume. This process is a coherent logistic method, as it allows the transport, storage, and standardization of boiler furnaces for steam generation [
29].
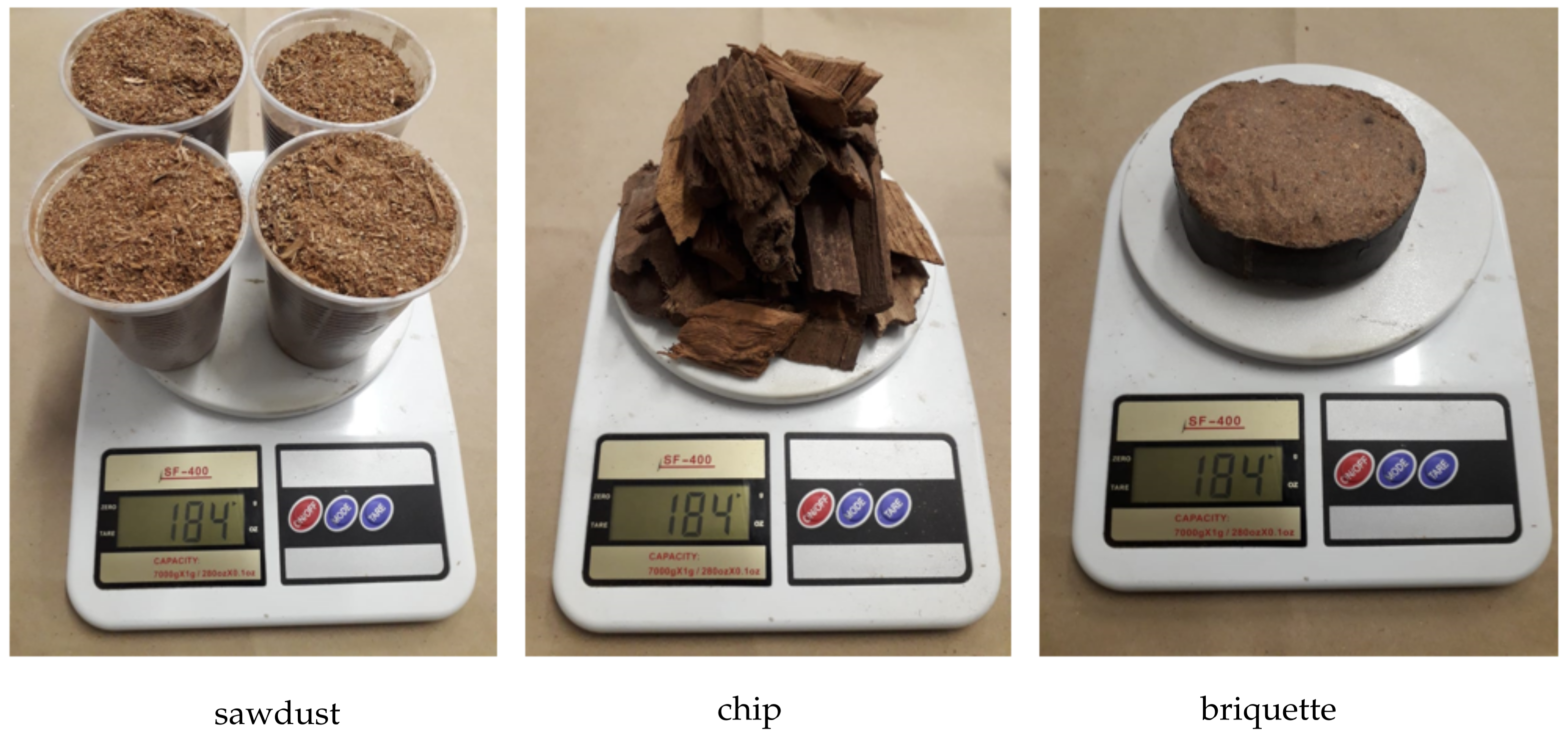
Figure 3 presents a visual comparison of a same amount of biomass (184 g) at different processing stages. It can be noted that the briquetting process, in addition to making better use of the energy properties of wood, also manages to reduce the volume of the same weight of material.
The briquetting of wood residues allows the lignin to act as a binder of the biomass particles, as the compaction at high mechanical pressure increases the final briquette temperature level to around 100 C. The briquetting process must be carried out with particle sizes between 5 and 15 mm and humidity below 16%.
