
One-Dimensional Modeling of an Entrained Coal Gasification Process Using Kinetic Parameters


Abstract
:1. Introduction
2. Numerical Model and Solution Section
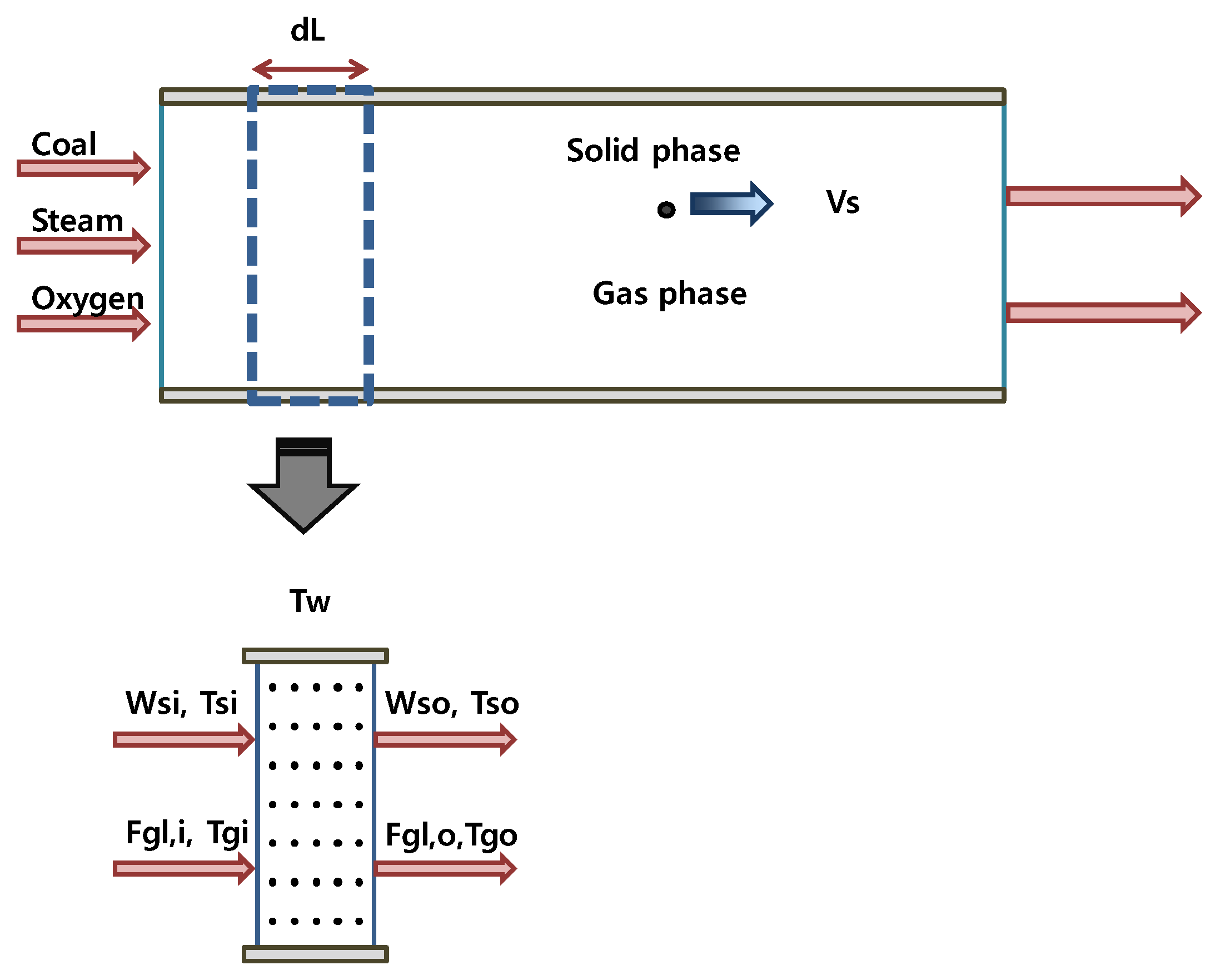
2.1. Model Description and Assumptions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Zones | Solid Phase (k) | Gas Phase (j) | ||||
|---|---|---|---|---|---|---|
| Coal combustion/gasification | 1,2,3,4 | 1,2,3 | ||||
| Coal gasification/reduction | 1,2,3,4 | 3,4 | ||||
| k | Solid Phase Reaction | |||||
| 1 | * | |||||
| 2 | ||||||
| 3 | ||||||
| 4 | ||||||
| j | Gas Phase Reaction | Remarks | ||||
| 1 | CO oxidation | |||||
| 2 | H2 oxidation | |||||
| 3 | WGS | |||||
| 4 | Methane-steam | |||||

| Reaction Type | Reaction | Rate Expression |
|---|---|---|
| Gas phase (–) | j = 1, CO-O2 | or 10(−4.4734+(14753.723/Tg)) |
| j = 2, H2-O2 | or 10(−2.8256+(12816.17/Tg)) | |
| j = 3, CO-H2O | or 0.0265×exp(3956/Tg) | |
| Solid phase (g/m2-atm-s) | k = 1, coal-O2 | 6180×exp(−10233.99/Ts) [12] |
| k = 2, coal-CO2 | 198100×exp(−20507.87/Ts) [12] | |
| k = 3, coal-H2O | 198100×exp(−20507.87/Ts) [12] | |
| k = 4, coal-H2 | 385×exp(−17451.17/Ts) [12] |
- Flow was one-dimensional and steady
- Solid-phase reactions were governed by irreversible finite rate chemistry and gas-phase reactions were in equilibrium
