
Improvement of the Mechanical Characteristics, Hydrogen Crack Resistance and Durability of Turbine Rotor Steels Welded Joints

 ,
, 
 , , ,
, , ,  , ,
, ,
Abstract
:1. Introduction
2. Literature Survey: State of the Art
3. Formulation of the Problem: Materials and Methods
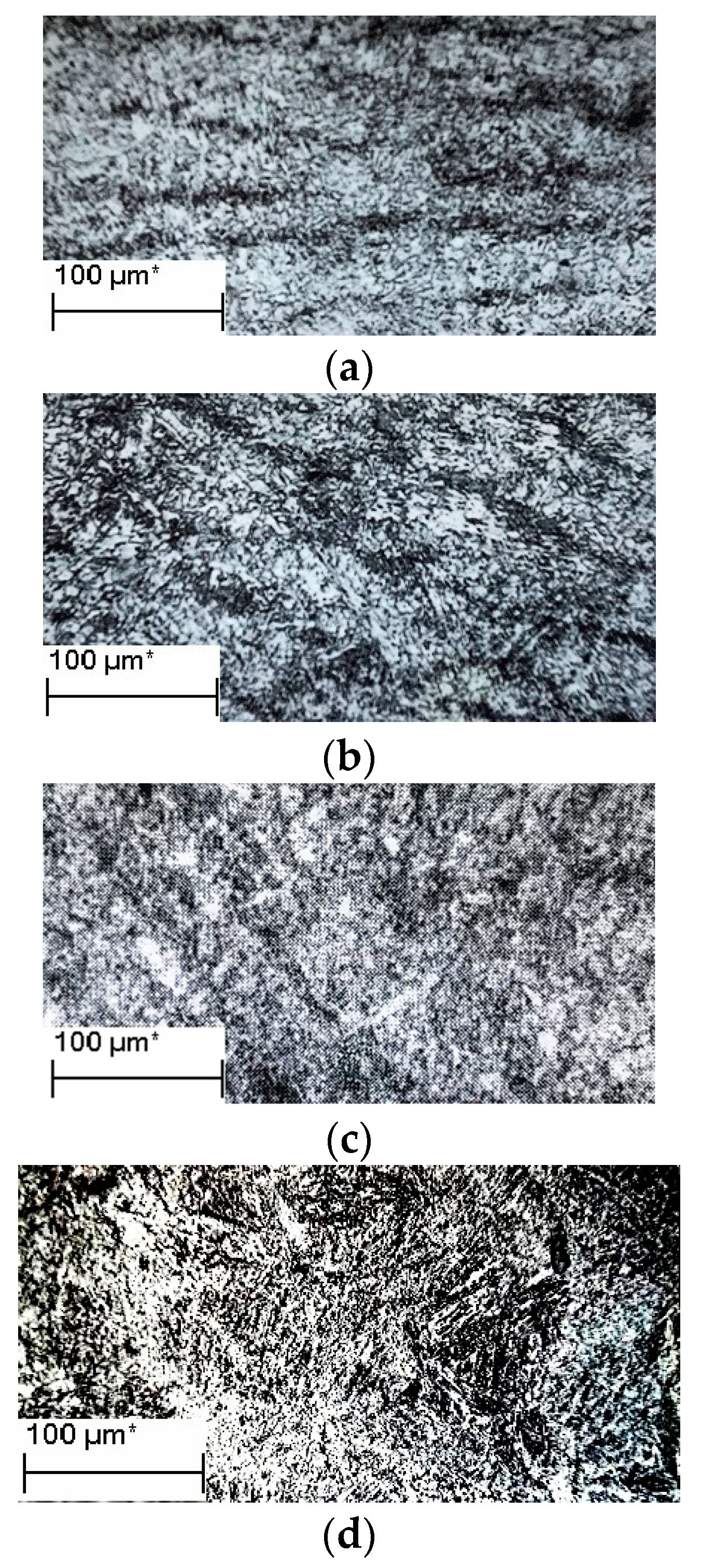
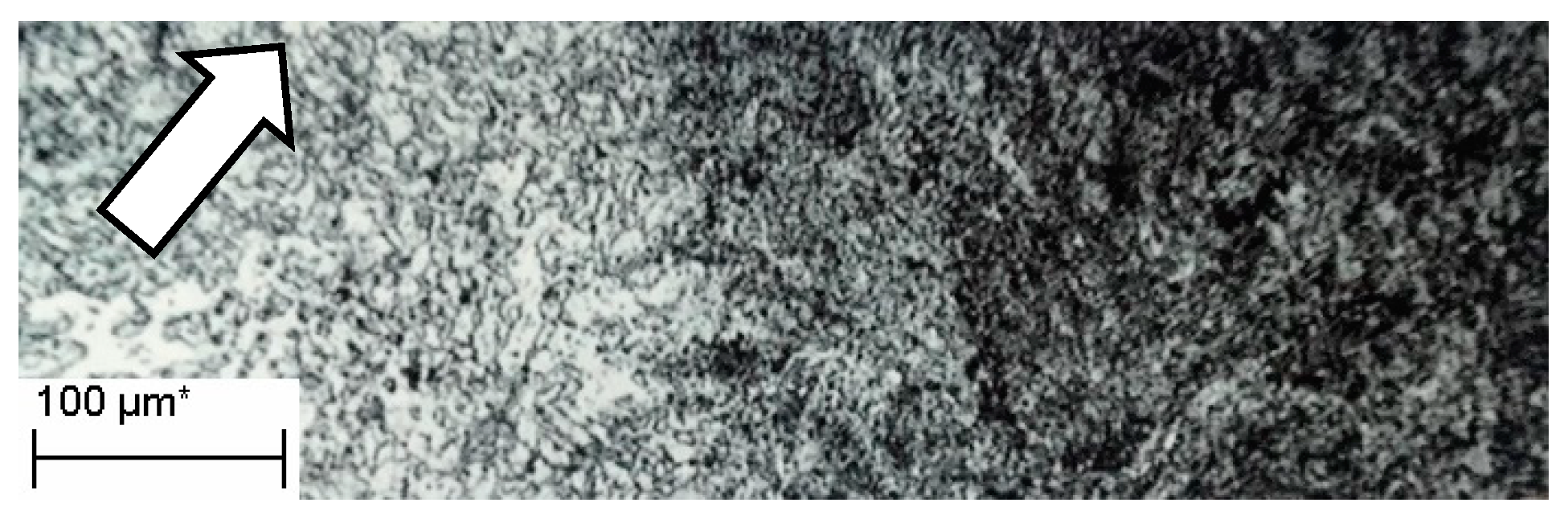
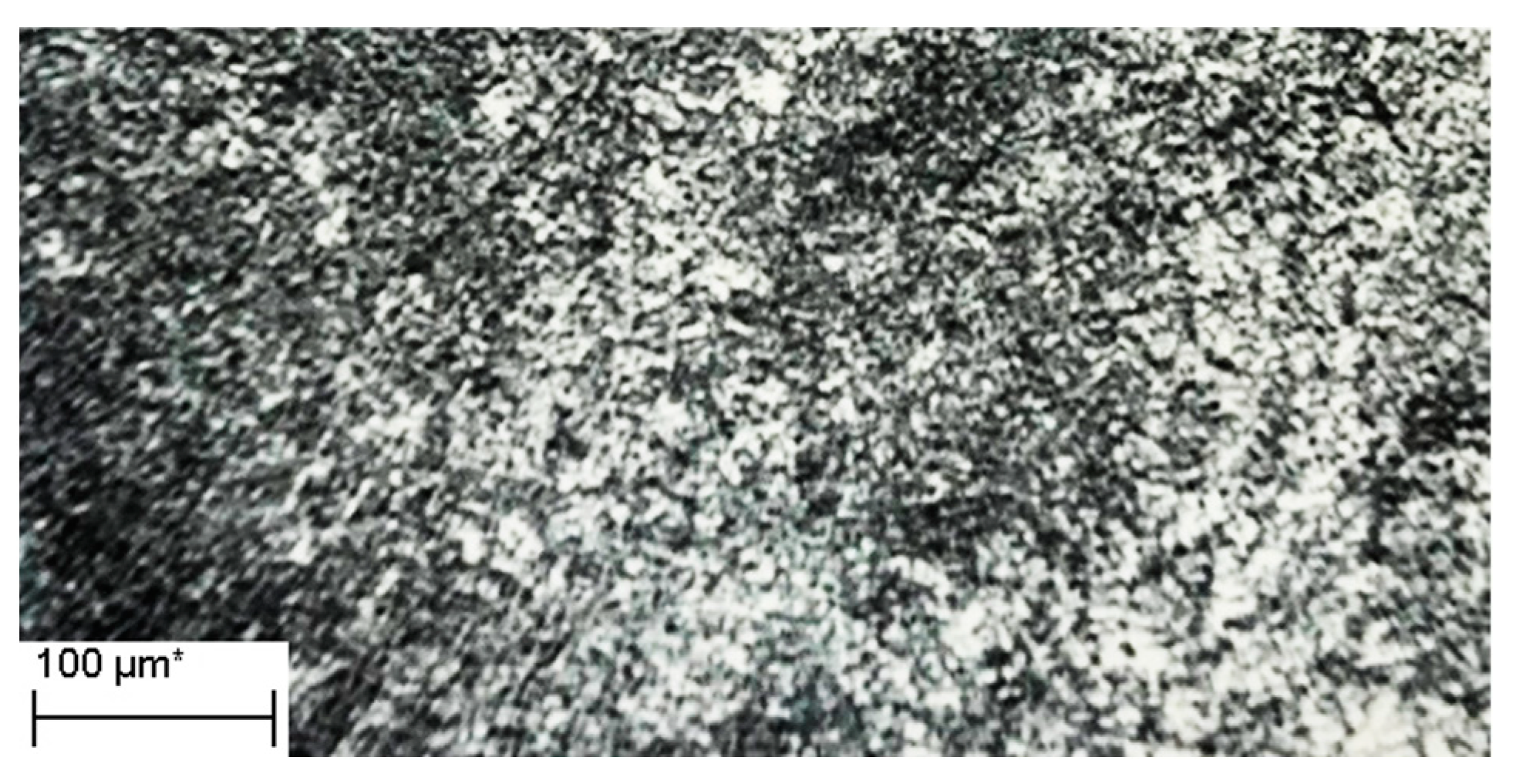
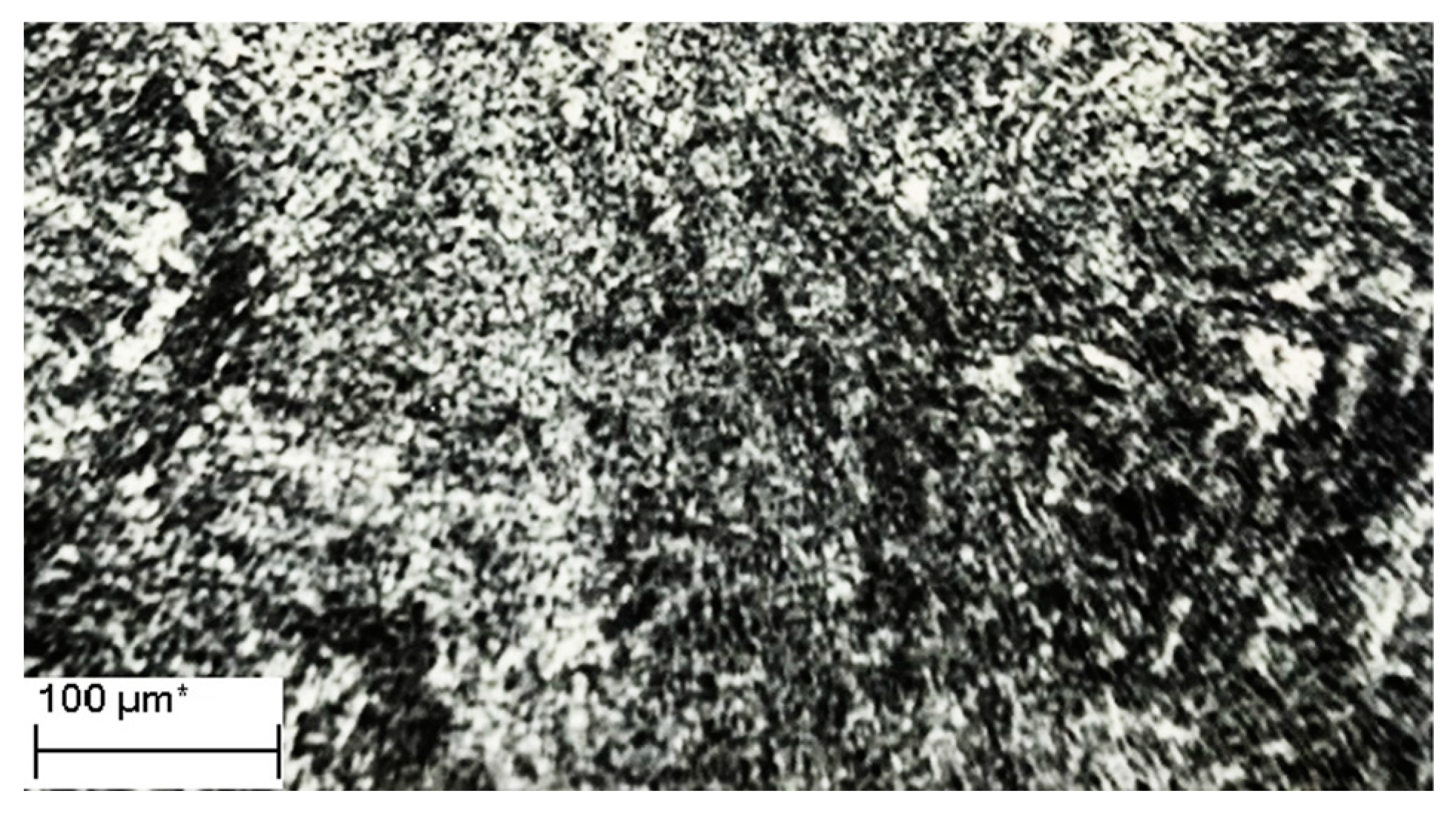
4. Results and Discussion: Weldments Structure and their Mechanical Properties
5. Weldments’ Static Crack Resistance in Hydrogen
6. Hydrogen Influence on the Welded Joint Durability under Cyclic Loadings
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature and Abbreviations
| σB | ultimate tensile strength (UTS) |
| σ0.2 | yield strength (YS) |
| σ−1 | fatigue limit |
| N | number of cycles |
| δ | elongation |
| ψ | reduction of area |
| ε | strain |
| CH | hydrogen concentration |
| wppm | weight parts per millions |
| SIF | stress-intensity factor |
| GTE | gas turbine engine |
| GET | environmentally ‘greener’ hydrogen energetic turbine |
| HCF | high-cycle fatigue |
| LCF | low-cycle fatigue |
| RPM | rotation per minute |
| HCE | hydrogen-containing environment |
| HE | hydrogen embrittlement phenomena |
| UEPS | United Electric Power System |
| PSE | S.A.Polish Power System |
| FPP | fossil power plant |
| NPP | nuclear power plant |
| TA | turboaggregate (turbine + turbogenerator) |
| TG | turbogenerator |
| HP | high-pressure turbine |
