1. Introduction
Nowadays, surface modification of structural materials is used to develop new technological processes whereby the required product quality is ensured through the formation of a high-strength wear-resistant microstructure of the surface layer [
1,
2] in the form of microchannels or micropillars. Technologies for laser surface texturing and the laser chemical modification of metals are becoming particularly relevant in this direction. They have numerous advantages over other surface modification procedures: high accuracy, non-contact (no contact of the tool with the surface), programmability (the ability to remotely control the process in a clean room), low waste (no tool wear and minimal material consumption), relative ease of operation, potentially high processing speed, environmental safety, an extremely wide range of processed materials, scalability to the required surface dimensions and industrial conditions, and controllability of the resulting surface characteristics.
Laser surface treatment for metals and composite materials makes it possible to expand the application scope of existing materials by improving the surface layer properties; this is accomplished by increasing resistance to abrasive wear and corrosion and increasing hardness and resistance to the growth or deposition of bacteria. In addition, laser surface treatment is a reliable way to control the wettability of materials up to the transition to extreme properties (superhydrophilic or superhydrophobic), depending on the surface energy of the material. For low surface energy materials such as polytetrafluoroethylene (Teflon), laser treatment can enhance superhydrophobic properties [
3,
4], while for other materials, directly after laser texturing, treatment results in superhydrophilicity [
5,
6]. Surfaces with extreme properties, including superhydrophobicity, superhydrophilicity and wettability gradient, are used in biomedicine, microfluidics, tribology, heat exchangers, microelectronics, optics, liquid management, aviation and shipbuilding (including underwater) [
7,
8].
Modified surfaces are also used in the technological processes of heat transfer between liquid and solid. Among factors affecting convective heat transfer and droplet evaporation, surface properties including surface wettability and roughness played a crucial role [
9]. A number of studies in recent years have been devoted to controlling the evaporation of water droplets using surface roughness. For example, Dash and Garimella [
10] experimentally studied the evaporation characteristics of sessile water droplets on heated (40–60 °C) surfaces: smooth hydrophobic with Teflon coating (contact angle 120° and roll-off angle ~10°) and superhydrophobic with a hierarchical micropillar texture (contact angle ∼160° and roll-off angle ∼1°). The total evaporation time of a droplet on a textured surface was 15–50% longer than on a smooth surface, over the entire range of surface temperature variations. Similar results were obtained by Anantharaju et al. [
11] in an experimental study of the evaporation of sessile droplets on micro-patterned surfaces. The structured surface topology was generated by a uniform arrangement of micrometer-sized square pillars or square holes. The dimensionless evaporation rate was observed to be higher on a smooth surface in comparison to rough surfaces. This is shown to be due to the fact that