
A Review on Methanol as a Clean Energy Carrier: Roles of Zeolite in Improving Production Efficiency

 and
and
Abstract
:1. Introduction
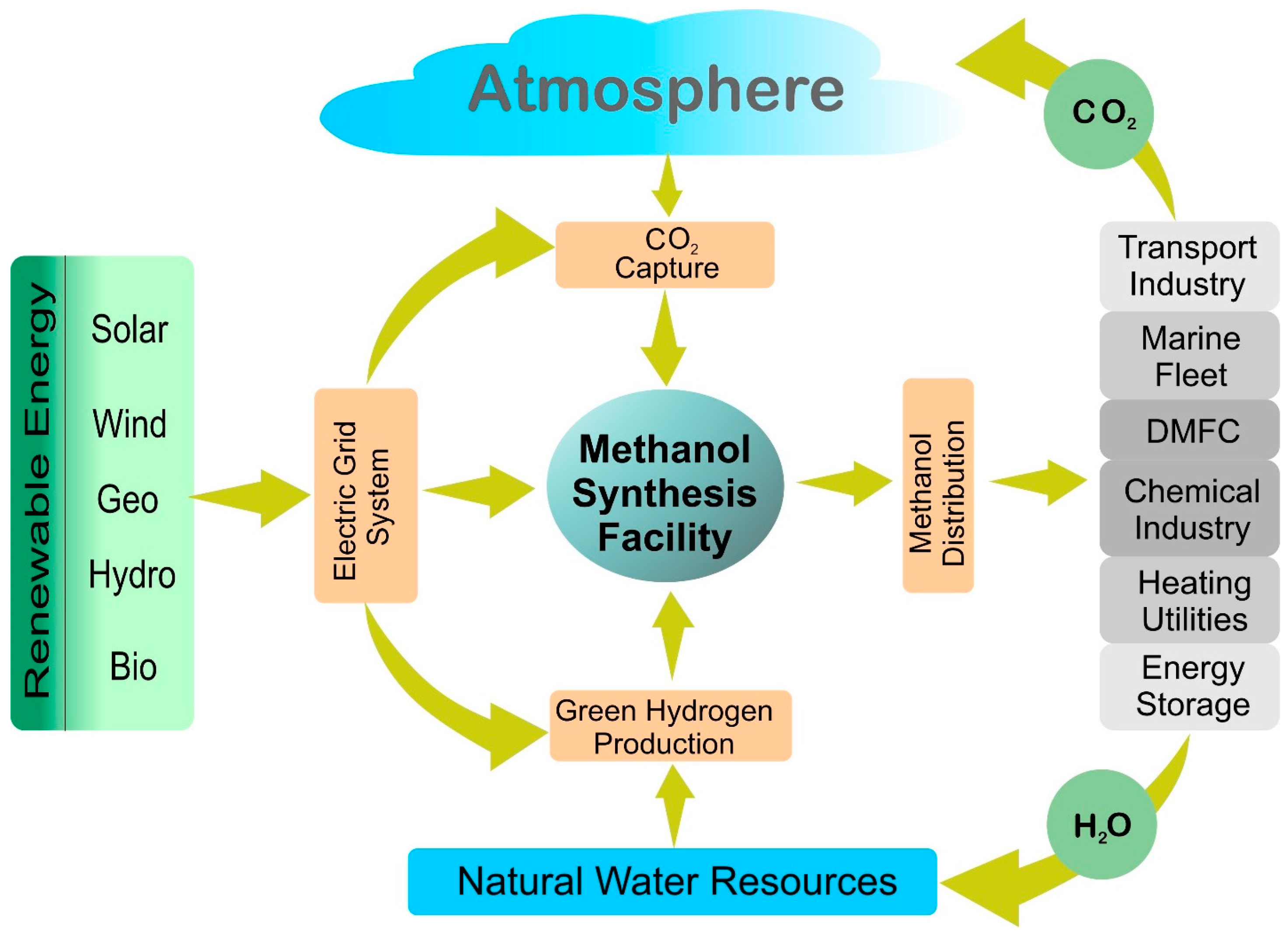
2. Feasibility of Methanol as Clean Source of Energy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Storage Properties | Methanol | Hydrogen |
|---|---|---|
| Temperature | 25 °C | −252.8 °C (for liquefied storage) |
| Pressure | atmospheric pressure | 350–700 bar (for gaseous storage) |
| Density (at 1 bar) | 792 kg/m3 (at room temperature) | 70 kg/m3 (at liquefaction temperature) |
| Specific storage volume | Low | High |
| Cost of storage infrastructure | Low | High |
| Operating cost of storage | Low | High |
3. Key Ingredients for Clean Methanol
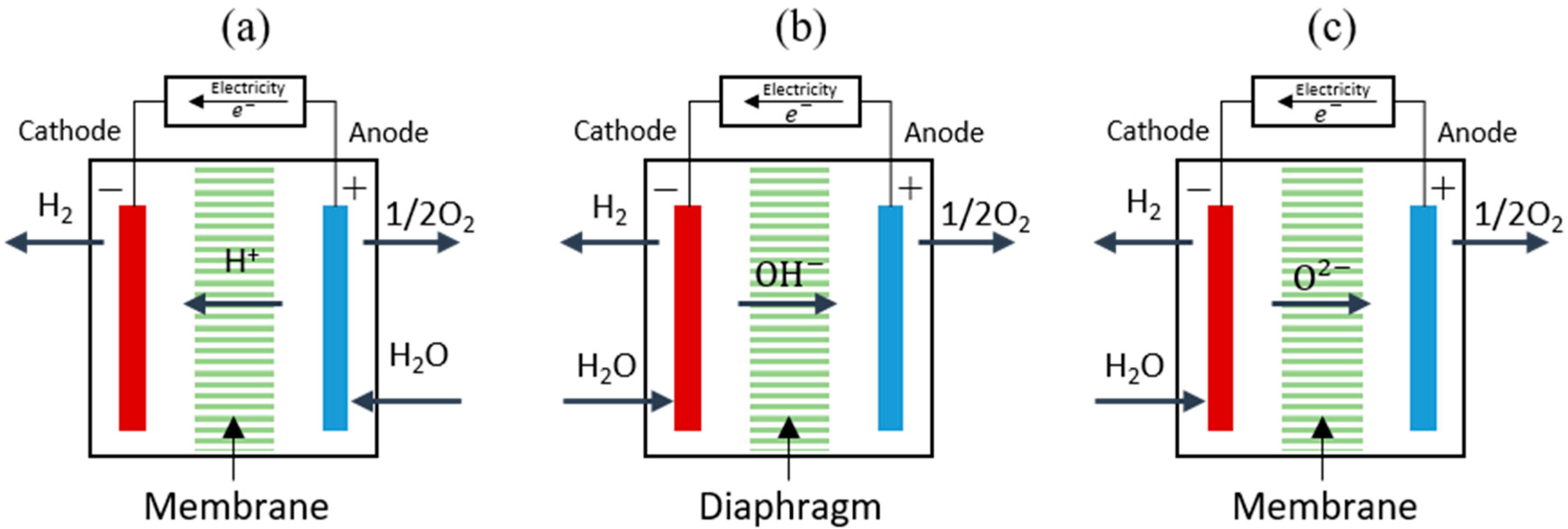
3.1. Production of Green Hydrogen
3.1.1. Solar to Hydrogen
3.1.2. Wind to Hydrogen
3.1.3. Biomass to Hydrogen
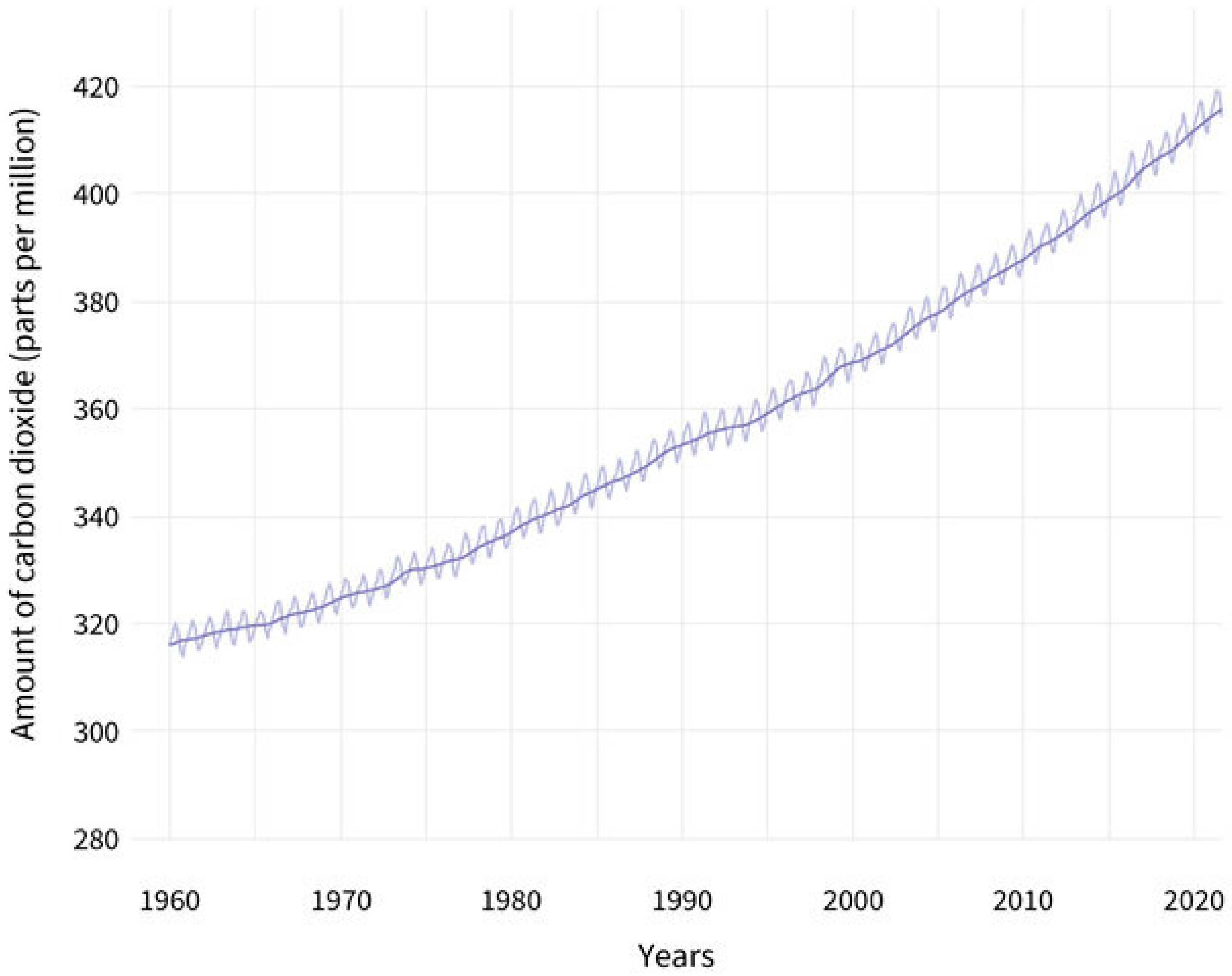
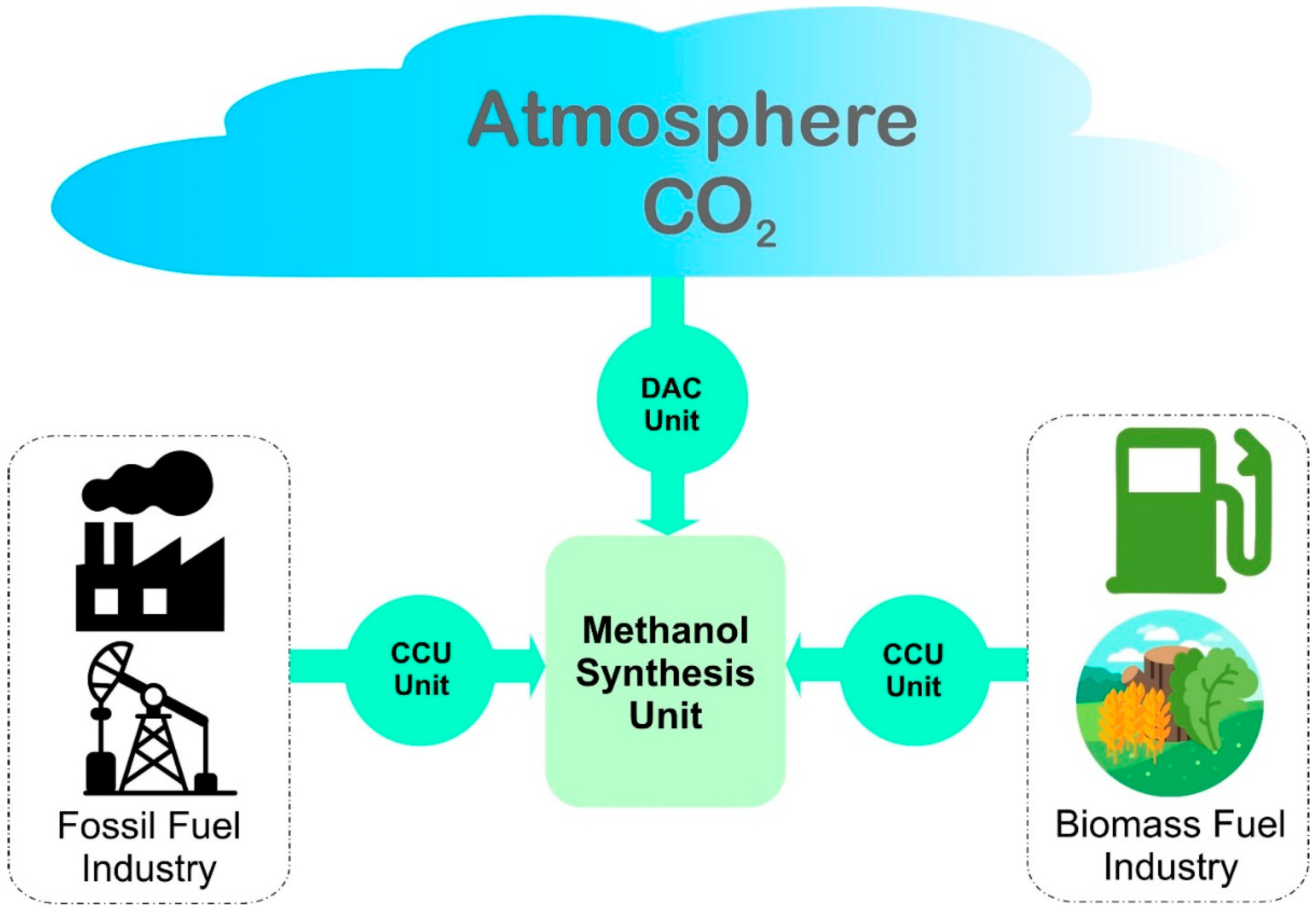
3.2. Recycled Carbon Dioxide
3.2.1. CO2 from Direct Air Captured
3.2.2. CO2 Captured from Industrial Emissions
3.2.3. CO2 Produced from Biomass
4. Production of Clean Methanol
5. Post-Synthesis Methanol/Water Separation
5.1. Challenges and Improvement in Methanol/Water Separation
5.2. Membrane Based Methanol/Water Separation
5.2.1. Zeolite Membranes for Methanol/Water Separation
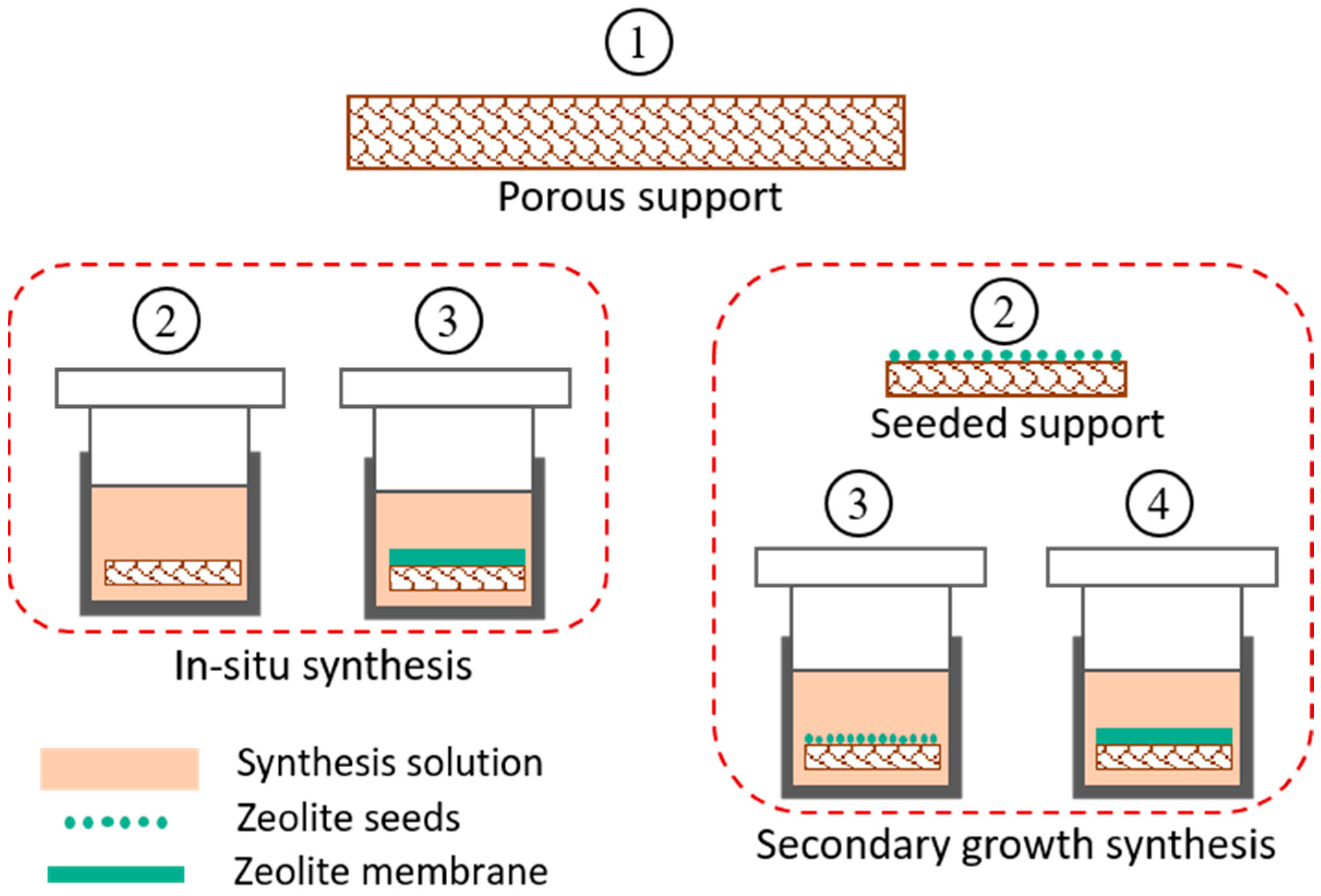
5.2.2. Synthesis of Zeolite Membranes
6. Zeolite Membrane Reactors for Methanol Synthesis
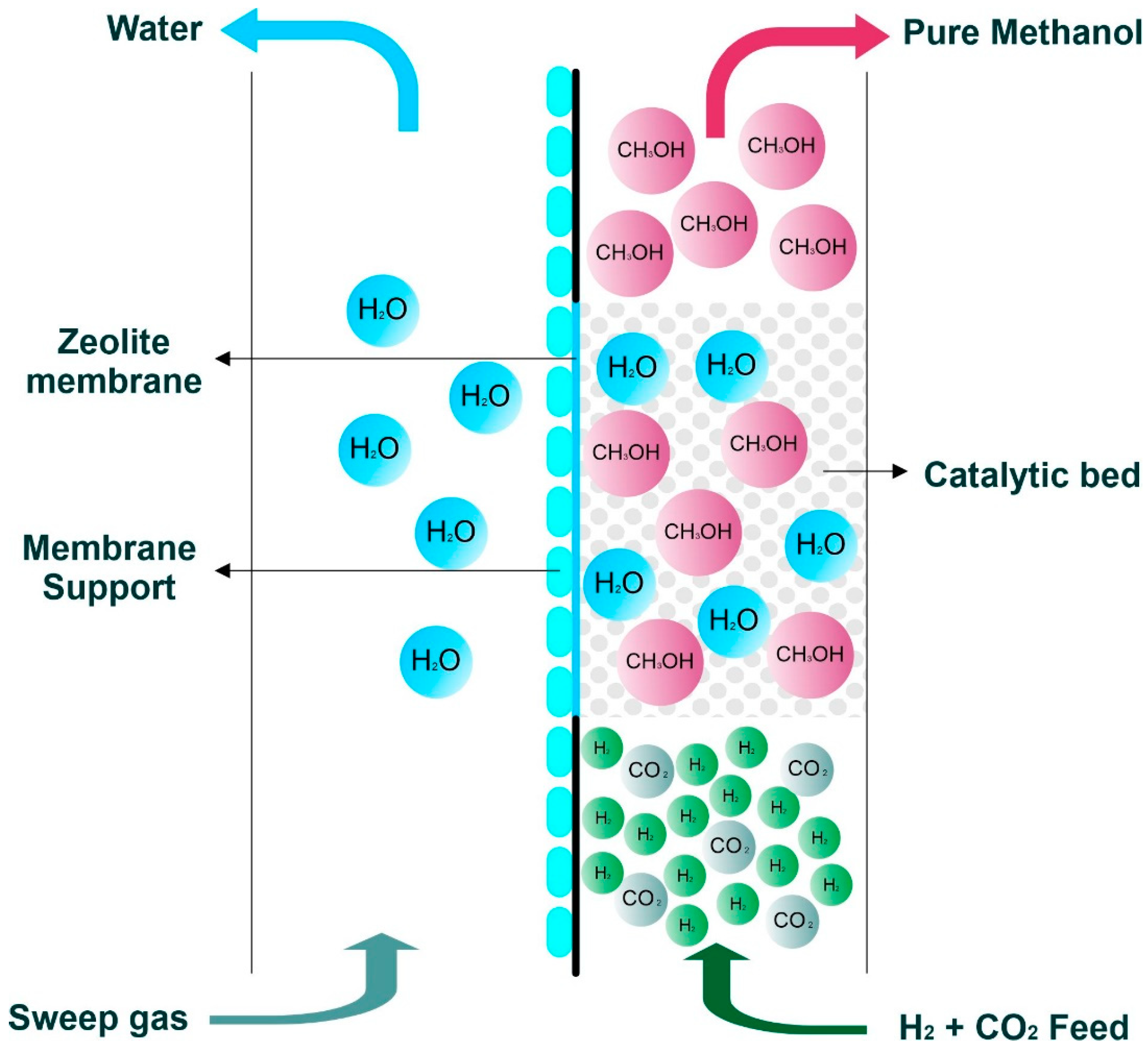
6.1. Effects of In Situ Water Removal on Process Efficiency
6.1.1. Increasing CO2 Conversion and Methanol Yield
6.1.2. In Situ Methanol Purification
7. Conclusions and Outlook for Future Work
Author Contributions
Funding
Conflicts of Interest
References
- IEA. Global Electricity Demand is Growing Faster than Renewables, Driving Strong Increase in Generation from Fossil Fuels. 2021. Available online: https://www.iea.org/news/global-electricity-demand-is-growing-faster-than-renewables-driving-strong-increase-in-generation-from-fossil-fuels (accessed on 16 December 2022).
