
Process Analysis of PMMA-Based Dental Resins Residues Depolymerization: Optimization of Reaction Time and Temperature

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Methodology
2.2. Materials
2.3. Biometry of Cross Linked PMMA Based Dental Resins
2.4. Thermogravimetric Analysis
2.5. Depolymerization of PMMA
Experimental Apparatus and Procedures
2.6. Fractional Distillation of Liquid Phase Products in Pilot Unit
2.7. Physicochemical Characterization and Composition of Liquid Phase Products and Distillation Fractions
2.7.1. Physicochemical Characterization of Distillation Fractions
2.7.2. Gas Chromatography–Mass Spectrometry of Liquid Phase Products
2.8. SEM and EDX Analysis of PMMA Based Dental Resins Fragments/Residues
2.9. Mass Balances and Yields by Depolymerization of PMMA Based Dental Resins Fragments/Residues
3. Results
3.1. Biometry of Cross-Linked PMMA Based Dental Resin Fragments/Residues
3.2. TG/DTG/DTA Analysis of PMMA Based Dental Resin Fragments/Residues
3.3. Depolymerization of PMMA Based Dental Resins Fragments/Residues
3.3.1. Process Conditions, Mass Balances, and Yields of Reaction Products
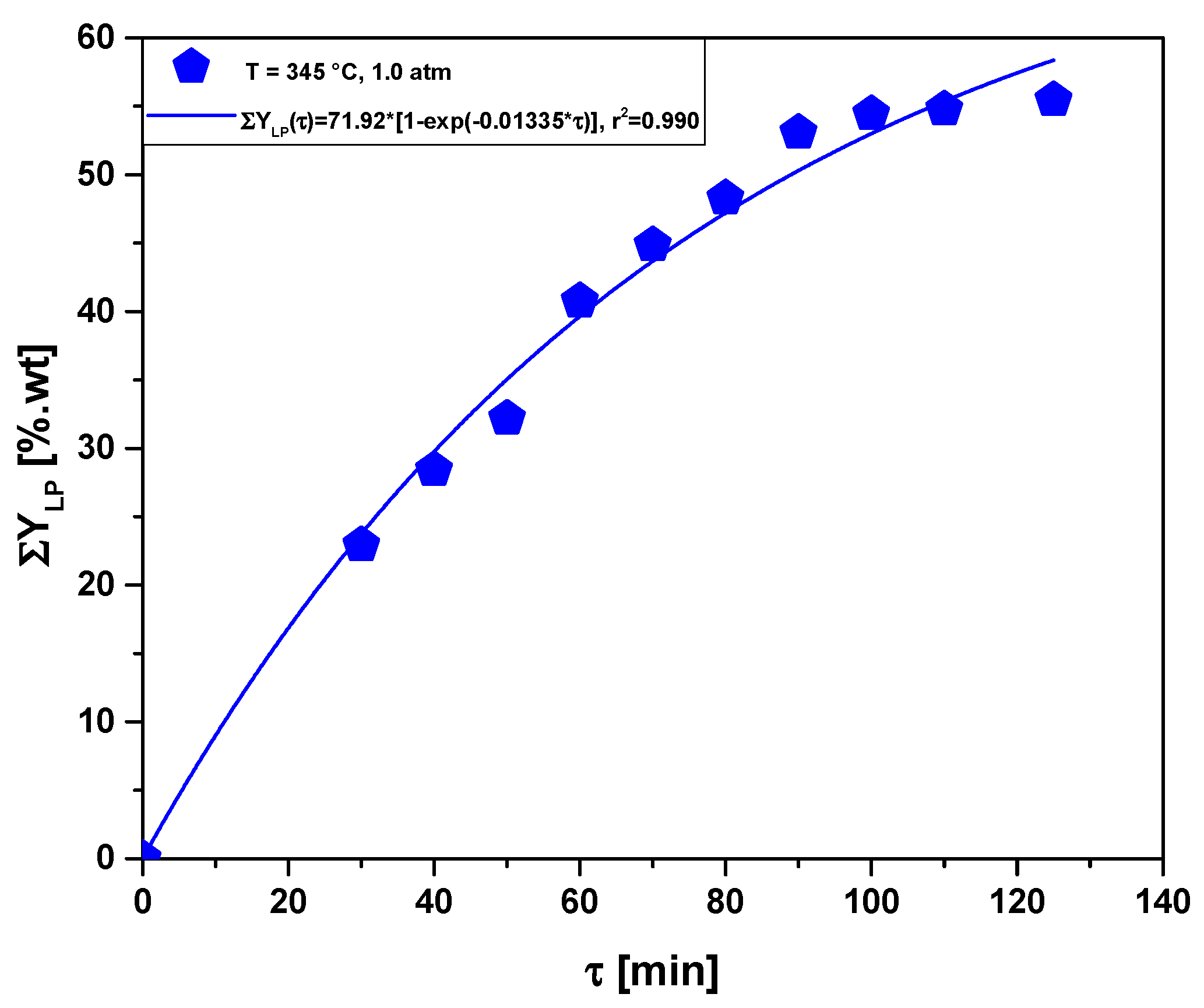
3.3.2. Thermal Degradation Kinetics
3.4. Mass Balance of Distillation and Physicochemical Analysis of Distillation Fractions
3.5. Chemical Analysis of Liquid Reaction Products
3.5.1. Kinetics of Chemical Composition Profile of MMA in the Liquid Reaction Products
3.5.2. Effect of Time on Side Reaction Products (Methyl iso-butyrate)
3.5.3. Effect of Temperature on Side Reaction Products (Methyl iso-butyrate)
3.6. Morphology of PMMA Based Dental Resins Fragments/Residues
3.6.1. SEM Analysis
3.6.2. EDX Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Ali, U.; Karim, K.J.B.A.; Buang, N.A. A Review of the properties and Applications of Poly (Methyl Methacrylate) (PPMA). J. Polym. Rev. 2015, 55, 678–705. [Google Scholar] [CrossRef]
- Frazer, R.Q.; Byron, R.T.; Osborne, P.B.; West, K.P. PMMA: An essential material in medicine and dentistry. J. Long Term Eff. Med. Implants 2005, 15, 629–639. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gozum, N.; Unal, E.S.; Altan-Yaycioglu, R.; Gucukoglu, A.; Ozgun, C. Visual performance of acrylic and PMMA intraocular lenses. Eye Lond. 2003, 17, 238–242. [Google Scholar] [CrossRef] [Green Version]
- Spasojevic, P.; Zrilic, M.; Panic, V.; Stamenkovic, D.; Seslija, S.; Velickovic, S. The Mechanical Properties of a Poly(methyl methacrylate) Denture Base Material Modified with Dimethyl Itaconate and Di-n-butyl Itaconate. Int. J. Polym. Sci. 2015, 2015, 561012. [Google Scholar] [CrossRef] [Green Version]
- de Tommaso, J.; Dubois, J.-L. Risk Analysis on PMMA Recycling Economics. Polymers 2021, 13, 2724. [Google Scholar] [CrossRef] [PubMed]