| IP | intermediate-pressure turbine |
| LP | low-pressure turbine |
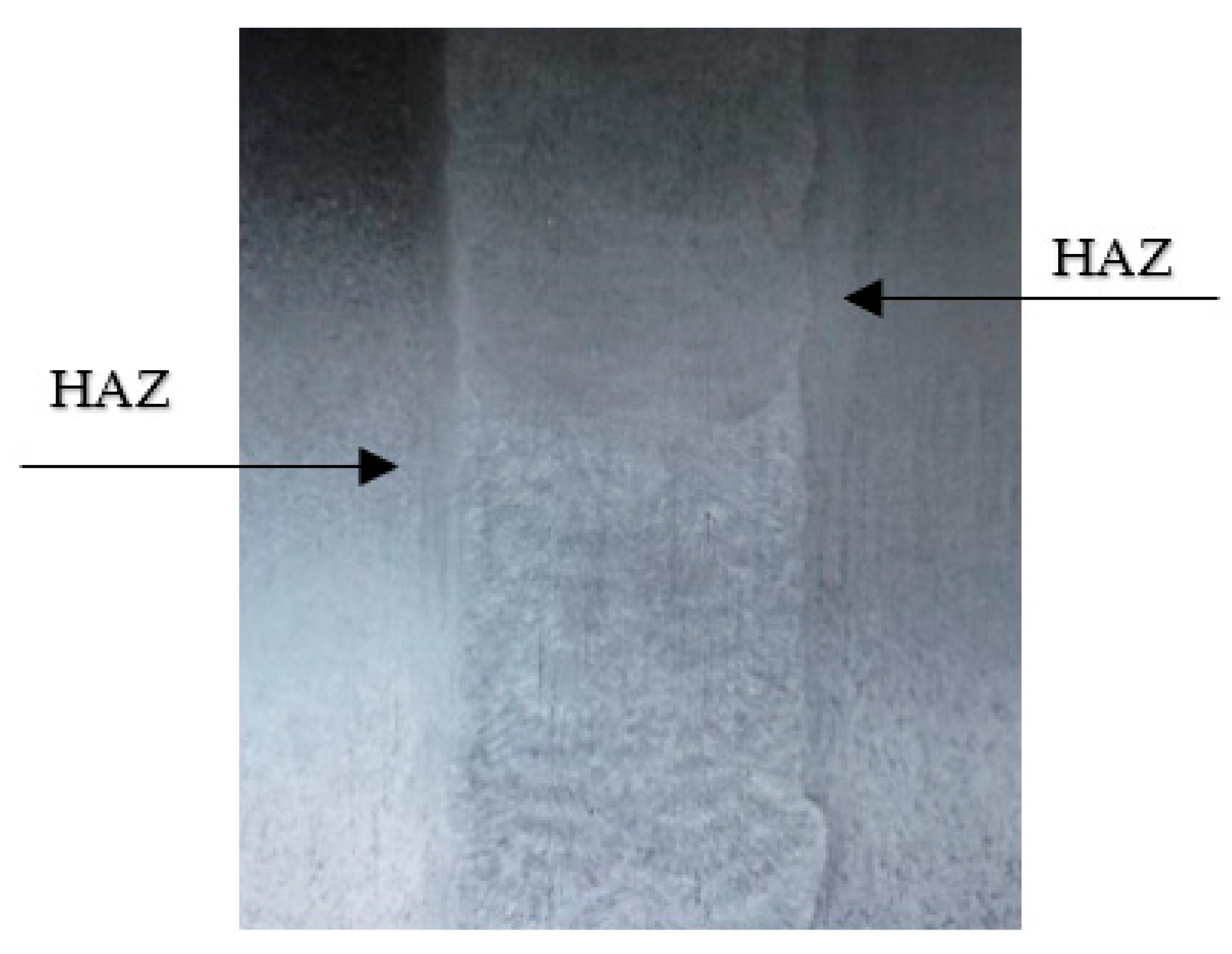
| HAZ | heat-affected zone |
| WJ | welded joint |
| WM | weld metal |
| BM | base metal |
References
- National Commission for State Regulation of Energy and Utilities (NCRECP) National Energy and Utilities Regulatory Commission. The Report on Conformity Assessment (Sufficiency) of Generating Capacities—2019 Has Been Approved; National Commission for State Regulation of Energy and Utilities (NCRECP) National Energy and Utilities Regulatory Commission: Kyiv, Ukraine, 2020. Available online: http://www.nerc.gov.ua/?news=10017 (accessed on 20 July 2022).
- McCloskey, T.H.; Dooley, R.B.; McNaughton, W.P. Turbine Steam Path Damage: Theory and Practice; V. 1: Turbine Fundamentals; EPRI Cornice Engineering Inc.: Pleasant Hill, CA, USA, 1999; 614p, Available online: https://www.epri.com/research/products/TR-108943-V1 (accessed on 20 July 2022).
- McCloskey, T.H.; Dooley, R.B.; McNaughton, W.P. Turbine Steam Path Damage: Theory and Practice; V. 2: Damage Mechanisms; EPRI Cornice Engineering Inc.: Pleasant Hill, CA, USA, 1999; 676p, Available online: https://www.epri.com/research/products/TR-108943-V2 (accessed on 20 July 2022).
- Bancalari, E.; Chan, P.; Diakunchak, I.S. Advanced Hydrogen Turbine Development. In Proceedings of the ASME Turbo Expo 2007: Power for Land, Sea, and Air, Montreal, QC, Canada, 14–17 May 2007; pp. 977–987, Paper No: GT2007-27869. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Ivaskevich, L.M.; Balitskii, O.A. Rotor steels crack resistance and fracture behavior for hydrogen targeted materials ever-widening database. Eng. Fract. Mech. 2022, 260, 108168. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Makhnenko, O.V.; Balitskii, O.A.; Grabovskii, V.A.; Zaverbnyi, D.M.; Timofeev, B.T. Strength of materials and durability of structural elements of nuclear power plants. In Fracture Mechanics and Strength of Materials: Reference Book; Panasyuk, V.V., Ed.; Akademperiodyka: Kyiv, Ukraine, 2005; Volume 8, 544p, ISBN 966-360-035-7. Available online: http://catalog.loc.gov (accessed on 20 July 2022).
- Balitskii, A.I.; Boichenko, Y.A.; Sosnin, A.V.; Shokov, N.A. Cyclic crack resistance of rotor steel as a function of loading conditions. Met. Sci. Heat Treat. 1987, 29, 266–269. [Google Scholar] [CrossRef]
- Balitskii, A.; Krohmalny, O.; Ripey, I. Hydrogen cooling of turbogenerators and the problem of rotor retaining ring materials degradation. Int. J. Hydrogen Energy 2000, 25, 167–171. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Krokhmal’nyi, O.O. Pitting corrosion of 12Kh18AG18Sh steel in chloride solutions. Mater. Sci. 1999, 35, 389–394. [Google Scholar] [CrossRef]
- Tsaruk, A.K.; Muravetskii, S.I.; Skulskii, V.Y.; Grishin, N.N.; Vavilov, A.V.; Kantor, A.G. A forge-welded combined medium pressure rotor for 325 MW steam turbine. Paton Weld. J. 2012, 8, 39–44. Available online: https://patonpublishinghouse.com/as/pdf/2012/pdfarticles/08/8.pdf (accessed on 20 July 2022).