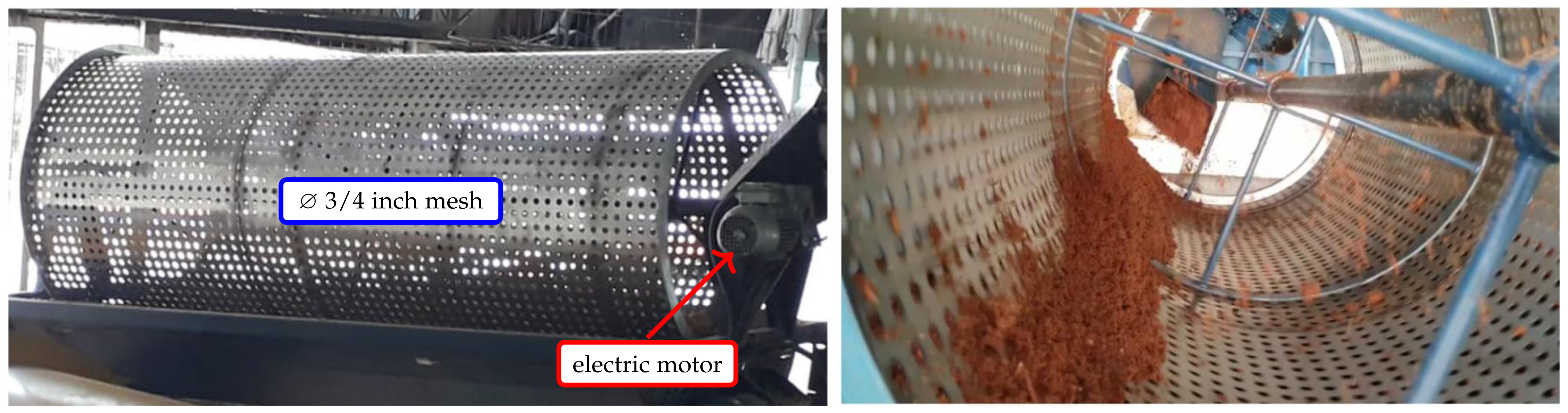
The briquette production was divided into different stages (screening, drying and briquetting). At the first stage, sawdust and wood shavings particles with size of up to 15 mm were selected. Then, as a second selection, a rotary sieve was utilized (controlled by an electric motor) with
inch mesh.
Figure 4 presents a photograph of the rotary sieve—where, at the right, can be noted the screening of wood residues using the mesh.
The briquetting machine of the third stage has a limitation on the maximum moisture content of the raw materials at 16%. Hence, a second stage (drying) is introduced in the process (in order to adjust the moisture content between 12% and 10%). The 12% moisture content was chosen because it was within the range considered ideal for the manufacture of briquettes [
30].
Figure 5 presents the drying machine. It is based on a rotary drum dryer (with capacity for 2 ton/h) heated in a combustion chamber with internal gas burner with an average drying temperature of 120
C. The 120
C temperature was aimed in order to activate the lignin [
31]. The figure also shows a cyclone filter, whose function is to filter the gases produced in the process (in order to reduce the amount of gases thrown into to the atmosphere). Additionally, a conveyor belt is used in order to facilitate the exit of the dry residues, which will be used at the briquetting machine of the third stage of the process.
After drying, the briquetting process is carried out using a mechanical piston briquette machine. The process works with an average mechanical pressure around of 1200 kgf/cm
.
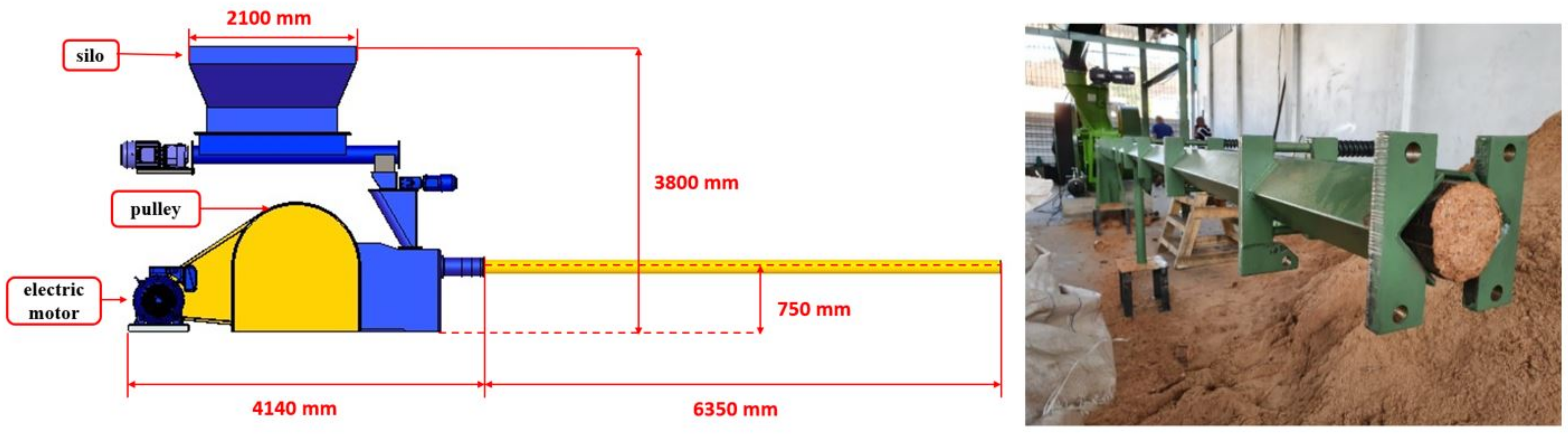
Figure 6 presents the briquetting machine—where, at the left, a drawing presents the machine dimensions and its main parts and at the right, a photograph of the actual machine, with a briquette being produced. This machine (model B95/210) has a processing capacity for 1.5 ton/h of wood residues (at a maximum humidity of 16%, which enter the machine at a silo) and is driven by a 75 CV (≈55 kW) electric motor (controlled by frequency inverter). The motor drives a pulley (through a belt), which drives the compression piston. The machine has a height of around 4 m, length of 11 m and depth of 2 m.