- ExxonMobil. Energy Demand: Three Drivers. 2022. Available online: https://corporate.exxonmobil.com/energy-and-innovation/outlook-for-energy/energy-demand (accessed on 16 December 2022).
- Shahbaz, M.; Topcu, B.A.; Sarıgül, S.S.; Vo, X.V. The effect of financial development on renewable energy demand: The case of developing countries. Renew. Energy 2021, 178, 1370–1380. [Google Scholar] [CrossRef]
- Gielen, D.; Gorini, R.; Leme, R.; Prakash, G.; Wagner, N.; Janeiro, L.; Collins, S.; Kadir, M.; Asmelash, E.; Ferroukhi, R. World Energy Transitions Outlook: 1.5° C Pathway; International Renewable Energy Agency (IRENA): Abu Dhabi, United Arab Emirates, 2021. [Google Scholar]
- Rogelj, J.; Popp, A.; Calvin, K.V.; Luderer, G.; Emmerling, J.; Gernaat, D.; Fujimori, S.; Strefler, J.; Hasegawa, T.; Marangoni, G.; et al. Scenarios towards limiting global mean temperature increase below 1.5 °C. Nat. Clim. Change 2018, 8, 325–332. [Google Scholar] [CrossRef]
- Ou, Y.; Roney, C.; Alsalam, J.; Calvin, K.; Creason, J.; Edmonds, J.; Fawcett, A.A.; Kyle, P.; Narayan, K.; O’Rourke, P.; et al. Deep mitigation of CO2 and non-CO2 greenhouse gases toward 1.5 °C and 2 °C futures. Nat. Commun. 2021, 12, 6245. [Google Scholar] [CrossRef]
- The Paris Agreement. In Proceedings of the 2015 Paris Climate Change Conference: COP21, Paris, France, 30 November–12 December 2015.
- United Nations. Adoption of the Paris Agreement. 2015. Available online: https://unfccc.int/resource/docs/2015/cop21/eng/l09r01.pdf (accessed on 16 December 2022).
- United Nations. The Sustainable Development Goals Report; United Nations Statistics Division: New York, NY, USA, 2022. [Google Scholar]
- U.S. Energy Information Administration. EIA Projects Nearly 50% Increase in World Energy Use by 2050, Led by Growth in Renewables. 2021. Available online: https://www.eia.gov/todayinenergy/detail.php?id=49876 (accessed on 16 December 2022).