- Bojko, A.V.; Govoruschenko, Y.N.; Usatyj, A.P.; Rudenko, A.S. Optimization of flowing parts of gas turbines taking into account modes of operation within the limits of system of automated designing turbine unit. East.-Eur. J. Enterp. Technol. 2018, 45, 74–77. [Google Scholar] [CrossRef]
- Borisov, I.A. Effect of overheating on the texture and grain size of rotor steel. Met. Sci. Heat Treat. 2010, 52, 294–299. [Google Scholar] [CrossRef]
- Borisov, I.A.; Dub, A.V. Effect of duration of high-temperature tempering on the texture and grains of superheated rotor steel. Met. Sci. Heat Treat. 2013, 55, 117–123. [Google Scholar] [CrossRef]
- German, S.I.; Levenberg, N.E.; Netesa, E.M.; Fomina, O.P. Structure of the heat-affected zone in weldments of steel 24Kh2NMFA. Met. Sci. Heat Treat. 1977, 19, 1051–1054. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I. The International Conference “Welded Structures”. Mater. Sci. 2000, 36, 941–942. [Google Scholar] [CrossRef]
- Smetankina, H.V. An oncanonically-shape laminated plate subjected to inpact loading. Trans. ASME J. Appl. Mech. 2008, 5, 051004. [Google Scholar] [CrossRef]
- Bolobov, V.I.; Latipov, I.U.; Popov, G.G.; Buslaev, G.V.; Martynenko, Y.V. Estimation of the influence of compressed hydrogen on the mechanical properties of pipeline steels. Energies 2021, 14, 6085. [Google Scholar] [CrossRef]
- Kawiak, M.; Balitskii, A. Embrittlement of welded joints of tram rails in city environments. Eng. Fail. Anal. 2018, 85, 97–103. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Kostyuk, I.F. Strength of welded joints of Cr-Mn steels with elevated content of nitrogen in hydrogen-containing media. Mater. Sci. 2009, 45, 97–107. [Google Scholar] [CrossRef]
- Magdowski, R.M.; Speidel, M.O. Clean steels for steam turbine rotors—Their stress corrosion cracking resistance. Metall. Trans. A 1988, 19, 1583–1596. [Google Scholar] [CrossRef]
- Viswanathan, R.; Bakker, W. Materials for ultrasupercritical coal power plants—Turbine materials: Part 2. J. Mater. Eng. Perform. 2001, 10, 96–101. [Google Scholar] [CrossRef]
- Foulds, J.; Viswanathan, R. Small punch testing for determining the material toughness of low alloy steel components in ervice. J. Eng. Mater. Technol. 1994, 116, 457–464. [Google Scholar] [CrossRef]
- Jaske, C.E.; Viswanathan, R. Use of miniature specimens for creep–crack–growth testing. J. Eng. Mater. Technol. 2000, 122, 327–332. [Google Scholar] [CrossRef]
- Balytskyi, O.I.; Mascalzi, G. Materials selection for high–speed motor rotor. Mater. Sci. 2002, 38, 293–303. [Google Scholar] [CrossRef]
- Eckardt, D.; Rufli, P. Advanced gas turbine technology: ABB/BCC historical first. Trans. ASME 2002, 124, 542–549. [Google Scholar] [CrossRef]
- Krasovskii, A.Y.; Vainshtok, V.A. Use of fracture mechanics to evaluate the bearing capacity and remaining life of rotors in turbomachinery. Strength Mater. 1982, 14, 997–1005. [Google Scholar] [CrossRef]
- Viswanathan, R.; Stringer, J. Failure mechanisms of high temperature components in power plants. J. Eng. Mater. Technol. 2000, 122, 246–255. [Google Scholar] [CrossRef]
- Olmi, G.; Freddi, A. Low cycle fatigue behavior and anisotropy of two steels for turbogenerator coil retaining ring and rotors. In Proceedings of the 9th Youth Symposium on Experimental Solid Mechanics, Trieste, Italy, 7–10 July 2010; pp. 188–192, ISBN 978-88-95940-30-4. Available online: https://www.semanticscholar.org/paper/Low-cycle-fatigue-behaviour-and-anisotropy-of-two-Olmi-Freddi/6a7b4c86f579967fa26aa7062db32c01119a2743 (accessed on 20 July 2022).
- Olmi, G. An efficient method for the determination of the probability of failure on the basis of LCF data: Application to turbogenerator design. Struct. Durab. Health Monit. 2012, 8, 61–89. [Google Scholar]
- Balyts’kyi, O.I.; Ripei, I.V.; Protsakh, K.A. Degradation of the cast elements of steam turbines of thermal power plants made of 20KhMFL steel in the course of long-term operation. Mater. Sci. 2005, 41, 423–426. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Ripey, I.V.; Protsakh, K.A. Reliability of steam pipelines of thermal power plants in the course of long-term operation. Mater. Sci. 2006, 42, 421–424. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Ripey, I.V.; Onyshak, J.D. Variations of impact toughness of 12Kh1MF steel in operating steam pipelines of thermal power plants. Mater. Sci. 2009, 45, 826–830. [Google Scholar] [CrossRef]
- Ma, H.; Sun, L.; Luo, H.; Li, X. Hydrogen embrittlement of high-strength marine steel as a weld joint in artificial seawater under cathodic polarization. Eng. Fail. Anal. 2022, 134, 106044. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Medovar, L.B. Some problems of the production of materials for power engineering. In Advances in Electrometallurgy; Cambridge International Scientific Publication: Cambridge, UK, 2011; Volume 9, pp. 7–11. ISSN 1810-0384. Available online: http://pwi-scientists.com/pdf/journals/aiem201101.pdf (accessed on 20 July 2022). [CrossRef]
- Balitsky, A.I.; Kostyuk, I.F.; Krokhmalny, O.A. Physical-mechanical non-homogeneity of welded joints of high-nitrogen Cr-Mn steels and their corrosion resistance. Paton Weld. J. 2003, 2, 26–29. [Google Scholar]
- National Aeronautics and Space Administration; US Department of Commerce; National Institute of Standards and Technology. Plane Strain Crack Toughness Testing of High Strength Metallic Materials. ASTM Special Technical Publication No 410. 1996. Available online: https://www.amazon.com/toughness-strength-materials-technical-publication/dp/B0006BOYJQ (accessed on 20 July 2022).
- BS 6980; Corrosion of Metals and Alloys—Stress Corrosion Testing. Part 6: Method for the Preparation and Use of Pre-Cracked. BSI: London, UK, 1990; 32p. Available online: https://www.corrosionclinic.com/corrosion_resources/british_corrosion_standards.htm (accessed on 20 July 2022).