The temperature at compression is around 90
C. The long tube seeing in
Figure 6 has the function to cool down the temperature of the briquettes to around 50
C (at the output of the machine). According with the work of Filippetto [
32], the cooling is required in order to avoid cracks at the surface of the produced briquettes. From compression to the output, the process takes around 10 min. After its release at around 50
C a briquette usually takes 10 min more to achieve ambient temperature.
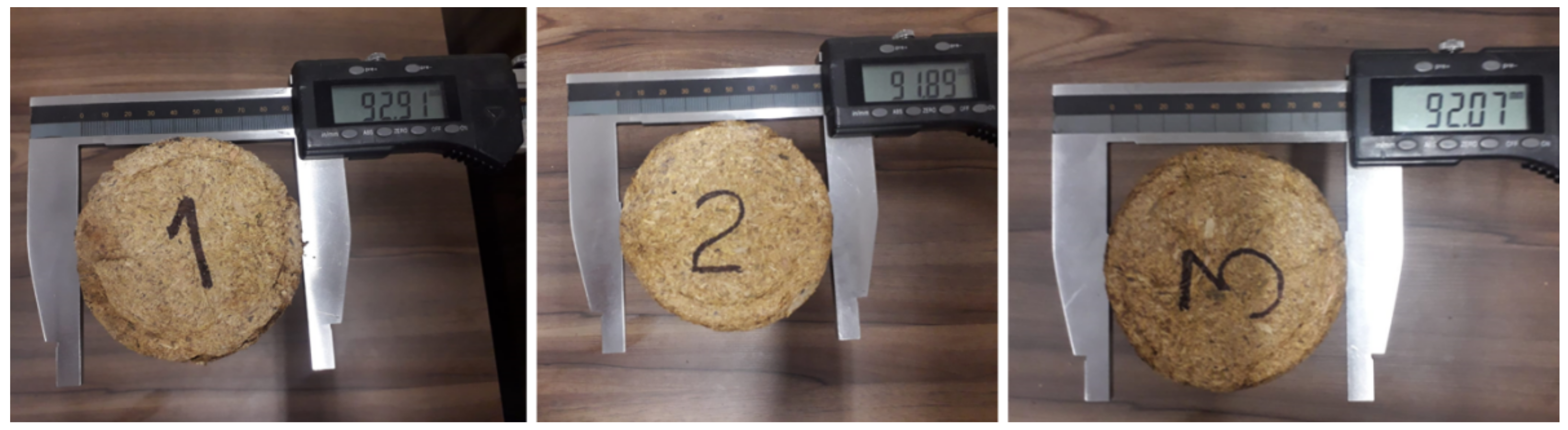
According to the manufacturer’s specifications, the diameter of the matrix of the briquette machine is 93 mm—however, there is a variation in the diameter of the produced briquettes. This variation is known as the rate of return [
28] and is influenced by the moisture content of the material (although it is perfectly normal). Additionally, due to its temperature, the material tends to expand after its release.
Figure 7 presents the variation in diameter of the produced briquettes.
4. Conclusions
This study demonstrated the high energy potential of wood processing residues produced in the Aripuanã region (which an important producer of wood in the Mato Grosso state, Brazil). This study also presented how the moisture concentration influences the energy properties of the waste used as fuel. The briquetting process presents itself as an alternative to obtain a better use of the energy contained in wood waste.
In the briquetting process, the materials are dried and compressed, which reduces substantially the moisture content and the material porosity. The low levels moisture concentration increases the energetic level in the fuel and, consequently, reduce the mass of wood waste needed in to generate the same amount of electricity.
Based on the results, it was found that the briquetting process also facilitates the storage and handling of fuel (as the briquettes have a higher density of stored energy). This enables a more efficient transportation of fuel (in briquette form) from the producing areas around the region of Aripuanã to the thermal power plants.