- Cui, X.; Kær, S.K.; Nielsen, M.P. Energy analysis and surrogate modeling for the green methanol production under dynamic operating conditions. Fuel 2021, 307, 121924. [Google Scholar] [CrossRef]
- Ra, E.C.; Kim, K.Y.; Kim, E.H.; Lee, H.; An, K.; Lee, J.S. Recycling Carbon Dioxide through Catalytic Hydrogenation: Recent Key Developments and Perspectives. ACS Catal. 2020, 10, 11318–11345. [Google Scholar] [CrossRef]
- Alsarhan, L.M.; Alayyar, A.S.; Alqahtani, N.B.; Khdary, N.H. Circular Carbon Economy (CCE): A Way to Invest CO2 and Protect the Environment, a Review. Sustainability 2021, 13, 11625. [Google Scholar] [CrossRef]
- Cuéllar-Franca, R.M.; Azapagic, A. Carbon capture, storage and utilisation technologies: A critical analysis and comparison of their life cycle environmental impacts. J. CO2 Util. 2015, 9, 82–102. [Google Scholar] [CrossRef]
- Oner, O.; Dincer, I. Development and assessment of a hybrid biomass and wind energy-based system for cleaner production of methanol with electricity, heat and freshwater. J. Clean. Prod. 2022, 367, 132967. [Google Scholar] [CrossRef]
- Kätelhön, A.; Meys, R.; Deutz, S.; Suh, S.; Bardow, A. Climate change mitigation potential of carbon capture and utilization in the chemical industry. Proc. Natl. Acad. Sci. USA 2019, 116, 11187–11194. [Google Scholar] [CrossRef]
- Iribarren, D.; Calvo-Serrano, R.; Martín-Gamboa, M.; Galán-Martín, A.; Guillén-Gosálbez, G. Social life cycle assessment of green methanol and benchmarking against conventional fossil methanol. Sci. Total. Environ. 2022, 824, 153840. [Google Scholar] [CrossRef]
- Hydrogen-Central. Cement Australia Partners with Mitsubishi Gas Chemical Company for Green Methanol, from Hydrogen, Trial at Gladstone Cement Plant, Hydrogen Central. 2022. Available online: https://hydrogen-central.com/cement-australia-partners-mitsubishi-gas-chemical-company-green-methanol-hydrogen-trial-gladstone-cement-plant/ (accessed on 17 November 2022).
- Jiang, X.; Nie, X.; Guo, X.; Song, C.; Chen, J.G. Recent advances in carbon dioxide hydrogenation to methanol via heterogeneous catalysis. Chem. Rev. 2020, 120, 7984–8034. [Google Scholar] [CrossRef]
- Bano, S.; Mahmood, A.; Lee, K.-H. Vapor Permeation Separation of Methanol–Water Mixtures: Effect of Experimental Conditions. Ind. Eng. Chem. Res. 2013, 52, 10450–10459. [Google Scholar] [CrossRef]
- Hu, K.; Nie, J.; Liu, J.; Zheng, J. Separation of methanol from methanol/water mixtures with pervaporation hybrid membranes. J. Appl. Polym. Sci. 2013, 128, 1469–1475. [Google Scholar] [CrossRef]
- Arepalli, D.; Rehman, A.-U.; Kim, M.-Z.; Alam, S.F.; Cho, C.-H. Optimal synthesis of nanosize seeds for secondary growth of high performance hydroxy-sodalite (H-SOD) zeolite membranes for small gas and water separations. Microporous Mesoporous Mater. 2021, 329, 111451. [Google Scholar] [CrossRef]
- Mahmood, A.; Bano, S.; Kim, S.-G.; Lee, K.-H. Water–methanol separation characteristics of annealed SA/PVA complex membranes. J. Membr. Sci. 2012, 415–416, 360–367. [Google Scholar] [CrossRef]
- Li, Z.; Deng, Y.; Dewangan, N.; Hu, J.; Wang, Z.; Tan, X.; Liu, S.; Kawi, S. High Temperature Water Permeable Membrane Reactors for CO2 Utilization. Chem. Eng. J. 2021, 420, 129834. [Google Scholar] [CrossRef]
- Kreethawate, L.; Larpkiattaworn, S.; Phonnoi, J.; Tong-On, S. Zeolite layer synthesized on porous alumina substrate for water/methanol separation. Surf. Coatings Technol. 2016, 306, 45–48. [Google Scholar] [CrossRef]
- Gao, X.; Deng, S.; Kawi, S. Zeolite-based catalytic membrane reactors for thermo-catalytic conversion of CO2. iScience 2022, 25, 105343. [Google Scholar] [CrossRef]
- Gorbe, J.; Lasobras, J.; Francés, E.; Herguido, J.; Menéndez, M.; Kumakiri, I.; Kita, H. Preliminary study on the feasibility of using a zeolite A membrane in a membrane reactor for methanol production. Sep. Purif. Technol. 2018, 200, 164–168. [Google Scholar] [CrossRef]
- Feenstra, M.; Zubeir, L.; van der Veek, M.; Ramirez, A.; Goetheer, E. Separation Enhanced Methanol Synthesis from CO2 and H2. In Proceedings of the 16th Greenhouse Gas Control Technologies Conference (GHGT-16), Lyon, France, 23–24 October 2022. [Google Scholar]
- Abashar, M.; Al-Rabiah, A. Highly efficient CO2 hydrogenation to methanol via in-situ condensation and sorption in a novel multi-stage circulating fast fluidized bed reactor. Chem. Eng. J. 2022, 439, 135628. [Google Scholar] [CrossRef]
- Din, I.U.; Shaharun, M.S.; Alotaibi, M.A.; Alharthi, A.I.; Naeem, A. Recent developments on heterogeneous catalytic CO2 reduction to methanol. J. CO2 Util. 2019, 34, 20–33. [Google Scholar] [CrossRef]
- Leonzio, G. Methanol Synthesis: Optimal Solution for a Better Efficiency of the Process. Processes 2018, 6, 20. [Google Scholar] [CrossRef]
- Li, H.; Qiu, C.; Ren, S.; Dong, Q.; Zhang, S.; Zhou, F.; Liang, X.; Wang, J.; Li, S.; Yu, M. Na+-gated water-conducting nanochannels for boosting CO2 conversion to liquid fuels. Science 2020, 367, 667–671. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Tsotsis, T.T. Methanol synthesis in a high-pressure membrane reactor with liquid sweep. J. Membr. Sci. 2019, 570–571, 103–111. [Google Scholar] [CrossRef]
- Yue, W.; Li, Y.; Wei, W.; Jiang, J.; Caro, J.; Huang, A. Highly Selective CO2 Conversion to Methanol in a Bifunctional Zeolite Catalytic Membrane Reactor. Angew. Chem. Int. Ed. 2021, 60, 18289–18294. [Google Scholar] [CrossRef]
- Deng, Y.; Li, Z.; Chen, T.; Bian, Z.; Lim, K.; Dewangan, N.; Haw, K.G.; Wang, Z.; Kawi, S. Low-cost and facile fabrication of defect-free water permeable membrane for CO2 hydrogenation to methanol. Chem. Eng. J. 2022, 435, 133554. [Google Scholar] [CrossRef]
- Tian, C.; Huang, A. Synthesis of a Cu/Zn-BTC@LTA derivatived Cu–ZnO@LTA membrane reactor for CO2 hydrogenation. J. Memb. Sci. 2022, 662, 121010. [Google Scholar] [CrossRef]
- Seshimo, M.; Liu, B.; Lee, H.; Yogo, K.; Yamaguchi, Y.; Shigaki, N.; Mogi, Y.; Kita, H.; Nakao, S.-I. Membrane Reactor for Methanol Synthesis Using Si-Rich LTA Zeolite Membrane. Membranes 2021, 11, 505. [Google Scholar] [CrossRef]
- Dalena, F.; Senatore, A.; Marino, A.; Gordano, A.; Basile, M.; Basile, A. Chapter 1—Methanol Production and Applications: An Overview. In Methanol; Basile, A., Dalena, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 3–28. [Google Scholar] [CrossRef]
- Fernández, L. Production Capacity of Methanol Worldwide from 2018 to 2021—Statista. 2022. Available online: https://www.statista.com/statistics/1065891/global-methanol-production-capacity/#statisticContainer (accessed on 24 November 2022).
- Dalena, F.; Senatore, A.; Basile, M.; Knani, S.; Basile, A.; Iulianelli, A. Advances in Methanol Production and Utilization, with Particular Emphasis toward Hydrogen Generation via Membrane Reactor Technology. Membranes 2018, 8, 98. [Google Scholar] [CrossRef] [Green Version]
- Riaz, A.; Zahedi, G.; Klemeš, J.J. A review of cleaner production methods for the manufacture of methanol. J. Clean. Prod. 2013, 57, 19–37. [Google Scholar] [CrossRef]
- Al Hashar, D. Renewable Methanol Production Using Captured Carbon Dioxide and Hydrogen Generated through Water-Splitting. Engineering 2022, 14, 339–359. [Google Scholar] [CrossRef]
- Cifre, P.G.; Badr, O. Renewable hydrogen utilisation for the production of methanol. Energy Convers. Manag. 2007, 48, 519–527. [Google Scholar] [CrossRef]
- González-Garay, A.; Frei, M.S.; Al-Qahtani, A.; Mondelli, C.; Guillén-Gosálbez, G.; Pérez-Ramírez, J. Plant-to-planet analysis of CO2-based methanol processes. Energy Environ. Sci. 2019, 12, 3425–3436. [Google Scholar] [CrossRef]
- Olah, G.A.; Goeppert, A.; Prakash, G.K.S. Chemical Recycling of Carbon Dioxide to Methanol and Dimethyl Ether: From Greenhouse Gas to Renewable, Environmentally Carbon Neutral Fuels and Synthetic Hydrocarbons. J. Org. Chem. 2009, 74, 487–498. [Google Scholar] [CrossRef] [PubMed]
- Goeppert, A.; Czaun, M.; Jones, J.-P.; Prakash, G.K.S.; Olah, G.A. Recycling of carbon dioxide to methanol and derived products—Closing the loop. Chem. Soc. Rev. 2014, 43, 7995–8048. [Google Scholar] [CrossRef] [PubMed]
- Shamsul, N.S.; Kamarudin, S.K.; Rahman, N.A.; Kofli, N.T. An overview on the production of bio-methanol as potential renewable energy. Renew. Sustain. Energy Rev. 2014, 33, 578–588. [Google Scholar] [CrossRef]
- Dias, V.; Pochet, M.; Contino, F.; Jeanmart, H. Energy and Economic Costs of Chemical Storage. Front. Mech. Eng. 2020, 6, 00021. [Google Scholar] [CrossRef]
- Armaroli, N.; Balzani, V. The hydrogen issue. ChemSusChem 2011, 4, 21–36. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Hydrogen Storage. Available online: https://www.energy.gov/eere/fuelcells/hydrogen-storage (accessed on 27 October 2022).
- Modi, P.; Aguey-Zinsou, K.-F. Room Temperature Metal Hydrides for Stationary and Heat Storage Applications: A Review. Front. Energy Res. 2021, 9, 616115. [Google Scholar] [CrossRef]
- Tibdewal, S.; Saxena, U.; Gurumoorthy, A. Hydrogen economy vs. Methanol economy. Int. J. Chem. Sci. 2014, 12, 1478–1486. [Google Scholar]
- Bunyakiat, K.; Makmee, S.; Sawangkeaw, R.; Ngamprasertsith, S. Continuous Production of Biodiesel via Transesterification from Vegetable Oils in Supercritical Methanol. Energy Fuels 2006, 20, 812–817. [Google Scholar] [CrossRef]
- Semelsberger, T.A.; Borup, R.L.; Greene, H.L. Dimethyl ether (DME) as an alternative fuel. J. Power Sources 2006, 156, 497–511. [Google Scholar] [CrossRef]
- Hosseininejad, S.; Afacan, A.; Hayes, R. Catalytic and kinetic study of methanol dehydration to dimethyl ether. Chem. Eng. Res. Des. 2012, 90, 825–833. [Google Scholar] [CrossRef]
- Methanol Institute. Energy. Available online: https://www.methanol.org/Energy/ (accessed on 3 November 2022).
- Habibic, A. World’s 1st Large-Scale E-Methanol Project to Fuel Maersk’s Boxships. Offshore Energy. 2022. Available online: https://www.offshore-energy.biz/worlds-1st-large-scale-e-methanol-project-to-fuel-maersks-boxships/ (accessed on 21 November 2022).