- All gases obeyed the ideal gas law
- There was no internal mass transport effect on the solid reactions
- There was an uniform temperature throughout each solid particle
- The solid-gas reaction occurred at the outer surface
2.2. Mathematical Formulation
2.2.1. Mass Balances
2.2.2. Energy Balances
2.2.3. Momentum Balances
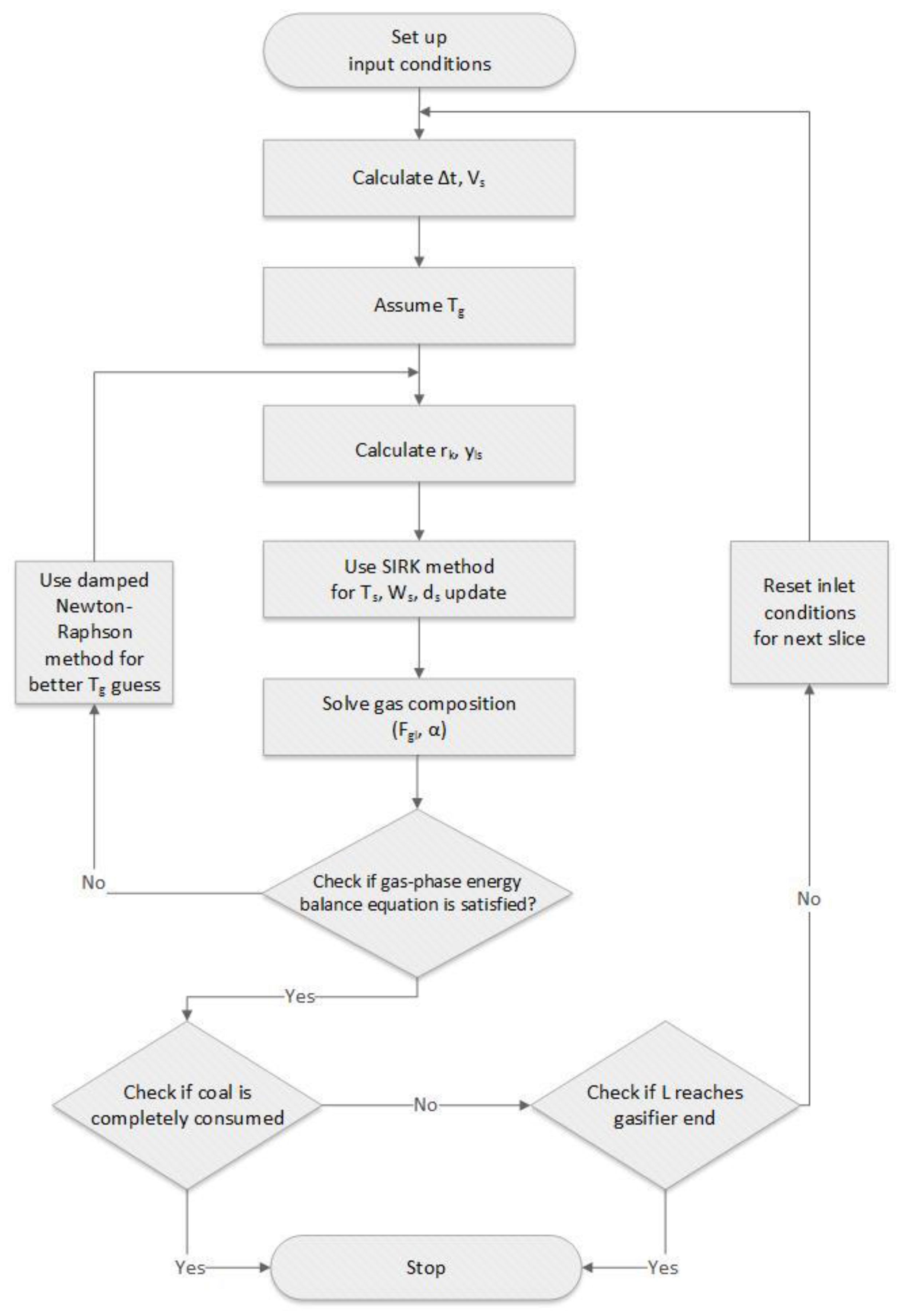
2.2.4. Solution Techniques
- (1)
- Calculate solid residence time () and solid particle velocity (Vs) using Equations (9)–(11)
- (2)
- Assume a value of gas temperature (Tg) at the outlet of the first cell.
- (3)
- Calculate the feeding rate, diameter, and temperature of a solid-phase particle from Equations (1), (2) and (7) by the SIRK method. During the calculation, each reaction rate and the mole fractions of the reactants involved in the heterogeneous reactions were calculated from Equations (3) and (4).
- (4)
- Calculate the molar flow rates and reaction extent of the gaseous components from Equations (5) and (6).
- (5)
- Update the gas temperature in Equation (8) by the damped Newton–Raphson method.
- (6)
- If the difference of the gas temperatures meets prescribed error tolerance, start the calculations of the next cell. Otherwise, go back to step (1) and repeat the procedure.

