
Effects of Alloying Element Ca on the Corrosion Behavior and Bioactivity of Anodic Films Formed on AM60 Mg Alloys

Abstract
:1. Introduction
2. Results
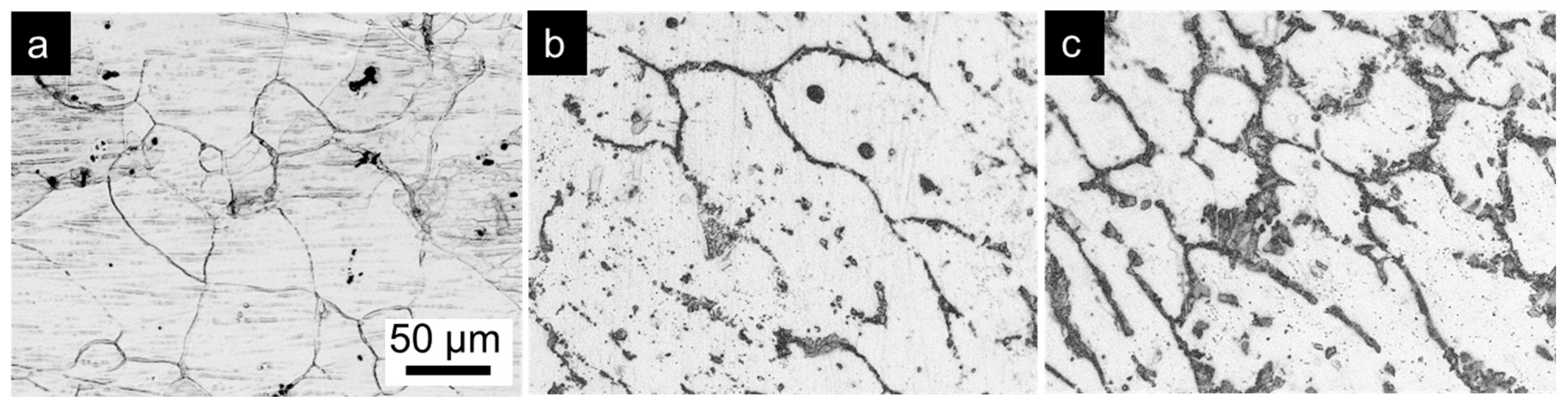
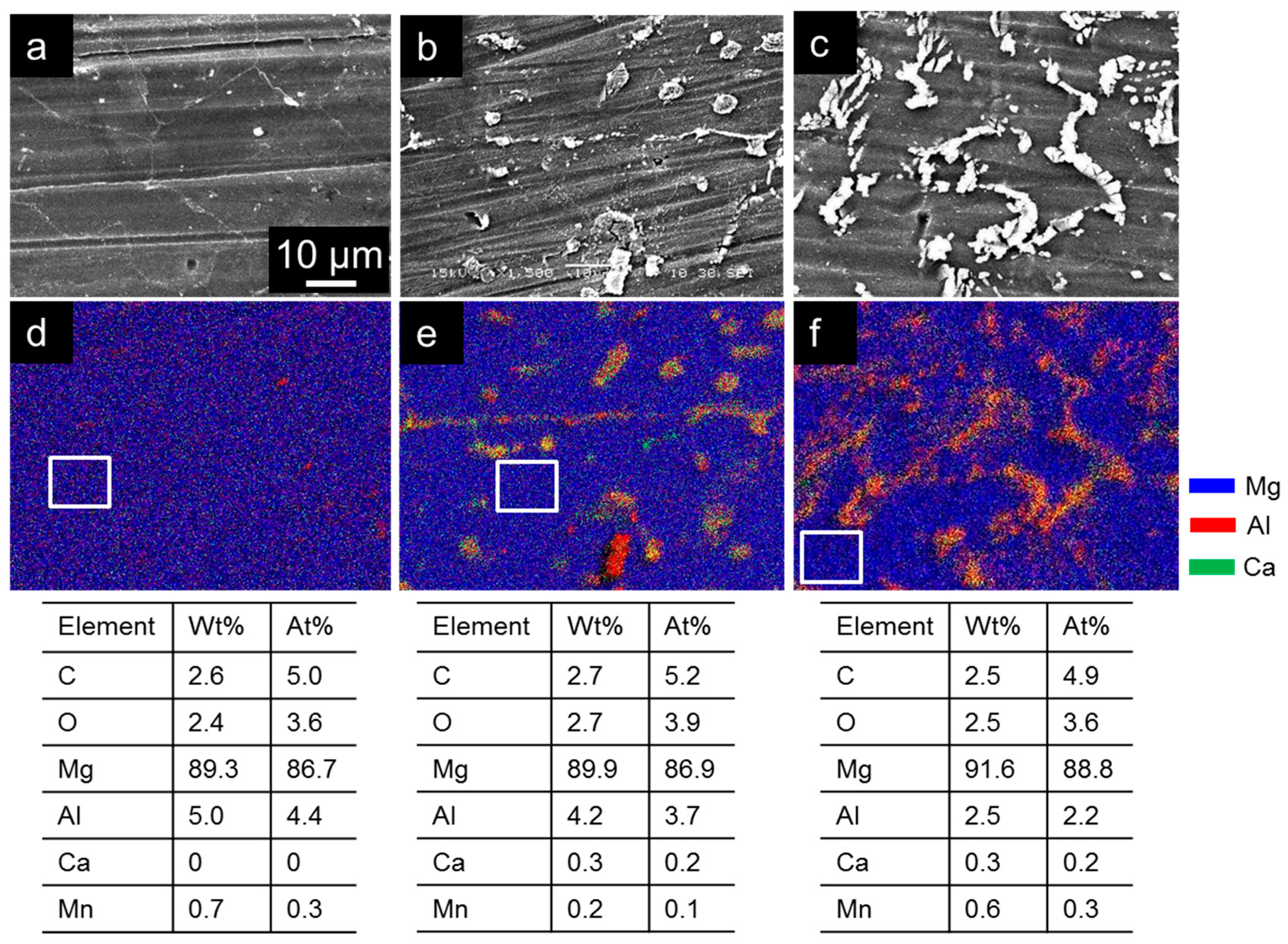
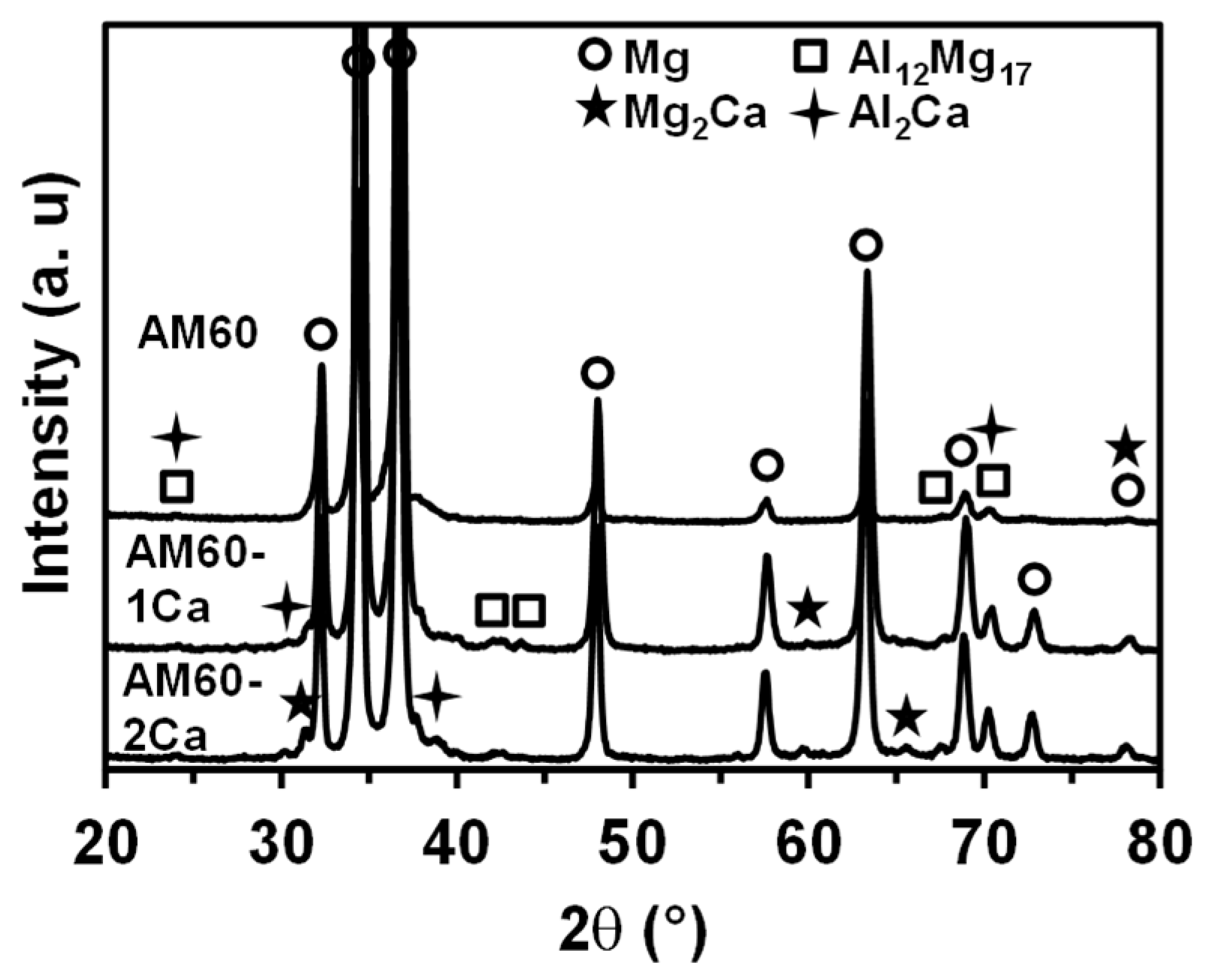
2.1. Substrate Microstructure and Composition
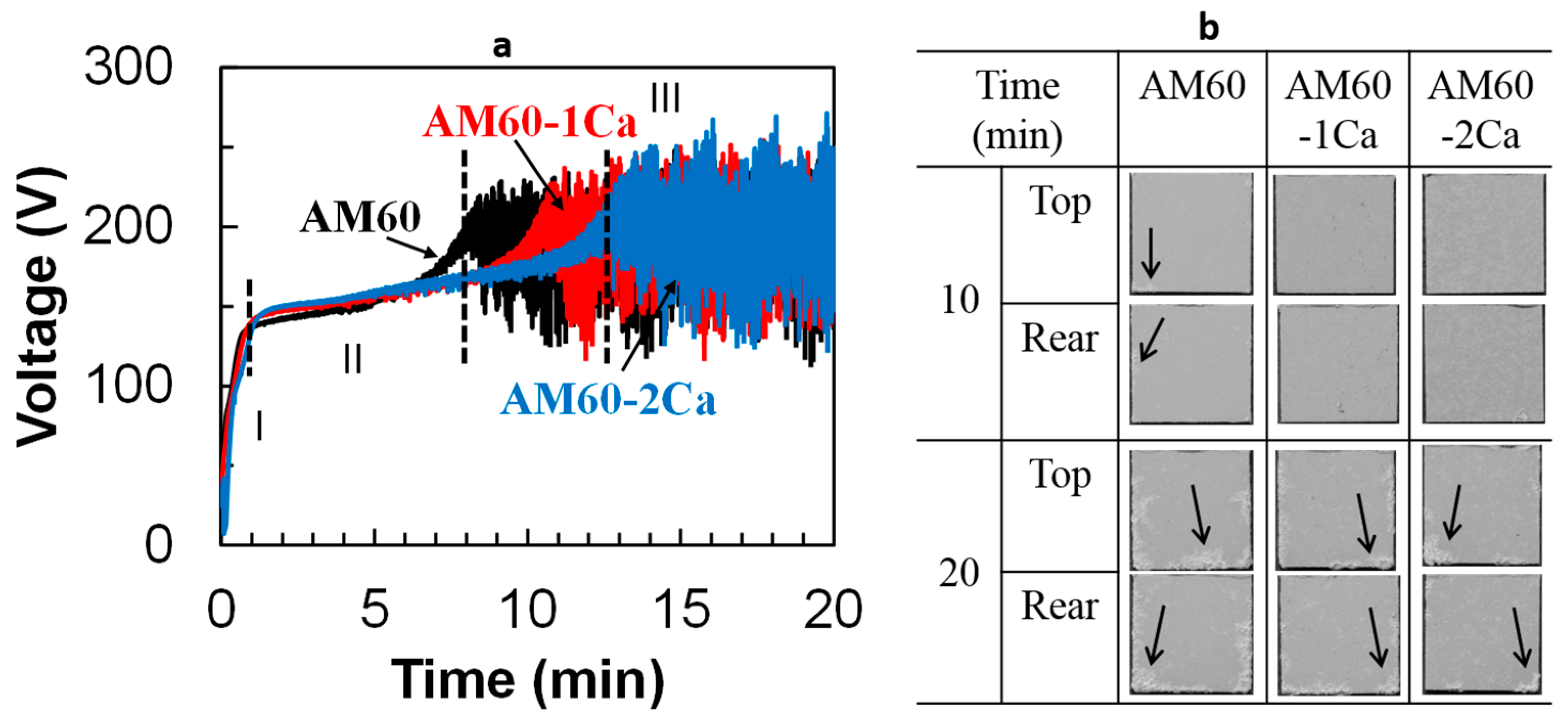
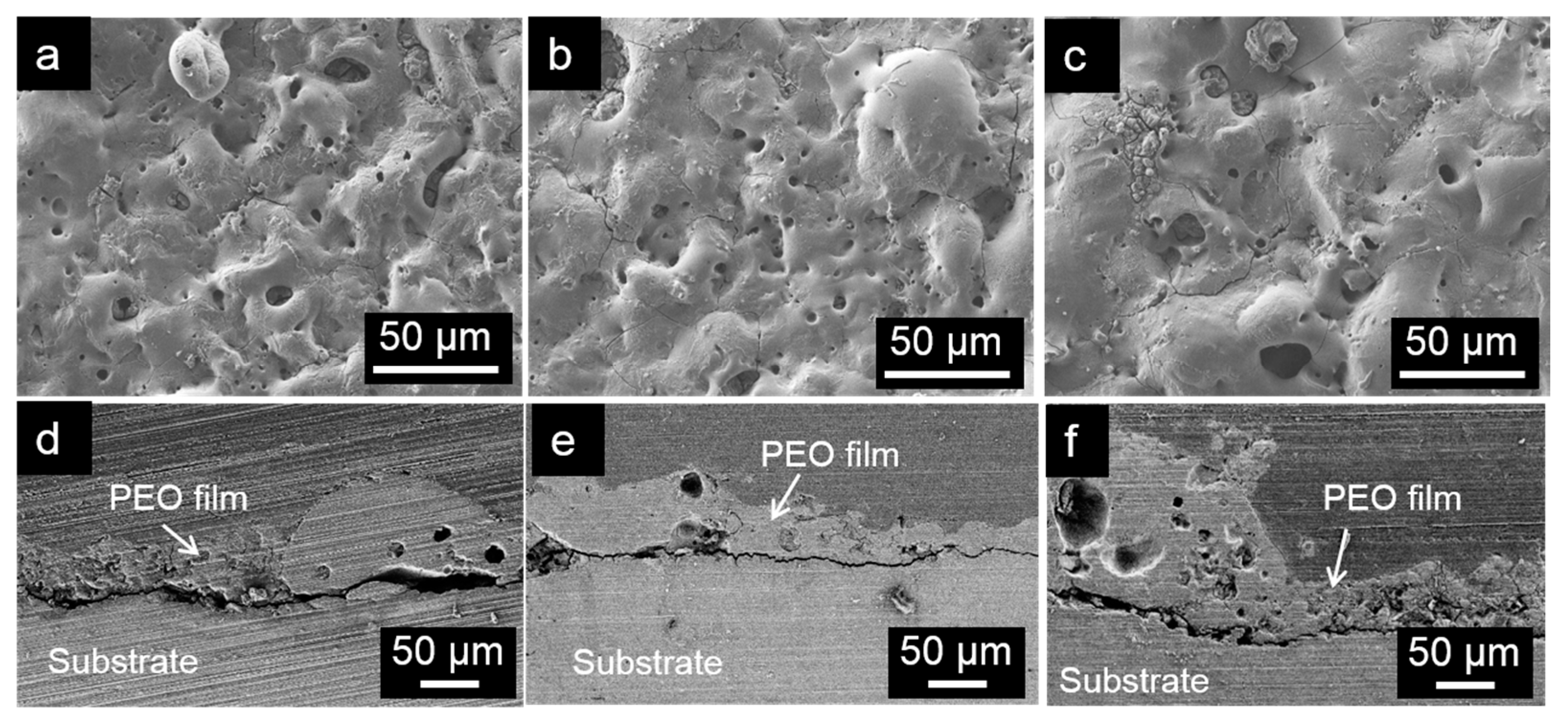
2.2. Formation of PEO Films
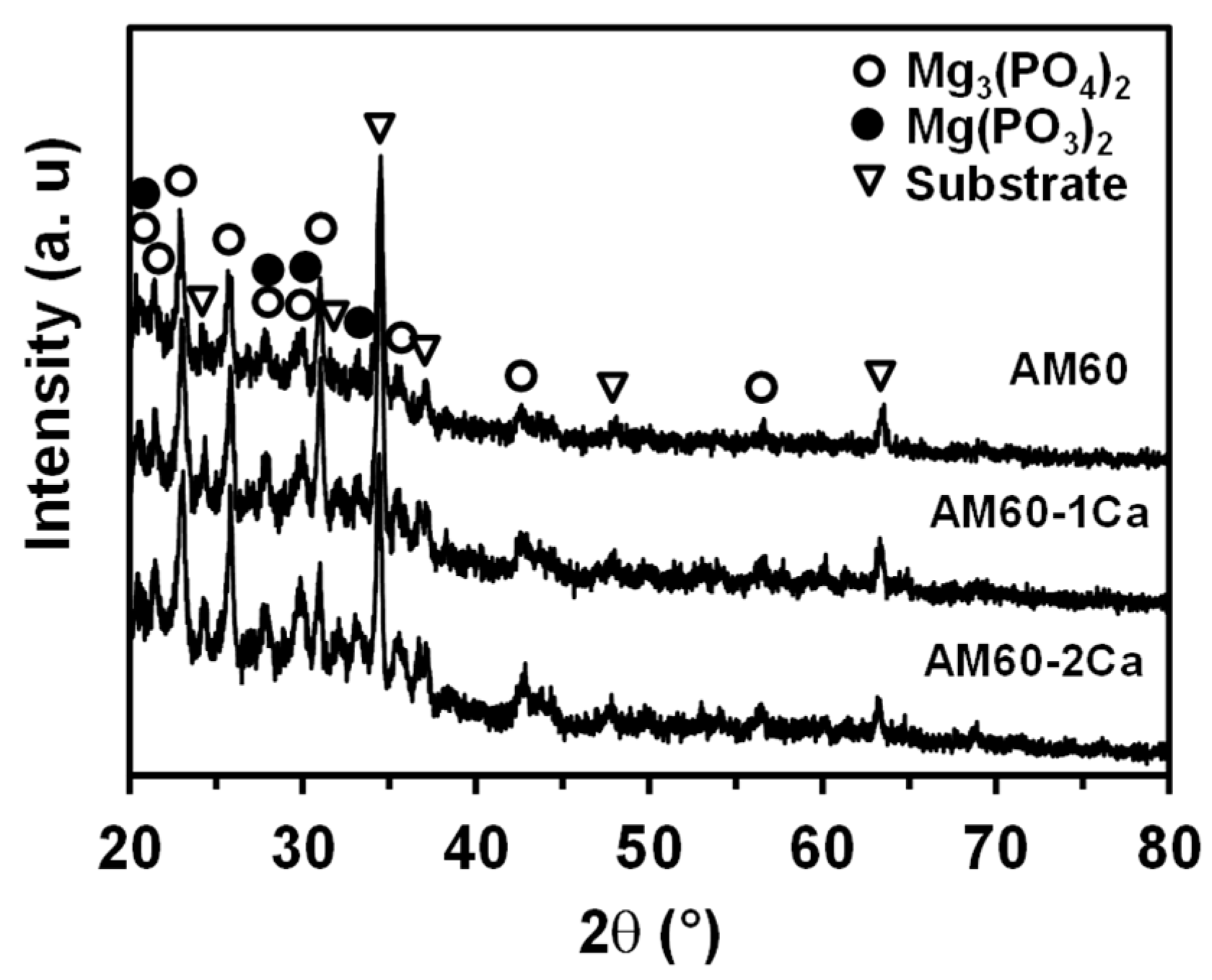
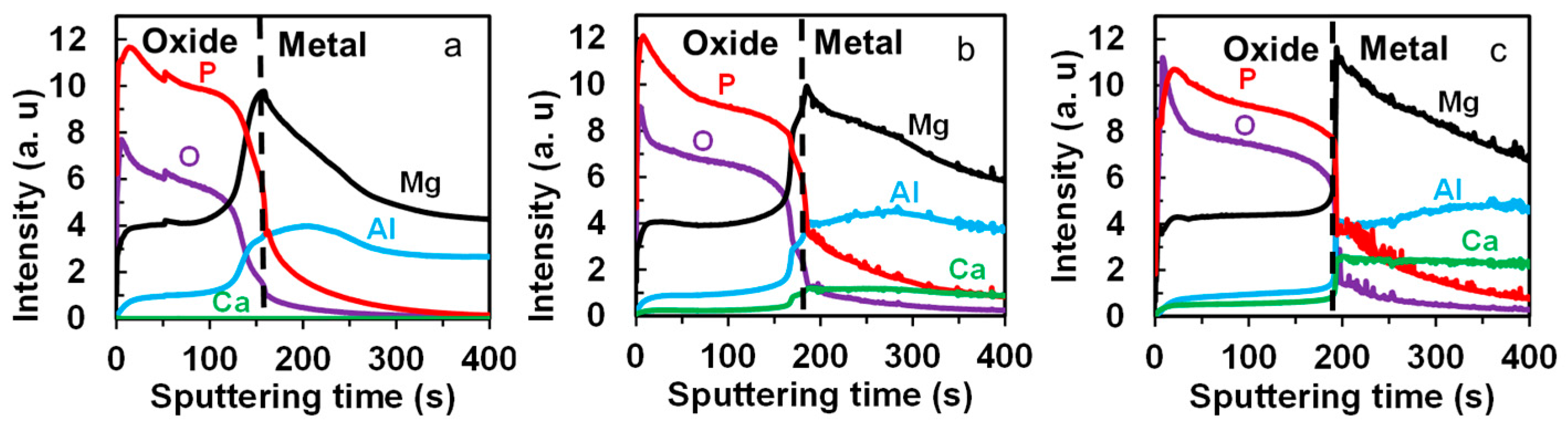
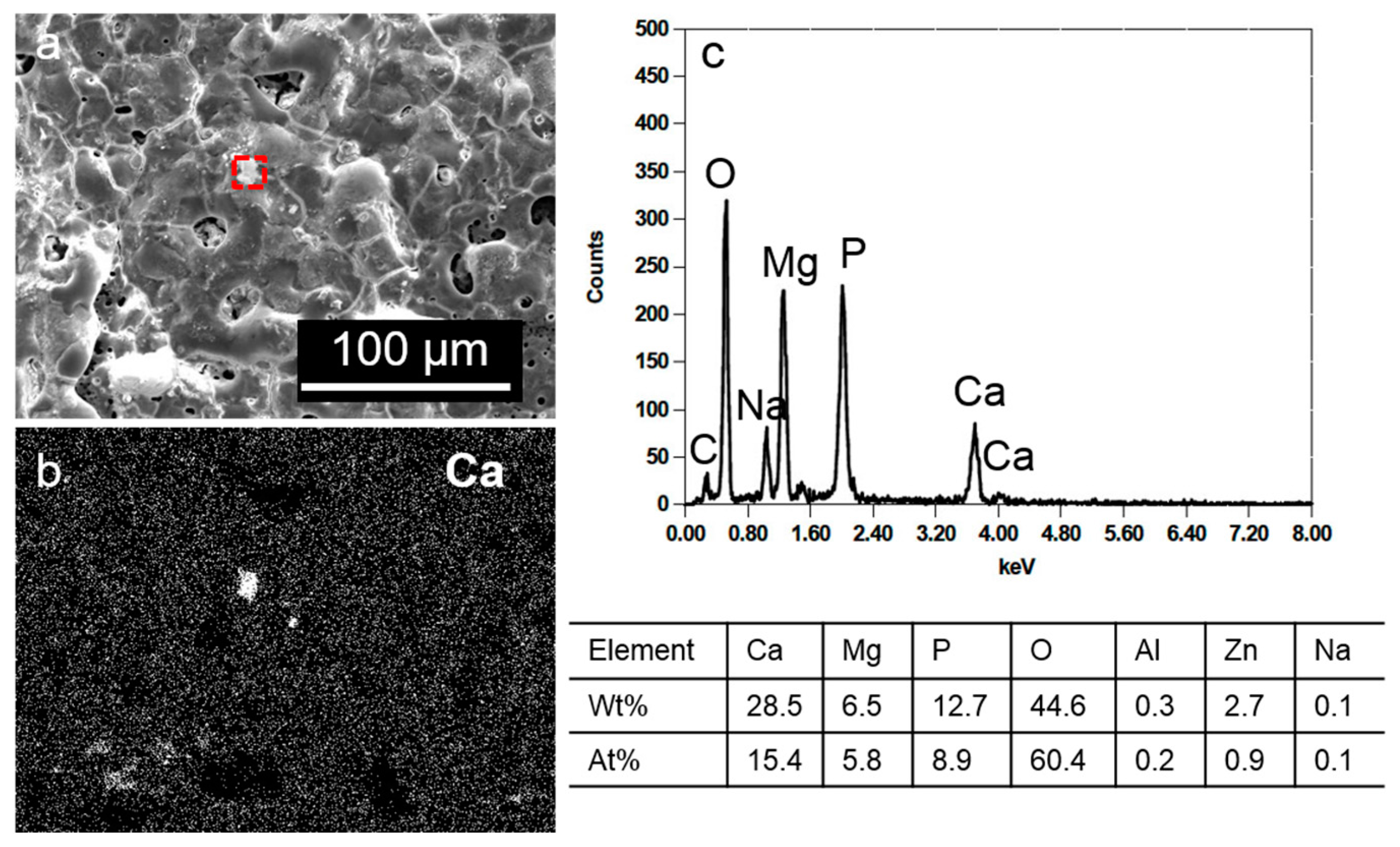
2.3. Structure and Composition of PEO Films
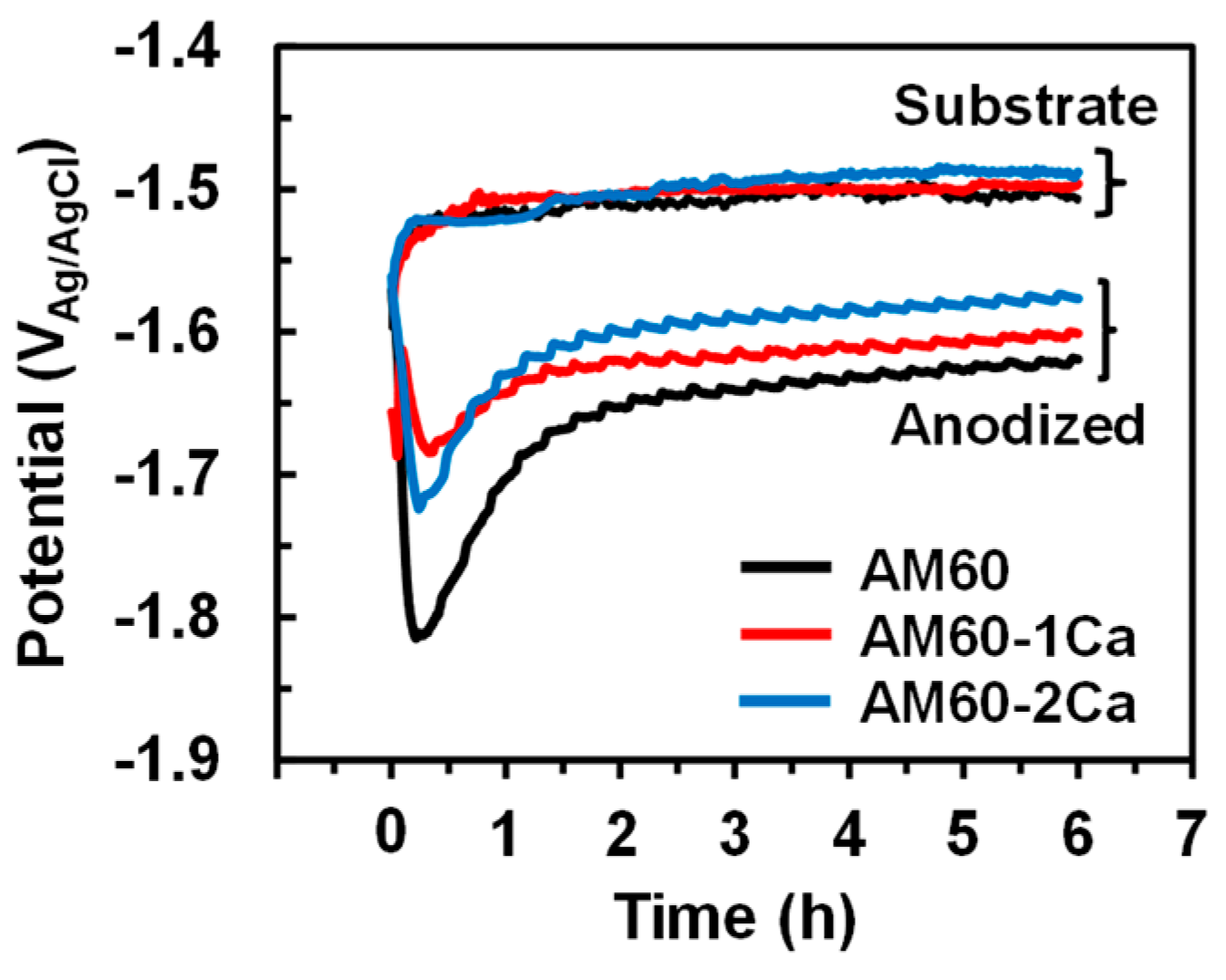
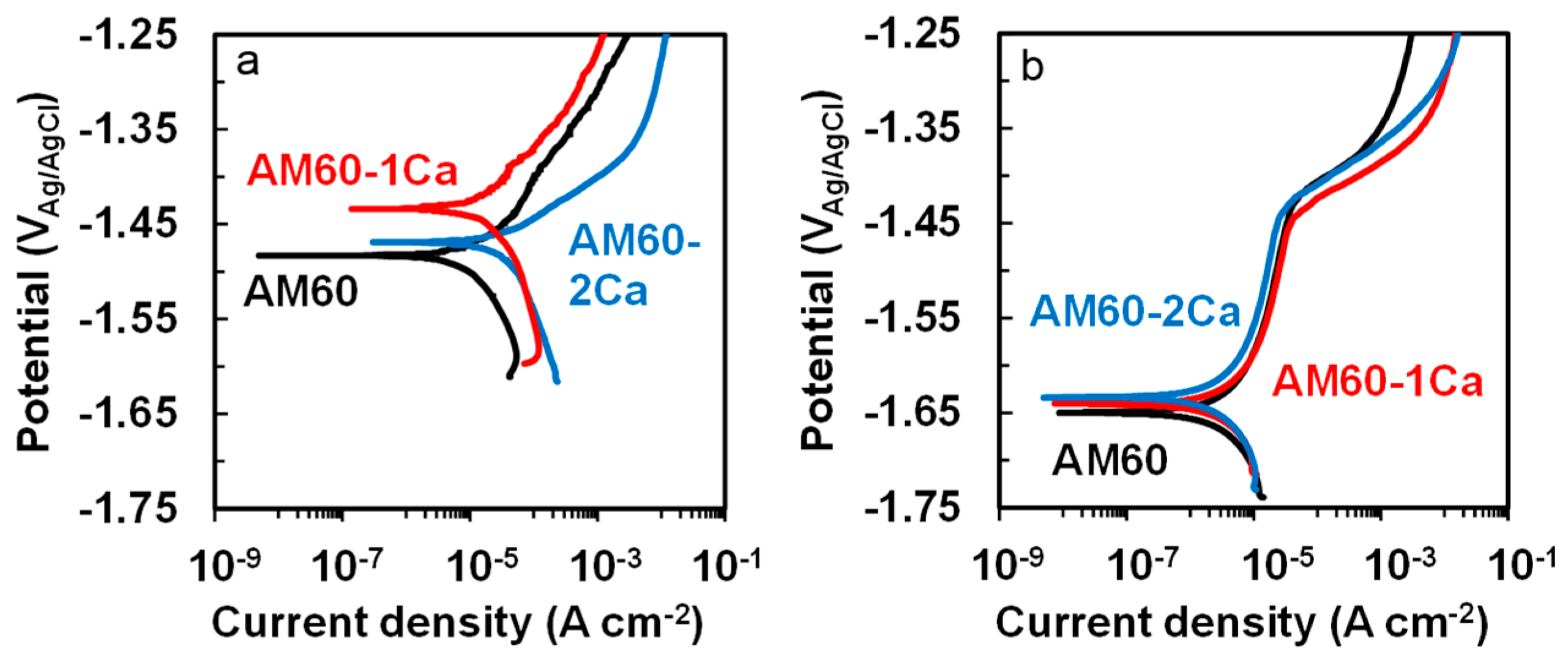
2.4. Electrochemical Corrosion
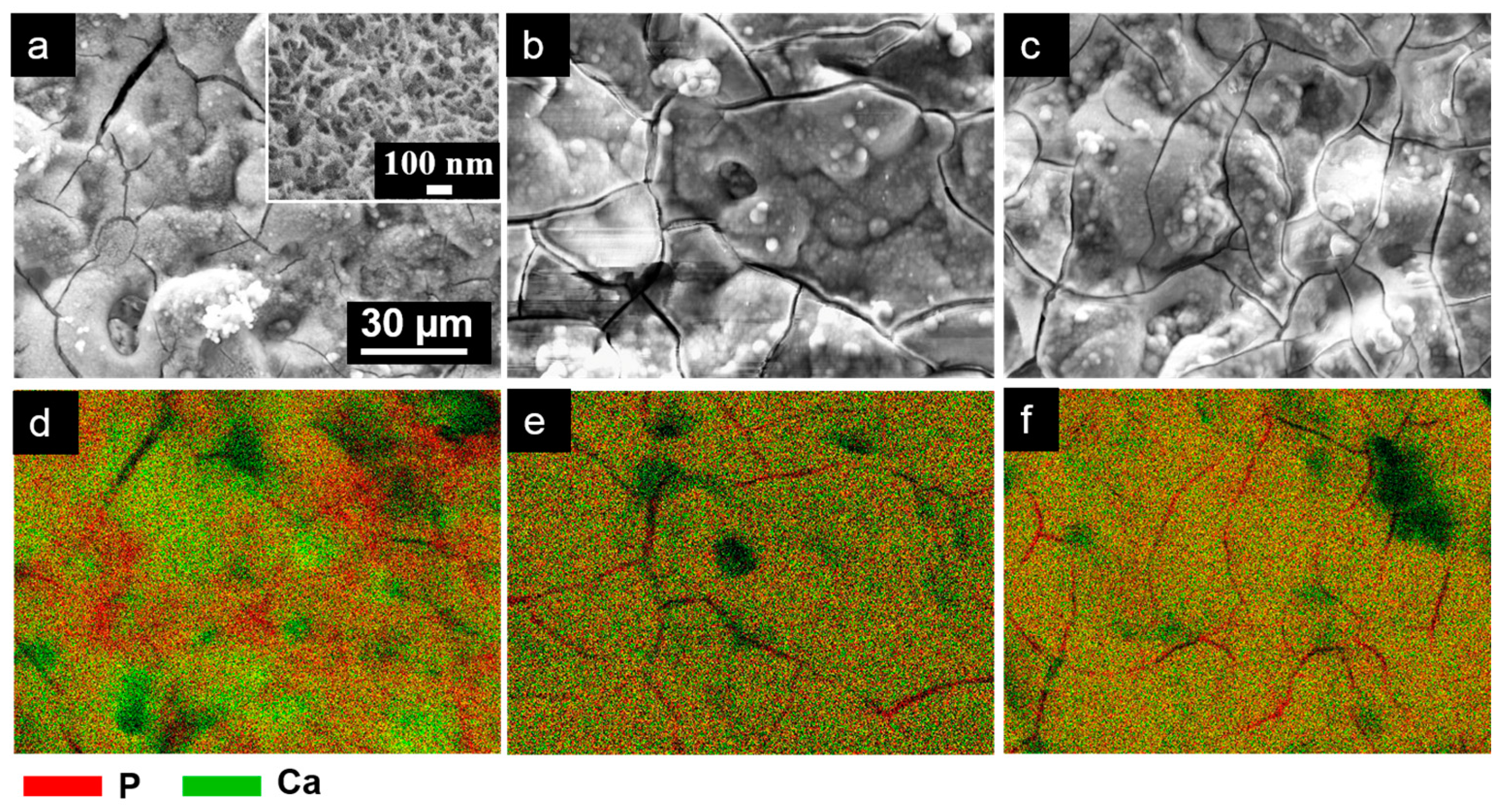
2.5. In Vitro Bioactivity
3. Discussion
4. Materials and Methods
4.1. Specimen Preparation
4.2. Anodization
4.3. Surface Analyses
4.4. Electrochemical Tests
4.5. In Vitro Immersion Tests
5. Conclusions
- The addition of Ca to the alloys slightly increased the PEO film thickness formed on AM60 alloys when constant-current anodization was performed.
- Increasing Ca content in the alloys extended the lifetime of fine plasma discharge during PEO because of the depletion of Al in the metal matrix and the reduction of Mg–Al precipitate, which resulted in thicker PEO films.
