

Microencapsulation of Lipases Produced by Dripping and Jet Break-Up for Biodiesel Production

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Crude Jatropha curcas L. Oil (JCLO)
2.3. Lipase Molecular Mass Measurement
2.4. Lipase Immobilization and Microcapsulation
2.5. Characterization of Lipase Microcapsules
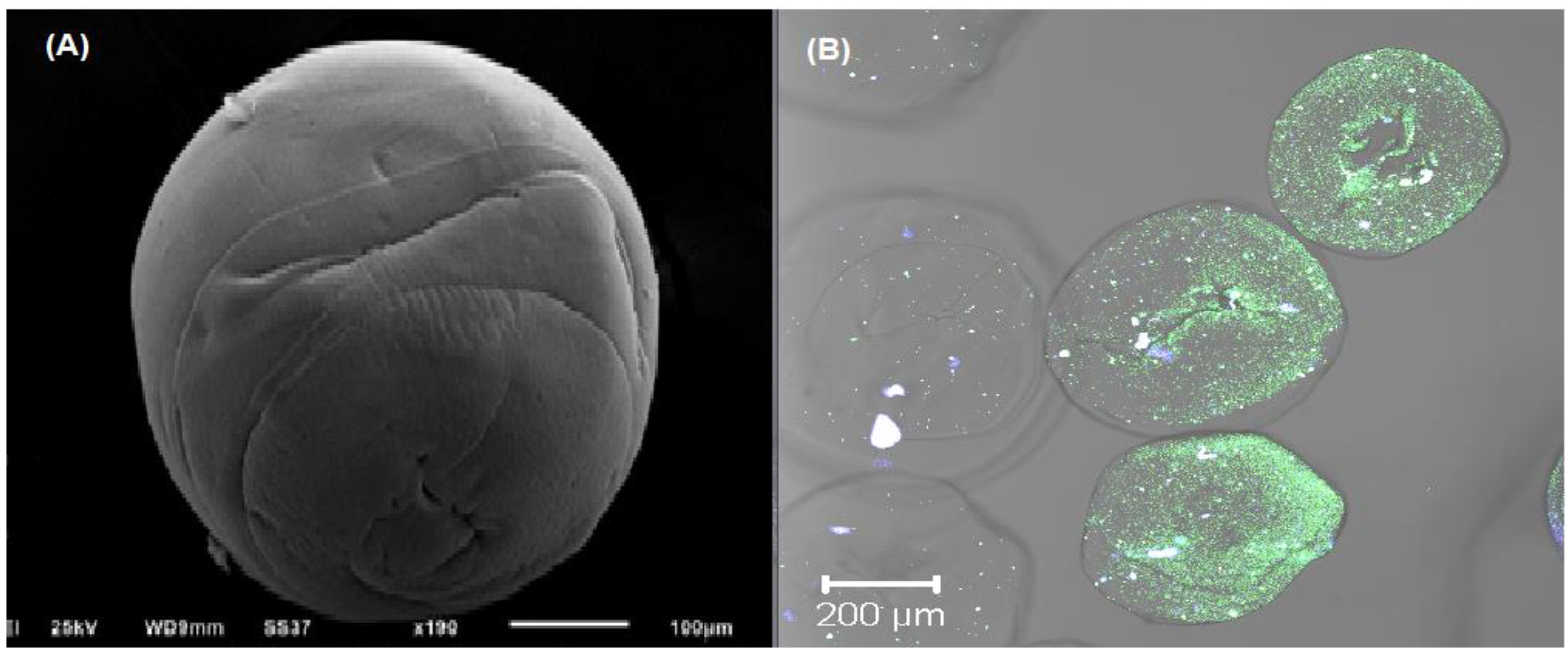
2.5.1. Sizing of Microcapsules by the Light Microscope
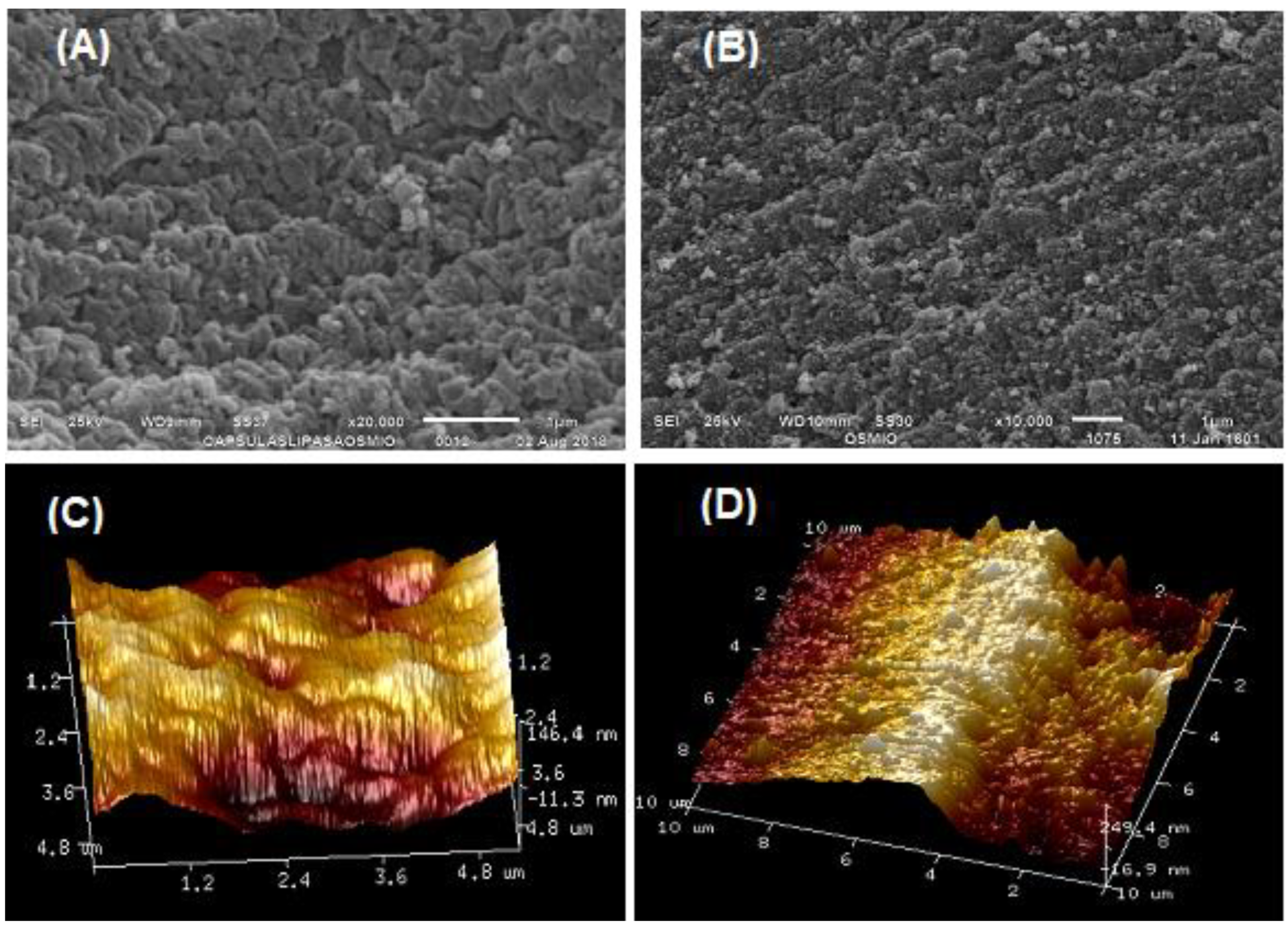
2.5.2. Scanning Electron Microscopy (SEM) Analysis
2.5.3. Confocal Laser Scanning Microscopy
2.5.4. Atomic Force Microscope (AFM) Analysis
2.6. Biodiesel Production and Experiment Optimization
2.7. Characterization of Biodiesel Products
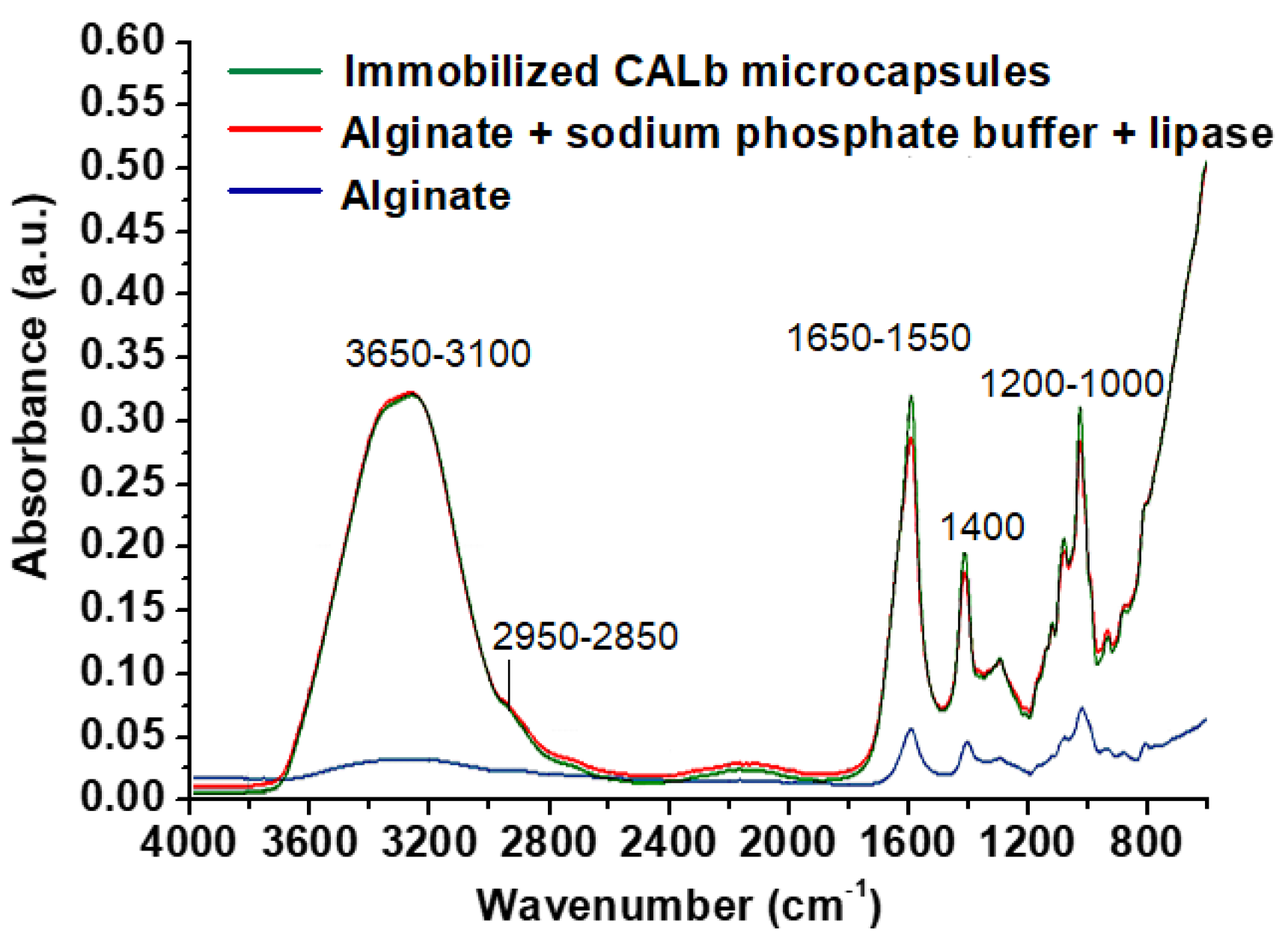
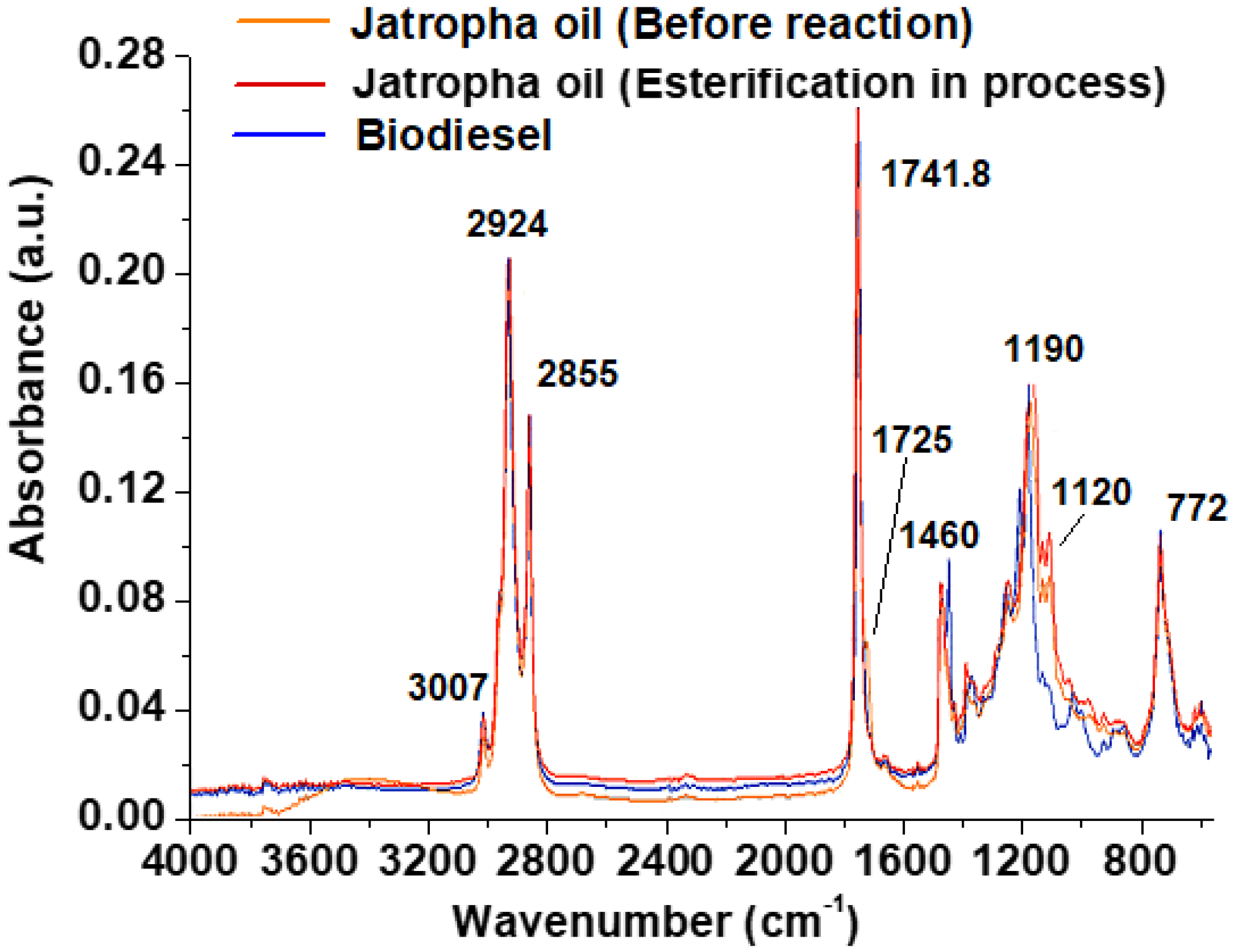
2.7.1. FT-IR Characterization
2.7.2. Measurement of Physical and Chemical Properties
3. Results and Discussion
3.1. Biocatalysts Preparation
3.1.1. Lipase Microencapsulation
3.1.2. Particle Size Distribution and Morphology of the Lipase Microcapsules
3.1.3. FT-IR Characterization of Immobilized Lipase CALb
3.2. Properties of Crude Jatropha Curcas L. Oil as Feedstock
3.3. Biodiesel Production via Jatropha curcas L. Oil Transesterification Reactions
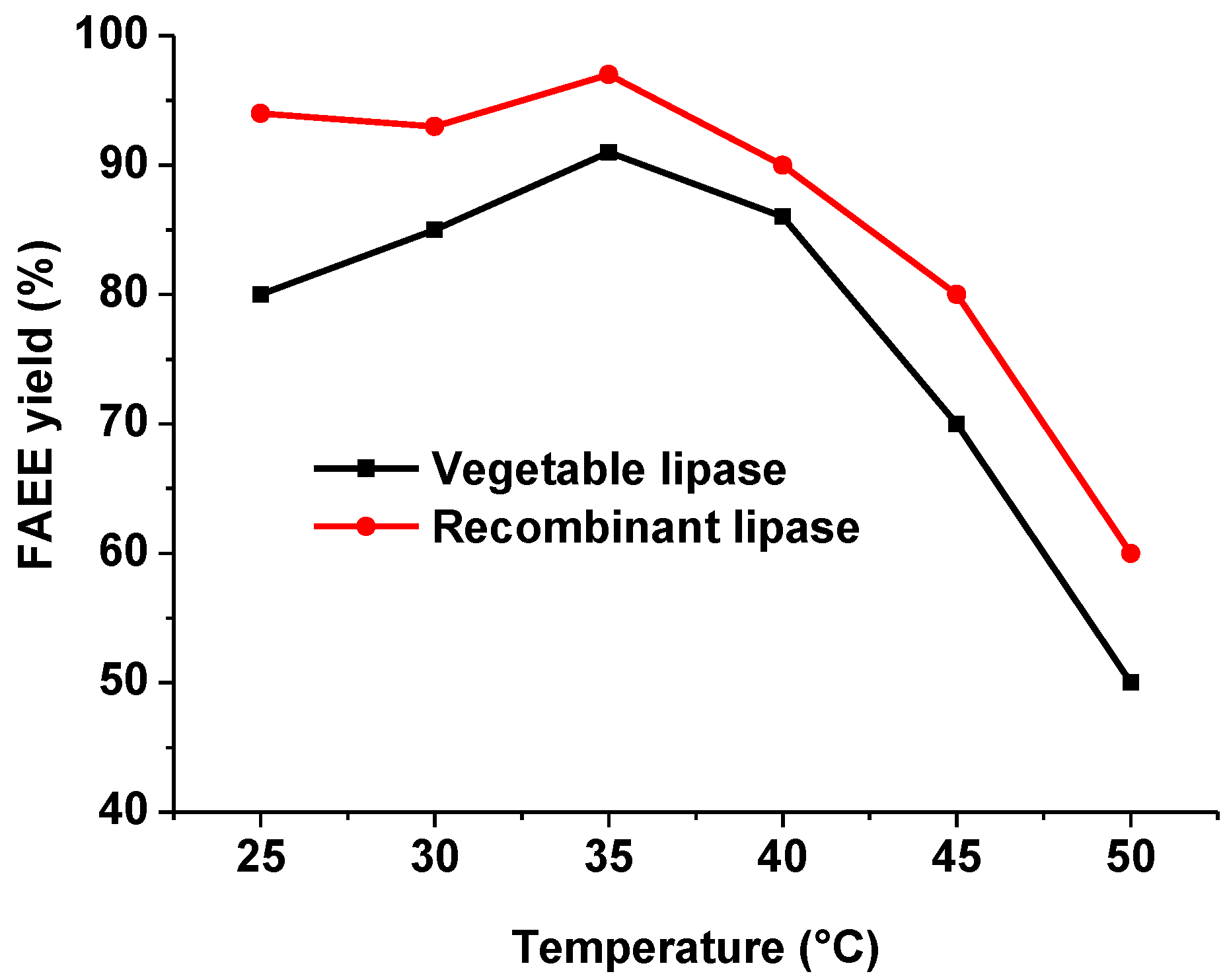
3.3.1. Effect of Reaction Temperature
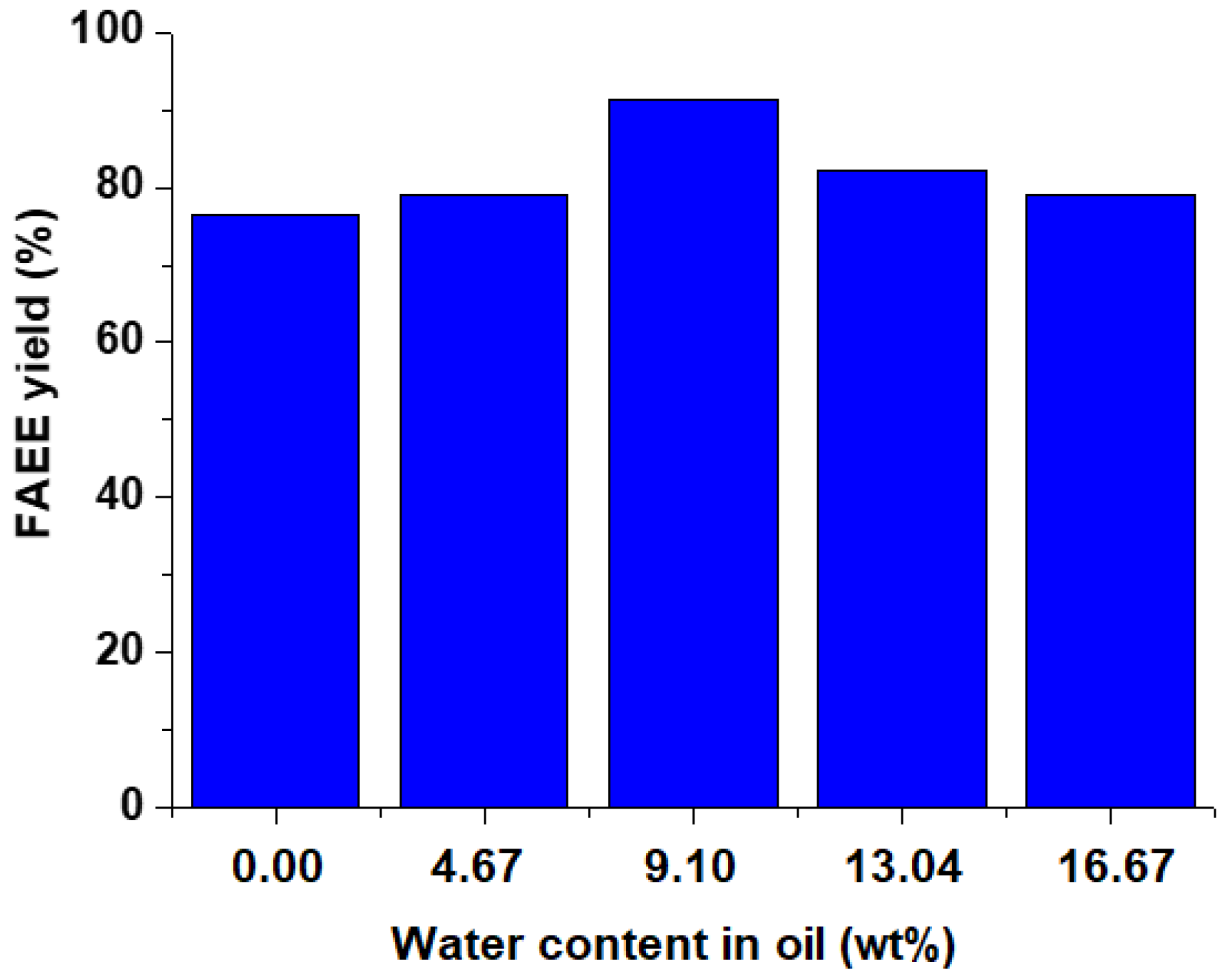
3.3.2. Effect of Water Content
3.3.3. Effect of the Immobilized Enzyme Loading
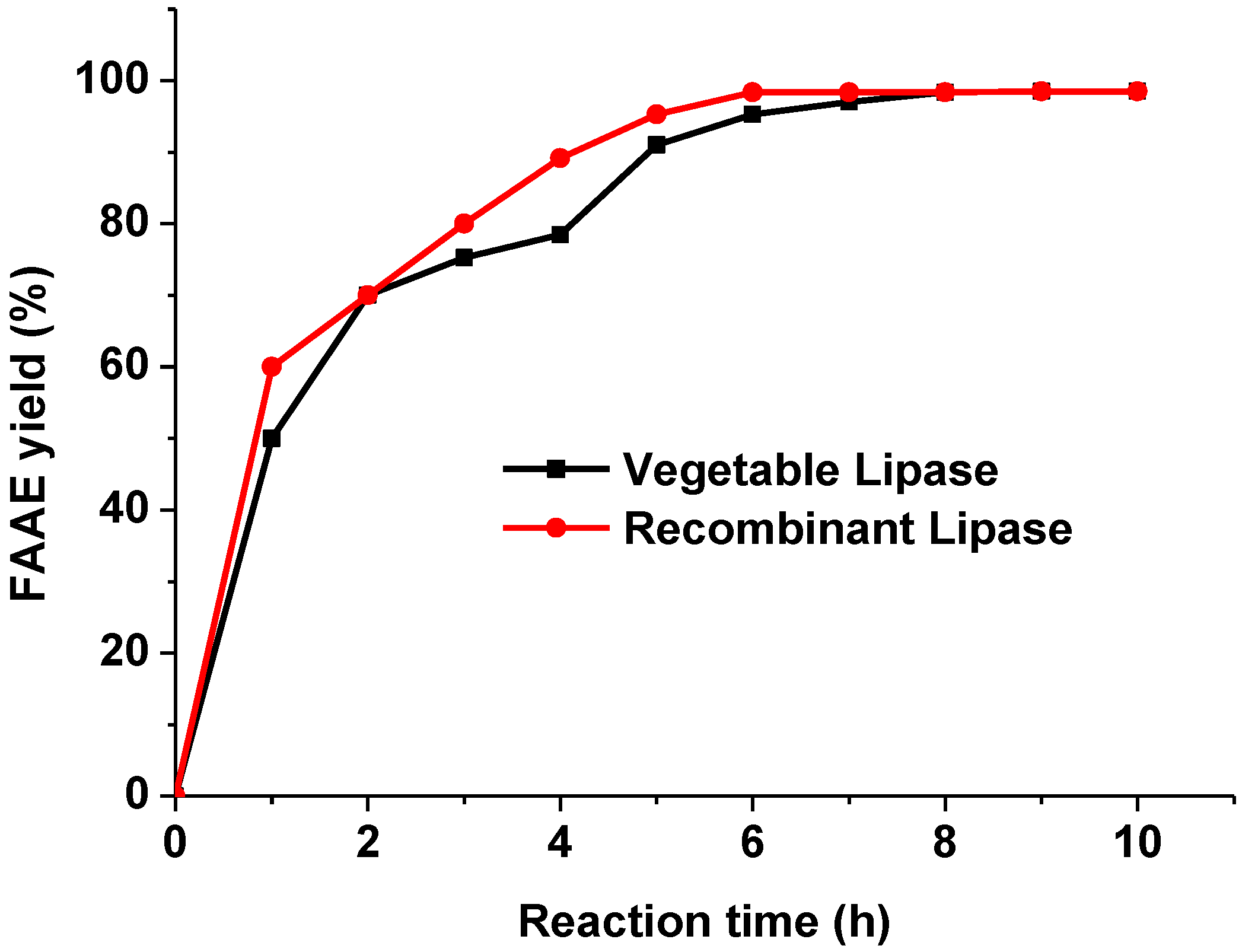
3.3.4. Effect of Reaction Time
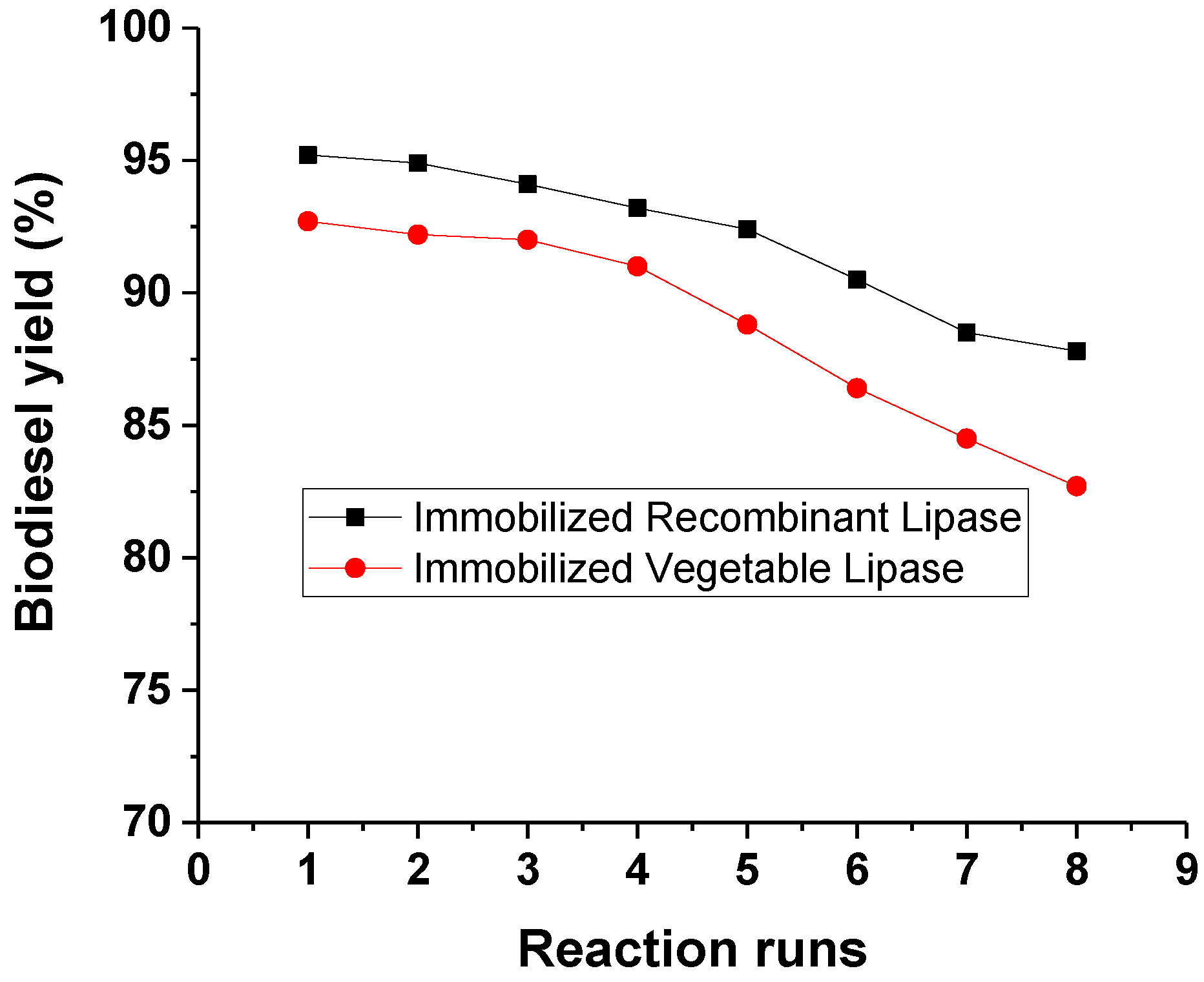
3.3.5. Blank Test and Catalyst Reusability
3.3.6. Biodiesel Characterization and Quality
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AFM | Atomic force microscopy. |
| CALb | Candida antarctica lipase B. |
| CIBIOC | Center for Innovation in Inputs for Bioenergetics and Co-Products. |
| CINVESTAV | Centro de Investigación y de Estudios Avanzados. |
| CLEAs | Cross-linked enzyme aggregates. |
| CMP + L | Centro Mexicano para la Producción Más Limpia (Mexican Centre for Cleaner Production). |