- Andersson, J.; Grönkvist, S. Large-scale storage of hydrogen. Int. J. Hydrogen Energy 2019, 44, 11901–11919. [Google Scholar] [CrossRef]
- Take, T.; Tsurutani, K.; Umeda, M. Hydrogen production by methanol–water solution electrolysis. J. Power Sources 2007, 164, 9–16. [Google Scholar] [CrossRef]
- Menia, S.; Tebibel, H.; Lassouane, F.; Khellaf, A.; Nouicer, I. Hydrogen production by methanol aqueous electrolysis using photovoltaic energy: Algerian potential. Int. J. Hydrogen Energy 2017, 42, 8661–8669. [Google Scholar] [CrossRef]
- Tuomi, S.; Santasalo-Aarnio, A.; Kanninen, P.; Kallio, T. Hydrogen production by methanol–water solution electrolysis with an alkaline membrane cell. J. Power Sources. 2013, 229, 32–35. [Google Scholar] [CrossRef]
- Vázquez, F.V.; Simell, P.; Pennanen, J.; Lehtonen, J. Reactor design and catalysts testing for hydrogen production by methanol steam reforming for fuel cells applications. Int. J. Hydrogen Energy 2016, 41, 924–935. [Google Scholar] [CrossRef]
- Palo, D.R.; Dagle, R.A.; Holladay, J.D. Methanol Steam Reforming for Hydrogen Production. Chem. Rev. 2007, 107, 3992–4021. [Google Scholar] [CrossRef]
- Cortright, R.D.; Davda, R.R.; Dumesic, J.A. Hydrogen from catalytic reforming of biomass-derived hydrocarbons in liquid water. Nature 2002, 418, 964–967. [Google Scholar] [CrossRef]
- Zoppi, G.; Pipitone, G.; Gruber, H.; Weber, G.; Reichhold, A.; Pirone, R.; Bensaid, S. Aqueous phase reforming of pilot-scale Fischer-Tropsch water effluent for sustainable hydrogen production. Catal. Today. 2021, 367, 239–247. [Google Scholar] [CrossRef]
- Ranjekar, A.M.; Yadav, G.D. Steam Reforming of Methanol for Hydrogen Production: A Critical Analysis of Catalysis, Processes, and Scope. Ind. Eng. Chem. Res. 2021, 60, 89–113. [Google Scholar] [CrossRef]
- Stekrova, M.; Rinta-Paavola, A.; Karinen, R. Hydrogen production via aqueous-phase reforming of methanol over nickel modified Ce, Zr and La oxide supports. Catal. Today. 2018, 304, 143–152. [Google Scholar] [CrossRef]
- Pethaiah, S.S.; Sadasivuni, K.K.; Jayakumar, A.; Ponnamma, D.; Tiwary, C.S.; Sasikumar, G. Methanol Electrolysis for Hydrogen Production Using Polymer Electrolyte Membrane: A Mini-Review. Energies 2020, 13, 5879. [Google Scholar] [CrossRef]
- Ju, H.; Giddey, S.; S.Badwal, P.S.; Mulder, R.J.; Gengenbach, T.R. Methanol-water co-electrolysis for sustainable hydrogen production with PtRu/C-SnO2 electro-catalyst. Ionics 2018, 24, 2367–2378. [Google Scholar] [CrossRef]
- Bahrami, H.; Faghri, A. Review and advances of direct methanol fuel cells: Part II: Modeling and numerical simulation. J. Power Sources 2013, 230, 303–320. [Google Scholar] [CrossRef]
- Radenahmad, N.; Afif, A.; Petra, P.I.; S.Rahman, M.H.; S.-Eriksson, G.; Azad, A.K. Proton-conducting electrolytes for direct methanol and direct urea fuel cells—A state-of-the-art review. Renew. Sustain. Energy Rev. 2016, 57, 1347–1358. [Google Scholar] [CrossRef]
- Xia, Z.; Zhang, X.; Sun, H.; Wang, S.; Sun, G. Recent advances in multi-scale design and construction of materials for direct methanol fuel cells. Nano Energy 2019, 65, 104048. [Google Scholar] [CrossRef]
- Toshiba. Toshiba Launches Direct Methanol Fuel Cell in Japan as External Power. 2009. Available online: https://www.global.toshiba/ww/news/corporate/2009/10/pr2201.html (accessed on 9 November 2022).
- Lange, J.-P. Methanol synthesis: A short review of technology improvements. Catal. Today 2001, 64, 3–8. [Google Scholar] [CrossRef]
- Van Bennekom, J.; Venderbosch, R.; Winkelman, J.; Wilbers, E.; Assink, D.; Lemmens, K.; Heeres, H. Methanol synthesis beyond chemical equilibrium. Chem. Eng. Sci. 2013, 87, 204–208. [Google Scholar] [CrossRef]
- Collodi, G.; Azzaro, G.; Ferrari, N.; Santos, S. Demonstrating Large Scale Industrial CCS through CCU—A Case Study for Methanol Production. Energy Procedia 2017, 114, 122–138. [Google Scholar] [CrossRef]
- Bellotti, D.; Rivarolo, M.; Magistri, L.; Massardo, A.F. Feasibility study of methanol production plant from hydrogen and captured carbon dioxide. J. CO2 Util. 2017, 21, 132–138. [Google Scholar] [CrossRef]
- Mbatha, S.; Everson, R.C.; Musyoka, N.M.; Langmi, H.W.; Lanzini, A.; Brilman, W. Power-to-methanol process: A review of electrolysis, methanol catalysts, kinetics, reactor designs and modelling, process integration, optimisation, and techno-economics. Sustain. Energy Fuels. 2021, 5, 3490–3569. [Google Scholar] [CrossRef]
- Chehade, Z.; Mansilla, C.; Lucchese, P.; Hilliard, S.; Proost, J. Review and analysis of demonstration projects on power-to-X pathways in the world. Int. J. Hydrogen Energy 2019, 44, 27637–27655. [Google Scholar] [CrossRef]
- Bellotti, D.; Rivarolo, M.; Magistri, L. Clean fuels synthesis from green hydrogen: A techno-economic comparative analysis. E3S Web Conf. 2021, 238, 03001. [Google Scholar] [CrossRef]
- Zhang, Y.; Wan, L.; Guan, J.; Xiong, Q.; Zhang, S.; Jin, X. A Review on Biomass Gasification: Effect of Main Parameters on Char Generation and Reaction. Energy Fuels 2020, 34, 13438–13455. [Google Scholar] [CrossRef]
- Sari, D. Methane capture installation for greenhouse gasses emission reduction in palm oil mill. J. Adv. Res. Dyn. Control. Syst. 2019, 11, 459–464. [Google Scholar] [CrossRef]
- Lam, M.K.; Lee, K.T. Renewable and sustainable bioenergies production from palm oil mill effluent (POME): Win–win strategies toward better environmental protection. Biotechnol. Adv. 2011, 29, 124–141. [Google Scholar] [CrossRef]
- Centi, G.; Perathoner, S. Opportunities and prospects in the chemical recycling of carbon dioxide to fuels. Catal. Today. 2009, 148, 191–205. [Google Scholar] [CrossRef]
- Do, N.T.Q.; Haag, S.; Castillo-Weltter, F.; Gunther, A. Flexible and Sustainable Methanol Production Including Option with Green Hydrogen. In Proceedings of the 14th International Symposium on Process System Engineering, Kyoto, Japan, 19–23 June 2022; Yamashita, Y., Kano, M., Eds.; pp. 775–780. [Google Scholar] [CrossRef]
- Lonis, F.; Tola, V.; Cau, G. Assessment of integrated energy systems for the production and use of renewable methanol by water electrolysis and CO2 hydrogenation. Fuel 2021, 285, 119160. [Google Scholar] [CrossRef]
- Liquid Wind. Flagships. Available online: https://www.liquidwind.se/flagships (accessed on 19 December 2022).
- Pekic, S. Ørsted Joins Liquid Wind on FlagshipONE E-Methanol Project. 2022. Available online: https://www.offshore-energy.biz/orsted-joins-liquid-wind-on-flagshipone-e-methanol-project/ (accessed on 25 December 2022).
- Ji, M.; Wang, J. Review and comparison of various hydrogen production methods based on costs and life cycle impact assessment indicators. Int. J. Hydrogen Energy 2021, 46, 38612–38635. [Google Scholar] [CrossRef]
- Newborough, M.; Cooley, G. Developments in the global hydrogen market: Electrolyser deployment rationale and renewable hydrogen strategies and policies. Fuel Cells Bull. 2020, 2020, 16–22. [Google Scholar] [CrossRef]
- IRENA. Policies for Green Hydrogen. 2020. Available online: https://www.irena.org/Energy-Transition/Policy/Policies-for-green-hydrogen (accessed on 31 October 2022).
- Gerloff, N. Comparative Life-Cycle-Assessment analysis of three major water electrolysis technologies while applying various energy scenarios for a greener hydrogen production. J. Energy Storage 2021, 43, 102759. [Google Scholar] [CrossRef]
- Beswick, R.R.; Oliveira, A.M.; Yan, Y. Does the Green Hydrogen Economy Have a Water Problem? ACS Energy Lett. 2021, 6, 3167–3169. [Google Scholar] [CrossRef]
- Palmer, G.; Roberts, A.; Hoadley, A.; Dargaville, R.; Honnery, D. Life-cycle greenhouse gas emissions and net energy assessment of large-scale hydrogen production via electrolysis and solar PV. Energy Environ. Sci. 2021, 14, 5113–5131. [Google Scholar] [CrossRef]
- Papadias, D.D.; J.-Peng, K.; Ahluwalia, R.K. Hydrogen carriers: Production, transmission, decomposition, and storage. Int. J. Hydrogen Energy 2021, 46, 24169–24189. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Hydrogen Production: Electrolysis. Available online: https://www.energy.gov/eere/fuelcells/hydrogen-production-electrolysis (accessed on 27 October 2022).
- Brauns, J.; Turek, T. Alkaline Water Electrolysis Powered by Renewable Energy: A Review. Processes 2020, 8, 248. [Google Scholar] [CrossRef]
- Kumar, S.S.; Himabindu, V. Hydrogen production by PEM water electrolysis—A review. Mater. Sci. Energy Technol. 2019, 2, 442–454. [Google Scholar] [CrossRef]
- Maric, R.; Yu, H. Proton Exchange Membrane Water Electrolysis as a Promising Technology for Hydrogen Production and Energy Storage. In Nanostructures in Energy Generation, Transmission and Storage; Fedorenko, Y., Ed.; IntechOpen: Rijeka, Croatia, 2018; p. 6. [Google Scholar] [CrossRef] [Green Version]
- Tajuddin, A.A.H.; Wakisaka, M.; Ohto, T.; Yu, Y.; Fukushima, H.; Tanimoto, H.; Li, X.; Misu, Y.; Jeong, S.; Fujita, J.; et al. Corrosion-resistant and high-entropic non-noble-metal electrodes for oxygen evolution in acidic media. Adv. Mater. 2022, 35, 2207466. [Google Scholar] [CrossRef]
- Hu, C.; Zhang, L.; Gong, J. Recent progress made in the mechanism comprehension and design of electrocatalysts for alkaline water splitting. Energy Environ. Sci. 2019, 12, 2620–2645. [Google Scholar] [CrossRef]
- Wu, J.; Myung, J.; Ding, D.; Zhu, T. Editorial: High Temperature Solid Oxide Cells. Front. Chem. 2021, 9, 719826. [Google Scholar] [CrossRef] [PubMed]
- Brisse, A.; Schefold, J.; Zahid, M. High temperature water electrolysis in solid oxide cells. Int. J. Hydrogen Energy 2008, 33, 5375–5382. [Google Scholar] [CrossRef]
- Wang, S.; Lu, A.; C.-Zhong, J. Hydrogen production from water electrolysis: Role of catalysts. Nano Converg. 2021, 8, 4. [Google Scholar] [CrossRef] [PubMed]
- Ishihara, T.; Kanno, T. Steam electrolysis using LaGaO3 based perovskite electrolyte for recovery of unused heat energy. ISIJ Int. 2010, 50, 1291–1295. [Google Scholar] [CrossRef]
- Singh, B.; Ghosh, S.; Aich, S.; Roy, B. Low temperature solid oxide electrolytes (LT-SOE): A review. J. Power Sources 2017, 339, 103–135. [Google Scholar] [CrossRef]
- Nechache, A.; Hody, S. Alternative and innovative solid oxide electrolysis cell materials: A short review. Renew. Sustain. Energy Rev. 2021, 149, 111322. [Google Scholar] [CrossRef]
- Sunfire. Successful Test Operation of the World’s Largest High-Temperature Electrolysis Module. 2021. Available online: https://www.sunfire.de/en/news/detail/successful-test-operation-of-the-worlds-largest-high-temperature-electrolysis-module (accessed on 25 December 2022).
- Wang, Z.; Gu, Y.; Wang, L. Revisiting solar hydrogen production through photovoltaic-electrocatalytic and photoelectrochemical water splitting. Front. Energy 2021, 15, 596–599. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Hydrogen Production: Photoelectrochemical Water Splitting. Available online: https://www.energy.gov/eere/fuelcells/hydrogen-production-photoelectrochemical-water-splitting (accessed on 1 November 2022).
- Grimes, C.A.; Varghese, O.K.; Ranjan, S. Photovoltaic—Electrolysis Cells. In Light, Water, Hydrogen: The Solar Generation of Hydrogen by Water Photoelectrolysis; Grimes, C.A., Varghese, O.K., Ranjan, S., Eds.; Springer: Boston, MA, USA, 2008; pp. 485–516. [Google Scholar] [CrossRef]
- Takanabe, K. Photocatalytic Water Splitting: Quantitative Approaches toward Photocatalyst by Design. ACS Catal. 2017, 7, 8006–8022. [Google Scholar] [CrossRef]
- Takata, T.; Domen, K. Particulate Photocatalysts for Water Splitting: Recent Advances and Future Prospects. ACS Energy Lett. 2019, 4, 542–549. [Google Scholar] [CrossRef]
- Li, Y.; S.Tsang, C.E. Recent progress and strategies for enhancing photocatalytic water splitting. Mater. Today Sustain. 2020, 9, 100032. [Google Scholar] [CrossRef]
- Bie, C.; Wang, L.; Yu, J. Challenges for photocatalytic overall water splitting. Chem 2022, 8, 1567–1574. [Google Scholar] [CrossRef]
- Li, R.; Li, C. Chapter One—Photocatalytic Water Splitting on Semiconductor-Based Photocatalysts. In Advances in Catalysis; Song, C., Ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 1–57. [Google Scholar] [CrossRef]
- Wang, Z.; Luo, Y.; Hisatomi, T.; J.Vequizo, J.M.; Suzuki, S.; Chen, S.; Nakabayashi, M.; Lin, L.; Pan, Z.; Kariya, N.; et al. Sequential cocatalyst decoration on BaTaO2N towards highly-active Z-scheme water splitting. Nat. Commun. 2021, 12, 1005. [Google Scholar] [CrossRef] [PubMed]
- García-Sánchez, A.; Gomez-Mendoza, M.; Barawi, M.; Villar-Garcia, I.J.; Liras, M.; Gándara, F.; O’Shea, V.A.D.L.P. Fundamental Insights into Photoelectrocatalytic Hydrogen Production with a Hole-Transport Bismuth Metal–Organic Framework. J. Am. Chem. Soc. 2020, 142, 318–326. [Google Scholar] [CrossRef] [PubMed]
- Mehtab, A.; Alshehri, S.M.; Ahmad, T. Photocatalytic and Photoelectrocatalytic Water Splitting by Porous g-C3N4 Nanosheets for Hydrogen Generation. ACS Appl. Nano Mater. 2022, 5, 12656–12665. [Google Scholar] [CrossRef]
- Radowitz, B. Very Disruptive’ Direct Solar-to-Hydrogen Commercially Viable by 2030. Recharge. 2021. Available online: https://www.rechargenews.com/energy-transition/very-disruptive-direct-solar-to-hydrogen-commercially-viable-by-2030-says-oil-group-repsol/2-1-1056771 (accessed on 1 November 2022).