- The free corrosion potentials of the anodized AM60 specimens measured in 0.9% NaCl solution indicated slight ennoblement of the potential with increasing Ca concentration in the alloys. Similarly, the polarization curves for the anodized specimens shifted slightly to the nobler direction with increasing Ca content in the alloys. The improvement of corrosion resistance of the anodized AM60 specimens with increasing Ca content in the alloys was presumably attributable to the increase in PEO film thickness with increasing Ca concentration in the alloys.
- The PEO film formed on Ca-containing specimens exhibited higher bioactivity, as indicated by the formation of a thicker apatite layer in SBF, because of the incorporation of Ca compounds into the film, as well as the presence of Ca in the alloys. Acceleration of apatite-layer growth was beneficial for decelerating the long-term corrosion rate in physiological solution.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Song, G. Control of biodegradation of biocompatible magnesium alloys. Corros. Sci. 2007, 49, 1696–1701. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef]
- DeGarmo, E.P. Materials and Processes in Manufacturing, 11th ed.; Wiley & Sons Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Hornberger, H.; Virtanen, S.; Boccaccini, A.R. Biomedical coatings on magnesium alloys—A review. Acta Biomater. 2012, 8, 2442–2455. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Gu, X.; Lou, S.; Zheng, Y. The development of binary Mg-Ca alloys for use as biodegradable materials within bone. Biomaterials 2008, 29, 1329–1344. [Google Scholar] [CrossRef] [PubMed]
- Kirkland, N.T.; Birbilis, N.; Walker, J. In vitro dissolution of magnesium-calcium binary alloys: Clarifying the unique role of calcium additions in bioresorbable magnesium implant alloys. J. Biomed. Mater. Res. 2010, 95, 91–100. [Google Scholar] [CrossRef] [PubMed]
- Rad, H.R.B.; Idris, M.H.; Kadir, M.R.A.; Farahany, S. Microstructure analysis and corrosion behavior of biodegradable Mg-Ca implant alloys. Mater. Des. 2012, 33, 88–97. [Google Scholar] [CrossRef]
- Harandi, S.E.; Mirshahi, M.; Koleini, S.; Idris, M.H.; Jafari, H.; Kadir, M.R.A. Effect of calcium content on the microstructure, hardness and in vitro corrosion behavior of biodegradable Mg-Ca binary alloy. Mater. Res. 2013, 16, 11–18. [Google Scholar] [CrossRef]