roughness amplifies the surface hydrophobicity characteristics and hence causes a higher average contact angle during the evaporation process. Obviously, textured hydrophobic surfaces are characterized by special patterns of convective heat transfer inside a water droplet. These features were reported by Ta et al. [
12] based on the results of an experimental study of the coffee stain effect during droplet evaporation. Superhydrophobic surfaces with a constant contact angle of ~154° and contact angle hysteresis of ~4°, which are produced by direct laser texturing, were considered. The authors showed that for a hydrophilic surface, the evaporation flux at the edge is higher than at the center of the droplet. As a result, liquid flows from the center of the droplet to the contact line, which leads to the coffee stain effect. In contrast, since a droplet on a hydrophobic surface is nearly spherical in shape, the evaporation flux is expected to be very uniform over the entire surface of the droplet. As a result, the liquid flows towards the edge and then upward from it, so a coffee stain effect is unlikely. Misyura [
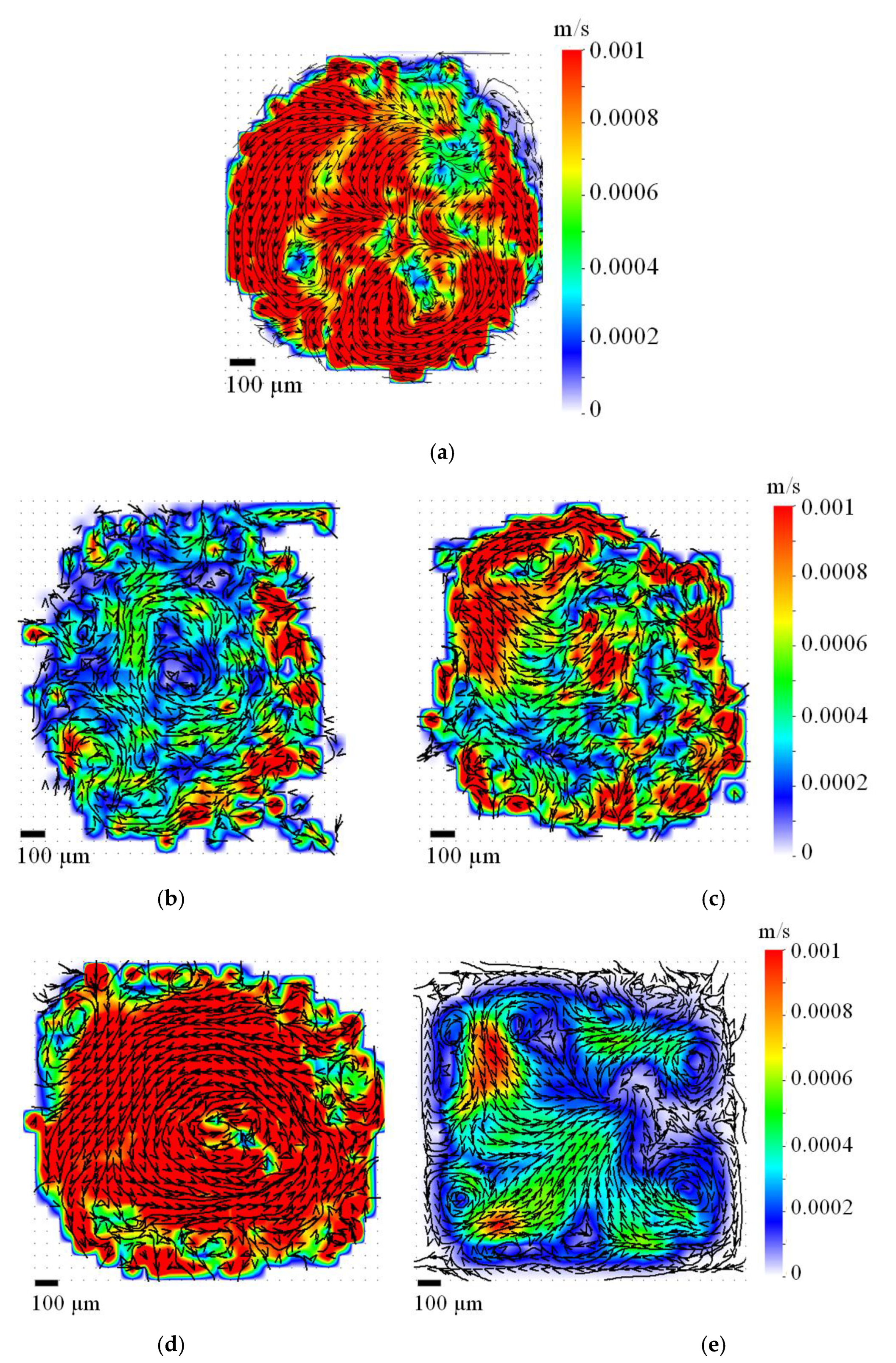
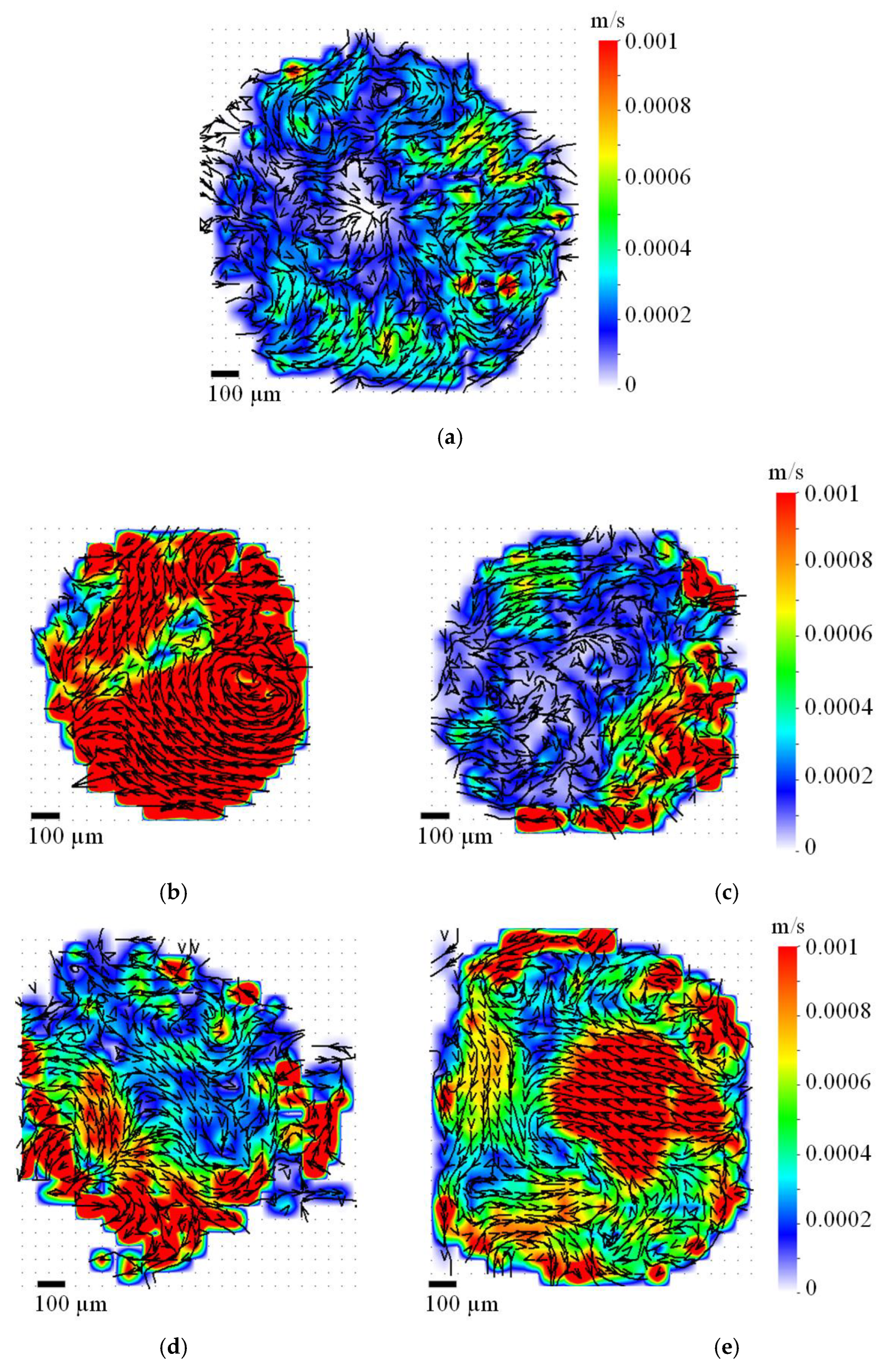
13] also reports on toroidal vortex convective flows inside a water droplet during evaporation on laser-textured surfaces. The author found that on a hydrophobic surface, the temperature field inside the droplet is significantly inhomogeneous (and with higher velocities of convective flows), while on a hydrophilic surface, the thermal field is more uniform over the surface of the droplet, and significant temperature gradients are observed only at the edges of the droplet (near the contact line).