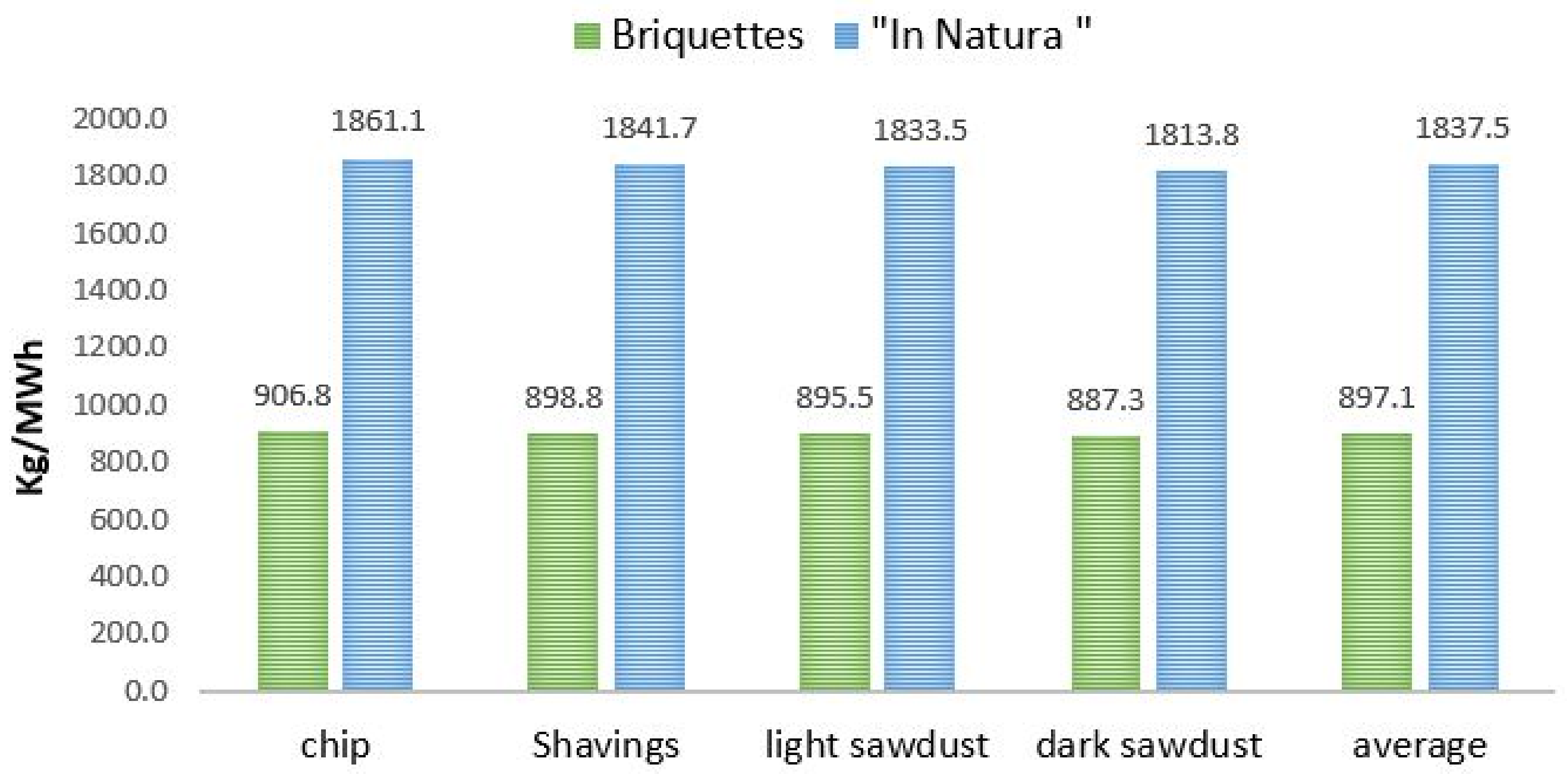
The paper presented all stages of the briquetting process and the calculations required in order to compare the amount of “in natura” material against the amount of briquetted material in order to generate 1 MWh of energy. It has been found that almost 50% less wood residues would be required in briquette form in order to generate the same amount of electricity.
This system has been implemented in one of the three power plants in the Aripuana region (Brazil) recently in July 2021. So far, there are not enough data in order to compare the usage of residues after the implementation with the usage before. However, these data are expected to be reported in a future work. Additionally, as future work, it is expected an analysis of the briquette length and the physical characteristics to support storage and conveyors to the furnace. Additionally, it is expected to evaluated the procedures to adjust the compression pressure, compression chamber temperature and cut lengths. This methodology should guarantee the best burning performance in the boiler furnace.




 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}