- Wu, G.; Fan, Y.; Gao, H.; Zhai, C.; Zhu, Y.P. The effect of Ca and rare earth elements on the microstructure, mechanical properties and corrosion behavior of AZ91D. Mater. Sci. Eng. A 2005, 408, 255–263. [Google Scholar] [CrossRef]
- Kannan, M.B.; Raman, R.K.S. In Vitro degradation and mechanical integrity of calcium-containing magnesium alloys in modified-simulated body fluid. Biomaterials 2008, 29, 2306–2314. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Aung, N.N.; Sun, Y. Effect of antimony, bismuth and calcium addition on corrosion and electrochemical behavior of AZ91 magnesium alloy. Corros. Sci. 2009, 51, 403–408. [Google Scholar] [CrossRef]
- Kondori, B.; Mahmudi, R. Effect of Ca additions on the microstructure, thermal stability, and mechanical properties of a cast AM60 magnesium alloy. Mater. Sci. Eng. A 2010, 527, 2014–2021. [Google Scholar] [CrossRef]
- Srinivasan, P.B.; Liang, J.; Blawert, C.; Stormer, M.; Dietzel, W. Effect of current density on the microstructure and corrosion behavior of plasma electrolytic oxidation treated AM50 magnesium alloy. Appl. Surf. Sci. 2009, 255, 4212–4218. [Google Scholar] [CrossRef]