2.3. Gasifying Conditions
| Fuel Analysis, wt % | Coal in the Present Study | Coal Liquefaction Residue in the Robin’s Experiment, Simulated by Wen et al. [9,26] |
|---|---|---|
| C | 74.0 | 74.0 |
| H | 6.2 | 6.2 |
| O | 1.3 | 1.3 |
| N | 0.7 | 0.7 |
| S | 1.7 | 1.7 |
| Ash | 16.1 | 16.1 |
| Moisture | 0 | 0 |
| Operating Parameters | Present Simulation | Robin’s Experiment Simulated by Wen et al. |
|---|---|---|
| Coal feed rate (g/s) | 50 | 75 |
| Coal size (μm) | 41 | 150 |
| Solid velocity (m/s) | 0.5 | 0.5 |
| Steam/coal ratio (g/g) | 0.24 (0.2–0.8) * | 0.24 (0.2–0.8) * |
| Oxygen/coal ratio (g/g) | 0.86 (0.6–0.9) * | 0.86 (0.6–0.9) * |
| Feed gas/solid temperature (K) | 900 | 900 |
| Gasifier pressure (MPa) | 2 | 2 |
| Gasifier internal diameter (cm) | 150 | 150 |
| Gasifier wall temperature (K) | constant | variable |
| Properties | Relations |
|---|---|
| Diffusion coefficient (m2/s) | |
| Thermal conductivity (J/m-s-K) | at 1700 K |
3. Results and Discussion
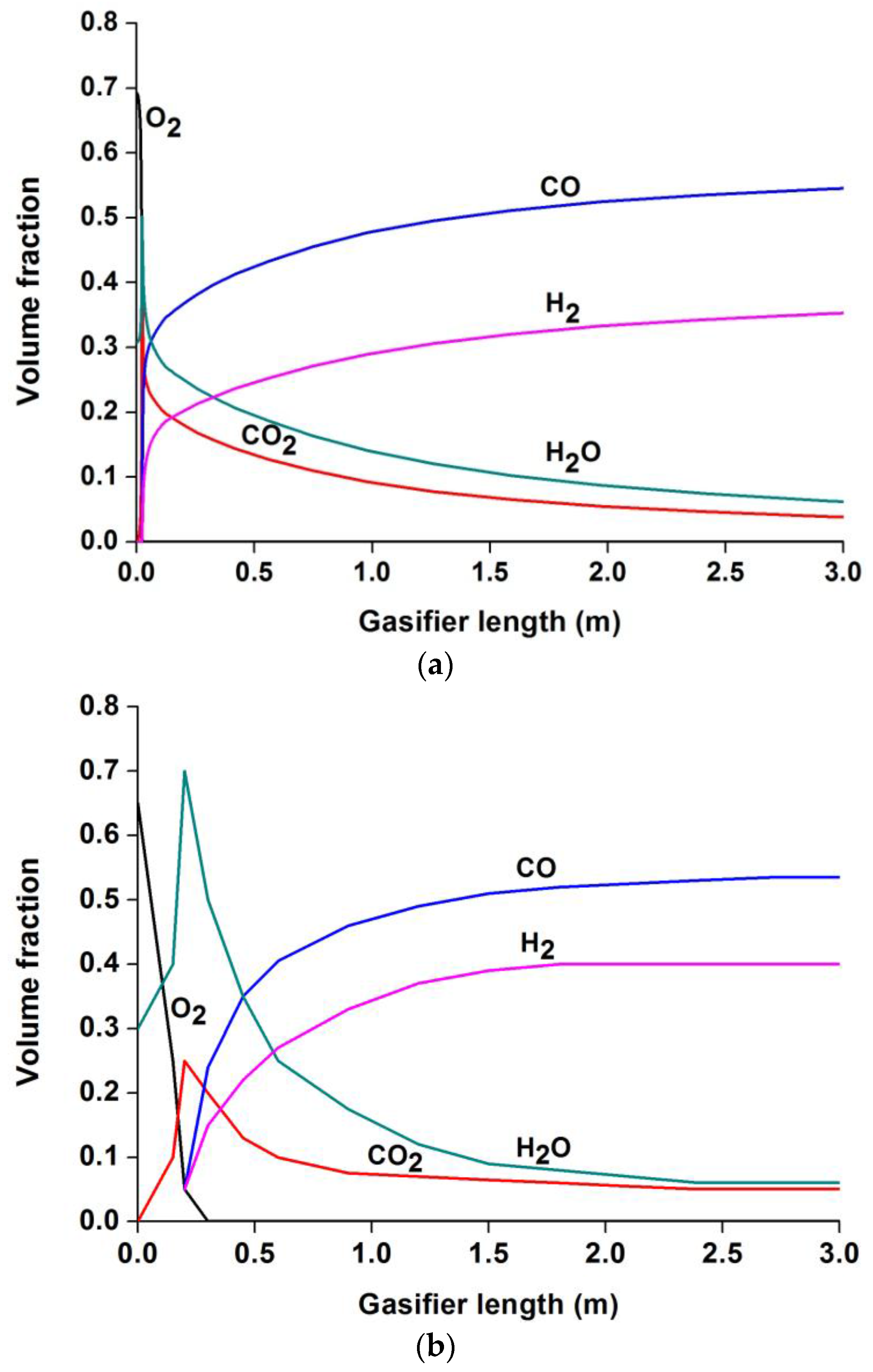
3.1. Model Prediction and Validation
| Gas Composition (vol %, Dry Basis) | Computed Result from Present Model | Robin’s Experiment Simulated by Wen et al. |
|---|---|---|
| CO2 | 4.8 | 4.1 |
| CO | 54.6 | 54.0 |
| H2 | 40.5 | 41.0 |



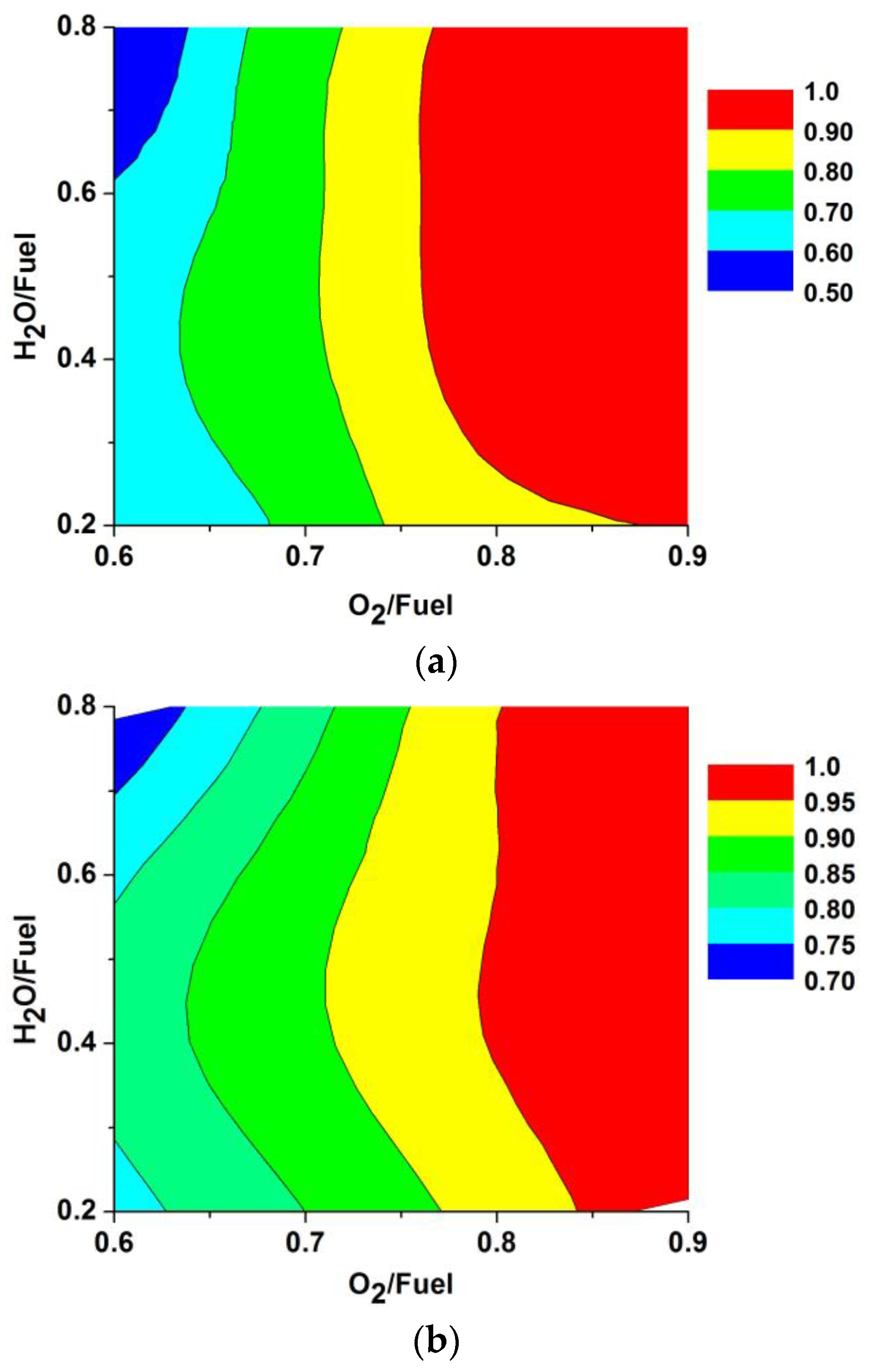
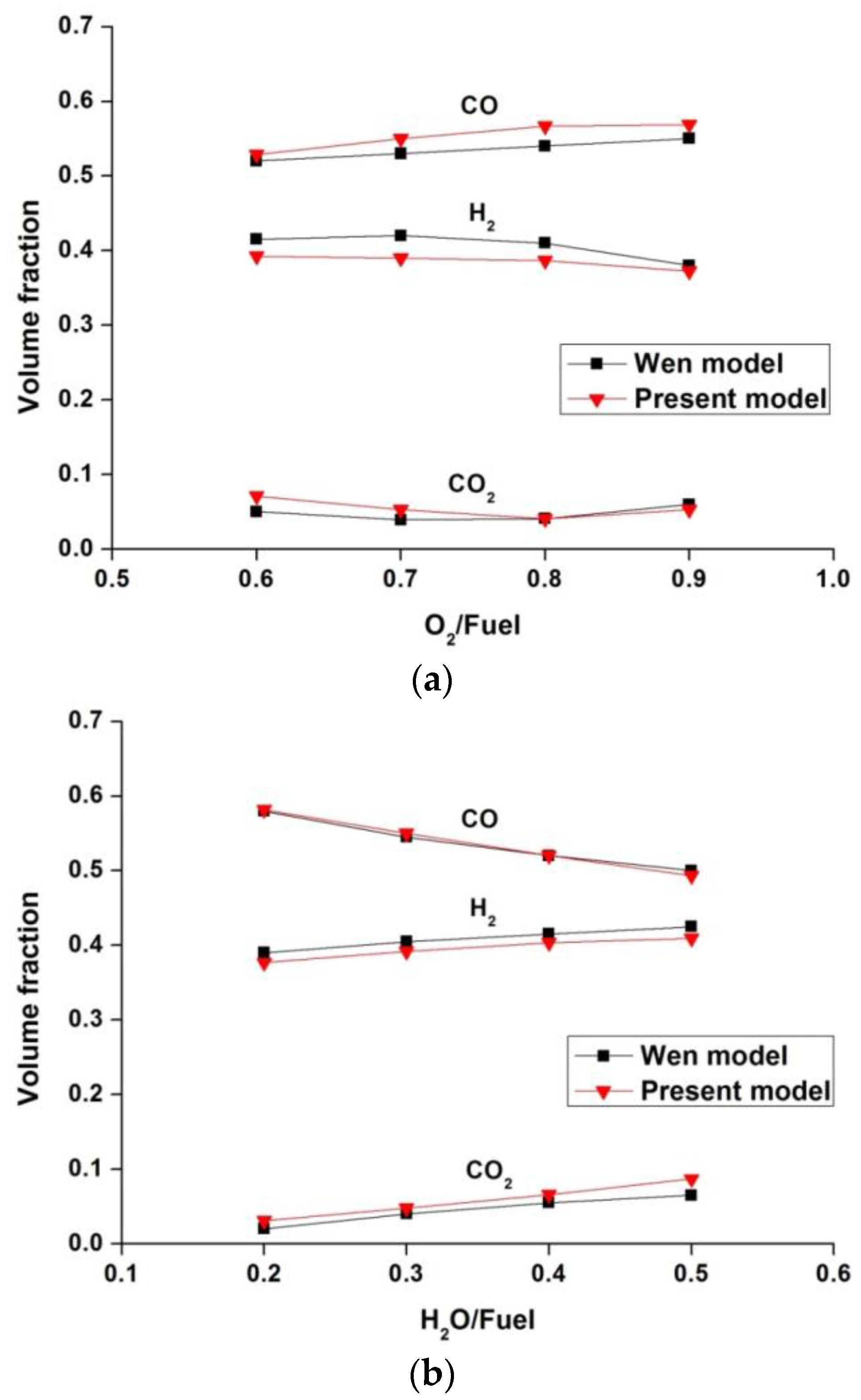
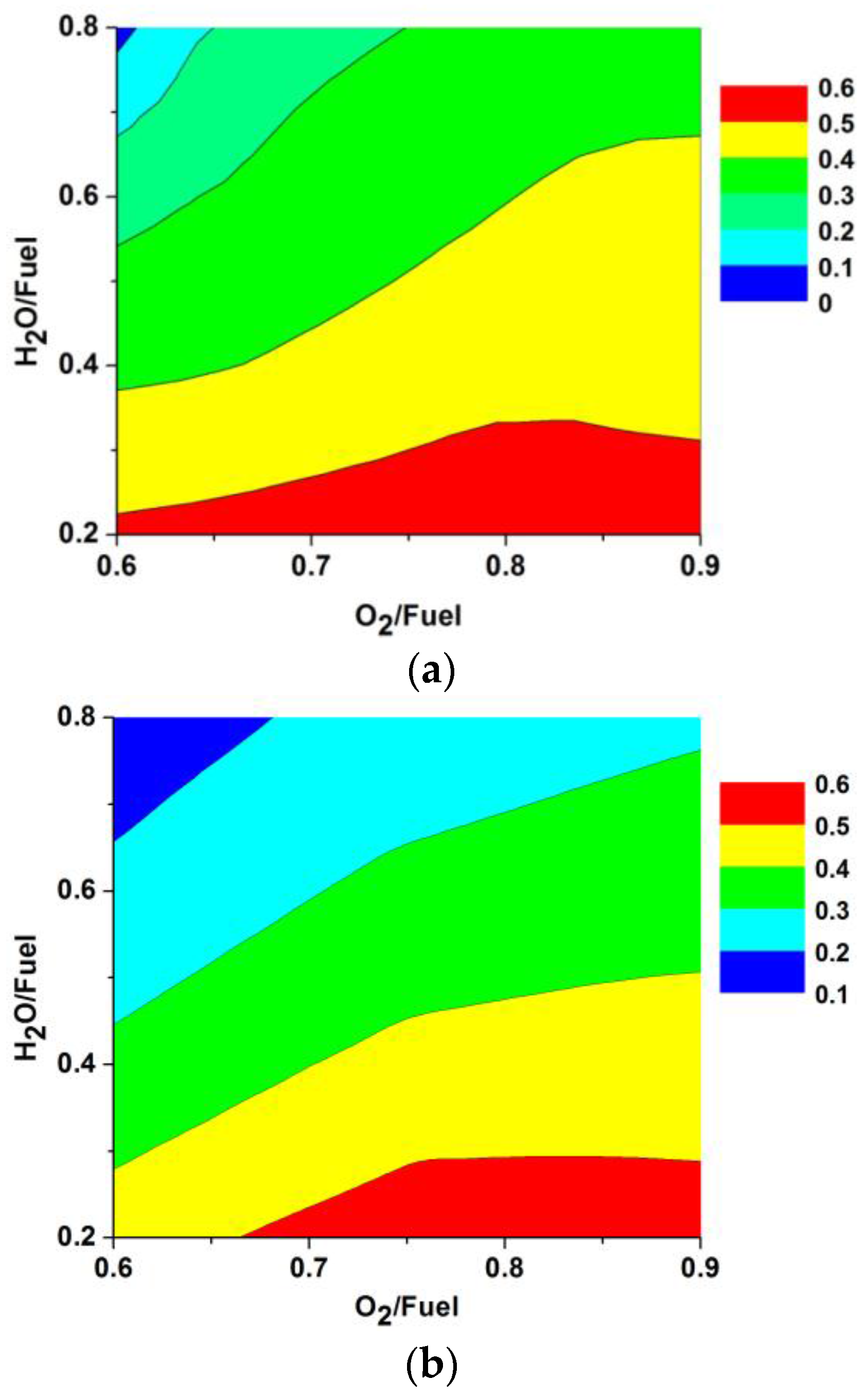
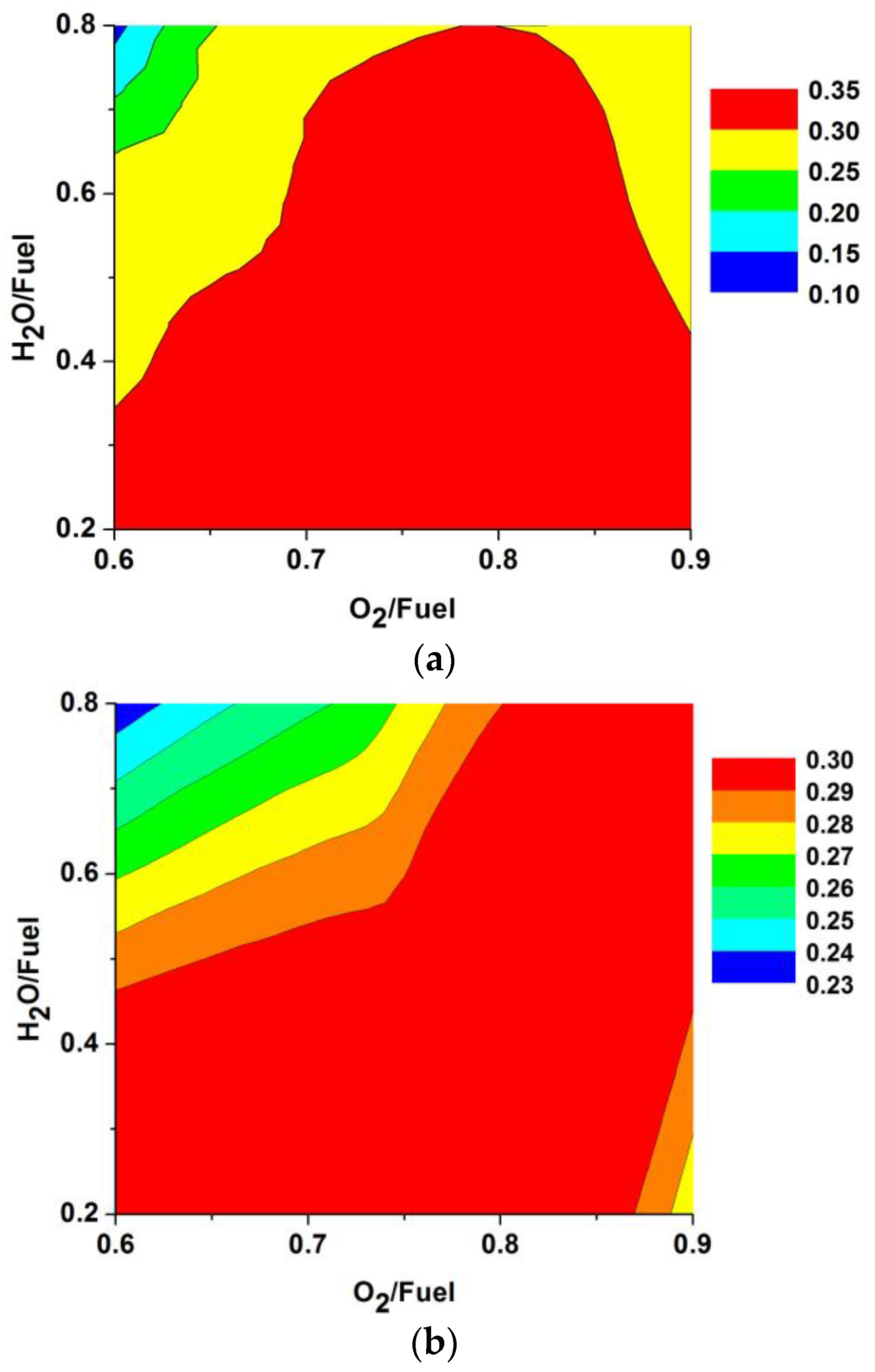