| CONACyT | Consejo Nacional de Ciencias y Tecnología. |
| ESIQIE | Escuela Superior de Ingenería Química e Industrias Extractivas (Superior School of Chemical Engineering and Extractive Industries). |
| FAEEs | Fatty acid ethyl esters. |
| JCLO | Jatropha curcas L. oil. |
| LaNDACBio | El Laboratorio Nacional de Desarrollo y Aseguramiento de la Calidad en Biocombustibles (National Laboratory for Development and Quality Assurance of Biofuels). |
| MCs | Microcapsules. |
| Oh number | Ohnesorge number. |
| RCF: | Relative centrifugal force. |
| UCyEH: | Unidad de Caracterización y Evaluación de Hidrocarburos. |
References
- Rahmath, A.; Chan, E.S.; Ravindra, P. Biodiesel production from Jatropha curcas: A critical review. Crit. Rev. Biotechnol. 2011, 31, 53–64. [Google Scholar] [CrossRef]
- Koh, M.Y.; Ghazi, T.M. A review of biodiesel production from Jatropha curcas L. oil. Renew Sustain. Ener. Rev. 2011, 15, 2240–2251. [Google Scholar] [CrossRef]
- Azam, M.M.; Waris, A.; Nahar, N.M. Prospects and potential of fatty acid methyl esters of some non-traditional seed oils for use as biodiesel in India. Biomass Bioenergy 2005, 29, 293–302. [Google Scholar] [CrossRef]
- Oliveira, J.S.; Leite, P.M.; Souzaa, L.B.; Mello, V.M.; Silva, E.C.; Rubima, J.C.; Meneghetti, S.M.P.; Suarez, P.A.Z. Characteristics and composition of Jatropha gossypiifolia and Jatropha curcas L. oils and application for biodiesel production. Biomass Bioenergy 2009, 33, 449–453. [Google Scholar] [CrossRef]
- Achten, W.M.J.; Verchot, L.; Franken, Y.J.; Mathijs, E.; Singh, V.P.; Aerts, R. Jatropha bio-diesel production and use. Biomass Bioenergy 2008, 32, 1063–1084. [Google Scholar] [CrossRef] [Green Version]
- Intarapong, P.; Langthanarat, S.; Phanthong, P.; Luengnaruemitchai, A.; Jai-In, S. Activity and basic properties of KOH/mordenite for transesterification of palm oil. J. Energy Chem. 2013, 22, 690–700. [Google Scholar] [CrossRef]