- Gu, X.N.; Li, N.; Zhou, W.R.; Zheng, Y.F.; Zhao, X.; Cai, Q.Z.; Ruan, L. Corrosion resistance and surface biocompatibility of a microarc oxidation coating on a Mg-Ca alloy. Acta Biomater. 2011, 7, 1880–1889. [Google Scholar] [CrossRef] [PubMed]
- Blawert, C.; Dietzel, W.; Ghali, E.; Song, G. Anodizing treatments for magnesium alloys and their effects on corrosion resistance in various environment. Adv. Eng. Mater. 2006, 8, 511–533. [Google Scholar] [CrossRef]
- White, L.; Koo, Y.; Neralla, S.; Sankar, J.; Yun, Y. Enhanced mechanical properties and increased corrosion resistance of a biodegradable magnesium alloy by plasma electrolytic oxidation (PEO). Mater. Sci. Eng. B 2016, 208, 39–46. [Google Scholar] [CrossRef]
- Chen, X.B.; Birbilis, N.; Abbott, T.B. Review of corrosion-resistant conversion coatings for magnesium and its alloys. Corrosion 2011, 67, 035005-1–035005-16. [Google Scholar] [CrossRef]
- Matykina, E.; Garcia, I.; Arrabal, R.; Mohedano, M.; Mingo, B.; Sancho, J.; Merino, M.C.; Pardo, A. Role of PEO coatings in long-term biodegradation of a Mg alloy. Appl. Surf. Sci. 2016, 389, 810–823. [Google Scholar] [CrossRef]