- Kaminsky, W. Recycling of polymers by pyrolysis. J. Phys. IV Colloq. 1993, 3, 1543–1552. [Google Scholar] [CrossRef]
- Kaminsky, W.; Franck, J. Monomer recovery by pyrolysis of poly( methyl methacrylate) (PMMA). J. Anal. Appl. Pyrolysis 1991, 19, 311–318. [Google Scholar] [CrossRef]
- Kaminsky, W.; Predel, M.; Sadiki, A. Feedstock recycling of polymers by pyrolysis in a fluidized bed. Polym. Degrad. Stab. 2004, 85, 1045–1050. [Google Scholar] [CrossRef]
- Assael, M.J.; Antoniadis, K.D.; Wu, J. New Measurements of the Thermal Conductivity of PMMA, BK7, and Pyrex 7740 up to 450 K. Int. J. Thermophys. 2008, 29, 1257–1266. [Google Scholar] [CrossRef]
- Arisawa, H.; Brill, T.B. Kinetics and Mechanisms of Flash Pyrolysis of Poly(methyl methacrylate) (PMMA). Combust. Flame 1997, 109, 415–426. [Google Scholar] [CrossRef]
- Kaminsky, W.; Eger, C. Pyrolysis of filled PMMA for monomer recovery. J. Anal. Appl. Pyrolysis 2001, 58–59, 781–787. [Google Scholar] [CrossRef]
- Smolders, K.; Baeyens, J. Thermal degradation of PMMA in fluidized beds. Waste Manag. 2004, 24, 849–857. [Google Scholar] [CrossRef] [PubMed]
- Kang, B.; Kim, S.G.; Kim, J.-S. Thermal degradation of poly(methyl methacrylate) polymers: Kinetics and recovery of monomers using a fluidized bed reactor. J. Anal. Appl. Pyrolysis 2008, 81, 7–13. [Google Scholar] [CrossRef]
- Achilias, D.S. Chemical recycling of poly(methyl methacrylate) by pyrolysis. Potential use of the liquid fraction as a raw material for the reproduction of the polymer. Eur. Polym. J. 2007, 43, 2564–2575. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Elordi, G.; Aguado, R.; Olazar, M.; Bilbao, J. Recycling poly-(methyl methacrylate) by pyrolysis in a conical spouted bed reactor. Chem. Eng. Process. 2010, 49, 1089–1094. [Google Scholar] [CrossRef]
- Szabo, E.; Olah, M.; Ronkay, F.; Miskolczi, N.; Blazso, M. Characterization of the liquid product recovered through pyrolysis of PMMA–ABS waste. J. Anal. Appl. Pyrolysis 2011, 92, 19–24. [Google Scholar] [CrossRef]
- Braido, R.S.; Borges, L.E.P.; Pinto, J.C. Chemical recycling of cross linked poly(methyl methacrylate) and characterization of polymers produced with the recycled monomer. J. Anal. Appl. Pyrolysis 2018, 132, 47–55. [Google Scholar] [CrossRef]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Review on Chemical Reactions of Burning Poly(methyl methacrylate) PMMA. J. Fire Sci. 2002, 20, 401–433. [Google Scholar] [CrossRef]
- Hirata, T.; Kashiwagi, T.; Brown, J.E. Thermal and Oxidative Degradation of Poly(methyl methacrylate): Weight Loss. Macromolecules 1985, 18, 1410–1418. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal Degradation of Poly(methyl methacrylate). 2. Vinyl-Terminated Polymer. Macromolecules 1989, 22, 2673–2677. [Google Scholar] [CrossRef]
