



Review on Separation Processes of End-of-Life Silicon Photovoltaic Modules

 , ,
, , 

Abstract
:1. Introduction
- (1)
- The PV modules were broken down into their individual components through mechanical operations, such as crushing, shredding, and grinding. These processes use heavy-duty machinery for crushing the modules and separating the materials based on their size, shape, and density. These broken-down components are subsequently sorted and processed for recycling or reuse [22,23,24,25,26,27,28,29,30,31,32,33];
- (2)
- Thermal processes utilize high-temperature processes, such as combustion, pyrolysis, and electro-thermal heating, to recover valuable materials from the PV modules. However, these processes require specialized equipment and expertise to ensure the safe and effective recovery of materials [17,18,22,29,34,35,36,37,38,39,40,41];
- (3)
- Chemical processes use solvents or acids to dissolve and separate different materials in the PV modules, and the separated components are then processed for recycling or reuse. These processes require careful management and disposal of the chemicals used, as well as proper treatment of the wastewater generated during the process [42,43,44,45,46,47,48].
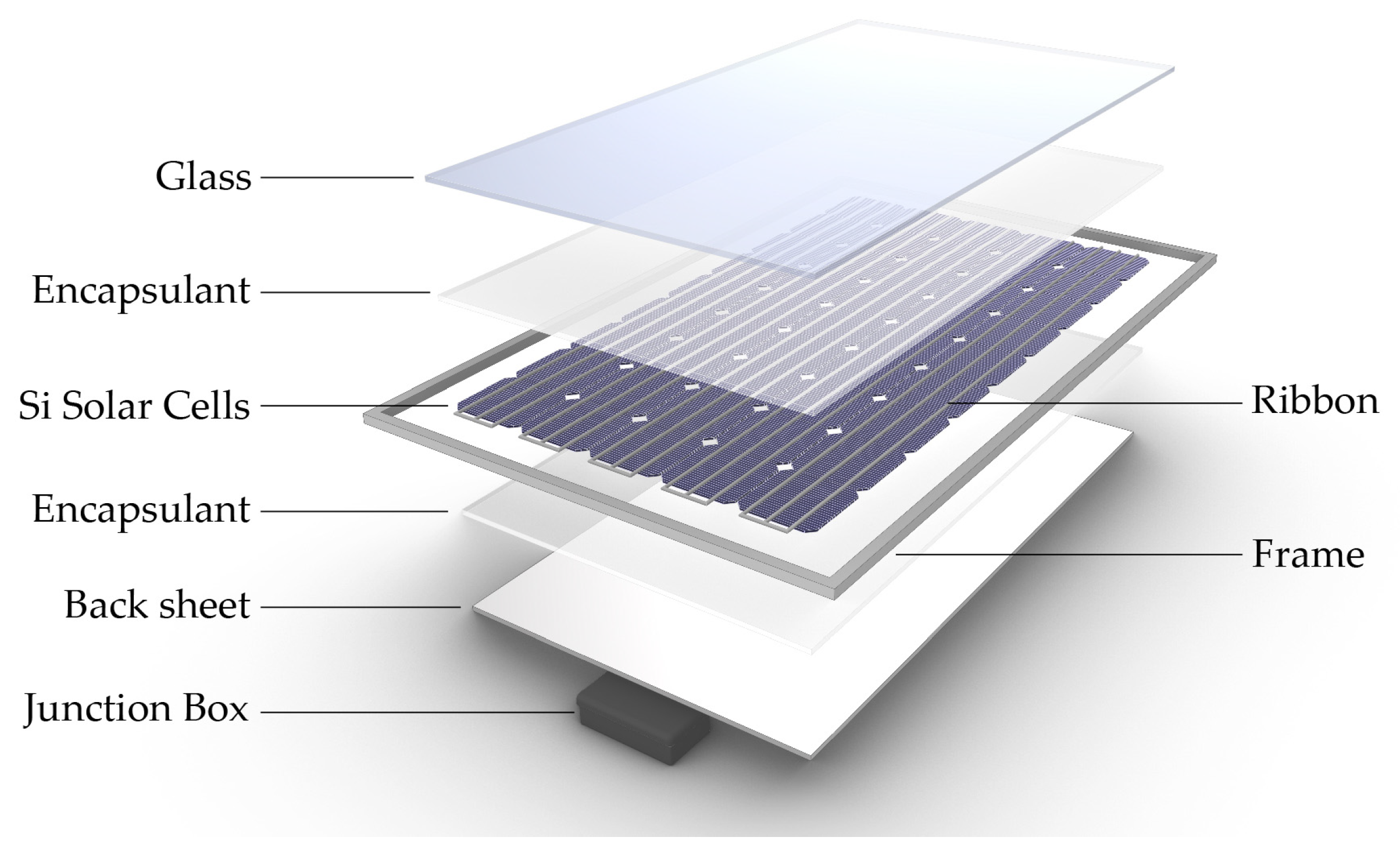
2. Structure of a Silicon Photovoltaic Module
3. Photovoltaic Module Recycling Processes
3.1. Mechanical Process
3.2. Thermal Process
3.3. Chemical Process
4. Silicon Photovoltaic Module Designs for Recycling
4.1. Nonadhesive Sheet
4.2. Module Structure without Encapsulant
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| PV | Photovoltaic |
| IEA-PVPS | International Energy Agency Photovoltaic Power Systems Program |
| IRENA | International Renewable Energy Agency |