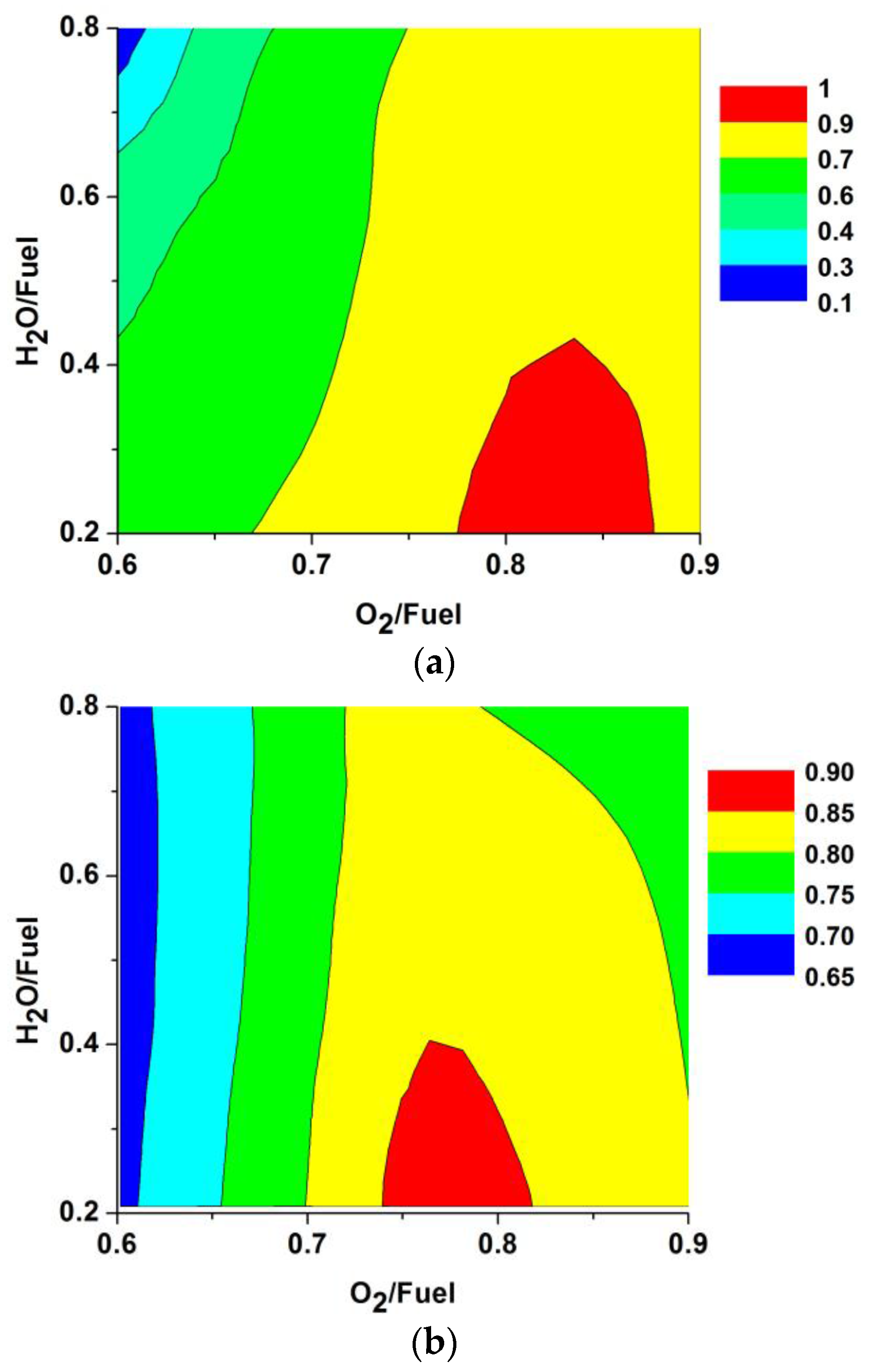
3.2. Comparison with Equilibrium Model



3.3. Mechanism of CO Variation between Reactor Model and Equilibrium Model

4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| A: | reactor cross-section area (m2) |
| b: | time constant (1/s) |
| Cpg: | specific heat capacity of gas (J/mol·K) |
| Cps: | specific heat capacity of solid (J/g·K) |
| ds: | solid diameter (m) |
| dL: | differential length (m) |
| Dl: | diffusion coefficient of lth species (m2/s) |
| Di: | internal diameter of gasifier (m) |
| Fgl: | flow rate of lth gaseous component (mol/s) |
| Ft: | total flow rate of all gaseous components (mol/s) |
| g: | gravitational acceleration (m/s2) |
| G: | Gibbs free energy (J) |
| hc: | convective heat transfer coefficient between gas and wall (J/m2·K·s) |
| : | enthalpy (J) |
| : | molar enthalpy (J/mol) |
| : | molar enthalpy of formation (J/mol) |
| H2O/fuel: | steam/coal ratio, based on weight |
| kk: | rate constant of kth solid–gas reactions (g/m2·atm·s) |
| Kpj: | equilibrium constant for jth gaseous reaction (-) |
| LHV: | lower heating value of coal (J/g) |
| mc: | weight of single particle (g) |
| MW: | molecular weight (g/mol) |
| : | number of solid particle per unit reactor volume (#/m3) |
| Nu: | Dimensionless temperature gradient |
| O2/fuel: | oxygen/coal ratio, based on weight |
| p: | total pressure (atm) |
| rps: | particle radius (m) |