- Peterson, J.D.; Vyazovkin, S.; Wight, C.A. Kinetic Study of Stabilizing Effect of Oxygen on Thermal Degradation of Poly(methyl methacrylate). J. Phys. Chem. B 1999, 103, 8087–8092. [Google Scholar] [CrossRef]
- Hu, Y.-H.; Chen, C.-Y. The effect of end groups on the thermal degradation of poly(methyl methacrylate). Polym. Degrad. Stab. 2003, 82, 81–88. [Google Scholar] [CrossRef]
- Ferriol, M.; Gentilhomme, A.; Cochez, M.; Oget, N.; Mieloszynski, J.L. Thermal degradation of poly(methyl methacrylate) (PMMA): Modelling of DTG and TG curves. Polym. Degrad. Stab. 2003, 79, 271–281. [Google Scholar] [CrossRef]
- Gao, Z.; Kaneko, T.; Hou, D.; Nakada, M. Kinetics of thermal degradation of poly(methyl methacrylate) studied with the assistance of the fractional conversion at the maximum reaction rate. Polym. Degrad. Stab. 2004, 84, 399–403. [Google Scholar] [CrossRef]
- Motaung, T.E.; Luyt, A.S.; Bondioli, F.; Messori, M.; Saladino, M.L.; Spinella, A.; Nasillo, G.; Caponetti, E. PMMA-titania nanocomposites: Properties and thermal degradation behaviour. Polym. Degrad. Stab. 2012, 97, 1325–1333. [Google Scholar] [CrossRef]
- Fateha, T.; Richard, F.; Rogaume, T.; Joseph, P. Experimental and modelling studies on the kinetics and mechanisms of thermal degradation of polymethyl methacrylate in nitrogen and air. J. Anal. Appl. Pyrolysis 2016, 120, 423–433. [Google Scholar] [CrossRef]
- Bhargava, A.; van Hees, P.; Andersson, B. Pyrolysis modeling of PVC and PMMA using a distributed reactivity model. Polym. Degrad. Stab. 2016, 129, 199–211. [Google Scholar] [CrossRef]
- Cheng, J.; Pan, Y.; Yao, J.; Wang, X.; Pan, F.; Jiang, J. Mechanisms and kinetics studies on the thermal decomposition of micron Poly (methyl methacrylate) and polystyrene. J. Loss Prev. Process. Ind. 2016, 40, 139–146. [Google Scholar] [CrossRef]
- Holland, B.J.; Hay, J.N. The kinetics and mechanisms of the thermal degradation of poly(methyl methacrylate) studied by thermal analysis-Fourier transform infrared spectroscopy. Polymer 2001, 42, 4825–4835. [Google Scholar] [CrossRef]
- Ozlem, S.; Aslan-Gürel, E.; Rossi, R.M.; Hacaloglu, J. Thermal degradation of poly(isobornyl acrylate) and its copolymer with poly(methyl methacrylate) via pyrolysis mass spectrometry. J. Anal. Appl. Pyrolysis 2013, 100, 17–25. [Google Scholar] [CrossRef]
- Özlem-Gundogdu, S.; Gurel, E.A.; Hacaloglu, J. Pyrolysis of poly(methyl methacrylate) copolymers. J. Anal. Appl. Pyrolysis 2015, 113, 529–538. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal Degradation of Poly(methyl methacrylate). 4. Random Side-Group Scission. Macromolecules 1991, 24, 3304–3309. [Google Scholar] [CrossRef]