| EVA | Ethylene Vinyl Acetate |
| PID | Potential-Induced Degradation |
| ECA | Electrically Conductive Adhesive |
| PVF | Polyvinyl Fluoride |
| PET | Polyethylene Terephthalate |
| FRELP | Full Recovery End-of-Life Photovoltaic |
| P | Laser Output Density |
| PRR | Pulse Repetition Rate |
| HVF | High-Voltage Fragmentation |
| EHF | Electro-Hydraulic Fragmentation |
| TGA | Thermogravimetric Analysis |
| TMA | Thermal Mechanical Analysis |
| RF | Radiofrequency |
| FAIS | Kitakyushu Foundation for the Advancement of Industry, Science and Technology |
| CRAES | The Chinese Research Academy of Environmental Sciences |
| IEE CAS | Institute of Electrical Engineering, Chinese Academy of Science |
| EoL | End of Life |
| VOC | Volatile Organic Compound |
| SSTD | Solvothermal Swelling with Thermal Decomposition |
| DEM | Double Encapsulation Module |
| DEMOC | Double Encapsulation Module with Optical Coupler |
| OC | Optical Coupler |
| NICE | New Industrial Solar Cell Encapsulation |
| PIB | Poly-isobutylene |
| TPS | Thermoplastic Spacer |
| ARC | Anti-Reflection Coating |
| CTM | Cell-to-Module |
References
- Chowdhury, M.S.; Rahman, K.S.; Chowdhury, T.; Nuthammachot, N.; Techato, K.; Akhtaruzzaman, M.; Tiong, S.K.; Sopian, K.; Amin, N. An overview of solar photovoltaic panels’ end-of-life material recycling. Energy Strategy Rev. 2020, 27, 100431. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Tan, Q.; Peters, A.L.; Yang, C. Global status of recycling waste solar panels: A review. Waste Manag. 2018, 75, 450–458. [Google Scholar] [CrossRef] [PubMed]
- IEA-PVPS. Snapshot of Global PV Markets 2023. Available online: https://iea-pvps.org/snapshot-reports/snapshot-2023/ (accessed on 21 April 2023).