Laser surface texturing mainly is conducted using nanosecond, picosecond or femtosecond lasers. According to a number of studies [
14,
15,
16], nanosecond laser ablation is widely used for the processing of metals and alloys to modify a sufficiently thick surface layer compared to the pico- and femto- second laser processing. Nanosecond lasers are cheaper than pico- and femtosecond lasers and have great potential for large-scale industrial applications [
17].
Using laser processing, it is possible to create various micro- and nanotextures on the surface of a material. Obviously, the properties of these textures can be controlled by changing the laser settings. The most important parameters of laser processing [
17] are pulse energy density (fluence), polarization and scanning speed.
There are several studies devoted to the influence of an atmosphere (where processing procedure happens) on the texture morphology formed by laser radiation. The influence of an atmosphere (O
2, air, N
2, CO
2 and Ar) during the laser texturing of stainless steel was studied in [
18]. A pulsed laser source (λ = 532 nm) operating in the nanosecond mode was used. The chemical composition of the surfaces was assessed semi-quantitatively by energy dispersive X-ray spectroscopy (EDS) using an SEM X-ray detector. X-ray photoelectron spectroscopy (XPS) analyses were performed to quantitatively confirm the elemental composition results obtained from EDS and to evaluate the chemical states of significant elements. The results show clear differences in wetting properties that depend solely on the processing environment, ranging from hydrophilicity (with a static contact angle of 31°) to hydrophobicity (125°). These differences in wettability were found to be a consequence of changes in surface chemistry between samples exposed to different gases. The authors showed that after laser treatment, there were significant differences in the relative amounts of the main components of the alloy, i.e., nickel and chromium remained unchanged. However, when processed in carbon dioxide, air and especially in an oxygen atmosphere, significant differences in the relative amount of oxygen occur. In addition, a relative increase in nitrogen content is also found when processed in a nitrogen or air atmosphere. Apparently, almost all of the oxygen detected is the result of the formation of metal lattice oxides and hydroxides (–OH). Nitrogen, in turn, is part of metal nitrides. The presence of oxides and nitrides increases the polar component of surface energy, which increases the tendency of surfaces to interact with polar water molecules (hydrophilicity). The authors found a clear correlation between an increase in reactivity or polarity and an increase in the wettability of the treated surface. The contact angle, depending on the atmosphere used, is ranked in the following order: Ar (125 ± 2°), without treatment (88 ± 2°) N
2 (83 ± 9°), CO
2 (50 ± 3°), air (46 ± 7°), O
2 (31 ± 3°).
Laser ablation is a method that uses a laser as an energy source to remove substance from the surface of solid materials (targets). The formation mechanism of ablation craters was described in detail by Ben-Yakar et al. [
19]. Laser ablation involves a number of processes: nonlinear absorption, plasma plume, shock wave propagation, melt migration and resolidification. A portion of the laser energy is absorbed by electrons through multiphoton and avalanche ionization. Energy is then transferred from the electrons to the crystal lattice. When electrons and ions thermally equilibrate, a plasma with high pressure and temperature is formed above the surface. Most of the absorbed energy is used by the plasma to expand into the surrounding gas. A small portion of it remains in the target in the form of thermal energy. The thermal energy accumulated in the volume of material under the plasma torch forms a shallow transition zone in the molten material. The temperature gradient at the surface creates surface tension gradients that move material from the hot center to the cold periphery and create a raised rim around the ablation crater as the melt solidifies. This reaction is expected in most materials where surface tension decreases as the liquid heats up (dγ/dT < 0). Next, thermal energy spreads deep into the material due to thermal diffusion. The region of the material involved in thermal diffusion is called the heat-affected zone, which is characterized by solid-phase transformations, although it does not heat up to the melting point.