- Godiya, C.B.; Gabrielli, S.; Materazzi, S.; Pianesi, M.S. Depolymerization of waste poly(methyl methacrylate) scraps and purification of depolymerized products. J. Environ. Manag. 2019, 231, 1012–1020. [Google Scholar] [CrossRef] [PubMed]
- Popescu, V.; Vasile, C.; Brebu, M.; Popescu, G.L.; Moldovan, M.; Prejmerean, C.; Stanulet, L.; Trisca-Rusu, C.; Cojocaru, I. The characterization of recycled PMMA. J. Alloys Compd. 2009, 483, 432–436. [Google Scholar] [CrossRef]
- Grause, G.; Predel, M.; Kaminsky, W. Monomer recovery from aluminium hydroxide high filled poly(methyl methacrylate) in a fluidized bed reactor. J. Anal. Appl. Pyrolysis 2006, 75, 236–239. [Google Scholar] [CrossRef]
- Newborough, M.; Highgate, D.; Vaughan, P. Thermal depolymerization of scrap polymers. Appl. Therm. Eng. 2002, 22, 1875–1883. [Google Scholar] [CrossRef]
- Sasaki, A.; Tsuji, T. Poly(methyl methacrylate) pyrolysis by two fluidized bed process. In Proceedings of the 5th Symposium on Feedstock and Mechanical Recycling of Polymeric Materials (ISFR2009), Chengdu, China, 11–14 October 2009; pp. 79–83. [Google Scholar]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Preliminary Studies on Burning Behavior of Polymethylmethacrylate (PMMA). J. Fire Sci. 2002, 20, 297–317. [Google Scholar] [CrossRef]
- Chen, R.; Xu, M. Kinetic and volatile products study of micron-sized PMMA waste pyrolysis using thermogravimetry and Fourier transform infrared analysis. Waste Manag. 2020, 113, 51–61. [Google Scholar] [CrossRef]
- Chen, R.; Li, Q.; Xu, X.; Zhang, D. Pyrolysis kinetics and reaction mechanism of representative non-charring polymer waste with micron particle size. Energy Convers. Manag. 2019, 198, 111923. [Google Scholar] [CrossRef]
- Krishna, J.V.J.; Kumar, S.S.; Korobeinichev, O.P.; Vinu, R. Detailed kinetic analysis of slow and fast pyrolysis of poly(methyl methacrylate)-Flame retardant mixtures. Thermochim. Acta 2020, 687, 178545. [Google Scholar] [CrossRef]
- Özsin, G. Assessing thermal behaviours of cellulose and poly(methyl methacrylate) during co-pyrolysis based on an unified thermoanalytical study. Bioresour. Technol. 2020, 300, 122700. [Google Scholar] [CrossRef] [PubMed]
- Korobeinichev, O.P.; Paletsky, A.A.; Gonchikzhapov, M.B.; Glaznev, R.K.; Gerasimov, I.E.; Naganovsky, Y.K.; Shundrina, I.K.; Snegirev, A.Y.; Vinu, R. Kinetics of thermal decomposition of PMMA at different heating rates and in a wide temperature range. Thermochim. Acta 2019, 671, 17–25. [Google Scholar] [CrossRef]
- da Rosa, S.; Braido, R.S.; Castro, N.L.d.e.; Brandão, A.L.T.; Schwaab, M.; Pinto, J.C. Modelling the chemical recycling of cross linked poly (methyl methacrylate): Kinetics of depolymerisation. J. Anal. Appl. Pyrolysis 2019, 144, 104706. [Google Scholar] [CrossRef]