- Efavi, J.K.; Kanbogtah, D.; Apalangya, V.; Nyankson, E.; Tiburu, E.K.; Dodoo-Arhin, D.; Onwona-Agyeman, B.; Yaya, A. The effect of NaOH catalyst concentration and extraction time on the yield and properties of Citrullus vulgaris seed oil as a potential biodiesel feed stock. S. Afr. J. Chem. Eng. 2018, 25, 98–102. [Google Scholar] [CrossRef]
- Aghaei, H.; Yasinian, A.; Taghizadeh, A. Covalent immobilization of lipase from Candida rugosa on epoxy-activated cloisite 30B as a new heterofunctional carrier and its application in the synthesis of banana flavor and production of biodiesel. Int. J. Biol. Macromol. 2021, 178, 569–579. [Google Scholar] [CrossRef]
- Ismail, A.R.; Baek, K.-H. Lipase immobilization with support materials, preparation techniques, and applications: Present and future aspects. Int. J. Biol. Macromol. 2020, 163, 1624–1639. [Google Scholar] [CrossRef]
- Katiyar, M.; Abidam, K.; Ali, A. Candida rugosa lipase immobilization over SBA-15 to prepare solid biocatalyst for cotton seed oil transesterification. Mater. Today Proc. 2021, 36, 763–768. [Google Scholar] [CrossRef]
- Abdulla, R.; Ravindra, P. Characterization of cross linked Burkholderia cepacia lipase in alginate and κ-carrageenan hybrid matrix. J. Taiwan Inst. Chem. Eng. 2013, 44, 545–551. [Google Scholar] [CrossRef]
- Tischer, W.; Wedekind, F. Immobilized Enzymes: Methods and Applications, Biocatalysis-From Discovery to Application; Springer: Berlin/Heidelberg, Germany, 1999; pp. 95–126. [Google Scholar] [CrossRef]
- Krajewska, B. Application of chitin-and chitosan-based materials for enzyme immobilizations: A review. Enzyme Microb. Tech. 2004, 35, 126–139. [Google Scholar] [CrossRef]
- Shahrampour, D.; Khomeiri, M.; Razavi, S.M.A.; Kashiri, M. Development and characterization of alginate/pectin edible films containing Lactobacillus plantarum KMC 45. LWT 2020, 118, 108758. [Google Scholar] [CrossRef]
- Noureddini, H.; Gao, X.; Philkana, R.S. Immobilized Psuedomonas cepacia lipase for biodiesel fuel production from soybean oil. Bioresour. Technol. 2005, 96, 769–777. [Google Scholar] [CrossRef]