During laser exposure of a target, two types of ablation mechanisms can occur: thermal and non-thermal. Both mechanisms can exist simultaneously but have different degrees of influence depending on the properties of the material being ablated and the type of laser. Thermal ablation depends mainly on the thermal conductivity of the target material, fluence and laser pulse duration. In non-thermal ablation, absorbed photon energy is used directly to break chemical bonds, resulting in the removal of material without thermal influence [
20]. Non-thermal ablation processes cause mechanical stress in the crystal lattice of the target, causing a shock wave and leading to the formation of cracks in the material.
As noted above, fluence (energy density) is one of the most important parameters that controls the ablation rate and mechanism. In the case of femtosecond and short-wavelength nanosecond laser pulses (at low energy densities), non-thermal processes dominate in the ablation mechanism [
20]. As the fluence increases, the mechanisms of thermal ablation (with nanosecond long-wavelength laser pulses), which are characterized by melting and the ejection of large droplets of molten material, become increasingly significant.
It is generally accepted [
21] that for pulsed laser ablation with a high energy density of radiation (above the lower ablation threshold), the relationship between the ablation rate (crater depth per laser pulse) and fluence can be expressed by a nonlinear increasing function. Mozaffari et al. [
22] initiated the ablation of aluminum by a Q-switched Nd:YAG laser (1064 nm, ~10 ns and 10 Hz) in ethanol at room temperature. In [
22], it was experimentally shown that the relative rate of laser ablation is logarithmically proportional to the laser radiation flux density. These findings are partially confirmed by studies by Shaheen et al. [
16]. In [
20], the effect of laser beam spot size on the ablation rate and the amount of material removed from aluminum alloy 2024-T3 ALCLAD in air was studied experimentally. A set of craters with spot sizes ranging from 10 to 150 μm were created using an excimer laser operating at a wavelength of 193 nm at a constant repetition rate (20 Hz). The ablation characteristics were recorded using three different methods: LA-ICP-MS, optical and SEM. Crater ablation was assessed by measuring the difference in z-position between the surface and the crater bottom using an optical microscope (baseline method). By ablation rate, the authors understood the increase in the average depth of ablation craters per laser pulse with constant parameters. It was found that for many materials ablated using various laser systems, the ablation rate increases rapidly with increasing fluence until a certain fluence is reached, above which the ablation rate saturates or decreases [
20]. The authors associate the upper limit of the ablation rate at high flux density with the formation of a plasma torch, which increases the effect of plasma shielding and, therefore, enhances the laser energy dissipation. At high fluences [
21] (above the ignition threshold, which is on the order of 10–100 J/cm
2), along with the interaction of the laser with the ablation plasma, critical thermodynamic conditions enter the process, which can greatly influence the size and quality of the resulting structures.
The experiments with pulse laser ablation show [
21] that high-quality structures are obtained at low laser radiation densities, that is, slightly above the threshold ablation energy density, which ranges from 1 to 10 J/cm
2 for nanosecond pulses. Ablation at a pulse energy density close to the lower ablation threshold is usually characterized by a low ablation rate (tens or hundreds of nm per pulse), which leads to a low processing speed of large areas, but also small debris deposition around the crater [
20].