- Poudel, J.; Lee, Y.M.; Kim, H.J. Methyl methacrylate (MMA) and alumina recovery from waste artificial marble powder pyrolysis. J. Mater. Cycles Waste Manag. 2020, 23, 214–221. [Google Scholar] [CrossRef]
- dos Santos, P.B., Jr.; da Silva Ribeiro, H.J.; Ferreira, C.C.; Bernar, L.P.; Bremer, S.J.; de Castro, D.A.R.; Ferreira, A.C.; da Silva, C.d.S.; Costa, M.E.G.; Santos, M.C.; et al. Kinetics of thermal degradation of PMMA-based dental resins scraps. Asian J. Green Chem. 2020, 4, 202–219. [Google Scholar]
- Snegirev, A.Y.; Talalov, V.A.; Stepanov, V.V.; Korobeinichev, O.P.; Gerasimov, I.E.; Shmakov, A.G. Autocatalysis in thermal decomposition of polymers. Polym. Degrad. Stab. 2017, 137, 151–161. [Google Scholar] [CrossRef]
- Handawy, M.K.; Snegirev, A.Y.; Stepanov, V.V.; Talalov, V.A. Kinetic modeling and analysis of pyrolysis of polymethyl methacrylate using isoconversional methods. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1100, 012053. [Google Scholar] [CrossRef]
- Chen, R.; Pan, R.; Li, Q. Thermal degradation characteristics, kinetics and thermodynamics of micron-sized PMMA in oxygenous atmosphere using thermogravimetry and deconvolution method based on Gauss function. J. Loss Prev. Process. Ind. 2021, 71, 104488. [Google Scholar] [CrossRef]
- Moens, E.K.C.; de Smit, K.; Marien, Y.W.; Trigilio, A.D.; van Steenberge, P.H.M.; van Geem, K.M.; Dubois, J.-L.; D’hooge, D.R. Progress in Reaction Mechanisms and Reactor Technologies for Thermochemical Recycling of Poly(methyl methacrylate). Polymers 2020, 128, 1667. [Google Scholar] [CrossRef]
- Mota, S.A.P.; Mancio, A.A.; Lhamas, D.E.L.; de Abreu, D.H.; da Silva, M.S.; Santos, W.G.d.; de Castro, D.A.R.; de Oliveira, R.M.; Araujo, M.E.; Borges, L.E.P.; et al. Production of green diesel by thermal catalytic cracking of crude 968 palm oil (Elaeis guineensis Jacq) in a pilot plant. J. Anal. Appl. Pyrolysis 2014, 110, 1–11. [Google Scholar]
- Santos, M.C.; Lourenço, R.M.; de Abreu, D.H.; Pereira, A.M.; de Castro, D.A.R.; Pereira, M.S.; Almeida, H.S.; Mâncio, A.A.; Lhamas, D.E.L.; da Mota, S.A.P.; et al. Gasoline-like hydrocarbons by catalytic cracking of soap phase residue of neutralization process of palm oil (Elaeis guineensis Jacq). J. Taiwan Inst. Chem. Eng. 2017, 71, 106–119. [Google Scholar] [CrossRef]
- Ferreira, C.C.; Costa, E.C.; de Castro, D.A.R.; Pereira, M.S.; Mâncio, A.A.; Santos, M.C.; Lhamas, D.E.L.; da Mota, S.A.P.; Leão, A.C.; Duvoisin, S., Jr.; et al. Deacidification of organic liquid products by fractional distillation in laboratory and pilot scales. J. Anal. Appl. Pyrolysis 2017, 127, 468–489. [Google Scholar] [CrossRef]