- Jang, Y.; Tan, Z.; Jurey, C.; Xu, Z.; Dong, Z.; Collins, B.; Yun, Y.; Sankar, J. Understanding corrosion behavior of Mg-Zn-Ca alloys from subcutaneous mouse model: Effect of Zn element concentration and plasma electrolytic oxidation. Mater. Sci. Eng. C 2015, 48, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Hussein, R.O.; Northwood, D.O.; Nie, X. The effect of processing parameters and substrate composition on the corrosion resistance of plasma electrolytic oxidation (PEO) coated magnesium alloys. Surf. Coat. Technol. 2013, 237, 357–368. [Google Scholar] [CrossRef]
- Anawati, A.; Asoh, H.; Ono, S. Enhanced uniformity of apatite coating on a PEO film formed on AZ31 Mg alloy by an alkali pretreatment. Surf. Coat. Technol. 2015, 272, 182–189. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Ca-Mg (Calcium-Magnesium) system. Bull. Alloy Phase Diagr. 1987, 8, 58–65. [Google Scholar] [CrossRef]
- Massalski, T.B. Binary Alloy Phase Diagrams, 2nd ed.; ASM: Materials Park, OH, USA, 1990. [Google Scholar]
- Pekguleryuz, M.O.; Kainer, K.U.; Kaya, A.A. Fundamentals of Magnesium Alloy Metallurgy; Woodhead Publishing Ltd.: Cambridge, UK, 2013. [Google Scholar]
- Atrens, A.; Liu, M.; Abidin, N.I.Z. Corrosion mechanism applicable to biodegradable magnesium implants. Mater. Sci. Eng. B 2011, 176, 1609–1636. [Google Scholar] [CrossRef]