- Fthenakis, V.M.; Kim, H.C.; Alsema, E. Emissions from photovoltaic life cycles. Environ. Sci. Technol. 2008, 42, 2168–2174. [Google Scholar] [CrossRef] [Green Version]
- Venkatachary, S.K.; Samikannu, R.; Murugesan, S.; Dasari, N.R.; Subramaniyam, R.U. Economics and impact of recycling solar waste materials on the environment and health care. Environ. Technol. Innov. 2020, 20, 101130. [Google Scholar] [CrossRef]
- Tao, M.; Fthenakis, V.; Ebin, B.; Steenari, B.-M.; Butler, E.; Sinha, P.; Corkish, R.; Wambach, K.; Simon, E.S. Major challenges and opportunities in silicon solar module recycling. Prog. Photovolt. Res. Appl. 2020, 28, 1077–1088. [Google Scholar] [CrossRef]
- Aman, M.; Solangi, K.; Hossain, M.; Badarudin, A.; Jasmon, G.; Mokhlis, H.; Bakar, A.; Kazi, S. A review of Safety, Health and Environmental (SHE) issues of solar energy system. Renew. Sustain. Energy Rev. 2015, 41, 1190–1204. [Google Scholar] [CrossRef]
- Latunussa, C.E.L.; Ardente, F.; Blengini, G.A.; Mancini, L. Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 2016, 156, 101–111. [Google Scholar] [CrossRef]
- Duflou, J.R.; Peeters, J.R.; Altamirano, D.; Bracquene, E.; Dewulf, W. Demanufacturing photovoltaic panels: Comparison of end-of-life treatment strategies for improved resource recovery. Cirp Ann.-Manuf. Technol. 2018, 67, 29–32. [Google Scholar] [CrossRef]
- Parida, B.; Iniyan, S.; Goic, R. A review of solar photovoltaic technologies. Renew. Sustain. Energy Rev. 2011, 15, 1625–1636. [Google Scholar] [CrossRef]
- Goe, M.; Gaustad, G. Identifying critical materials for photovoltaics in the US: A multi-metric approach. Appl. Energy 2014, 123, 387–396. [Google Scholar] [CrossRef]
- IRENA; IEA-PVPS. End-of-Life Management: Solar Photovoltaic Panels; Technical Report; IRENA: Masdar City, Abu Dhabi; IEA-PVPS: Bern, Switzerland, 2016; Available online: https://www.irena.org/publications/2016/Jun/End-of-life-management-Solar-Photovoltaic-Panels (accessed on 21 April 2023).
- Deng, R.; Chang, N.L.; Ouyang, Z.; Chong, C.M. A techno-economic review of silicon photovoltaic module recycling. Renew. Sustain. Energy. Rev. 2019, 109, 532–550. [Google Scholar] [CrossRef]
- Huang, B.; Zhao, J.; Chai, J.; Xue, B.; Zhao, F.; Wang, X. Environmental influence assessment of China’s multi-crystalline silicon (multi-Si) photovoltaic modules considering recycling process. Sol. Energy 2017, 143, 132–141. [Google Scholar] [CrossRef]
- Hernandez-Lopez, D.A.; Rasikh, T.; El Mekaoui, A.; Bassam, A.; Vega De Lille, M.; Ricalde, L.J.; Riech, I. Does recycling solar panels make this renewable resource sustainable? Evidence supported by environmental, economic, and social dimensions. Sustain. Cities Soc. 2022, 77, 103539. [Google Scholar] [CrossRef]
- Cui, H.; Heath, G.; Remo, T.; Ravikumar, D.; Silverman, T.; Deceglie, M.; Kempe, M.; Engel-Cox, J. Technoeconomic Analysis of High-Value, Crystalline Silicon Photovoltaic Module Recycling Processes. Sol. Energy Mater. Sol. Cells 2022, 238, 111592. [Google Scholar] [CrossRef]
- Theocharis, M.; Pavlopoulos, C.; Kousi, P.; Hatzikioseyian, A.; Zarkadas, I.; Tsakiridis, P.E.; Remoundaki, E.; Zoumboulakis, L.; Lyberatos, G. An Integrated Thermal and Hydrometallurgical Process for the Recovery of Silicon and Silver from End-of-Life Crystalline Si Photovoltaic Panels. Waste Biomass-Valoriz. 2022, 13, 4027–4041. [Google Scholar] [CrossRef]
- Shin, J.; Park, J.; Park, N. A method to recycle silicon wafer from end-of-life photovoltaic module and solar panels by using recycled silicon wafers. Sol. Energy Mater. Sol. Cells 2017, 162, 1–6. [Google Scholar] [CrossRef]
- Vellini, M.; Gambini, M.; Prattella, V. Environmental impacts of PV technology throughout the life cycle: Importance of the end-of-life management for Si-panels and CdTe-panels. Energy 2011, 138, 1099–1111. [Google Scholar] [CrossRef]
- McDonald, N.; Pearce, J. Producer responsibility and recycling solar photovoltaic modules. Energy Policy 2010, 38, 7041–7047. [Google Scholar] [CrossRef] [Green Version]
- Heath, G.A.; Silverman, T.J.; Kempe, M.; Deceglie, M.; Ravikumar, D.; Remo, T.; Cui, H.; Sinha, P.; Libby, C.; Shaw, S.; et al. Research and development priorities for silicon photovoltaic module recycling to support a circular economy. Nat. Energy 2020, 5, 502–510. [Google Scholar] [CrossRef]
- Jia, Z.; Fang, L. Review of Solar Photovoltaic System Recycling Technologies and Regulations in China. In Proceedings of the 2016 International Conference on Power Engineering & Energy, Environment, Singapore, 18–19 January 2016. [Google Scholar]
- Granata, G.; Pagnanelli, F.; Moscardini, E.; Havlik, T.; Toro, L. Recycling of photovoltaic panels by physical operation. Sol. Energy Mater. Sol. Cells 2014, 123, 239–248. [Google Scholar] [CrossRef]
- Pagnanelli, F.; Moscardini, E.; Granata, G.; Atia, T.A.; Altimari, P.; Havlik, T.; Toto, L. Physical and chemical treatment of end of life panels: An integrated automatic approach viable for different photovoltaic technologies. Waste Manag. 2017, 59, 422–431. [Google Scholar] [CrossRef] [PubMed]
- LA MIA ENERGIA Scarl. PV-MOREDE PhotoVoltaic Panels Mobile Recycling Device Deliverable D3.3 Second PV-Morede Device Manufactured. Available online: http://www.pvmorede.it/public/D%203.3%20SECOND%20PVMOREDE%20DEVICE%20MANUFACTURED.pdf (accessed on 21 April 2023).