- Triantafyllou, A.O.; Wehtje, E.; Adlercreutz, P.; Mattiasson, B. Effects of sorbitol addition on the action of free and immobilized hydrolytic enzymes in organic media. Biotechnol. Bioeng. 1995, 45, 406–414. [Google Scholar] [CrossRef]
- Sánchez-Bayo, A.; Morales, V.; Rodríguez, R.; Vicente, G.; Bautista, L.F. Biodiesel Production (FAEEs) by Heterogeneous Combi-Lipase Biocatalysts Using Wet Extracted Lipids from Microalgae. Catalysts 2019, 9, 296. [Google Scholar] [CrossRef] [Green Version]
- Betigeri, S.S.; Neau, S.H. Immobilization of lipase using hydrophilic polymers in the form of hydrogel beads. Biomaterials 2002, 23, 3627–3636. [Google Scholar] [CrossRef]
- Badgujar, K.C.; Bhanage, B.M. Enhanced Biocatalytic Activity of Lipase Immobilized on Biodegradable Copolymer of Chitosan and Polyvinyl Alcohol Support for Synthesis of Propionate Ester: Kinetic Approach. Ind. Eng. Chem. Res. 2014, 53, 18806–18815. [Google Scholar] [CrossRef]
- Garg, A.; Chhipa, K.; Kumar, L. Microencapsulation techniques in pharmaceutical formulation. Eur. J. Pharm. Med. Res. 2022, 5, 199–206. [Google Scholar]
- Roshan, K.; Rathore, K.S.; Meenakshi, B.; Amul, M. Microencapsulation drug delivery system—An overview. Pharma Tutor 2016, 4, 20–28. [Google Scholar]
- Chandak, M.P.; Adhao, V.S.; Thenge, R. Microsphere: A novel drug delivery system. Int. J. Pharm. Technol. 2020, 12, 31955–31973. [Google Scholar] [CrossRef]
- Ayoub, A.; Sood, M.; Singh, J.; Bandral, J.D.; Gupta, N.; Bhat, A. Microencapsulation and its applications in food industry. J. Pharmacogn. Phytochem. 2019, 8, 32–37. [Google Scholar]
- Bradford, M.M. A Rapid and Sensitive Method for the Quantitation of Microgram Quantities of Protein Utilizing the Principle of Protein-Dye Binding. Anal. Biochem. 1976, 72, 248–254. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Deng, l.; Zhao, R.; Zang, R.; Wang, F.; Tan, T. Pretreatment of immobilized Candida sp. 99-125 lipase to improve its methanol tolerance for biodiesel production. J. Mol. Catal. B Enzym. 2010, 62, 15–18. [Google Scholar] [CrossRef]