- ISO/DIS 7539-7; Corrosion of Metals and Alloys—Stress Corrosion Testing. Part 7: Slow Strain Rate Stress Corrosion Tests. International Organization for Standardization: Geneva, Switzerland, 1988; 6p. Available online: https://webstore.ansi.org/Standards/DIN/dineniso75392018?gclid=CjwKCAjwq5-WBhB7EiwAl-HEkugoPIGCTnUOzB1cJC32NcM_OFfyBxarw9GClSX_y1capBOw3eCXsBoC69EQAvD_BwE (accessed on 20 July 2022).
- Recommendation for Stress Corrosion Testing Using Pre-Cracked Specimens. ESIS Procedures 1992, 4-92 D. Available online: https://www.structuralintegrity.eu/site/events/esis-procedures (accessed on 20 July 2022).
- ASTM Special Technical Publication No E 561; National Aeronautics and Space administration; US Department of Commerce; National Institute of Standards and Technology. Middle-Cracked Tension Panel Test Setup. 2022. Available online: https://webstore.ansi.org/sdo/astm?gclid=CjwKCAjwq5-WBhB7EiwAl-HEknLYmGapAbqS13gK1Qv6Zo4iENkSzzoNt3gen_DPH0BP2lj9kZxF_BoC4OEQAvD_BwE (accessed on 20 July 2022).
- Vaßen, R.; Emine Bakan, E.; Mack, D.E.; Guillon, O. A Perspective on thermally sprayed thermal barrier coatings: Current status and trends. Journal of Thermal Spray Technology 2022 31, 685–698. [CrossRef]
- Wang, X.; Wang, D.; Deng, C.; Li, C. Effect of H2S corrosion on the fracture toughness of the X80 pipeline steel welded joint. Materials 2022, 15, 4458. [Google Scholar] [CrossRef]
- Ivas’kevych, L.M.; Tkachov, V.I. Mechanical properties of welded joints of heat-resistant KhN55MBYu alloy in hydrogen. Mater. Sci. 2000, 36, 925–927. [Google Scholar] [CrossRef]
- Tkachov, V.I.; Ivas’kevych, L.M.; Voznychak, O.M. Effect of hydrogen on the mechanical properties of welded joints of 03Kh12N10MT Steel and KhN55MBYu Alloy. Mater. Sci. 2004, 40, 772–780. [Google Scholar] [CrossRef]
- Khoma, M.S.; Chuchman, M.R.; Ivashkiv, V.R.; Sysyn, H.M. Influence of cyclic loads on the fracture resistance of pipe steels and their welded joints in hydrogen-sulfide media. Mater. Sci. 2013, 49, 334–340. [Google Scholar] [CrossRef]
- Dmytrakh, I.M.; Leshchak, R.L.; Syrotyuk, A.M.; Lutyts’kyi, O.L. Influence of the bulk concentration of hydrogen in the metal on the specific features of deformation of low-alloy pipe steel. Mater. Sci. 2014, 50, 170–178. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Ivas’kevych, L.M.; Eliasz, J.J. Static crack resistance of heat-resistant KhN43MBTYu nickel-chromium alloy in gaseous hydrogen. Strength Mater. 2020, 52, 386–397. [Google Scholar] [CrossRef]
- Balitskii, A.; Ivaskevich, L. Hydrogen effect on cumulation of failure, mechanical properties, and fracture toughness of Ni-Cr alloys. Adv. Mater. Sci. Eng. 2019, 3680253, 8. [Google Scholar] [CrossRef]
- Markashova, L.; Berdnikova, O.; Bernatskyi, A.; Sydorets, V.; Bushma, O. Crack resistance of 14KhGN2MDAFB high-strength steel joints manufactured by laser welding. IOP Conf. Ser. Earth Environ. Sci. 2019, 224, 012013. [Google Scholar] [CrossRef]
- Wang, W.; Guo, Y.; Li, Y.; Li, Z. Fracture toughness of different region materials from a dissimilar metal welded joint in steam turbine rotor. Coatings 2022, 12, 174. [Google Scholar] [CrossRef]
- Berdnikova, O.; Pozniakov, V.; Bernatskyi, A.; Alekseienko, T.; Sydorets, V. Effect of the structure on the mechanical properties and cracking resistance of welded joints of low-alloyed high-strength steels. Procedia Struct. Integr. 2019, 16, 89–96. [Google Scholar] [CrossRef]
- Panasyuk, V.V.; Dmytrakh, I.M.; Toth, L.; Bilyi, O.L.; Syrotyuk, A.M. A method for the assessment of the serviceability and fracture hazard for structural elements with cracklike defects. Mater. Sci. 2014, 49, 565–576. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Diener, M.; Magdowski, R.M.; Pokhmurskii, V.I.; Speidel., M.O. Anisotropy of fracture toughness of austenitic high nitrogen chromium—Manganese steel. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 1999; Volume 318–320, pp. 401–406. [Google Scholar] [CrossRef]
- Benghalia, M.A.; Faces, C.; Khadrauui, A.; Meliani, M.H.; Obot, I.B.; Sorrour, A.; Dmytrakh, M.; Azari, Z. Performance evaluation of a natural and synthetic compound as corrosion inhibitors of API 5l X52 steel in hydrochloric acid media. Moroc. J. Chem. 2018, 6, 51–61. [Google Scholar] [CrossRef]
- Akid, R.; Dmytrakh, I.M.; Gonzalez-Sanchez, J. Fatigue damage accumulation: The role of corrosion on the early stages of crack development. Corros. Eng. Sci. Technol. 2006, 41, 328–335. [Google Scholar] [CrossRef]
- Georgiev, M.N.; Nikiforchin, G.M.; Mezhova, N.Y.; Strok, L.P.; Kozak, L.Y. Mechanism of the effect of hydrogen on fatigue crack propagation in structural steels. Sov. Mater. Sci. 1988, 24, 244–246. [Google Scholar] [CrossRef]
- Aksimentyeva, O.I.; Demchenko, P.Y.; Savchyn, V.P.; Balitskii, O.A. The chemical exfoliation phenomena in layered GaSe-polyaniline composite. Nanoscale Res. Lett. 2013, 8, 29. [Google Scholar] [CrossRef] [PubMed]
- Tkachov, V.I.; Ivas’kevych, L.M.; Vytvyts’kyi, V.I. Methodological aspects of determination of hydrogen resistance of steels. Mater. Sci. 2002, 38, 484–493. [Google Scholar] [CrossRef]
- Balyts’kyi, O.I.; Ivas’kevych, L.M. Load rate-related mechanical properties of steels and alloys under static and cyclic loading in gaseous hydrogen. Strength Mater. 2021, 53, 430–439. [Google Scholar] [CrossRef]
- Li, H.L.; Gao, K.W.; Qiao, L.J.; Wang, Y.B.; Chu, W.Y. Strength effect in stress corrosion cracking of high-strength steel in aqueous solution. Corrosion 2001, 57, 295–299. [Google Scholar] [CrossRef]
- Zhang, T.; Chu, W.Y.; Gao, K.W.; Qiao, L.J. Study of correlation between hydrogen-induced stress and hydrogen embrittlement. Mater. Sci. Eng. A 2003, 347, 291–299. [Google Scholar] [CrossRef]
- Jun, H.K.; Seo, J.W.; Jeon, I.S.; Lee, S.H.; Chang, Y.S. Fracture and fatigue crack growth analyses on a weld-repaired railway rail. Eng. Fail. Anal. 2016, 59, 478–492. [Google Scholar] [CrossRef]
- Weijun, H.; Zhibao, X.; Yongjian, Z.; Xiaoli, Z.; Chengwei, S.; Yuqing, W. Hydrogen embrittlement behavior of high strength rail steels: A comparison between pearlitic and bainitic microstructure. Mater. Sci. Eng. A 2017, 704, 199–206. [Google Scholar]
- Wasim, M.; Djukic, M.; Ngo, T.D. Influence of hydrogen-enhanced plasticity and decohesion mechanisms of hydrogen embrittlement on the fracture resistance of steel. Eng. Fail. Anal. 2021, 123, 105312. [Google Scholar] [CrossRef]
- Djukic, M.; Curtin, W.A.; Zhang, Z.; Sedmak, A. Recent advances on hydrogen embrittlement understanding and future research framework. Eng. Fract. Mech. 2021, 241, 107439. [Google Scholar] [CrossRef]