- Zhang, J.; Lv, F.; Ma, L.Y.; Yang, L.J. The status and trends of crystalline silicon PV module recycling treatment methods in Europe and China. Adv. Mater. Res. 2013, 724–725, 200–204. [Google Scholar] [CrossRef]
- Japanese Companies Work on Ways to Recycle a Mountain of Solar Panels. Nikkei Asia. Available online: https://asia.nikkei.com/magazine/20161117-INCOMING/Tech-Science/Japanese-companies-work-on-ways-to-recycle-a-mountain-of-solar-panels (accessed on 21 April 2023).
- Solar Panel Recycling Service. Available online: www.npcgroup.net/eng/solarpower/reuse-recycle/recycle-service (accessed on 21 April 2023).
- IEA-PVPS. End-of-Life Management of Photovoltaic Panels: Trends in PV Module Recycling Technologies. Available online: https://iea-pvps.org/key-topics/end-of-life-management-of-photovoltaic-panels-trends-in-pv-module-recycling-technologies-by-task-12/ (accessed on 21 April 2023).
- Li, X.; Liu, H.; You, J.; Diao, H.; Zhao, L.; Wang, W. Back EVA recycling from c-Si photovoltaic module without damaging solar cell via laser irradiation followed by peeling. Waste Manag. 2022, 137, 312–318. [Google Scholar] [CrossRef] [PubMed]
- Song, B.-P.; Zhang, M.-Y.; Fan, Y.; Jiang, L.; Kang, J.; Gou, T.-T.; Zhang, C.-L.; Yang, N.; Zhang, G.-J.; Zhou, X. Recycling experimental investigation on end of life photovoltaic panels by application of high voltage fragmentation. Waste Manag. 2020, 101, 180–187. [Google Scholar] [CrossRef] [PubMed]
- Nevala, S.-M.; Hamuyuni, J.; Junnila, T.; Sirviö, T.; Eisert, S.; Wilson, B.P.; Serna-Guerrero, R.; Lundström, M. Electro-hydraulic fragmentation vs conventional crushing of photovoltaic panels–Impact on recycling. Waste Manag. 2019, 87, 43–50. [Google Scholar] [CrossRef]
- Akimoto, Y.; Iizuka, A.; Shibata, E. High-voltage pulse crushing and physical separation of polycrystalline silicon photovoltaic panels. Miner. Eng. 2018, 125, 1–9. [Google Scholar] [CrossRef]
- Lee, J.K.; Lee, J.S.; Ahn, Y.S.; Kang, G.H.; Song, H.E.; Kang, M.G.; Kim, Y.H.; Cho, C.H. Simple pretreatment processes for successful reclamation and remanufacturing of crystalline silicon solar cells. Prog. Photovolt. Res. Appl. 2018, 26, 179–187. [Google Scholar] [CrossRef]
- Park, J.; Kim, W.; Cho, N.; Lee, H.; Park, N. An eco-friendly method for reclaimed silicon wafers from a photovoltaic module: From separation to cell fabrication. Green Chem. 2016, 18, 1706–1714. [Google Scholar] [CrossRef]
- Wang, T.-Y.; Hsiao, J.-C.; Du, C.-H. Recycling of materials from silicon base solar cell module. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012. [Google Scholar] [CrossRef]
- Frisson, L.; Lieten, K.; Bruton, T.; Declercq, K.; Szlufcik, J.; De Moor, H.; Goris, M.; Benali, A.; Aceves, O. Recent improvements in industrial PV module recycling. In Proceedings of the 16th European Photovoltaic Solar Energy Conference, Glasgow, UK, 1–5 May 2000. [Google Scholar]