- Wyss, A.; von Stockar, U.; Marison, I.W. A novel reactive perstraction system based on liquid-core microcapsules applied to lipase-catalyzed biotransformations. Biotechnol. Bioeng. 2006, 93, 28–39. [Google Scholar] [CrossRef] [PubMed]
- Whelehan, M.; Marison, I.W. Microencapsulation Using Vibrating Technology. J. Microencapsul. 2011, 28, 669–688. [Google Scholar] [CrossRef]
- Foresti, M.L.; Valle, G.; Bonetto, R.; Ferreira, M.L.; Briand, L.E. FTIR, SEM and fractal dimension characterization of lipase B from Candida antarctica immobilized onto titania at selected conditions. Appl. Surf. Sci. 2010, 256, 1624–1635. [Google Scholar] [CrossRef]
- Cruz, M.; Almeida, M.F.; Alvim-Ferraz, M.D.C.; Dias, J.M. Monitoring Enzymatic Hydroesterification of Low-Cost Feedstocks by Fourier Transform InfraRed Spectroscopy. Catalysts 2019, 9, 535. [Google Scholar] [CrossRef] [Green Version]
- Langel, W.; Menken, L. Simulation of the interface between titanium oxide and amino acids in solution by first principles MD. Surf. Sci. 2003, 538, 1–9. [Google Scholar] [CrossRef]
- Silverstein, R.M.; Bassler, G.C.; Morrill, T.C. Spectrometric Identification of Organic Compounds; J. Wiley & Sons: New York, NY, USA, 1991. [Google Scholar]
- Rabelo, S.N.; Ferraz, V.P.; Oliveira, L.S.; Franca, A.S. FTIR Analysis for quantification of fatty acid methyl esters in biodiesel produced by microwave-assisted transesterification. Int. J. Environ. Sci. Dev. 2015, 6, 964–969. [Google Scholar] [CrossRef] [Green Version]
- Akbar, E.; Yaakob, Z.; Kamarudin, S.T.; Ismail, M.; Salimon, J. Characteristic and composition of Jatropha curcas oil seed from Malaysia and its potential as biodiesel feedstock. Eur. J. Sci. Res. 2009, 29, 396–403. [Google Scholar]
- Gopale, K.D.; Zunjarrao, R.S. Variations in Biochemical Content of Jatropha curcas Seeds Collected from Agroclimatic Zones of Maharashtra State of India. IUP J. Life Sci. 2011, 5, 27–38. [Google Scholar]