- Wasim, M.; Djukic, M. Hydrogen embrittlement of low carbon structural steel at macro-, micro- and nano-levels. Int. J. Hydrogen Energy 2020, 45, 2145–2156. [Google Scholar] [CrossRef]
- Rozumek, D.; Macha, E. Elastic-plastic fatigue crack growth in 18G2A steel under proportional bending with torsion loading. Fatigue Fract. Eng. Mater. Struct. 2006, 29, 135–145. [Google Scholar] [CrossRef]
- Djukic, M.B.; Bakic, G.M.; Sijacki Zeravcic, V.; Sedmak, A.; Rajicic, B. The synergistic action and interplay of hydrogen embrittlement mechanisms in steels and iron: Localized plasticity and decohesion. Eng. Fract. Mech. 2019, 216, 106528. [Google Scholar] [CrossRef]
- Michler, T.; Naumann, J.; Wiebesiek, J.; Sattler, E. Influence of frequency and wave form on S-N fatigue of commercial austenitic stainless steels with different nickel contents in inert gas and in high pressure gaseous hydrogen. Int. J. Fatigue 2017, 96, 67–77. [Google Scholar] [CrossRef]
- Michler, T.; Naumann, J.; Sattler, E. Influence of high pressure gaseous hydrogen on S-N fatigue in two austenitic stainless steels. Int. J. Fatigue 2013, 51, 1–7. [Google Scholar] [CrossRef]
- Khoma, M.S.; Vasyliv, K.B.; Chuchman, M.R. Influence of the hydrogen sulfide concentration on the corrosion and hydrogenation of pipe steels (A Survey). Mater Sci 2021, 57, 308–318. [Google Scholar] [CrossRef]
- Rozumek, D.; Marciniak, Z. Fatigue properties of notched specimens made of FeP04 Steel. Mater. Sci. 2012, 47, 462–469. [Google Scholar] [CrossRef]
- Moustabchir, H.; Azari, Z.; Hairi, S.; Dmytrakh, I. Experimental and computed stress distribution ahead of notch in pressure vessel: Application of T-stress conception. Comput. Mater. Sci. 2012, 58, 59–66. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Ivaskevich, L.M. Assessment of hydrogen embrittlement in high-alloy chromium-nickel steels and alloys in hydrogen at high pressures and temperatures. Strength Mater. 2018, 50, 880–887. [Google Scholar] [CrossRef]
- Karpenko, G.V.; Litvin, A.K.; Tkachev, V.I.; Soshko, A.I. Mechanism of hydrogen embrittlement. Sov. Mater. Sci. 1975, 9, 367–371. [Google Scholar] [CrossRef]
- Qu, J.; Feng, M.; An, T.; Bi, Z.; Du, J.; Yang, F.; Zheng, S. Hydrogen-assisted crack growth in the heat-affected zone of X80 steels during in situ hydrogen charging. Materials 2019, 12, 2575. [Google Scholar] [CrossRef]
- Kozak, L.Y. Discrete models of plastic deformation of solids under the action of high hydrostatic pressure. Mater. Sci. 2016, 52, 108–112. [Google Scholar] [CrossRef]
- Chu, S.; Zhang, C.; Yang, Z.; Wang, C. Hydrogen’s influence on reduced activation ferritic/martensitic steels’ elastic properties: Density functional theory combined with experiment. Nuclear Eng. Technol. 2017, 49, 1748–1751. [Google Scholar] [CrossRef]
- Romaniv, O.N.; Nikiforchin, G.N.; Kozak, L.Y. Structural sensitivity of the cyclic crack resistance of rotor steel in gaseous hydrogen. Sov. Mater. Sci. 1984, 20, 424–429. [Google Scholar] [CrossRef]
- Romaniv, O.N.; Nikiforchin, G.N.; Kozak, L.Y. Cyclic rack resistance of constructional steel in gaseous hydrogen. Sov. Mater. Sci. 1987, 23, 439–450. [Google Scholar] [CrossRef]
- Balitskii, O.A.; Savchyn, V.P.; Savchyn, P.V. Thermal oxidation of indium and gallium sulphides. Phys. B Condens. Matter 2005, 355, 365–369. [Google Scholar] [CrossRef]
- Syrotyuk, A.M.; Dmytrakh, I.M. Methods for the evaluation of fracture and strength of pipeline steels and structures under the action of working media. Part II: Influence of hydrogen-containing media. Mater. Sci. 2015, 50, 475–487. [Google Scholar] [CrossRef]
- Dmytrakh, I.M.; Leshchak, R.L.; Syrotyuk, A.M.; Barna, R.A. Effect of hydrogen concentration on fatigue crack growth behaviour in pipeline steel. Int. J. Hydrogen Energy 2017, 42, 6401–6408. [Google Scholar] [CrossRef]
- Zima, Y.V.; Kozak, L.Y. Fractographic aspects of the cyclic crack resistance of 35KhN3MFA steel in vacuum, air, and hydrogen. Mater. Sci. 1986, 22, 268–275. [Google Scholar] [CrossRef]
- Sandia National Laboratories. Technical Database for Hydrogen Compatibility of Materials; Sandia National Laboratories: Livermore, CA, USA, 2022; Available online: https://h2tools.org/technical-database-hydrogencompatibility-materials (accessed on 20 July 2022).
- Inés, M.N.; Asmus, C.A.; Mansilla, G.A. Influence of total strain amplitude on hydrogen embrittlement of high strength steel. Procedia Mater. Sci. 2013, 8, 1039–1046. [Google Scholar] [CrossRef]
- Mansilla, G.; Herenú, S.; Brandaleze, E. Hydrogen effects on low cycle fatigue of high strength steels. Mater. Sci. Technol. 2014, 30, 501–505. [Google Scholar] [CrossRef]
- Renshaw, C.E.; Schulson, E.M. Universal behavior in compressive failure of brittle materials. Nature 2001, 412, 897–926. [Google Scholar] [CrossRef] [PubMed]
- Balyts’kyi, O.O. Elastic characteristics of laminated gallium and indium chalcogenides. Mater. Sci. 2004, 40, 706–709. [Google Scholar] [CrossRef]
- Frankowska, M.; Błoński, K.; Mańkowska, M.; Rzeczycki, A. Research on the concept of hydrogen supply chains and power grids powered by renewable energy sources: A scoping review with the use of text mining. Energies 2022, 15, 866. [Google Scholar] [CrossRef]
- Frankowska, M.; Mańkowska, M.; Rabe, M.; Rzeczycki, A.; Szaruga, E. Structural model of power grid stabilization in the green hydrogen supply chain system—Conceptual assumptions. Energies 2022, 15, 664. [Google Scholar] [CrossRef]
- Drożdż, W.; Elżanowski, F.; Dowejko, J.; Brożyński, B. Hydrogen technology on the polish electromobility market. Legal, economic, and social aspects. Energies 2021, 14, 2357. [Google Scholar] [CrossRef]
- Wróblewski, P.; Drożdż, W.; Lewicki, W.; Dowejko, J. Total cost of ownership and its potential consequences for the development of the hydrogen fuel cell powered vehicle market in Poland. Energies 2021, 14, 2131. [Google Scholar] [CrossRef]
- Smolenski, R.; Lezynski, P.; Bojarski, J.; Drozdz, W.; Long, L.C. Electromagnetic compatibility assessment in multiconverter power systems—Conducted interference issues. Measurement 2020, 165, 108119. [Google Scholar] [CrossRef]
- Lezynski, P.; Szczesniak, P.; Waskowicz, B.; Smolenski, R.; Drozdz, W. Design and implementation of a fully controllable cyber-physical system for testing energy storage systems. IEEE Access 2019, 7, 47259–47272. [Google Scholar] [CrossRef]
- IIW Guidance on Assessment of the Fitness for Purpose of Welded Structures. IIW/118–SST–1157–90. 1990. Available online: https://www.worldcat.org/title/iiw-guidance-on-assessment-of-fitness-for-purpose-of-welded-structures-draft-for-development-iisiiw-sst-1157-90/oclc/438482115 (accessed on 20 July 2022).