- Nisancioglu, K.; Lunder, O.; Aune, T. Corrosion mechanism of AZ91 magnesium alloy. In Proceedings of the 47th World Magnesium Conference, Cannes, France, 29–31 May 1990; pp. 43–50.
- Lunder, O. Corrosion resistance of cast Mg-Al alloys. Corros. Rev. 1997, 15, 439–470. [Google Scholar] [CrossRef]
- Nordlien, J.H.; Nisancioglu, K.; Ono, S.; Masuko, N. Morphology and structure of oxide films formed on MgAl alloys by exposure to air and water. J. Electrochem. Soc. 1996, 143, 2564–2572. [Google Scholar] [CrossRef]
- Mori, Y.; Koshi, A.; Liao, J.; Asoh, H.; Ono, S. Characteristics and corrosion resistance of plasma electrolytic oxidation coatings on AZ31B Mg alloy formed in phosphate-silicate mixture electrolytes. Corros. Sci. 2014, 88, 254–262. [Google Scholar] [CrossRef]
- Kannan, M.B. Electrochemical deposition of calcium phosphates on magnesium and its alloys for improved biodegradation performance: A review. Surf. Coat. Technol. 2016, 301, 36–41. [Google Scholar] [CrossRef]
- Canning, S.P. Annual Book of ASTM Standards; ASTM International: Conshohocken, PA, USA, 1991; p. 29. [Google Scholar]
- Anawati, A.; Tanigawa, H.; Asoh, H.; Ohno, T.; Kubota, M.; Ono, S. Electrochemical corrosion and bioactivity of titanium-hydroxyapatite composites prepared by spark plasma sintering. Corros. Sci. 2013, 70, 212–220. [Google Scholar] [CrossRef]