- Martínez, H.J.; Siddhuraju, P.; Francis, G.; Dávila-Ortíz, G.; Becker, K. Chemical composition, toxic/antimetabolic constituents, and effect of different treatments on their levels, in four provenances of Jatropha curcas from México. Food Chem. 2006, 96, 80–89. [Google Scholar] [CrossRef]
- Antczak, S.M.; Kubiak, A.; Antczak, T.; Bielecki, S. Enzymatic biodiesel synthesis—Key factors affecting efficiency of the process. Renew. Energy 2009, 34, 1185–1194. [Google Scholar] [CrossRef]
- Fernandez-Lorente, G.; Palomo, J.M.; Guisan, J.M.; Fernandez-Lafuente, R. Effect of the immobilization protocol in the activity, stability, and enantioslectivity of Lecitase® Ultra. J. Mol. Catal. B Enzym. 2007, 47, 99–104. [Google Scholar] [CrossRef]
- Kaieda, M.; Samukawa, T.; Kondo, A.; Fukuda, H. Effect of methanol and water contents on production of biodiesel fuel from plant oil catalyzed by various lipases in a solvent-free system. J. Biosci. Bioeng. 2001, 91, 12–15. [Google Scholar] [CrossRef]
- Kumari, V.; Shweta, S.; Munishwar, N. Preparation of biodiesel by lipase-catalyzed transesterification of high free fatty acid containing oil from Madhuca indica. Energ. Fuels 2007, 21, 368–372. [Google Scholar] [CrossRef]
- Li, X.; Xu, H. Large-scale biodiesel production from microalga Chlorella protothecoides through heterotrophic cultivation in bioreactors. Biotechnol. Bioeng. 2007, 98, 764–771. [Google Scholar] [CrossRef]
- Puthli, M.S.; Rathod, V.K.; Pandit, A.B. Enzymatic hydrolysis of castor oil: Process intensification studies. Biochem. Eng. J. 2006, 31, 31–41. [Google Scholar] [CrossRef]
- Ogunniyi, D.S. Castor Oil: A vital industrial raw material. Bioresour. Technol. 2006, 97, 1086–1091. [Google Scholar] [CrossRef]
- Méndez, J.C.; Arellano, U.; Solís, S.; Wang, J.A.; Chen, L.F. Synthesis and catalytic activity of lipase immobilized Ca/Kit-6 biocatalysts for transesterification of coconut oil to biodiesel. Mol. Catal. 2022, 533, 112793. [Google Scholar] [CrossRef]