- Wen, X.; Wang, P.; Dong, Z.; Fang, H. A Fracture mechanics-based optimal fatigue design method of under-matched HSLA steel butt-welded joints with imperfections. Appl. Sci. 2019, 9, 3609. [Google Scholar] [CrossRef]
- Leicher, J.; Schaffert, J.; Cigarida, H.; Tali, E.; Burmeister, F.; Giese, A.; Albus, R.; Görner, K.; Carpentier, S.; Milin, P.; et al. The impact of hydrogen admixture into natural gas on residential and commercial gas appliances. Energies 2022, 15, 777. [Google Scholar] [CrossRef]
- Horn, R.M.; Kass, J.N.; Rangantath, K. Evaluation of the growth and stability of stress corrosion cracking in sensitired austenitic pipings. J. Press. Vessel Technol. 1984, 106, 201–208. [Google Scholar] [CrossRef]
- Xing, Y.; Yang, Z.; Yao, X.; Wang, X.; Lu, M.; Zhang, L.; Qiao, L. Effects of hydrogen on the fracture toughness of X80 steel base metal and girth weld under strong cathodic current with in-situ hydrogen charging. Eng. Fail. Anal. 2022, 135, 106143. [Google Scholar] [CrossRef]
- Hoyos, J.J.; Masoumi, M.; Pereira, V.F.; Tschiptschin, A.P.; Paes, M.T.P.; Avila, J.A. Influence of hydrogen on the microstructure and fracture toughness of friction stir welded plates of API 5L X80 pipeline steel. Int. J. Hydrogen Energy 2019, 44, 23458–23471. [Google Scholar] [CrossRef]
- Bihun, R.I.; Stasyuk, Z.V.; Balitskii, O.A. Crossover from quantum to classical electron transport in ultrathin metal films. Phys. B Condens. Matter 2016, 487, 73–77. [Google Scholar] [CrossRef]
- Zhang, C.; Ran, M.; Wang, Y.; Zheng, W. Microstructural effects in the development of near-neutral pH stress corrosion cracks in pipelines. Materials 2022, 15, 4372. [Google Scholar] [CrossRef]
- Li, H.; Dong, F.; Zhou, Q.; Shi, Z.; Venezuela, J.; Yan, M.; Knibbe, R.; Zhang, M.; Atrens, A. Influence of hydrogen on the S–N fatigue of DP1180 advanced high-strength steel. Corros. Sci. 2022, 205, 110465. [Google Scholar] [CrossRef]
- Qazi, U.Y. Future of hydrogen as an alternative fuel for next-generation industrial applications; Challenges and expected opportunities. Energies 2022, 15, 4741. [Google Scholar] [CrossRef]
- Costa, J.V.; Silva, D.F.F.D.; Branco, P.J.C. Large-power transformers: Time now for addressing their monitoring and failure investigation techniques. Energies 2022, 15, 4697. [Google Scholar] [CrossRef]
- Pacheco, J.; Pimenta, F.; Pereira, S.; Cunha, Á.; Magalhães, F. Fatigue assessment of wind turbine towers: Review of processing strategies with illustrative case study. Energies 2022, 15, 4782. [Google Scholar] [CrossRef]
- Barisano, D.; Canneto, G.; Nanna, F.; Villone, A.; Fanelli, E.; Freda, C.; Grieco, M.; Lotierzo, A.; Cornacchia, G.; Braccio, G.; et al. Investigation of an intensified thermo-chemical experimental set-up for hydrogen production from biomass: Gasification process integrated to a portable purification system—Part II. Energies 2022, 15, 4580. [Google Scholar] [CrossRef]
- Galloni, E.; Lanni, D.; Fontana, G.; D’Antuono, G.; Stabile, S. Performance estimation of a downsized SI engine running with hydrogen. Energies 2022, 15, 4744. [Google Scholar] [CrossRef]
- Górecki, K.; Posobkiewicz, K. Cooling systems of power semiconductor devices—A Review. Energies 2022, 15, 4566. [Google Scholar] [CrossRef]
- Guo, X.; Xia, L.; Zhao, G.; Wei, G.; Wang, Y.; Yin, Y.; Guo, J.; Ren, X. Steam temperature characteristics in boiler water wall tubes based on furnace CFD and hydrodynamic coupling model. Energies 2022, 15, 4745. [Google Scholar] [CrossRef]
- Mukundakumar, N.; Bastiaans, R. DNS study of spherically expanding premixed turbulent ammonia-hydrogen flame kernels, Effect of equivalence ratio and hydrogen content. Energies 2022, 15, 4749. [Google Scholar] [CrossRef]
- Lu, L.; Zhu, M.; Wu, H.; Wu, J. A review and case analysis on biaxial synchronous loading technology and fast moment-matching methods for fatigue tests of wind turbine blades. Energies 2022, 15, 4881. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, C.; Liu, G.; Zhang, C.; Li, J. An assessment method of sealing performance and stress intensity factors at crack tip of subsea connector metal sealing rings. Energies 2022, 15, 4680. [Google Scholar] [CrossRef]
- Jiao, A.; Tian, S.; Lin, H. Study on crack penetration induced by fatigue damage of low permeability coal seam under cyclic loading. Energies 2022, 15, 4761. [Google Scholar] [CrossRef]
- Feng, H.; Chen, L.; Tang, W.; Ge, Y. Optimal design of a dual-pressure steam turbine for rankine cycle based on constructal theory. Energies 2022, 15, 4854. [Google Scholar] [CrossRef]
- Allen, T.; Busby, J.; Meyer, M.; Petti, D. Materials challenges for nuclear systems. Mater. Today 2010, 13, 14–23. [Google Scholar] [CrossRef]
- Zafra, A.; Álvarez, G.; Benoit, G.; Hénaff, G.; Rodríguez, C.; Belzunce, J. Influence of hydrogen on the fatigue crack growth rate of 42CrMo4 steel welds: A comparison between pre-charge and in-situ testing. Procedia Struct. Integr. 2022, 39, 128–138. [Google Scholar] [CrossRef]
- Bailey, N.; Coe, F.R.; Gooch, T.G.; Hart, M.N.; Jenkins, P.H.; Pargeter, R.J. Welding Steels without Hydrogen Cracking; View Series: Woodhead Publishing Series in Welding and Other Joining Technologies; Elsevier: Amsterdam, The Netherlands, 1993; 150p, ISBN 9781855730144. eBook ISBN: 9780857093097. [Google Scholar]
- Karcı, F.; Kacar, R.; Gündüz, S. The effect of process parameter on the properties of spot welded cold deformed AISI304 grade austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 4011–4019. [Google Scholar] [CrossRef]
- BS EN 288-3:1992; Specification and Approval of Welding Procedures for Metallic Materials. Welding Procedure Tests for the Arc Welding of Steels. 1992; 30p. Available online: https://flot.com/law/standards/en288.pdf (accessed on 20 July 2022).