- Doni, A.; Dughiero, F. Electrothermal heating process applied to c-Si PV recycling. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012. [Google Scholar] [CrossRef]
- Fiandra, V.; Sannino, L.; Andreozzi, C.; Graditi, G. End-of-life of silicon PV panels: A sustainable materials recovery process. Waste Manag. 2019, 84, 91–101. [Google Scholar] [CrossRef]
- Fiandra, V.; Sannino, L.; Andreozzi, C.; Corcelli, F.; Graditi, G. Silicon photovoltaic modules at end-of-life: Removal of polymeric layers and separation of materials. Waste Manag. 2019, 87, 97–107. [Google Scholar] [CrossRef]
- Riech, I.; Castro-Montalvo, C.; Wittersheim, L.; Giácoman-Vallejos, G.; González-Sánchez, A.; Gamboa-Loira, C.; Acosta, M.; Méndez-Gamboa, J. Experimental Methodology for the Separation Materials in the Recycling Process of Silicon Photovoltaic Panels. Materials 2021, 14, 581. [Google Scholar] [CrossRef] [PubMed]
- Doi, T.; Tsuda, I.; Unagida, H.; Murata, A.; Sakuta, K.; Kurokawa, K. Experimental study on PV module recycling with organic solvent method. Sol. Energy Mater. Sol. Cells 2001, 67, 397–403. [Google Scholar] [CrossRef]
- Kang, S.; Yoo, S.; Lee, J.; Boo, B.; Ryu, H. Experimental investigations for recycling of silicon and glass from waste photovoltaic modules. Renew. Energy 2012, 47, 152–159. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J. Dissolution of ethylene vinyl acetate in crystalline silicon PV modules using ultrasonic irradiation and organic solvent. Sol. Energy Mater. Sol. Cells 2012, 98, 317–322. [Google Scholar] [CrossRef]
- Azeumo, M.F.; Germana, C.; Ippolito, N.M.; Franco, M.; Luigi, P.; Settimio, S. Photovoltaic module recycling, a physical and a chemical recovery process. Sol. Energy Mater. Sol. Cells 2019, 193, 314–319. [Google Scholar] [CrossRef]
- Tembo, P.M.; Heninger, M.; Subramanian, V. An Investigation of the Recovery of Silicon Photovoltaic Cells by Application of an Organic Solvent Method. ECS J. Solid State Sci. Technol. 2021, 10, 025001. [Google Scholar] [CrossRef]
- Xu, X.; Lai, D.; Wang, G.; Wang, Y. Nondestructive silicon wafer recovery by a novel method of solvothermal swelling coupled with thermal decomposition. Chem. Eng. J. 2021, 418, 129457. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E.; Ostrowski, P. Chemical treatment of crystalline silicon solar cells as a method of recovering pure silicon from photovoltaic modules. Renew. Energy 2010, 35, 1751–1759. [Google Scholar] [CrossRef]
- Domínguez, A.; Geyer, R. Photovoltaic waste assessment in Mexico. Resour. Conserv. Recycl. 2017, 127, 29–41. [Google Scholar] [CrossRef]
- International Technology Roadmap for Photovoltaic (ITRPV) 2021 Results. Available online: https://www.vdma.org/international-technology-roadmap-photovoltaic (accessed on 21 April 2023).