- Santos, P.F.L.; Ribeiro, H.J.d.; Santos, P.B.d., Jr.; Ferreira, C.C.; Bernar, L.P.; Bremer, S.J.; de Castro, D.A.R.; Ferreira, A.C.; da Silva, C.d.S.; Costa, M.E.G.; et al. Degradação térmica de resíduos de resinas dentárias reticuladas a base de PMMA: Recuperação do MMA. Braz. J. Dev. Curitiba 2021, 7, 67318–67337. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biometry | AV | σ | σ2 | [7] | [8] | [11] | [12] | [13] | [15] | [17] | [34] | [35] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [mm] | 5.94 | 1.49 | 2.23 | |||||||||
| ∅Max,T [mm] | 9.80 | |||||||||||
| ∅Min,T [mm] | 3.10 | |||||||||||
| [mm] | 8.69 | 1.83 | 3.34 | |||||||||
| ∅Max,L [mm] | 12.2 | |||||||||||
| ∅Min,L [mm] | 5.90 | |||||||||||
| [mg] | 100 | 47.7 | 2.27 | |||||||||
| MMax [mg] | 231 | |||||||||||
| MMin [mg] | 41 | |||||||||||
| ∅particle [mm] | - | - | - | 0.5–0.15 | 2–4 | 0.01–0.1, 0.1–1.0 | 0.5–1.0 | 1.0–1.5 | 4.0 × 3.0 | 0.2, 1–10 | 5–15 | 0.1–0.6 |
| Process Conditions | Temperature [°C] | ||
|---|---|---|---|
| 345 | 405 | 420 | |
| Mass of feed [kg] | 14.60 | 15.00 | 15.00 |
| Mass of LGP [kg] | 7.00 | 6.35 | 7.65 |
| Energy of LGP [MJ] | 343 | 311.15 | 374.85 |
| Specific Heat of PMMA(O2, N2) [MJ/kg] | 13.1 | 13.1 | 13.1 |
| Specific Heat of PMMA(O2, N2) [MJ/kg] × Mass of Feed [kg] | 171.61 | 196.50 | 196.50 |
| Energy Efficiency [%] | 50.03 | 63.15 | 52.42 |
| Reaction time [min] | 125 | 140 | 140 |
| Temperature of liquid condensation [°C] | 68 | 63 | 83 |
| Temperature of gas production [°C] | 85 | 80 | 102 |
| Final temperature [°C] | 345 | 405 | 420 |
| Mass of coke [kg] | 1.87 | 2.20 | 1.75 |
| Mass of liquid [kg] | 8.10 | 7.31 | 7.23 |
| Mass of gas [kg] | 4.63 | 5.49 | 6.02 |
| Yield of liquid [kg] | 55.50 | 48.73 | 48.20 |
| Yield of coke [kg] | 12.81 | 14.67 | 11.67 |
| Yield of gas [kg] | 31.69 | 36.60 | 40.13 |
| Thermal Degradation of PMMA, Filled PMMA, and Waste PMMA | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| [6] | [7] | [8] | [11] | [13] | [16] | [17] | [34] | [35] | |
| Yield of Liquid Phase [%] | 96.6 | 92.13 | 24.82 | 27.87–28.07 | 96.8 | 65.0 | 66.3 | 90.0 | 18.0–31.0 |
| Distillation | Feed (kg) | Distillates (kg) | Raffinate (kg) | Yield (wt.%) |
|---|---|---|---|---|
| (28.0–108.1 °C) | 7.231 | 5.614 | 1.617 | 77.64 |
| Physicochemical Properties | Temperature [°C] | |
|---|---|---|
| 420 | References | |
| ρ [g/mL], 30 °C | 0.9584 | 0.945 (20 °C) |
| Refractive Index [-], 30 °C | 1.418 | 1.414–1.416 (20 °C) |
| μ [cSt], 40 °C | 0.653 | 0.635 t (20 °C) |
| τ [min] | Chemical Functional Groups | RT [min] | CAS | ωi (Area.%) |
|---|---|---|---|---|
| 30 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.319 | 547-63-7 | 1.02 | |
| Methyl methacrylate | 3.676 | 80-62-6 | 98.98 | |
| Ʃ (Area.%) = | 100.00 | |||
| 40 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.322 | 547-63-7 | 1.22 | |
| Methyl methacrylate | 3.669 | 80-62-6 | 98.78 | |