| rk: | reaction rate of kth solid–gas reactions (g/s) |
| R: | universal gas constant (J/mol·K) |
| S: | entropy (J/K) |
| Ts: | solid temperature (K) |
| Tg: | gas temperature (K) |
| Tw: | wall temperature (K) |
| vs: | solid velocity (m/s) |
| vst: | terminal velocity of solid particle (m/s) |
| vg: | gas velocity (m/s) |
| W: | coal feeding rate (g/s) |
| xs: | coal conversion (-) |
| y: | mole fraction of gaseous component (-) |
| z: | Arrhenius relationship for stoichiometric coefficient of coal combustion reaction |
Greek Characters
| αj: | reaction extent for jth gaseous reaction (mol/s) |
| ρ: | density (g/m3) |
| ε: | emissivity (-) |
| σ: | Stefan-Boltzman constant (J/s·m·K4) |
| λ: | thermal conductivity (J/m·s·K) |
| νlk: | stoichiometric coefficient of lth gaseous component for kth solid reaction |
| νlj: | stoichiometric coefficient of lth gaseous component for jth gaseous reaction |
| : | difference between stoichiometric coefficient on reactant and product side |
| μ: | gas viscosity (g/m·s) |
| φ: | stoichiometric coefficient for coal combustion reaction |
| ΔHj: | heat of reaction for jth gaseous reaction (J/mol) |
| ΔHk: | heat of reaction for kth solid reaction (J/gcoal) |
| Δt: | residence time of solid particle (s) |
| : | multiplication notation |
Subscripts
| a: | carbon content in coal, mole fraction |
| b: | hydrogen content in coal, mole fraction |