In order to form a texture with given geometric characteristics, it is necessary to know how the parameters of laser radiation affect the formation of individual elements (for example, ablation craters) from which the texture of the surface layer is formed [
23]. Unfortunately, at present, there have been no comprehensive studies that would provide an unambiguous correlation between the laser pulse parameters in conjunction with the properties of the material (optical and thermophysical) and the characteristics of the resulting ablation craters. There are a few works [
19,
24,
25,
26] devoted to modeling the effects of laser radiation on the surfaces of various materials, but they are mainly focused on fundamental studies of physicochemical processes occurring under the influence of femtosecond and picosecond laser pulses, and they do not provide a simple and universal applied technique for convenient practical use. Nevertheless, attempts are being made to create simple models for the nanosecond pulsed laser processing of materials. For example, Wand et al. [
27] rightly note that existing mathematical models for the pulsed laser ablation of metals are complex and demanding on computing power. Therefore, the authors [
27] propose their experimentally confirmed model based on heat transfer and geometrical mathematics. Unfortunately, although the model of the recast layer proposed by the authors presents calculations of ablation craters for single pulsed laser ablation and continuous superimposed ablation, the mathematical interpretation of the processes does not take into account the optical parameters of the target material and the dissipation of pulse energy due to interaction with the plasma plume. Thus, we can conclude that at present, there are no universal methods and approaches for predicting the formation of configurations and geometric parameters of textures, for example, in the form of microchannels or micropillars by laser radiation of nanosecond duration. For this reason, the only possible way to predict the formation of ablation craters in practice is still a full-scale experiment.
Therefore, the purpose of this work is to experimentally establish an unambiguous correlation between the characteristics of ablation craters formed on the surfaces of the most common metallic materials and the basic parameters of nanosecond laser radiation. As a result, we plan to obtain regime maps suitable for the reliable application of predetermined textures on the surfaces of metal and composite materials using a nanosecond laser by changing its basic parameters. It will be shown that the formed predetermined textures contribute to the intensification of the phase transition processes of small volumes of coolants. The latter can be used in the development of spray (drip) irrigation systems to provide thermal protection for heat-stressed equipment.
2. Materials and Methods
2.1. Metal Substrates
Experimental studies were conducted on the surfaces of aluminum alloy AlMg6 and heat-resistant steel AISI 310. Aluminum alloy and steel are widely used in mechanical engineering, water supply, construction, heat power and other industries. The widespread use of steel is associated with its various properties: high strength and hardness, increased heat resistance and thermal stability, and corrosion resistance.
For experiments, metal substrates were made in the form of a square with a 28 mm side and a thickness of 3 mm. Before laser texturing, the surfaces of substrates were polished (roughness parameters of aluminum alloy AlMg6 Sa = 0.31 µm, Sz = 0.8 µm and heat-resistant steel AISI 310 Sa = 0.11 µm, Sz = 0.4 µm) to minimize the uncontrolled influence of surface electromagnetic waves on the creation of a multimodal rough texture.
2.2. Experimental Technique
To modify metal surfaces, a TurboMarker-V50A4 RA (IPG-Photonics, Moscow, Russia) laser marking system was used. The nanosecond laser wavelength was 1064 nm. Lens dimensions were 130 × 130 mm. Laser modification of the substrates was conducted at ambient temperature, 21 °C, atmospheric pressure and relative humidity of about 45% under conditions of varying laser radiation parameters: pulse duration from 8 to 120 ns, repetition rate from 2 to 140 kHz, and laser power from 5 to 50 W. After processing, substrates were stored in laboratory conditions (air temperature 21 °C, atmospheric pressure, relative humidity 45%).
The resulting texture on surfaces modified by laser radiation was studied using a Hitachi TM-3000 scanning electron microscope (Hitachi, Tokyo, Japan) and an OLYMPUS Lext OLS4100 confocal laser scanning microscope (Olympus NDT, Waltham, MA, USA) equipped with an Olympus dual confocal system.
Wetting properties of surfaces were determined by the value of the static contact angle (
θ0) using shadow optical method equipment according to a well-tested technique [
28]. The static contact angles were measured using a 5 µL water droplet placed on the studied surface by a dispenser with an error of ±0.01 μL. The resulting shadow images of a water droplet were processed by the LB-ADSA goniometry method [
29]. The error in determining the static contact angle did not exceed 5%.