- Gibson, T.L.; Kelly, N.A. Predicting efficiency of solar powered hydrogen generation using photovoltaic-electrolysis devices. Int. J. Hydrogen Energy 2010, 35, 900–911. [Google Scholar] [CrossRef]
- Jia, J.; Seitz, L.C.; Benck, J.D.; Huo, Y.; Chen, Y.; J.Ng, W.D.; Bilir, T.; Harris, J.S.; Jaramillo, T.F. Solar water splitting by photovoltaic-electrolysis with a solar-to-hydrogen efficiency over 30%. Nat. Commun. 2016, 7, 13237. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Alshankiti, I.; Ziani, A.; Idriss, H. Demonstration of green hydrogen production using solar energy at 28% efficiency and evaluation of its economic viability. Sustain. Energy Fuels 2021, 5, 1085–1094. [Google Scholar] [CrossRef]
- Yi, X.; Song, L.; Ouyang, S.; Wang, N.; Chen, H.; Wang, J.; Lv, J.; Ye, J. Cost-Efficient Photovoltaic-Water Electrolysis over Ultrathin Nanosheets of Cobalt/Iron–Molybdenum Oxides for Potential Large-Scale Hydrogen Production. Small 2021, 17, 2102222. [Google Scholar] [CrossRef]
- Pan, S.; Li, R.; Zhang, Q.; Cui, C.; Wang, M.; Shi, B.; Wang, P.; Zhang, C.; Zhang, B.; Zhao, Y.; et al. An over 20% solar-to-hydrogen efficiency system comprising a self-reconstructed NiCoFe-based hydroxide nanosheet electrocatalyst and monolithic perovskite/silicon tandem solar cell. J. Mater. Chem. A 2021, 9, 14085–14092. [Google Scholar] [CrossRef]
- Si, F.; Wei, M.; Li, M.; Xie, X.; Gao, Q.; Cai, X.; Zhang, S.; Peng, F.; Fang, Y.; Yang, S. Natural light driven photovoltaic-electrolysis water splitting with 12.7% solar-to-hydrogen conversion efficiency using a two-electrode system grown with metal foam. J. Power Sources 2022, 538, 231536. [Google Scholar] [CrossRef]
- Boretti, A.; Nayfeh, J.; Al-Maaitah, A. Hydrogen Production by Solar Thermochemical Water-Splitting Cycle via a Beam Down Concentrator. Front. Energy Res. 2021, 9, 666191. [Google Scholar] [CrossRef]
- Abanades, S. Metal Oxides Applied to Thermochemical Water-Splitting for Hydrogen Production Using Concentrated Solar Energy. ChemEngineering 2019, 3, 63. [Google Scholar] [CrossRef]
- Song, H.; Luo, S.; Huang, H.; Deng, B.; Ye, J. Solar-Driven Hydrogen Production: Recent Advances, Challenges, and Future Perspectives. ACS Energy Lett. 2022, 7, 1043–1065. [Google Scholar] [CrossRef]
- Ma, Z.; Davenport, P.; Saur, G. System and technoeconomic analysis of solar thermochemical hydrogen production. Renew. Energy 2022, 190, 294–308. [Google Scholar] [CrossRef]
- Li, X.; Sun, X.; Song, Q.; Yang, Z.; Wang, H.; Duan, Y. A critical review on integrated system design of solar thermochemical water-splitting cycle for hydrogen production. Int. J. Hydrogen Energy 2022, 47, 33619–33642. [Google Scholar] [CrossRef]
- Safari, F.; Dincer, I. A review and comparative evaluation of thermochemical water splitting cycles for hydrogen production. Energy Convers. Manag. 2020, 205, 112182. [Google Scholar] [CrossRef]
- Sadeghi, S.; Ghandehariun, S. A standalone solar thermochemical water splitting hydrogen plant with high-temperature molten salt: Thermodynamic and economic analyses and multi-objective optimization. Energy 2022, 240, 122723. [Google Scholar] [CrossRef]
- Muhich, C.; Ehrhart, B.; Al-Shankiti, I.; Ward, B.J.; Musgrave, C.B.; Weimer, A.W. A review and perspective of efficient hydrogen generation via solar thermal water splitting. Wiley Interdiscip. Rev. Energy Environ. 2016, 5, 261–287. [Google Scholar] [CrossRef]
- Hosseini, S.E.; Wahid, M.A. Hydrogen from solar energy, a clean energy carrier from a sustainable source of energy. Int. J. Energy Res. 2020, 44, 4110–4131. [Google Scholar] [CrossRef]
- Touloupakis, E.; Faraloni, C.; Benavides, A.M.S.; Torzillo, G. Recent Achievements in Microalgal Photobiological Hydrogen Production. Energies 2021, 14, 7170. [Google Scholar] [CrossRef]
- Ramprakash, B.; Lindblad, P.; Eaton-Rye, J.J.; Incharoensakdi, A. Current strategies and future perspectives in biological hydrogen production: A review. Renew. Sustain. Energy Rev. 2022, 168, 112773. [Google Scholar] [CrossRef]
- Ahmed, S.F.; Rafa, N.; Mofijur, M.; Badruddin, I.A.; Inayat, A.; Ali, S.; Farrok, O.; Khan, T.M.Y. Biohydrogen Production from Biomass Sources: Metabolic Pathways and Economic Analysis. Front. Energy Res. 2021, 9, 753878. [Google Scholar] [CrossRef]
- Melitos, G.; Voulkopoulos, X.; Zabaniotou, A. Waste to Sustainable Biohydrogen Production Via Photo-Fermentation and Biophotolysis—A Systematic Review. Renew. Energy Environ. Sustain. 2021, 6, 45. [Google Scholar] [CrossRef]
- How Wind Energy Can Help Clean Hydrogen Contribute to a Zero-Carbon Future. 2022. Available online: https://www.energy.gov/eere/articles/how-wind-energy-can-help-clean-hydrogen-contribute-zero-carbon-future (accessed on 17 November 2022).
- Zhang, Z.; Yan, Y.; Zhang, L.; Ju, S. Hollow fiber membrane contactor absorption of CO2 from the flue gas: Review and perspective. Glob. Int. J. 2014, 16, 355–374. [Google Scholar]
- Schrotenboer, A.H.; Veenstra, A.A.; Broek, M.A.U.H.; Ursavas, E. A Green Hydrogen Energy System: Optimal control strategies for integrated hydrogen storage and power generation with wind energy. Renew. Sustain. Energy Rev. 2022, 168, 112744. [Google Scholar] [CrossRef]
- Zhang, G.; Wan, X. A wind-hydrogen energy storage system model for massive wind energy curtailment. Int. J. Hydrogen Energy 2014, 39, 1243–1252. [Google Scholar] [CrossRef]
- Douak, M.; Settou, N. Estimation of Hydrogen Production Using Wind Energy in Algeria. Energy Procedia 2015, 74, 981–990. [Google Scholar] [CrossRef] [Green Version]
- Ziazi, R.; Mohammadi, K.; Goudarzi, N. Techno-Economic Assessment of Utilizing Wind Energy for Hydrogen Production Through Electrolysis. In Proceedings of the ASME 2017 Power Conference, Charlotte, NC, USA, 26–30 June 2017. [Google Scholar] [CrossRef]
- Nnabuife, S.G.; Ugbeh-Johnson, J.; Okeke, N.E.; Ogbonnaya, C. Present and Projected Developments in Hydrogen Production: A Technological Review. Carbon Capture Sci. Technol. 2022, 3, 100042. [Google Scholar] [CrossRef]
- Heuser, P.-M.; Ryberg, D.S.; Grube, T.; Robinius, M.; Stolten, D. Techno-economic analysis of a potential energy trading link between Patagonia and Japan based on CO2 free hydrogen. Int. J. Hydrogen Energy 2019, 44, 12733–12747. [Google Scholar] [CrossRef]
- Schorn, F.; Breuer, J.L.; Samsun, R.C.; Schnorbus, T.; Heuser, B.; Peters, R.; Stolten, D. Methanol as a renewable energy carrier: An assessment of production and transportation costs for selected global locations. Adv. Appl. Energy 2021, 3, 100050. [Google Scholar] [CrossRef]
- Bazaluk, O.; Havrysh, V.; Nitsenko, V.; Baležentis, T.; Streimikiene, D.; Tarkhanova, E.A. Assessment of Green Methanol Production Potential and Related Economic and Environmental Benefits: The Case of China. Energies 2020, 13, 3113. [Google Scholar] [CrossRef]
- Dahmen, N.; Lewandowski, I.; Zibek, S.; Weidtmann, A. Integrated lignocellulosic value chains in a growing bioeconomy: Status quo and perspectives. GCB Bioenergy 2019, 11, 107–117. [Google Scholar] [CrossRef]
- Dalena, F.; Senatore, A.; Tursi, A.; Basile, A. Bioenergy production from second and third generation feedstocks. In Bioenergy Systems for the Future Prospects for Biofuels and Biohydrogen; Elseiver Publishing: London, UK, 2017. [Google Scholar]
- Liu, J.; Jin, F.; Fan, M.; Zhu, L.; Tang, C.; Chang, R.; Jia, Q.; Li, Q. Production of high-pure hydrogen by an integrated catalytic process: Comparison of different lignocellulosic biomasses and three major components. Fuel 2018, 226, 322–330. [Google Scholar] [CrossRef]
- Lepage, T.; Kammoun, M.; Schmetz, Q.; Richel, A. Biomass-to-hydrogen: A review of main routes production, processes evaluation and techno-economical assessment. Biomass Bioenergy 2021, 144, 105920. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Narayanan, K.S. Hydrogen production from steam gasification of biomass: Influence of process parameters on hydrogen yield—A review. Renew. Energy 2014, 66, 570–579. [Google Scholar] [CrossRef]
- Lopez, G.; Santamaria, L.; Lemonidou, A.; Zhang, S.; Wu, C.; Sipra, A.T.; Gao, N. Hydrogen generation from biomass by pyrolysis. Nat. Rev. Methods Prim. 2022, 2, 20. [Google Scholar] [CrossRef]
- Simell, P.; Kurkela, E.; Ståhlberg, P.; Hepola, J. Catalytic hot gas cleaning of gasification gas. Catal. Today 1996, 37, 459. [Google Scholar] [CrossRef]
- Entesari, N.; Goeppert, A.; Prakash, G.K.S. Renewable methanol synthesis through single step bi-reforming of biogas. Ind. Eng. Chem. Res. 2020, 59, 10542–10551. [Google Scholar] [CrossRef]
- Henstra, A.M.; Sipma, J.; Rinzema, A.; Stams, A.J.M. Microbiology of synthesis gas fermentation for biofuel production. Curr. Opin. Biotechnol. 2007, 18, 200–206. [Google Scholar] [CrossRef]
- Ghimire, A.; Frunzo, L.; Pirozzi, F.; Trably, E.; Escudie, R.; Lens, P.N.L.; Esposito, G. A review on dark fermentative biohydrogen production from organic biomass: Process parameters and use of by-products. Appl. Energy 2015, 144, 73–95. [Google Scholar] [CrossRef]
- El-Dalatony, M.M.; Zheng, Y.; Ji, M.-K.; Li, X.; Salama, E.-S. Metabolic pathways for microalgal biohydrogen production: Current progress and future prospectives. Bioresour. Technol. 2020, 318, 124253. [Google Scholar] [CrossRef]
- Pasaribu, M.; Purba, F.S.P.; Sitompul, E.Y.R.; Nainggolan, E.A. Biohydrogen production from palm oil mill effluent by dark fermentation using clostridium butyricum. IOP Conf. Ser. Mater. Sci. Eng. 2020, 885, 12049. [Google Scholar] [CrossRef]
- Zhang, T.; Jiang, D.; Zhang, H.; Jing, Y.; Tahir, N.; Zhang, Y.; Zhang, Q. Comparative study on bio-hydrogen production from corn stover: Photo-fermentation, dark-fermentation and dark-photo co-fermentation. Int. J. Hydrogen Energy 2020, 45, 3807–3814. [Google Scholar] [CrossRef]
- Osman, A.I.; Deka, T.J.; Baruah, D.C.; Rooney, D.W. Critical challenges in biohydrogen production processes from the organic feedstocks. Biomass Convers. Biorefinery 2020, 141, 117–129. [Google Scholar] [CrossRef]
- Kadier, A.; Simayi, Y.; Abdeshahian, P.; Azman, N.F.; Chandrasekhar, K.; Kalil, M.S. A comprehensive review of microbial electrolysis cells (MEC) reactor designs and configurations for sustainable hydrogen gas production. Alexandria Eng. J. 2016, 55, 427–443. [Google Scholar] [CrossRef]
- Lindsey, R.; Dlugokencky, E. Climate Change: Atmospheric Carbon Dioxide. 2022. Available online: https://www.climate.gov/news-features/understanding-climate/climate-change-atmospheric-carbon-dioxide (accessed on 19 November 2022).