| c: | oxygen content in coal, mole fraction |
| c: | individual coal particle |
| d: | nitrogen content in coal, mole fraction |
| e: | sulfur content in coal, mole fraction |
| g: | gas phase |
| i: | reactants at inlet |
| j: | jth gaseous reaction |
| k: | kth solid reaction |
| l: | lth gaseous species |
| o: | products at outlet |
| s: | solid phase |
| t: | total or terminal |
| v: | gasifier volume |
| w: | wall of gasifier |
| ∞: | gas phase (ambient) |
References
- National Energy Technology Laboratory. Integrated gasification combined cycle (IGCC) cases. In Cost and Performance Baseline for Fossil Energy Plants, Volume 3a: Low Rank Coal to Electricity; National Energy Technology Laboratory: Morgantown, WV, USA, 2011. [Google Scholar]
- National Energy Technology Laboratory. Cost and Performance Baseline for Fossil Energy Plants, Volume 2: Coal to Synthetic Natural Gas and Ammonia; National Energy Technology Laboratory: Morgantown, WV, USA, 2011.
- Chen, C.; Horio, M.; Kojima, T. Numerical simulation of entrained flow coal gasifiers. Part II: Effects of operating conditions on gasifier performance. Chem. Eng. Sci. 2000, 55, 3875–3883. [Google Scholar] [CrossRef]
- Chen, C.; Horio, M.; Kojima, T. Numerical simulation of entrained flow coal gasifiers, Part I: Modeling of coal gasification in an entrained flow gasifier. Chem. Eng. Sci. 2000, 55, 3861–3874. [Google Scholar] [CrossRef]