Pulse energy Ep was determined using an Ophir Juno laser pulse power and energy meter Ophir Juno with pyroelectric sensor Ophir PE50BF-DIF-C (Ophir Optronics Solutions Ltd., Jerusalem, Israel). Data were transferred to a PC and processed using Ophir StarLab 3.31 software. Defocusing the laser by increasing the distance between the sensor and the laser head avoided damage to the sensor surface. For each set of laser radiation parameters, the experiment was conducted at least 5 times. To reduce the instrumental error of the sensor, the number of pulses was 10—for repetition rates of 2 and 5 kHz; 20—for other repetition rates. The relative measurement error was less than 5%.
Crater ablation depth was assessed by measuring the difference in
z-position between the surface and the crater bottom (baseline method) [
20].
2.3. Evaporation of Liquid on Surfaces with a Texture Formed by Laser Radiation
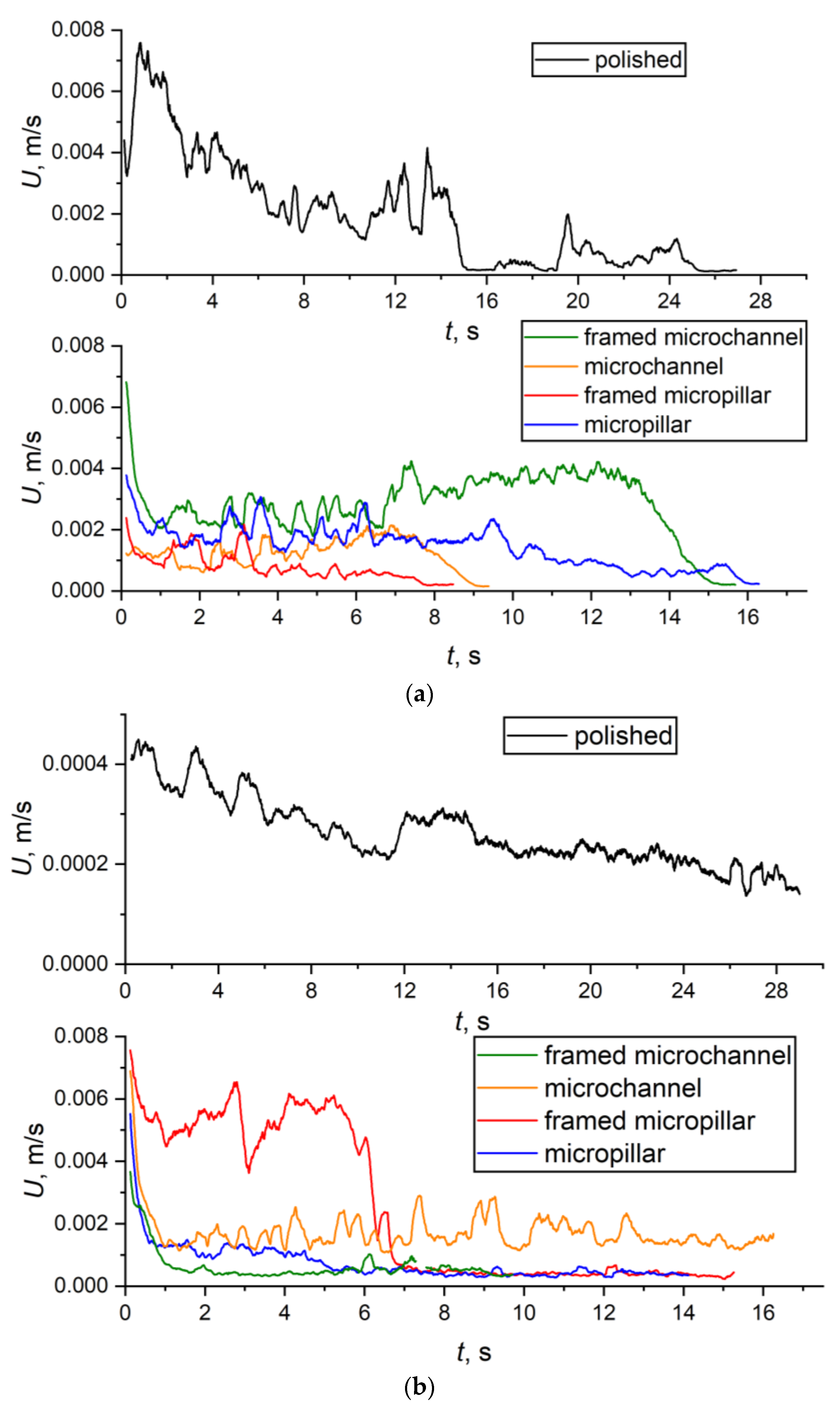
The convective flow velocities in an evaporating droplet during conductive heating were determined using the well-tested Micro-PIV method [
30,
31].