- NOAA Research News. Global Atmospheric Carbon Dioxide Levels Continue to Rise. 2022. Available online: https://research.noaa.gov/article/ArtMID/587/ArticleID/2914/No-sign-of-significant-decrease-in-global-CO2-emissions (accessed on 20 November 2022).
- Hank, C.; Gelpke, S.; Schnabl, A.; White, R.J.; Full, J.; Wiebe, N.; Smolinka, T.; Schaadt, A.; H.-Henning, M.; Hebling, C. Economics & carbon dioxide avoidance cost of methanol production based on renewable hydrogen and recycled carbon dioxide—Power-to-methanol. Sustain. Energy Fuels 2018, 2, 1244–1261. [Google Scholar] [CrossRef]
- Rajabloo, T.; Valee, J.; Marenne, Y.; Coppens, L.; de Ceuninck, W. Carbon capture and utilization for industrial applications. Energy Rep. 2023, 9, 111–116. [Google Scholar] [CrossRef]
- Li, B.; Shi, Y.; Hao, J.; Ma, C.; Pang, C.; Yang, H. Research on a Carbon Emission Calculation Model and Method for an Underground Fully Mechanized Mining Process. Energies 2022, 15, 2871. [Google Scholar] [CrossRef]
- Kuttippurath, J.; Peter, R.; Singh, A.; Raj, S. The increasing atmospheric CO2 over India: Comparison to global trends. IScience 2022, 25, 104863. [Google Scholar] [CrossRef]
- IEA. CCUS in Clean Energy Transitions, Paris. 2020. Available online: https://www.iea.org/reports/ccus-in-clean-energy-transitions (accessed on 24 November 2022).
- Ozkan, M.; Nayak, S.P.; Ruiz, A.D.; Jiang, W. Current status and pillars of direct air capture technologies. iScience 2022, 25, 103990. [Google Scholar] [CrossRef]
- Budinis, S. Direct Air Capture, Paris. 2022. Available online: https://www.iea.org/reports/direct-air-capture (accessed on 24 November 2022).
- Zhu, X.; Xie, W.; Wu, J.; Miao, Y.; Xiang, C.; Chen, C.; Ge, B.; Gan, Z.; Yang, F.; Zhang, M.; et al. Recent advances in direct air capture by adsorption. Chem. Soc. Rev. 2022, 51, 6574–6651. [Google Scholar] [CrossRef]
- Bravo, J.; Drapanauskaite, D.; Sarunac, N.; Romero, C.; Jesikiewicz, T.; Baltrusaitis, J. Optimization of energy requirements for CO2 post-combustion capture process through advanced thermal integration. Fuel 2021, 283, 118940. [Google Scholar] [CrossRef]
- Lv, B.; Guo, B.; Zhou, Z.; Jing, G. Mechanisms of CO2 Capture into Monoethanolamine Solution with Different CO2 Loading during the Absorption/Desorption Processes. Environ. Sci. Technol. 2015, 49, 10728–10735. [Google Scholar] [CrossRef]
- Azizi, F.; Kaady, L.; Al-Hindi, M. Chemical absorption of CO2 in alkaline solutions using an intensified reactor. Can. J. Chem. Eng. 2022, 100, 2172–2190. [Google Scholar] [CrossRef]
- Shi, X.; Xiao, H.; Azarabadi, H.; Song, J.; Wu, X.; Chen, X.; Lackner, K.S. Sorbents for the Direct Capture of CO2 from Ambient Air. Angew. Chem. Int. Ed. 2020, 59, 6984–7006. [Google Scholar] [CrossRef] [PubMed]
- Jeong-Potter, C.; Farrauto, R. Feasibility Study of Combining Direct Air Capture of CO2 and Methanation at Isothermal Conditions with Dual Function Materials. Appl. Catal. B Environ. 2021, 282, 119416. [Google Scholar] [CrossRef]
- Chatterjee, S.; K.-Huang, W. Unrealistic energy and materials requirement for direct air capture in deep mitigation pathways. Nat. Commun. 2020, 11, 3287. [Google Scholar] [CrossRef]
- Deutz, S.; Bardow, A. Life-cycle assessment of an industrial direct air capture process based on temperature–vacuum swing adsorption. Nat. Energy 2021, 6, 203–213. [Google Scholar] [CrossRef]
- Wang, J.; Fu, R.; Wen, S.; Ning, P.; Helal, M.H.; Salem, M.A.; Bin Xu, B.; El-Bahy, Z.M.; Huang, M.; Guo, Z.; et al. Progress and current challenges for CO2 capture materials from ambient air. Adv. Compos. Hybrid Mater. 2022, 5, 2721–2759. [Google Scholar] [CrossRef]
- Chang, R.; Wu, X.; Cheung, O.; Liu, W. Synthetic solid oxide sorbents for CO2 capture: State-of-the art and future perspectives. J. Mater. Chem. A 2022, 10, 1682–1705. [Google Scholar] [CrossRef]
- Indira, V.; Abhitha, K. A review on recent developments in Zeolite A synthesis for improved carbon dioxide capture: Implications for the water-energy nexus. Energy Nexus 2022, 7, 100095. [Google Scholar] [CrossRef]
- Panda, D.; Kumar, E.A.; Singh, S.K. Amine Modification of Binder-Containing Zeolite 4A Bodies for Post-Combustion CO2 Capture. Ind. Eng. Chem. Res. 2019, 58, 5301–5313. [Google Scholar] [CrossRef]
- Barzagli, F.; Giorgi, C.; Mani, F.; Peruzzini, M. Screening Study of Different Amine-Based Solutions as Sorbents for Direct CO2 Capture from Air. ACS Sustain. Chem. Eng. 2020, 8, 14013–14021. [Google Scholar] [CrossRef]
- Fujikawa, S.; Selyanchyn, R.; Kunitake, T. A new strategy for membrane-based direct air capture. Polym. J. 2021, 53, 111–119. [Google Scholar] [CrossRef]
- Castel, C.; Bounaceur, R.; Favre, E. Membrane Processes for Direct Carbon Dioxide Capture from Air: Possibilities and Limitations. Front. Chem. Eng. 2021, 3, 668867. [Google Scholar] [CrossRef]
- Larkin, C.; Morrison, J.; Hemmings, M.; Guanhong, L.; Zhang, G.; Oliva, F.; García–García, F.R. Hollow Fibre Adsorption Unit for On-board Carbon Capture: The Key to Reducing Transport Emissions. Carbon Capture Sci. Technol. 2022, 2, 100034. [Google Scholar] [CrossRef]
- Olabi, A.G.; Wilberforce, T.; Elsaid, K.; Sayed, E.T.; Maghrabie, H.M.; Abdelkareem, M.A. Large scale application of carbon capture to process industries—A review. J. Clean. Prod. 2022, 362, 132300. [Google Scholar] [CrossRef]
- Ritchie, H.; Roser, M.; Rosado, P. CO2 and Greenhouse Gas Emissions. 2020. Available online: https://ourworldindata.org/co2-and-other-greenhouse-gas-emissions (accessed on 20 November 2022).
- Energy Consumption in the Iron and Steel Sector by Scenario, Paris. 2022. Available online: https://www.iea.org/data-and-statistics/charts/energy-consumption-in-the-iron-and-steel-sector-by-scenario (accessed on 24 November 2022).
- Kim, J.; Sovacool, B.K.; Bazilian, M.; Griffiths, S.; Lee, J.; Yang, M.; Lee, J. Decarbonizing the iron and steel industry: A systematic review of sociotechnical systems, technological innovations, and policy options. Energy Res. Soc. Sci. 2022, 89, 102565. [Google Scholar] [CrossRef]
- Mukherjee, A.; Okolie, J.A.; Abdelrasoul, A.; Niu, C.; Dalai, A.K. Review of post-combustion carbon dioxide capture technologies using activated carbon. J. Environ. Sci. 2019, 83, 46–63. [Google Scholar] [CrossRef]
- Smith, K.H.; Ashkanani, H.E.; Morsi, B.I.; Siefert, N.S. Physical solvents and techno-economic analysis for pre-combustion CO2 capture: A review. Int. J. Greenh. Gas Control 2022, 118, 103694. [Google Scholar] [CrossRef]
- Cebrucean, D.; Ionel, I. 5.15—Biomass Co-Firing with Carbon Capture. In Comprehensive Renewable Energy, 2nd ed.; Letcher, E., Ed.; Elsevier: Oxford, UK, 2022; pp. 330–347. [Google Scholar] [CrossRef]
- Koohestanian, E.; Shahraki, F. Review on principles, recent progress, and future challenges for oxy-fuel combustion CO2 capture using compression and purification unit. J. Environ. Chem. Eng. 2021, 9, 105777. [Google Scholar] [CrossRef]
- Stanger, R.; Wall, T.; Spörl, R.; Paneru, M.; Grathwohl, S.; Weidmann, M.; Scheffknecht, G.; McDonald, D.; Myöhänen, K.; Ritvanen, J.; et al. Oxyfuel combustion for CO2 capture in power plants. Int. J. Greenh. Gas Control 2015, 40, 55–125. [Google Scholar] [CrossRef]
- Van Paasen, S.; Infantino, M.; Yao, J.; Leenders, S.H.; van de Graaf, J.M.; Klingler, A.; Zerobin, F.; Pröll, T.; Schöny, G.; Fuchs, J.; et al. Development of the solid sorbent technology for post combustion CO2 capture towards commercial prototype. Int. J. Greenh. Gas Control 2021, 109, 103368. [Google Scholar] [CrossRef]
- Basile, A.; Gugliuzza, A.; Iulianelli, A.; Morrone, P. 5—Membrane Technology for Carbon Dioxide (CO2) Capture in Power Plants. In Advanced Membrane Science and Technology for Sustainable Energy and Environmental Applications; Woodhead Publishing Series in, Energy; Basile, A., Nunes, E.A., Eds.; Woodhead Publishing: Sawston, UK, 2011; pp. 113–159. [Google Scholar] [CrossRef]
- Jassim, M.S.; Rochelle, G.T. Innovative Absorber/Stripper Configurations for CO2 Capture by Aqueous Monoethanolamine. Ind. Eng. Chem. Res. 2006, 45, 2465–2472. [Google Scholar] [CrossRef]
- Siqueira, R.M.; Freitas, G.R.; Peixoto, H.R.; Nascimento, J.F.D.; Musse, A.P.S.; Torres, A.E.; Azevedo, D.C.; Bastos-Neto, M. Carbon Dioxide Capture by Pressure Swing Adsorption. Energy Procedia 2017, 114, 2182–2192. [Google Scholar] [CrossRef]
- Ntiamoah, A.; Ling, J.; Xiao, P.; Webley, P.A.; Zhai, Y. CO2 Capture by Temperature Swing Adsorption: Use of Hot CO2-Rich Gas for Regeneration. Ind. Eng. Chem. Res. 2016, 55, 703–713. [Google Scholar] [CrossRef]
- Merkel, T.C.; Lin, H.; Wei, X.; Baker, R. Power plant post-combustion carbon dioxide capture: An opportunity for membranes. J. Memb. Sci. 2010, 359, 126–139. [Google Scholar] [CrossRef]
- Chen, G.; Wang, T.; Zhang, G.; Liu, G.; Jin, W. Membrane materials targeting carbon capture and utilization. Adv. Membr. 2022, 2, 100025. [Google Scholar] [CrossRef]
- Shiraishi, T.; Hirata, R.; Hirano, T. New inventories of global carbon dioxide emissions through biomass burning in 2001–2020. Remote Sens. 2021, 13, 1914. [Google Scholar] [CrossRef]
- Inayat, A.; Ahmad, M.M.; Yusup, S.; Mutalib, M.I.A. Biomass steam gasification with in-situ co2 capture for enriched hydrogen gas production: A reaction kinetics modelling approach. Energies 2010, 3, 1472–1484. [Google Scholar] [CrossRef]
- Detchusananard, T.; Im-orb, K.; Ponpesh, P.; Arpornwichanop, A. Biomass gasification integrated with co2 capture processes for high-purity hydrogen production: Process performance and energy analysis. Energy Convers. Manag. 2018, 171, 1560–1572. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Zhao, M.; Fennell, P.S.; Shah, N.; Anthony, E.J. Progress in biofuel production from gasification. Prog. Energy Combust. Sci. 2017, 61, 189–248. [Google Scholar] [CrossRef]
- Dinca, C.; Slavu, N.; Cormoş, C.C.; Badea, A. CO2 capture from syngas generated by a biomass gasification power plant with chemical absorption process. Energy 2018, 149, 925–936. [Google Scholar] [CrossRef]
- Dashtestani, F.; Nusheh, M.; Siriwongrungson, V.; Hongrapipat, J.; Materic, V.; Pang, S. CO2 capture from biomass gasification producer gas using a novel calcium and iron-based sorbent through carbonation–calcination looping. Ind. Eng. Chem. Res. 2020, 59, 18447–18459. [Google Scholar] [CrossRef]
- Li, H.; Mehmood, D.; Thorin, E.; Yu, Z. Biomethane production via anaerobic digestion and biomass gasification. Energy Procedia 2017, 105, 1172–1177. [Google Scholar] [CrossRef]
- Menin, L.; Benedetti, V.; Patuzzi, F.; Baratieri, M. Techno-economic modeling of an integrated biomethane-biomethanol production process via biomass gasification, electrolysis, biomethanation, and catalytic methanol synthesis. Biomass Convers. Biorefin. 2020, 13, 977–998. [Google Scholar] [CrossRef]
- Buffo, G.; Marocco, P.; Ferrero, D.; Lanzini, A.; Santarelli, M. Power-to-X and Power-to-Power Routes. In Solar Hydrogen Production; Calise, F., D’Accadia, M.D., Santarelli, M., Lanzini, A., Ferrero, D.B.T., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 529–557. [Google Scholar] [CrossRef]
- Moreira, D.; J.Pires, C.M. Atmospheric CO2 capture by algae: Negative carbon dioxide emission path. Bioresour. Technol. 2016, 215, 371–379. [Google Scholar] [CrossRef]
- Wich, T.; Lueke, W.; Deerberg, G.; Oles, M. Carbon2Chem®-CCU as a Step Toward a Circular Economy. Front. Energy Res. 2020, 7, 00162. Available online: https://www.frontiersin.org/articles/10.3389/fenrg.2019.00162 (accessed on 3 January 2023). [CrossRef]
- Li, P.; Gong, S.; Li, C.; Liu, Z. Analysis of routes for electrochemical conversion of CO2 to methanol. Clean Energy 2022, 6, 202–210. [Google Scholar] [CrossRef]
- Zhong, J.; Yang, X.; Wu, Z.; Liang, B.; Huang, Y.; Zhang, T. State of the art and perspectives in heterogeneous catalysis of CO2 hydrogenation to methanol. Chem. Soc. Rev. 2020, 49, 1385–1413. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, G.; Song, C.; Guo, X. Catalytic Conversion of Carbon Dioxide to Methanol: Current Status and Future Perspective. Front. Energy Res. 2021, 8, 621119. Available online: https://www.frontiersin.org/articles/10.3389/fenrg.2020.621119 (accessed on 3 January 2023). [CrossRef]
- Wang, Y.; Gao, W.; Li, K.; Zheng, Y.; Xie, Z.; Na, W.; Chen, J.G.; Wang, H. Strong Evidence of the Role of H2O in Affecting Methanol Selectivity from CO2 Hydrogenation over Cu-ZnO-ZrO2. Chem 2020, 6, 419–430. [Google Scholar] [CrossRef]
- Allam, D.; Bennici, S.; Limousy, L.; Hocine, S. Improved Cu- and Zn-based catalysts for CO2 hydrogenation to methanol. Comptes Rendus Chim. 2019, 22, 227–237. [Google Scholar] [CrossRef]
- Thi, H.T.D.; Mizsey, P.; Toth, A.J. Separation of Alcohol-Water Mixtures by a Combination of Distillation, Hydrophilic and Organophilic Pervaporation Processes. Membranes 2020, 10, 345. [Google Scholar] [CrossRef] [PubMed]
- Scharzec, B.; Merschhoff, D.; Henrichs, J.; Kappert, E.J.; Skiborowski, M. Evaluation of membrane-assisted hybrid processes for the separation of a tetrahydrofuran-methanol-water mixture. Chem. Eng. Process. Process Intensif. 2021, 167, 108545. [Google Scholar] [CrossRef]
- Pinto, A. Methanol Distillation Process. U.S. Patent US4210495A, 14 February 1980. Available online: https://www.freepatentsonline.com/4210495.html (accessed on 24 November 2022).