- Lorenzo, E. On the historical origins of bifacial PV modelling. Sol. Energy 2021, 218, 587–595. [Google Scholar] [CrossRef]
- Tao, J.; Yu, S. Review on feasible recycling pathways and technologies of solar photovoltaic modules. Sol. Energy Mater. Sol. Cells 2015, 141, 108–124. [Google Scholar] [CrossRef]
- Mahmood, F.I.; Kumar, A.; Afridi, M.; TamizhMani, G. Potential induced degradation in c-Si glass-glass modules after extended damp heat stress. Sol. Energy 2023, 254, 102–111. [Google Scholar] [CrossRef]
- Zhang, J.; Cao, D.; Diaham, S.; Zhang, X.; Yin, X.; Wang, Q. Research on potential induced degradation (PID) of polymeric backsheet in PV modules after salt-mist exposure. Sol. Energy 2019, 188, 475–482. [Google Scholar] [CrossRef]
- Song, D.; Xiong, J.; Hu, Z.; Li, G.; Wang, H.; An, H.; Yu, B.; Grenko, B.; Borden, K.; Sauer, K.; et al. Progress in n-type Si solar cell and module technology for high efficiency and low cost. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012. [Google Scholar]
- Zhou, J.-C.; Zhang, Z.; Liu, H.-J.; Yi, Q. Temperature distribution and back sheet role of polycrystalline silicon photovoltaic modules. Appl. Eng. 2017, 111, 1296–1303. [Google Scholar] [CrossRef]
- De Oliveira, M.C.C.; Cardoso, A.S.A.D.; Viana, M.M.; Lins, V.d.F.C. The causes and effects of degradation of encapsulant ethylene vinyl acetate copolymer (EVA) in crystalline silicon photovoltaic modules: A review. Renew. Sustain. Energy Rev. 2018, 81, 2299–2317. [Google Scholar] [CrossRef]
- Hartley, J.Y.; Owen-Bellini, M.; Truman, T.; Maes, A.; Elce, E.; Ward, A.; Khraishi, T.; Roberts, S.A. Effects of Photovoltaic Module Materials and Design on Module Deformation Under Load. IEEE J. Photovolt. 2020, 10, 838–843. [Google Scholar] [CrossRef]
- Keoleian, G.A.; Lewis, G.M. Application of Life-cycle Energy Analysis to Photovoltaic Module Design. Prog. Photovolt. Res. Appl. 1997, 5, 287–300. [Google Scholar] [CrossRef]
- Dhere, N.G. Reliability of PV modules and balance-of-system components. In Proceedings of the Conference Record of the Thirty-First IEEE Photovoltaic Specialists Conference, Lake Buena Vista, FL, USA, 3–7 January 2005. [Google Scholar]
- Doi, T.; Igari, S.; Tsuda, I. Development of a Recyclable PV-Module -Expansion to Multi-Cells Modules. In Proceedings of the Conference Record of the Thirty-First IEEE Photovoltaic Specialists Conference, Lake Buena Vista, FL, USA, 3–7 January 2005. [Google Scholar]
- Li, H.Y.; Luo-Hoffmann, Y.; Ballif, C.; Perret-Aebi, L.E. Re-Use of c-Si Solar Cells from Failed PV Modules. In Proceedings of the 26th European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 5–9 September 2011. [Google Scholar]
- Mittag, M.; Haedrich, I.; Neff, T.; Hoffmann, S.; Eitner, U.; Wirth, H. TPedge: Qualification of a Gas-Filled, Encapsulation-Free Glass-Glass Photovoltaic Module. In Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 14–18 September 2015. [Google Scholar]
- Einhaus, R.; Bamberg, K.; Franclieu, R.; Lauvray, H. New industrial solar cell encapsulation (NICE) technology for PV module fabrication at drastically reduced costs. In Proceedings of the 19th European Photovoltaic Solar Energy Conference, Paris, France, 7–11 June 2004. [Google Scholar]
- JIS C 8917; Environmental and Endurance Test Methods for Crystalline Solar PV Modules. Japanese Standards Association: Tokyo, Japan, 1998.
- IEC 61215; Terrestrial Photovoltaic (PV) Modules—Design Qualification and Type Approval. International Electrotechnical Commission: Geneva, Switzerland, 2016.