| Ʃ (Area.%) = | 100.00 | |||
| 50 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.321 | 547-63-7 | 1.25 | |
| Methyl methacrylate | 3.670 | 80-62-6 | 97.15 | |
| Ethylene glycol dimethacrylate | 14.004 | 97-90-5 | 1.60 | |
| Ʃ (Area.%) = | 100.00 | |||
| 60 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.320 | 547-63-7 | 1.43 | |
| Methyl methacrylate | 3.668 | 80-62-6 | 98.57 | |
| Ʃ (Area.%) = | 100.00 | |||
| 70 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.320 | 547-63-7 | 1.76 | |
| Methyl methacrylate | 3.678 | 80-62-6 | 98.24 | |
| Ʃ (Area.%) = | 100.00 | |||
| 80 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.318 | 547-63-7 | 2.24 | |
| Methyl methacrylate | 3.668 | 80-62-6 | 97.76 | |
| Ʃ (Area.%) = | 100.00 | |||
| 110 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.314 | 547-63-7 | 3.56 | |
| Methyl methacrylate | 3.664 | 80-62-6 | 88.00 | |
| Butanoic acid, 2-methyl-, methyl ester | 4.717 | 868-57-5 | 1.83 | |
| Ʃ (Area.%) = | 93.39 | |||
| Aromatics | ||||
| Toluene | 4.560 | 108-88-3 | 2.32 | |
| Ʃ (Area.%) = | 2.32 | |||
| Alcohols | ||||
| Mesitol | 12.458 | 527-60-6 | 2.18 | |
| Ʃ (Area.%) = | 2.18 | |||
| Ketones | ||||
| Platambin-1,6-dione | 18.495 | 58556-83-5 | 2.11 | |
| Ʃ (Area.%) = | 2.11 |
| τ [min] | Chemical Functional Groups | RT [min] | CAS | ωi (Area.%) |
|---|---|---|---|---|
| 50 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.319 | 547-63-7 | 1.34 | |
| Methyl methacrylate | 3.667 | 80-62-6 | 98.66 | |
| Ʃ (Area.%) = | 100.00 | |||
| 70 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.318 | 547-63-7 | 1.64 | |
| Methyl methacrylate | 3.666 | 80-62-6 | 98.36 | |
| Ʃ (Area.%) = | 100.00 | |||
| 130 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.322 | 547-63-7 | 1.52 | |
| Methyl methacrylate | 3.668 | 80-62-6 | 83.45 | |
| Benzoic acid, methyl ester | 10.610 | 93-58-3 | 2.60 | |
| 2-Propenoic acid, 2-methyl-, 1,2-ethanediyl ester | 14.003 | 97-90-5 | 3.28 | |
| Hexanedioic acid, 2-methyl-5-methylene-, dimethyl ester | 14.226 | 4513-62-6 | 3.08 | |
| Ʃ (Area.%) = | 93.93 | |||
| Alcohols | ||||
| Mesitol | 12.459 | 527-60-6 | 2.35 | |
| Ʃ (Area.%) = | 2.35 | |||
| Ketones | ||||
| Platambin-1,6-dione | 18.494 | 58556-83-5 | 3.72 | |
| Ʃ (Area.%) = | 3.72 |
| τ [min] | Chemical Functional Groups | RT [min] | CAS | ωi (Area.%) |
|---|---|---|---|---|
| 40 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.319 | 547-63-7 | 1.15 | |
| Methyl methacrylate | 3.668 | 80-62-6 | 98.85 | |
| Ʃ (Area.%) = | 100.00 | |||
| 50 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.319 | 547-63-7 | 1.36 | |
| Methyl methacrylate | 3.667 | 80-62-6 | 98.64 | |
| Ʃ (Area.%) = | 100.00 | |||
| 80 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.318 | 547-63-7 | 1.68 | |