- Liu, S.; Cui, C.; Sun, J. A Novel Synergistic 4-column Methanol Distillation Process. Chem. Eng. Trans. 2017, 61, 937–942. [Google Scholar] [CrossRef]
- Halager, N.S.; Bayer, C.; Kirkpatrick, R.; Gernaey, K.V.; Huusom, J.K.; Udugama, I.A. Modelling and control of an integrated high purity methanol distillation configuration. Chem. Eng. Process. Process Intensif. 2021, 169, 108640. [Google Scholar] [CrossRef]
- Jana, A.K. Heat integrated distillation operation. Appl. Energy 2010, 87, 1477–1494. [Google Scholar] [CrossRef]
- Kiss, A.A.; Landaeta, S.J.F.; Ferreira, C.A.I. Towards energy efficient distillation technologies—Making the right choice. Energy 2012, 47, 531–542. [Google Scholar] [CrossRef]
- Suphanit, B. Design of internally heat-integrated distillation column (HIDiC): Uniform heat transfer area versus uniform heat distribution. Energy 2010, 35, 1505–1514. [Google Scholar] [CrossRef]
- Kim, Y. Energy Conservation of a Multi-Effect Distillation Column with Internal Heat Integration. J. Chem. Eng. Jpn. 2012, 45, 840–849. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, S.; Feng, X. A novel multi-effect methanol distillation process. Chem. Eng. Process. Process Intensif. 2010, 49, 1031–1037. [Google Scholar] [CrossRef]
- Liang, K.; Li, W.; Luo, H.; Xia, M.; Xu, C. Energy-Efficient Extractive Distillation Process by Combining Preconcentration Column and Entrainer Recovery Column. Ind. Eng. Chem. Res. 2014, 53, 7121–7131. [Google Scholar] [CrossRef]
- Huang, Y.; Baker, R.W.; Vane, L.M. Low-Energy Distillation-Membrane Separation Process. Ind. Eng. Chem. Res. 2010, 49, 3760–3768. [Google Scholar] [CrossRef]
- Vane, L.M. Review: Membrane Materials for the Removal of Water from Industrial Solvents by Pervaporation and Vapor Permeation. J. Chem. Technol. Biotechnol. 2019, 94, 343–365. [Google Scholar] [CrossRef]
- Vane, L.M. Review of pervaporation and vapor permeation process factors affecting the removal of water from industrial solvents. J. Chem. Technol. Biotechnol. 2020, 95, 495–512. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Noble, R.D.; Falconer, J.L.; Funke, H.H. Organics/water separation by pervaporation with a zeolite membrane. J. Memb. Sci. 1996, 117, 163–174. [Google Scholar] [CrossRef]
- Kachhadiya, D.D.; Murthy, Z.V.P. Preparation and characterization of ZIF-8 and ZIF-67 incorporated poly(vinylidene fluoride) membranes for pervaporative separation of methanol/water mixtures. Mater. Today Chem. 2021, 22, 100591. [Google Scholar] [CrossRef]
- Khaleque, A.; Alam, M.; Hoque, M.; Mondal, S.; Bin Haider, J.; Xu, B.; Johir, M.; Karmakar, A.K.; Zhou, J.; Ahmed, M.B.; et al. Zeolite synthesis from low-cost materials and environmental applications: A review. Environ. Adv. 2020, 2, 100019. [Google Scholar] [CrossRef]
- Aoki, K.; Kusakabe, K.; Morooka, S. Separation of Gases with an A-Type Zeolite Membrane. Ind. Eng. Chem. Res. 2000, 39, 2245–2251. [Google Scholar] [CrossRef]
- Peng, L.; Wu, Z.; Wang, B.; Liu, H.; Zhang, C.; Gu, X. Fabrication of high-stability W-MFI zeolite membranes for ethanol/water mixture separation. J. Memb. Sci. 2022, 659, 120729. [Google Scholar] [CrossRef]
- Sawamura, K.; Furuhata, T.; Sekine, Y.; Kikuchi, E.; Subramanian, B.; Matsukata, M. Zeolite Membrane for Dehydration of Isopropylalcohol–Water Mixture by Vapor Permeation. ACS Appl. Mater. Interfaces 2015, 7, 13728–13730. [Google Scholar] [CrossRef] [PubMed]
- Algieri, C.; Drioli, E. Zeolite membranes: Synthesis and applications. Sep. Purif. Technol. 2021, 278, 119295. [Google Scholar] [CrossRef]
- Okamoto, K.; Kita, H.; Horii, K. Zeolite NaA Membrane: Preparation, Single-Gas Permeation, and Pervaporation and Vapor Permeation of Water/Organic Liquid Mixtures. Ind. Eng. Chem. Res. 2001, 40, 163–175. [Google Scholar] [CrossRef]
- X.-Wei, L.; W.-Pan, Y.; Li, X.; Pan, M.; C.-Huo, F.; Yang, R.; Z.-Chao, S. MCM-22 Zeolite-Induced Synthesis of Thin Sodalite Zeolite Membranes. Chem. Mater. 2020, 32, 333–340. [Google Scholar] [CrossRef]
- Itoh, N.; Ishida, J.; Sato, T.; Hasegawa, Y. Vapor phase esterification using a CHA type of zeolite membrane. Catal. Today 2016, 268, 79–84. [Google Scholar] [CrossRef]
- International Zeolite Association. Database of Zeolite Structures. Structure Commission of the International Zeolite Association. Available online: https://asia.iza-structure.org/IZA-SC/ftc_table.php (accessed on 3 January 2023).