- Bellmann, M.P.; Roligheten, R.; Park, G.S.; Denafas, J.; Buchholz, F.; Einhaus, R.; Lombardi, I.; Ehlen, B.; Wambach, K.; Romero, P.; et al. Eco-Solar Factory: 40% Plus Eco-Efficiency Gains in the Photovoltaic Value Chain with Minimised Resource and Energy Consumption by Closed Loop Systems. In Proceedings of the 32nd European Photovoltaic Solar Energy Conference and Exhibition, Munich, Germany, 20–24 June 2016. [Google Scholar]
- Saint-Sernin, E.; Einhaus, R.; Bamberg, K.; Panno, P. Industrialisation of Apollon Solar’s NICE Module Technology. In Proceedings of the 23rd European Photovoltaic Solar Energy Conference and Exhibition, Valencia, Spain, 1–5 September 2008. [Google Scholar]
- Einhaus, R.; Madon, F.; Degoulange, J.; Wambach, K.; Denafas, J.; Lorenzo, F.R.; Abalde, S.C.; García, T.D.; Bollar, A. Recycling and Reuse potential of NICE PV-Modules. In Proceedings of the 2018 IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa, HI, USA, 10–15 June 2018. [Google Scholar]
- Reliability of TPedge PV Modules Successfully Tested. Available online: https://www.ise.fraunhofer.de/en/press-media/press-releases/2017/reliability-of-tpedge-pv-modules-successfully-tested.html (accessed on 21 April 2023).
- Mittag, M.; Eitner, U.; Neff, T. TPedge: Progress on Cost-Efficient and Durable Edge-Sealed PV Modules. In Proceedings of the 33rd European Photovoltaic Solar Energy Conference and Exhibition, Amsterdam, The Netherlands, 25–29 September 2017. [Google Scholar]
- Mittag, M.; Neff, T.; Hoffmann, S.; Ebert, M.; Eitner, U.; Wirth, H. TPedge: Glass-glass photovoltaic module for BiPV-applications. In Proceedings of the Engineered Transparency/Glasstec, Düsseldorf, Germany, 21–22 October 2014. [Google Scholar]
- IEC 61730; Photovoltaic (PV) Module Safety Qualification. International Electrotechnical Commission: Geneva, Switzerland, 2016.
- Alsema, E.A.; De Wild-Scholten, M.J. The real environmental impacts of crystalline silicon PV modules: An analysis based on up-to-date manufacturers data. In Proceedings of the 20th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 6–10 June 2005. [Google Scholar]
- Strachala, D.; Hylský, J.; Vaněk, J.; Fafilek, G.; Jandová, K. Methods for recycling photovoltaic modules and their impact on environment and raw material extraction. Acta Montan. Slovaca 2017, 22, 257–269. [Google Scholar]


{kind=link}
| Material | kg/m2 | wt% |
|---|---|---|
| Ag | 8.89 × 10−3 | 5.76 × 10−2 |
| Al | 2.54 | 16.5 |
| Cu | 1.13 × 10−1 | 7.32 × 10−1 |
| Mg | 8.02 × 10−2 | 5.20 × 10−1 |
| Ni | 1.63 × 10−4 | 1.06 × 10−3 |
| Pb | 7.20 × 10−4 | 4.66 × 10−3 |
| Si | 1.22 × 10−1 | 7.90 × 10−1 |
| Sn | 9.02 × 10−6 | 5.84 × 10−5 |
| Steel | 1.47 | 9.52 |
| Ti | 8.01 × 10−7 | 5.19 × 10−6 |
| Zn | 1.20 × 10−6 | 7.77 × 10−6 |
| EVA | 1.00 | 6.48 |
| Glass | 10.1 | 65.4 |
| Total | 15.4 | 100 |
| Process | Tested Module Size | Recovered Materials | Remarks | Ref. |
|---|---|---|---|---|
| Two-blade rotors crushing with thermal treatment or hammer crushing | N/A | Glass fractions |
| [23] |
| Two-blade rotors triple crushing | 40 cm × 40 cm | Glass fractions |
| [24] |
| Oscillating hammers milling and mill impact hammer set | 10 cm × 10 cm | Copper, metals, plastic (EVA/backsheet), silicon |
| [25] |
| Cryogenic abrading | N/A | EVA, backsheet particles, silicon powder, silver, aluminum, glass |
| [22,26] |
| Heated blade (hot knife) | Maximum: 1090 mm × 2100 mm Minimum: 800 mm × 800 mm | Glass (intact) |
| [27,28] |