- Jarungthammachote, S.; Dutta, A. Equilibrium modeling of gasification: Gibbs free energy minimization approach and its application to spouted bed and spout-fluid bed gasifiers. Energy Convers. Manag. 2008, 49, 1345–1356. [Google Scholar] [CrossRef]
- Baratieri, M.; Baggio, P.; Fiori, L.; Grigiante, M. Biomass as an energy source: Thermodynamic constraints on the performance of the conversion process. Bioresour. Technol. 2008, 99, 7063–7073. [Google Scholar] [CrossRef] [PubMed]
- Rodolfo, R.; Nilson, R.M.; Jorge, O.T.; Marcelo, G.; Adriene, M.S.P. Co-gasification of footwear leather waste and high ash coal: A thermodynamic analysis. In Proceedings of the 27th Annual International Pittsburgh Coal Conference, Turkey, Istanbul, 11–14 October 2010.
- Ubhayakar, S.K.; Stickler, D.B.; Gannon, R.E. Modelling of entrained bed pulverized coal gasifiers. Fuel 1977, 56, 281–291. [Google Scholar] [CrossRef]
- Wen, C.Y.; Chaung, T.Z. Entrainment coal gasification modeling. Ind. Eng. Chem. Process. Des. Dev. 1979, 18, 684–695. [Google Scholar] [CrossRef]
- Govind, R.; Shah, J. Modeling and simulation of an entrained flow coal gasifier. AIChE J. 1984, 30, 79–92. [Google Scholar] [CrossRef]
- Zhao, W.; Ding, Y.; Liu, Z.; Wu, Z. Modeling for an entrained flow coal gasifier with partitioning zone approach. In Proceedings of the 7th World Congress on Intelligent Control and Automation, Chongqing, China, 25–27 June 2008.