- Harzenmoser, M. Welding of high nitrogen steels. Mater. Manuf. Processes 2004, 19, 75–86. [Google Scholar] [CrossRef]
- Benoit, G.; Bertheau, D.; Hénaff, G.; Alvarez, L. Crack growth resistance of actual pipe weldments exposed to a high pressure mixture of hydrogen and natural gas. In Proceedings of the ASME Pressure Vessels and Piping Conference, Online, 13–15 July 2021; The American Society of Mechanical Engineers: Washington, DC, USA, 2021. [Google Scholar] [CrossRef]
- Barrera, O.; Bombac, D.; Chen, Y. Understanding and mitigating hydrogen embrittlement of steels: A review of experimental, modelling and design progress from atomistic to continuum. J. Mater. Sci. 2018, 53, 6251–6290. [Google Scholar] [CrossRef] [PubMed]
- Dadfarnia, M.; Nagao, A.; Wang, S.; Martin, M.L. Recent advances on hydrogen embrittlement of structural materials. Int. J. Fract. 2015, 196, 223–243. [Google Scholar] [CrossRef]
- Dmytrakh, I.M.; Syrotyuk, A.M.; Leschak, R.L. Fracture and Strength of Pipeline Steels in Hydrogen-Containing Environments; Publishing House “Prostir-M”: Lviv, Ukraine, 2020; 222p, ISBN 987-617-7746-67-5. [Google Scholar]
- Decelis, B.; Argon, A.S.; Yip, S. Molecular dynamics simulation of crack tip processes in alpha-iron and copper. J. Appl. Phys. 1983, 54, 4864. [Google Scholar] [CrossRef]
- Capelle, J.; Dmytrakh, I.; Gilgert, J.; Jodin, P.; Pluvinage, G. A comparison of experimental results and computations for ctacked tubes subjected to internal pressure. Mater. Technol. 2006, 40, 233–237. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Investigated Object | Chemical Composition, Mas % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Mo | V | W | S | P | |
| 20H3NMFA | 0.20 (0.16–0.24) | 0.30 (0.17–0.40) | 0.34 (0.25–0.60) | 3.0 (2.40–3.30) | 0.20 (0.20–0.50) | 0.65 (035–0.65) | 0.70 (0.60–0.85) | 0.46 (0.30–0.50) | ≤0.012 | ≤0.032 |
| 25H2NMFA | 0.24 | 0.34 | 0.46 | 1.0 | 2.55 | 0.46 | 0.02 | - | ≤0.014 | ≤0.024 |
| Wire SV08HN2 GMYu | 0.08 | 0.53 | 1.05 | 0.75 | 2.0 | 0.45 | 0.016 | - | ≤0.012 | ≤0.018 |
| Weld metal | 0.056 | 0.25 | 0.98 | 0.73 | 1.8 | 0.45 | 0.003 | - | ≤0.012 | ≤0.018 |
| Investigated Object | Impact Toughness KCV, J/cm2 | ||
|---|---|---|---|
| 20 °C | −20 °C | −40 °C | |
| 20H3NMFA | 105 … 78 91.5 | 60 … 45 55 | 40 … 30 35 |
| 25H2NMFA | 136 … 120 128 | 81 … 40 60.5 | 60 … 30 45 |
| Weld metal (wire SV08HN2GMYu) | 100 … 72 86 | 50 … 35 42.5 | 39 … 31 35 |
| Investigated Object | Impact Toughness KCV, J/cm2 | |
|---|---|---|
| Suggested Welding Process | Standard Welding Process | |
| Sample 1 (fusion area) | 74 | 64 |
| Sample 2 (fusion area) | 59 | 57 |
| Sample 3 (fusion area) | 69 | 60 |
| Sample 1 (overheating area) | 187 | 176 |
| Sample 2 (overheating area) | 171 | 168 |
| Sample 3 (overheating area) | 88 | 178 |
| Investigated Object | T, °C | σ0.2, MPa | σB, MPa | δ, % | ψ, % | KIc, MPa∙m 1/2 |
|---|---|---|---|---|---|---|
| Steel 20H3NMFA | 20 | 620 610 | 730 710 | 11 8 | 32 21 | 112 61 |
| 450 | 510 510 | 600 610 | 8 7 | 27 25 | 92 83 | |
| Steel 25H2NMFA | 20 | 520 530 | 687 680 | 14 10 | 40 26 | 118 72 |
| 450 | 460 430 | 570 580 | 12 12 | 40 36 | 101 91 | |
| Welded joint | 20 | 530 510 | 690 690 | 24 11 | 67 31 | 39 21 |
| 450 | 450 460 | 570 560 | 16 15 | 63 52 | 42 38 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balitskii, A.I.; Dmytryk, V.V.; Ivaskevich, L.M.; Balitskii, O.A.; Glushko, A.V.; Medovar, L.B.; Abramek, K.F.; Stovpchenko, G.P.; Eliasz, J.J.; Krolikowski, M.A. Improvement of the Mechanical Characteristics, Hydrogen Crack Resistance and Durability of Turbine Rotor Steels Welded Joints. Energies 2022, 15, 6006. https://doi.org/10.3390/en15166006
Balitskii AI, Dmytryk VV, Ivaskevich LM, Balitskii OA, Glushko AV, Medovar LB, Abramek KF, Stovpchenko GP, Eliasz JJ, Krolikowski MA. Improvement of the Mechanical Characteristics, Hydrogen Crack Resistance and Durability of Turbine Rotor Steels Welded Joints. Energies. 2022; 15(16):6006. https://doi.org/10.3390/en15166006
Chicago/Turabian StyleBalitskii, Alexander I., Vitaly V. Dmytryk, Lyubomir M. Ivaskevich, Olexiy A. Balitskii, Alyona V. Glushko, Lev B. Medovar, Karol F. Abramek, Ganna P. Stovpchenko, Jacek J. Eliasz, and Marcin A. Krolikowski. 2022. "Improvement of the Mechanical Characteristics, Hydrogen Crack Resistance and Durability of Turbine Rotor Steels Welded Joints" Energies 15, no. 16: 6006. https://doi.org/10.3390/en15166006
APA StyleBalitskii, A. I., Dmytryk, V. V., Ivaskevich, L. M., Balitskii, O. A., Glushko, A. V., Medovar, L. B., Abramek, K. F., Stovpchenko, G. P., Eliasz, J. J., & Krolikowski, M. A. (2022). Improvement of the Mechanical Characteristics, Hydrogen Crack Resistance and Durability of Turbine Rotor Steels Welded Joints. Energies, 15(16), 6006. https://doi.org/10.3390/en15166006