- Shapaval, V.; Brandenburg, J.; Blomqvist, J.; Tafintseva, V.; Passoth, V.; Sandgren, M.; Kohler, A. Biochemical profiling, prediction of total lipid content and fatty acid profile in oleaginous yeasts by FTIR spectroscopy. Biotechnol. Biofuels 2019, 12, 140. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Núñez, F.; Chen, L.F.; Wang, J.A.; Flores, S.O.; Salmones, J.; Arellano, U.; Tzompantzi, F.; Noreña, L.E. Bifunctional Co3O4/ZSM-5 mesoporous catalysts for the production of biodiesel via esterification of oleic acid with methanol. Catalysts 2022, 12, 900. [Google Scholar] [CrossRef]
- Patel, A.; Narkhede, N. Biodiesel synthesis via esterification and transesterification over a new heterogeneous catalyst comprising lacunary silicotungstate and MCM-41. Catal. Sci. Technol. 2013, 3, 3317–3325. [Google Scholar] [CrossRef]
- De Lira, L.; De Vasconcelos, F.; Pereira, C.F.; Silveira, A.; Stragevitch, L.; Pimentel, M. Prediction of properties of diesel/biodiesel blends by infrared spectroscopy and multivariate calibration. Fuel 2010, 89, 405–409. [Google Scholar] [CrossRef]
- Samanta, S.; Sahoo, R.R. Waste Cooking (Palm) Oil as an Economical Source of Biodiesel Production for Alternative Green Fuel and Efficient Lubricant. Bioenergy Res. 2021, 14, 163–174. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Na+ Alginate Concentration (g/L) | Density (kg/m3) | Viscosity (mPa s) | Superficial Tension (mN/m) | Oh Number |
|---|---|---|---|---|
| 5 | 995 | 37 | 72 | 0.073 to 0.094 |
| 15 | 1010 | 132 | 71 | 0.21 to 0.32 |
| 25 | 1014 | 568 | 67 | 1.0 to 1.6 |
| 35 | 1022 | 2800 | 56 | 5.5 to 6.4 |
| 50 | 1032 | 5200 | 45 | 10 to 16 |
| Aperture (Microns) | Class Weight Retained (%) |
|---|---|
| 550 | 0 |
| 320 | 6.3 |
| 280 | 6.14 |
| 240 | 77.3 |
| 180 | 10.3 |
| 125 | 0 |
| Property (35 °C) | Crude Jatropha curcas Oil |
|---|---|
| Density (g/cm−3) | 0.91 |
| Viscosity (cSt) | 24.50 to 28.80 |
| Flash point (°C) | 236 |
| Moisture | 0.15 |
| Acidity index (KOHmg/g oil) | 0.70 to 0.79 |
| Iodine index (g I2/100 g) | 98.82 to 102.61 |
| Peroxide index (meq/kg) | 2.0 to 2.7 |
| Saturated Fatty Acid | Carbon Chain | Number of Double Bond | wt% |