Figure 1 illustrates the view of the experimental setup. Photo of the experimental setup is presented in
Supplementary Materials (Figure S1). Distilled deaerated water droplet
1 with a volume of 5 μL was placed with a single-channel high-precision electronic dispenser
2 (Thermo Fisher Scientific, Waltham, MA, USA) on the surface of substrate
3. To implement the Micro-PIV method [
30,
31], particles (tracers) of Fluoro-Max Red Fluorescent Polymer Microspheres 1% vol. solid (Thermo Fisher Scientific, USA) were added at a concentration of 0.002% vol. To record the processes occurring in a water droplet during heating, a high-speed video recording complex was used, consisting of a video camera
4 Phantom Miro M310 (Vision Research, Wayne, NJ, USA) and macro lens
5 (2× F-mount adapter, 6.5× UltraZoom and 4× objective; all of the above by Navitar, New York, NY, USA). Video of the processes under study was recorded with the following camera settings: resolution 704 × 704 pix, frame rate 1000 fps. Video recordings obtained during droplet evaporation were processed using a well-tested method [
30,
31] in software Actual Flow 1.18 (PIV Kit). The maximum error of the average velocity in the measured section of droplet did not exceed 6%. Focusing of the image of the Phantom Miro M310 camera was conducted by a specialized micro-movement with accuracy of 5 µm.
A continuous-wave DPSS laser KLM-532 A (wavelength—532 nm, nominal power—74, pulse repetition rate—no more than 15 Hz), consisting of a power supply
6 and an emitter
7 (
Figure 1), was used as a laser radiation source. Cube mounting block
8 was used for placing beam splitter and dichroic mirror (Navitar, USA) to illuminate the droplet. The laser beam entered the cube mounting block using light guide
9.
A metal substrate 3 was heated to a given temperature (T = 100 °C) by conductive heat supply from a glass-ceramic plate 10 (Tom Analit, Tomsk, Russia). A copper parallelepiped 11 (30.0 × 30.0 × 50.0 mm), thermally insulated with foam rubber, was used to reduce heat loss between the heating source and the metal plate. The protective box 12 was used in order to exclude the uncontrolled influence of convective air flows on the droplet evaporation process.
Figure 2 shows a more detailed arrangement of the copper parallelepiped on the ceramic plate and location of the thermocouples. High-temperature thermal paste GRIPCOTT was applied to eliminate air gaps and improve thermal contact between the metal surface and the copper parallelepiped, as well as between the copper parallelepiped and the glass-ceramic plate (MOLYDAL, Saint-Maximin, France) (
Figure 2).
The heating was controlled by three high-precision, low-inertia K-type chromel-alumel thermocouples (diameter 0.08 mm, insulation PFA, tolerance value 0.4%; Omega Engineering, Norwalk, CT, USA) connected to the controller (National Instruments, Austin, TX, USA). Thermocouples are located in channels filled with high-temperature thermal paste (MOLYDAL, Saint-Maximin, France). Temperature measurement error did not exceed ±0.1 °C.







 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}