- Kosinov, N.; Auffret, C.; Borghuis, G.J.; V.Sripathi, G.P.; E.Hensen, J.M. Influence of the Si/Al ratio on the separation properties of SSZ-13 zeolite membranes. J. Memb. Sci. 2015, 484, 140–145. [Google Scholar] [CrossRef]
- Wenten, I.G.; Dharmawijaya, P.T.; P.Aryanti, T.P.; Mukti, R.R. LTA zeolite membranes: Current progress and challenges in pervaporation. RSC Adv. 2017, 7, 29520–29539. [Google Scholar] [CrossRef]
- Jamieson, H.L.; Yin, H.; Waller, A.; Khosravi, A.; Lind, M.L. Impact of acids on the structure and composition of Linde Type A zeolites for use in reverse osmosis membranes for recovery of urine-containing wastewaters. Microporous Mesoporous Mater. 2015, 201, 50–60. [Google Scholar] [CrossRef]
- Liu, B.; Kita, H.; Yogo, K. Preparation of Si-rich LTA zeolite membrane using organic template-free solution for methanol dehydration. Sep. Purif. Technol. 2020, 239, 116533. [Google Scholar] [CrossRef]
- Julbe, A.; Drobek, M. Zeolite A Type-Encyclopedia of Membranes. In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2016; pp. 2055–2056. [Google Scholar] [CrossRef]
- Nigiz, F.U.; Veli, S.; Hilmioglu, N.D. Deep purification of seawater using a novel zeolite 3A incorporated polyether-block-amide composite membrane. Sep. Purif. Technol. 2017, 188, 90–97. [Google Scholar] [CrossRef]
- Artsiusheuski, N.A.; Grachev, A.L.; Kolozhvari, B.A.; Fedosov, D.A. Pervaporation of Water–Alcohol Mixtures on Cation-Exchanged LTA Zeolite Membranes. Pet. Chem. 2019, 59, 880–886. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, X.; Zhang, Y.; Liu, D.; Gu, X. Fabrication of pure-phase CHA zeolite membranes with ball-milled seeds at low K+ concentration. Microporous Mesoporous Mater. 2015, 215, 98–108. [Google Scholar] [CrossRef]
- Bedard, R.; Liu, C. Recent Advances in Zeolitic Membranes. Annu. Rev. Mater. Res. 2018, 48, 83–110. [Google Scholar] [CrossRef]
- Eterigho-Ikelegbe, O.; Bada, S.; Daramola, M. Preparation and Evaluation of Nanocomposite Sodalite/α-Al2O3 Tubular Membranes for H2/CO2 Separation. Membranes 2020, 10, 312. [Google Scholar] [CrossRef]
- Yan, Y.; Davis, M.E.; Gavalas, G.R. Preparation of Zeolite ZSM-5 Membranes by In-Situ Crystallization on Porous .alpha.-Al2O3. Ind. Eng. Chem. Res. 1995, 34, 1652–1661. [Google Scholar] [CrossRef]
- Geus, E.R.; Exter, M.J.D.; van Bekkum, H. Synthesis and characterization of zeolite (MFI) membranes on porous ceramic supports. J. Chem. Soc. Faraday Trans. 1992, 88, 3101–3109. [Google Scholar] [CrossRef]
- Schneider, H.; Schindel, L.K.; Gomes, L.B.; Tessaro, I.C.; Marcilio, N.R. Template-free ZSM-5 membrane preparation on alumina support by secondary hydrothermal synthesis. Curr. Res. Green Sustain. Chem. 2021, 4, 100049. [Google Scholar] [CrossRef]
- Algieri, C. Secondary Growth Method for Zeolite Membrane Preparation. In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–2. [Google Scholar] [CrossRef]
- Hasegawa, Y.; Abe, C.; Ikeda, A. Pervaporative Dehydration of Organic Solvents Using High-Silica CHA-Type Zeolite Membrane. Membranes 2021, 11, 229. [Google Scholar] [CrossRef]
- Matsukata, M.; Sekine, Y.; Kikuchi, E.; Sakai, M.; Subramanian, B.; Toyoda, M.; Furuhata, T. Synthesis of FAU-Zeolite Membrane by a Secondary Growth Method: Influence of Seeding on Membrane Growth and Its Performance in the Dehydration of Isopropyl Alcohol–Water Mixture. ACS Omega 2021, 6, 9834–9842. [Google Scholar] [CrossRef]
- Nabavi, M.S.; Mohammadi, T.; Kazemimoghadam, M. Hydrothermal synthesis of hydroxy sodalite zeolite membrane: Separation of H2/CH4. Ceram. Int. 2014, 40, 5889–5896. [Google Scholar] [CrossRef]
- Nazir, L.S.M.; Yeong, Y.F.; Chew, T.L. Methods and synthesis parameters affecting the formation of FAU type zeolite membrane and its separation performance: A review. J. Asian Ceram. Soc. 2020, 8, 553–571. [Google Scholar] [CrossRef]
- Karakiliç, P.; Wang, X.; Kapteijn, F.; Nijmeijer, A.; Winnubst, L. Defect-free high-silica CHA zeolite membranes with high selectivity for light gas separation. J. Memb. Sci. 2019, 586, 34–43. [Google Scholar] [CrossRef]
- Mirfendereski, S.M.; Mazaheri, T. Preparation of high performance ZSM-5 zeolite membranes for CO2/H2 separation. J. Ind. Eng. Chem. 2021, 94, 240–252. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Zhang, C.; Jiang, J.; Gu, X. Fabrication of high-flux SAPO-34 membrane on α-Al2O3 four-channel hollow fibers for CO2 capture from CH4. J. CO2 Util. 2017, 18, 30–40. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, S.; Shi, R.; Du, P.; Qiu, X.; Gu, X. Pervaporation dehydration of acetic acid through hollow fiber supported DD3R zeolite membrane. Sep. Purif. Technol. 2018, 204, 234–242. [Google Scholar] [CrossRef]
- Liu, B.; Zhou, R.; Yogo, K.; Kita, H. Preparation of CHA zeolite (chabazite) crystals and membranes without organic structural directing agents for CO2 separation. J. Memb. Sci. 2019, 573, 333–343. [Google Scholar] [CrossRef]
- Qiu, H.; Zhang, Y.; Kong, L.; Kong, X.; Tang, X.; Meng, D.; Xu, N.; Wang, M.; Zhang, Y. High performance SSZ-13 membranes prepared at low temperature. J. Memb. Sci. 2020, 603, 118023. [Google Scholar] [CrossRef]
- Hazrati, H.; Rostamizadeh, M.; Omidkhah, M.R.; Sadeghian, Z. Influence of synthesis and operating parameters on silicalite-1 membrane properties. Comptes Rendus Chim. 2018, 21, 19–26. [Google Scholar] [CrossRef]
- Gallucci, F.; Paturzo, L.; Basile, A. An experimental study of CO2 hydrogenation into methanol involving a zeolite membrane reactor. Chem. Eng. Process. Process Intensif. 2004, 43, 1029–1036. [Google Scholar] [CrossRef]
- Struis, R.; Stucki, S. Verification of the membrane reactor concept for the methanol synthesis. Appl. Catal. A Gen. 2001, 216, 117–129. [Google Scholar] [CrossRef]
- Struis, R.; Stucki, S.; Wiedorn, M. A membrane reactor for methanol synthesis. J. Memb. Sci. 1996, 113, 93–100. [Google Scholar] [CrossRef]
- Chen, G.; Yuan, Q. Methanol synthesis from CO2 using a silicone rubber/ceramic composite membrane reactor. Sep. Purif. Technol. 2004, 34, 227–237. [Google Scholar] [CrossRef]
- Kim, S.-J.; Yang, S.; Reddy, G.K.; Smirniotis, P.; Dong, J. Zeolite Membrane Reactor for High-Temperature Water-Gas Shift Reaction: Effects of Membrane Properties and Operating Conditions. Energy Fuels 2013, 27, 4471–4480. [Google Scholar] [CrossRef]
- Tavolaro, A.; Tavolaro, P. LTA zeolite composite membrane preparation, characterization and application in a zeolitic membrane reactor. Catal. Commun. 2007, 8, 789–794. [Google Scholar] [CrossRef]
- Makertiharta, I.G.B.N.; Dharmawijaya, P.T.; Wenten, I.G. Current progress on zeolite membrane reactor for CO2 hydrogenation. AIP Conf. Proc. 2017, 1788, 40001. [Google Scholar] [CrossRef]
- Van Tran, T.; Le-Phuc, N.; Nguyen, T.H.; Dang, T.T.; Ngo, P.T.; Nguyen, D.A. Application of NaA Membrane Reactor for Methanol Synthesis in CO2 Hydrogenation at Low Pressure. Int. J. Chem. React. Eng. 2017, 16, 20170046. [Google Scholar] [CrossRef]
- Biswal, T.; Shadangi, K.P.; Sarangi, P.K.; Srivastava, R.K. Conversion of carbon dioxide to methanol: A comprehensive review. Chemosphere 2022, 298, 134299. [Google Scholar] [CrossRef]
- Borisut, P.; Nuchitprasittichai, A. Methanol Production via CO2 Hydrogenation: Sensitivity Analysis and Simulation—Based Optimization. Front. Energy Res. 2019, 7, 81. [Google Scholar] [CrossRef]
- Gallucci, F.; Fernandez, E.; Corengia, P.; Annaland, M. Recent advances on membranes and membrane reactors for hydrogen production. Chem. Eng. Sci. 2013, 92, 40–66. [Google Scholar] [CrossRef]
- Diban, N.; Aguayo, A.T.; Bilbao, J.; Urtiaga, A.; Ortiz, I. Membrane Reactors for in Situ Water Removal: A Review of Applications. Ind. Eng. Chem. Res. 2013, 52, 10342–10354. [Google Scholar] [CrossRef]
- Raso, R.; Tovar, M.; Lasobras, J.; Herguido, J.; Kumakiri, I.; Araki, S.; Men, M. Zeolite membranes: Comparison in the separation of H2O/H2/CO2 mixtures and test of a reactor for CO2 hydrogenation to methanol. Catal. Today 2021, 364, 270–275. [Google Scholar] [CrossRef]






| Hydrogen Category | CO2 Emissions | H2 Source | Energy Source | Technology |
|---|---|---|---|---|
| Grey | High | Fossil fuel | Non renewable | Reforming or gasification with no carbon capture |
| Blue | Low | Fossil fuel | Non renewable | Reforming or gasification with carbon capture |
| Green | Zero | Water | Renewable | Water electrolysis |
| Solar to Hydrogen Technology | STH Efficiency (%) | Reference |
|---|---|---|
| Mathematical model based optimization for Photovoltaic-PEM | 12.4 | [121] |
| Porous N-rich g-C3N4 nanosheets for Photoelectrocatalysis | 12 | [119] |
| InGaP/GaAs/GaInNAsSb triple junction single solar cell with PV-PEM electrolyzer | 30 | [122] |
| Concentrator photovoltaic electrolysis in alkaline water electrolyzer | 28 | [123] |
| Cobalt/Iron–Molybdenum Oxides nano-sheet in alkaline water electrolyzer | 15.1 | [124] |
| NiCoFe-OH nano-sheet electrocatalysts in PV-PEC | 21.32 | [125] |
| Commercially available PV cell combined with Co/Fe/Ni based electrodes prepared on metal foam PV-EC | 12.7 | [126] |
| Process | Technology | Advantages | Challenges | Status of Technology |
|---|---|---|---|---|
| Proton exchange membrane water electrolysis (PEMEL) | Electricity-to-hydrogen | High purity of product gases, fast reaction kinetics and compact design | Renewable electricity required, Nobel metal based electrodes are essential due to corrosive acidic media | Mature |
| Alkaline water electrolysis (AEL) | Electricity-to-hydrogen | Low temperature process, non-noble metal electrodes can be used due to non-acidic media | Slow reaction kinetic of hydrogen production | Mature |
| High-temperature solid oxide water electrolysis (SOEL) | Electricity-to-hydrogen | High energy conversion efficiencies and fast reaction kinetics | High temperature steam is required as feed-stock | Mature |
| Wind to hydrogen | Wind-to-electricity followed by electricity-to-hydrogen | Continuous supply of wind energy particularly from off-shore wind farms, can easily integrated with existing water electrolyzer | H2 storage and its transportation from offshore sites | Mature |
| Photoelectrocatalysis (PEC) | Sunlight-to-hydrogen | Direct conversion of sunlight into H2, less risk for mixing of H2 and O2 | Large surface area electrodes are required for high exposure to solar irradiation | Early R&D |
| Photocatalysis (PC) | Sunlight-to-hydrogen | Direct conversion of sunlight into H2 Efficient exposure of dispersed photocatalyst to sunlight | Safety concerns related to mixing of H2 and O2 in photocatalytic cell | Early R&D |
| Solar thermochemical water splitting (STC) | Sunlight-to-hydrogen | Higher energy conversion efficiency | Suitable reactor designs and optimal water splitting materials are required | R&D |
| Bio-photolysis | Sunlight-to-hydrogen | Low energy consumption, easy operation and compact design, self-sustainable due to microbial action | Low hydrogen production rate, requires efficient control over temperature and pH for microbial action, low light conversion efficiencies | Early R&D |
| Biomass gasification | Biomass-to-hydrogen | High production rate and energy efficiency | High capital cost of equipment and biomass feed-stock | Mature |
| Biomass fermentation | Biomass to hydrogen | Less energy consuming process, self-sustainable due to microbial action | Low hydrogen production rates, requires efficient control over temperature and pH for microbial action | R&D |
| Zeolite Material | Framework Type * | Channel Size |
|---|---|---|
| Zeolite A | LTA | 4.1 Å |
| Chabazite | CHA | 3.8 Å |
| Sodalite | SOD | 2.53 Å |
| Zeolite T | OFF | 3.6 × 4.9 Å |
| Zeolite Socony Mobil-5 | MFI | 5.1 × 5.5 Å |
| Mordenite | MOR | 6.5 × 7.0 Å |
| Membrane Material | Catalyst | H2/CO2 Ratio | Temp. (°C) | Pressure (Bars) | % CO2 Conversion | %CH3OH Selectivity | Ref. |
|---|---|---|---|---|---|---|---|
| Equilibrium conditions | |||||||
| NA * | NA | 3 | 250 | 50 | 27 | 68 | [278] |
| Traditional catalytic packed bed reactor | |||||||
| NA | Cu-ZnO-Al2O3 | 3 | 250 | 30 | 8.5 | 33 | [278] |
| Membrane reactors | |||||||
| Nafion | Commercial Cu/Zn Catalyst | 3 | 200 | 4.3 | NA | 4.2 | [274] |
| LTA zeolite | Cu/ZnO/Al2O3 | 3 7 | 256 256 | 20 20 | 16.5 27 | 37.9 37.4 | [272] |
| LTA-Zeolite | CuO/ZnO/Al2O3 | 3 | 258 | NA | 17 | NA | [277] |
| Na-LTA zeolite | CuO/ZnO/CeO2/ Al2O3 | 3 3 3 | 240 240 220 | 5 7 5 | NA NA NA | 73 84 99.9 | [279] |
| Na-LTA zeolite | CuO/ZnO/Al2O3 | 3 3 3 3 | 220 220 250 250 | 21 35 21 35 | 45 57.2 52.5 61.4 | 38 67 21 45 | [32] |
| Bifunctional-Na-LTA zeolite | Cu-ZnO-Al2O3-ZrO2 | 3 3 3 | 220 260 260 | 30 30 35 | 26.5 36.1 33.9 | 93.2 100 100 | [34] |
| Si-rich Na-LTA zeolite | Cu-ZnO | 3 3 | 200 200 | 40 10 | 60 10 | NA NA | [37] |
| Alumina ceramic modified with (FAS) | Cu-ZnO-Al2O3 | NA | 220 | 32 | 62 | NA | [33] |
| Na-LTA zeolite | Cu-ZnO-Al2O3 | 3 | 240 | 5 | 15 | 0.6 | [284] |
| Na-LTA zeolite | Cu/Zn-BTC | 3 | 250 | 30 | 49.1 | 93.4 | [36] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ullah, A.; Hashim, N.A.; Rabuni, M.F.; Mohd Junaidi, M.U. A Review on Methanol as a Clean Energy Carrier: Roles of Zeolite in Improving Production Efficiency. Energies 2023, 16, 1482. https://doi.org/10.3390/en16031482
Ullah A, Hashim NA, Rabuni MF, Mohd Junaidi MU. A Review on Methanol as a Clean Energy Carrier: Roles of Zeolite in Improving Production Efficiency. Energies. 2023; 16(3):1482. https://doi.org/10.3390/en16031482
Chicago/Turabian StyleUllah, Aubaid, Nur Awanis Hashim, Mohamad Fairus Rabuni, and Mohd Usman Mohd Junaidi. 2023. "A Review on Methanol as a Clean Energy Carrier: Roles of Zeolite in Improving Production Efficiency" Energies 16, no. 3: 1482. https://doi.org/10.3390/en16031482
APA StyleUllah, A., Hashim, N. A., Rabuni, M. F., & Mohd Junaidi, M. U. (2023). A Review on Methanol as a Clean Energy Carrier: Roles of Zeolite in Improving Production Efficiency. Energies, 16(3), 1482. https://doi.org/10.3390/en16031482