|---|---|---|---|
| Palmitic acid | C16 | 0 | 11.17 |
| Stearic acid | C18 | 0 | 8.06 |
| Myristic acid | C14 | 0 | 0.12 |
| Arachidic acid | C20 | 0 | 0.19 |
| Monounsaturated fatty acids | |||
| Palmitoleic acid | C16 | 1 | 0.46 |
| Oleic acid | C18 | 1 | 44.80 |
| Polyunsaturated Fatty Acids | |||
| Linoleic acid | C18 | 2 | 35.22 |
| linolenic acid | C18 | 2 | 0.70 |
| Parameters | Values |
|---|---|
| Flash point (°C) | 98.00 |
| Absolute viscosity (mPa·s) | 10.093 |
| Kinematic viscosity ((mm)2/s) | 11.349 |
| Ethyl ester content (wt%) | 97.2 |
| Triglyceride content (wt%) | 90.8 |
| Free fatty acids (g/gKOH) | 2.17 |
| Acidity index | 4.31 |
| Volatiles content (wt%) | 0.47 |
| Ethyl esters content (wt%) | 96.5 |
| Triglyceride content (wt%) | 94.4 |
| Residual carbon content (wt%) | 0.63 |
| Ash content (wt%) | 0 |
| Oxidation stability (h) | 3.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guzmán-Martínez, B.; Limas-Ballesteros, R.; Wang, J.A.; Alamilla-Beltrán, L.; Chen, L.; Noreña, L.E. Microencapsulation of Lipases Produced by Dripping and Jet Break-Up for Biodiesel Production. Energies 2022, 15, 9411. https://doi.org/10.3390/en15249411
Guzmán-Martínez B, Limas-Ballesteros R, Wang JA, Alamilla-Beltrán L, Chen L, Noreña LE. Microencapsulation of Lipases Produced by Dripping and Jet Break-Up for Biodiesel Production. Energies. 2022; 15(24):9411. https://doi.org/10.3390/en15249411
Chicago/Turabian StyleGuzmán-Martínez, Boris, Roberto Limas-Ballesteros, Jin An Wang, Liliana Alamilla-Beltrán, Lifang Chen, and Luis Enrique Noreña. 2022. "Microencapsulation of Lipases Produced by Dripping and Jet Break-Up for Biodiesel Production" Energies 15, no. 24: 9411. https://doi.org/10.3390/en15249411
APA StyleGuzmán-Martínez, B., Limas-Ballesteros, R., Wang, J. A., Alamilla-Beltrán, L., Chen, L., & Noreña, L. E. (2022). Microencapsulation of Lipases Produced by Dripping and Jet Break-Up for Biodiesel Production. Energies, 15(24), 9411. https://doi.org/10.3390/en15249411