| Methyl methacrylate | 3.666 | 80-62-6 | 98.32 | |
| Ʃ (Area.%) = | 100.00 | |||
| 100 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.317 | 547-63-7 | 2.46 | |
| Methyl methacrylate | 3.665 | 80-62-6 | 97.54 | |
| Ʃ (Area.%) = | 100.00 | |||
| 110 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.318 | 547-63-7 | 2.06 | |
| Methyl methacrylate | 3.668 | 80-62-6 | 95.89 | |
| Ʃ (Area.%) = | 97.95 | |||
| Ketones | ||||
| Platambin-1,6-dione | 18.498 | 58556-83-5 | 2.05 | |
| Ʃ (Area.%) = | 2.05 | |||
| 130 | Esters of Carboxylic Acids | |||
| Methyl iso-butyrate | 3.317 | 547-63-7 | 2.67 | |
| Methyl methacrylate | 3.664 | 80-62-6 | 94.51 | |
| Ʃ (Area.%) = | 97.18 | |||
| Ketones | ||||
| Platambin-1,6-dione | 18.494 | 58556-83-5 | 2.82 | |
| Ʃ (Area.%) = | 2.82 |
| 345 °C, Atmospheric Pressure | PMMA Based Dental Resins Fragments/Residues | |||||
|---|---|---|---|---|---|---|
| Chemical Elements | Mass [wt.%] | Atomic Mass [wt.%] | SD | Mass [wt.%] | Atomic Mass [wt.%] | SD |
| C | 100.00 | 100.00 | 0.00 | 69.02 | 85.26 | - |
| Ti | - | - | - | 22.68 | 7.03 | - |
| O | - | - | - | 8.30 | 7.71 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
dos Santos, P.B., Jr.; Ribeiro, H.J.d.S.; Ferreira, A.C.; Ferreira, C.C.; Bernar, L.P.; Assunção, F.P.d.C.; de Castro, D.A.R.; Santos, M.C.; Duvoisin, S., Jr.; Borges, L.E.P.; et al. Process Analysis of PMMA-Based Dental Resins Residues Depolymerization: Optimization of Reaction Time and Temperature. Energies 2022, 15, 91. https://doi.org/10.3390/en15010091
dos Santos PB Jr., Ribeiro HJdS, Ferreira AC, Ferreira CC, Bernar LP, Assunção FPdC, de Castro DAR, Santos MC, Duvoisin S Jr., Borges LEP, et al. Process Analysis of PMMA-Based Dental Resins Residues Depolymerization: Optimization of Reaction Time and Temperature. Energies. 2022; 15(1):91. https://doi.org/10.3390/en15010091
Chicago/Turabian Styledos Santos, Paulo Bisi, Jr., Haroldo Jorge da Silva Ribeiro, Armando Costa Ferreira, Caio Campos Ferreira, Lucas Pinto Bernar, Fernanda Paula da Costa Assunção, Douglas Alberto Rocha de Castro, Marcelo Costa Santos, Sergio Duvoisin, Jr., Luiz Eduardo Pizarro Borges, and et al. 2022. "Process Analysis of PMMA-Based Dental Resins Residues Depolymerization: Optimization of Reaction Time and Temperature" Energies 15, no. 1: 91. https://doi.org/10.3390/en15010091
APA Styledos Santos, P. B., Jr., Ribeiro, H. J. d. S., Ferreira, A. C., Ferreira, C. C., Bernar, L. P., Assunção, F. P. d. C., de Castro, D. A. R., Santos, M. C., Duvoisin, S., Jr., Borges, L. E. P., & Machado, N. T. (2022). Process Analysis of PMMA-Based Dental Resins Residues Depolymerization: Optimization of Reaction Time and Temperature. Energies, 15(1), 91. https://doi.org/10.3390/en15010091