- Vamvuka, D.; Woodburn, E.T.; Senior, P.R. Modelling of an entrained flow coal gasifier: 1. Development of the model and general predictions. Fuel 1995, 74, 1452–1460. [Google Scholar] [CrossRef]
- Vamvuka, D.; Woodburn, E.T.; Senior, P.R. Modeling of an entrained flow coal gasifier: 2. Effect of operating conditions on reactor performance. Fuel 1995, 74, 1461–1465. [Google Scholar] [CrossRef]
- Shahrivar, H.H.; Sheikhi, A.; Sotudeh-Gharebagh, R. On the flow direction effect in sequential modular simulations: A case study on fluidized bed biomass gasifiers. Int. J. Hydrog. Energy 2015, 40, 2552–2567. [Google Scholar] [CrossRef]
- Sohi, A.H.; Eslami, A.; Sheikhi, A.; Sotudeh-Gharebagh, R. Sequential-based process modeling of natural gas combustion in a fluidized bed reactor. Energy Fuels 2012, 26, 2058–2067. [Google Scholar] [CrossRef]
- Asadi-Saghandi, H.; Sheikhi, A.; Sotudeh-Gharebagh, R. Sequence-based process modeling of fluidized bed biomass gasification. ACS Sustain. Chem. Eng. 2015, 3, 2640–2651. [Google Scholar] [CrossRef]
- Eslami, A.; Sohi, A.H.; Sheikhi, A.; Sotudeh-Gharebagh, R. Sequential modeling of coal volatile combustion in fluidized bed reactors. Energy Fuels 2012, 26, 5199–5209. [Google Scholar] [CrossRef]
- Badzioch, S.; Hawksley, P.B.W. Kinetics of thermal decomposition of pulverized coal particles. Ind. Eng. Chem. Process. Dev. 1970, 9, 521–530. [Google Scholar] [CrossRef]
- Kane, R.S.; McCailister, R.A. Scaling laws and differential equations of an entrained flow coal gasifier. AIChE J. 1978, 24, 55–63. [Google Scholar] [CrossRef]
- Von Fredersdorff, C.G.; Elliott, M.A. Chemistry of Coal Utilization, Supplementary Volume; Lowry, H.H., Ed.; Wiley: New York, NY, USA, 1963. [Google Scholar]
- Kajitani, S.; Suzuki, N.; Ashizawa, M.; Hara, S. CO2 gasification rate analysis of coal char in entrained flow coal gasifier. Fuel 2006, 85, 163–169. [Google Scholar] [CrossRef]
- Blasi, C.D. Dynamic behaviour of stratified downdraft gasifiers. Chem. Eng. Sci. 2000, 55, 2931–2944. [Google Scholar] [CrossRef]
- Laurendeau, N.M. Progress in energy and combustion science. Prog. Energy Combust. Sci. 1978, 4, 221–270. [Google Scholar] [CrossRef]
- Davis, M.E. Numerical Methods and Modelling for Chemical Engineers; John Wiley & Sons: New York, NY, USA, 1984. [Google Scholar]
- Adanez, J.; Labiano, F.G. Modeling of moving-bed coal gasifiers. Ind. Eng. Chem. Res. 1990, 29, 2079–2088. [Google Scholar] [CrossRef]
- Robin, A.M. Hydrogen Production from Coal Liquefaction Residues; Electric Power Research Institute (EPRI) Report: El monte, CA, USA, 1976. [Google Scholar]
- Robin, A.M. Gasification of Residual Materials from Coal Liquefaction; Department of Energy (DOE) Report: El Monte, CA, USA, 1977. [Google Scholar]
- McBride, B.J.; Gordon, S.; Reno, M.A. NASA Technical Memorandum 4513; NASA Report: Cleveland, OH, USA, 1980. [Google Scholar]
- Chase, M.W. NIST-JANAF Thermochemical Tables, 4th ed.; J. Phys Chem Ref Data, Monograph 9; American Chemical Society: New York, NY, USA, 1998. [Google Scholar]
- Turns, S.R. Introduction to Combustion: Concepts and Applications, 2nd ed.; McGraw Hills: New York, NY, USA, 2000. [Google Scholar]
- Hla, S.S.; Haris, D.; Roberts, D. Gasification Conversion Model: PEFR; Research Report 80; Commonwealth Scientific and Industrial Research Organization (CSIRO): Sydney, Austrailia, 2007. [Google Scholar]
- Watanabe, H.; Otaka, M. Numerical simulation of coal gasification in entrained flow coal gasifier. Fuel 2006, 85, 1935–1943. [Google Scholar] [CrossRef]
- Zainal, Z.A.; Rifau, A.; Quadir, G.A.; Seetharamu, K.N. Experimental investigation of a downdraft biomass gasifier. Biomass Bioenergy 2002, 23, 283–289. [Google Scholar] [CrossRef]
- Baggio, P.; Baratieri, M.; Fiori, L.; Grigiante, M.; Avi, D.; Tosi, P. Experimental and modeling analysis of a batch gasification/pyrolysis reactor. Energy Convers. Manag. 2009, 50, 1426–1435. [Google Scholar] [CrossRef]
- Melgar, A.; Perez, J.F.; Laget, H.; Horillo, A. Thermochemical equilibrium modelling of a gasifying process. Energy Convers. Manag. 2007, 48, 59–67. [Google Scholar] [CrossRef]
- Hwang, M.K.; Kim, M.S.; Lee, S.C.; Kim, K.B.; Boehman, A.L.; Song, J.H. Simulation of a coal gasifier at different bed conditions. AIME 2015. submitted. [Google Scholar]
- Biagini, E.; Bardi, A.; Pannocchia, G.; Tognotti, L. Development of an entrained flow gasifier model for process optimization study. Ind. Eng. Chem. Res. 2009, 48, 9028–9033. [Google Scholar] [CrossRef]
- Bockelie, M.J.; Denison, M.K.; Chen, Z.; Senior, C.L.; Sarofim, A.F. Using models to select operating conditions for gasifiers. Reaction Engineering International. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.522.9198&rep=rep1&type=pdf (accessed on 6 May 2015).
- Hla, S.S.; Roberts, D.G.; Harris, D.J. A numerical model for understanding the behaviour of coals in an entrained-flow gasifier. Fuel Process. Technol. 2015, 134, 424–440. [Google Scholar] [CrossRef]
- Caton, P.A.; Carr, M.A.; Kim, S.S.; Beautyman, M.J. Energy recovery from waste food by combustion or gasification with the potential for regenerative dehydration: A case study. Energy Convers. Manag. 2010, 51, 1157–1169. [Google Scholar] [CrossRef]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, M.; Song, E.; Song, J. One-Dimensional Modeling of an Entrained Coal Gasification Process Using Kinetic Parameters. Energies 2016, 9, 99. https://doi.org/10.3390/en9020099
Hwang M, Song E, Song J. One-Dimensional Modeling of an Entrained Coal Gasification Process Using Kinetic Parameters. Energies. 2016; 9(2):99. https://doi.org/10.3390/en9020099
Chicago/Turabian StyleHwang, Moonkyeong, Eunhye Song, and Juhun Song. 2016. "One-Dimensional Modeling of an Entrained Coal Gasification Process Using Kinetic Parameters" Energies 9, no. 2: 99. https://doi.org/10.3390/en9020099
APA StyleHwang, M., Song, E., & Song, J. (2016). One-Dimensional Modeling of an Entrained Coal Gasification Process Using Kinetic Parameters. Energies, 9(2), 99. https://doi.org/10.3390/en9020099