| Optical-fiber pulsed laser | 156 mm × 156 mm | EVA, silicon solar cell (intact) |
| [30] |
| High-voltage fragmentation (HVF) | 3 cm × 3 cm | - |
| [31] |
| Electro-hydraulic fragmentation (EHF) | 12 cm × 8 cm | - |
| [32] |
| High-voltage pulse crushing | 50 mm × 50 mm | - |
| [33] |
| Process | Tested Module Size | Recovered Materials | Remarks | Ref. |
|---|---|---|---|---|
| Combustion (550 °C, 5 °C/min, 2 h) | 1-cell module | Glass (damaged), silicon solar cell (intact) |
| [34] |
| Combustion (480 °C, 15 °C/min, 1 h) | 1-cell module | Glass (intact), silicon solar cell (intact) |
| [35] |
| Combustion (1st—330 °C, 30 min, 2nd—400 °C, 2 h) | 60-cell module | Glass (intact), silicon solar cell (broken) |
| [18] |
| 1-cell module | [36] | |||
| Pyrolysis (Conveyer belt furnace, fluidized bed reactor, 450 °C) | 8-cell module 36-cell module | Glass (intact), silicon solar cell (intact) |
| [37] |
| Electrothermal heating (RF heating 400 W) | 1-cell module | Glass (broken) |
| [38] |
| Pyrolysis (550 °C, 15 min) | N/A (EoL silicon PV modules made by Hyundai) | Glass (broken), silicon solar cells (broken) |
| [17] |
| Combustion (500 °C, 1 h) | 10 cm × 10 cm | Glass (broken), silicon (broken), ribbon |
| [39] |
| Combustion (500 °C, 1 h) | 10 cm × 10 cm | Glass (broken), silicon (broken), ribbon |
| [40] |
| Combustion (650 °C, 30 min) | 10 cm × 10 cm | Silicon (broken) |
| [41] |
| Process | Tested Module Size | Recovered Materials | Remarks | Ref. |
|---|---|---|---|---|
| Trichloroethylene (80 °C, 10 days) | 1-cell module 125 mm × 125 mm | Silicon solar cell (intact) |
| [42] |
| O-dichlorobenzene (120 °C, 7 days) | 1-cell module 125 mm × 125 mm | Silicon solar cell (intact) |
| [42] |
| Toluene (90 °C, 2 days) with thermal treatment (600 °C, 1 h) | 60-cell module (975 mm × 1455 mm) | Silicon powder |
| [43] |
| Toluene (70 °C, 60 min, 3 M, 450 W ultrasonic) | 55 mm × 25 mm | Silicon (broken) |
| [44] |
| O-dichlorobenzene (70 °C, 30 min, 3 M, 900 W ultrasonic) | 55 mm × 25 mm | Silicon (intact) |
| [44] |
| Toluene (110 °C, 30 min) | 13 cm × 13 cm | Glass, silicon |
| [45] |
| Hexane (70 °C, 24 h, pure, ultrasonic) | 17 cm × 17 cm | Silicon solar cell (intact) |
| [46] |
| Solvothermal swelling (190 °C, 2 h, 0.2 M toluene, 0.2 M ethanol, 1.2–1.4 MPa) with thermal treatment (500 °C, 30 min) | 1-cell module (50 mm × 50 mm, cell size: 39 mm × 19 mm × 220 μm, mc-Si) 36-cell module (230 mm × 240 mm, Cell size: 52 mm × 19 mm × 220 μm, mc-Si) | Glass (intact), silicon solar cell (intact) |
| [47] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ko, J.; Kim, K.; Sohn, J.W.; Jang, H.; Lee, H.-S.; Kim, D.; Kang, Y. Review on Separation Processes of End-of-Life Silicon Photovoltaic Modules. Energies 2023, 16, 4327. https://doi.org/10.3390/en16114327
Ko J, Kim K, Sohn JW, Jang H, Lee H-S, Kim D, Kang Y. Review on Separation Processes of End-of-Life Silicon Photovoltaic Modules. Energies. 2023; 16(11):4327. https://doi.org/10.3390/en16114327
Chicago/Turabian StyleKo, Jongwon, Kyunghwan Kim, Ji Woo Sohn, Hongjun Jang, Hae-Seok Lee, Donghwan Kim, and Yoonmook Kang. 2023. "Review on Separation Processes of End-of-Life Silicon Photovoltaic Modules" Energies 16, no. 11: 4327. https://doi.org/10.3390/en16114327
APA StyleKo, J., Kim, K., Sohn, J. W., Jang, H., Lee, H. -S., Kim, D., & Kang, Y. (2023). Review on Separation Processes of End-of-Life Silicon Photovoltaic Modules. Energies, 16(11), 4327. https://doi.org/10.3390/en16114327