- Müller, L.; Müller, F.A. Preparation of SBF with different HCO3-content and its influence on the composition of biomimetic apatite on anodic TiO2 nanotubes. Acta Biomater. 2006, 2, 181–189. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Al | Zn | Mn | Cu | Ni | Si | Be |
|---|---|---|---|---|---|---|---|
| Bal. | 5.6 | ≤0.2 | 0.26 | ≤0.008 | ≤0.001 | ≤0.08 | ≤0.0005 |
| Ion | Na+ | K+ | Mg+ | Ca+ | Cl− | HCO3− | HPO42− | SO42− |
|---|---|---|---|---|---|---|---|---|
| Concentration (mM) | 142 | 5 | 1 | 2.5 | 126 | 10 | 1 | 1 |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anawati, A.; Asoh, H.; Ono, S. Effects of Alloying Element Ca on the Corrosion Behavior and Bioactivity of Anodic Films Formed on AM60 Mg Alloys. Materials 2017, 10, 11. https://doi.org/10.3390/ma10010011
Anawati A, Asoh H, Ono S. Effects of Alloying Element Ca on the Corrosion Behavior and Bioactivity of Anodic Films Formed on AM60 Mg Alloys. Materials. 2017; 10(1):11. https://doi.org/10.3390/ma10010011
Chicago/Turabian StyleAnawati, Anawati, Hidetaka Asoh, and Sachiko Ono. 2017. "Effects of Alloying Element Ca on the Corrosion Behavior and Bioactivity of Anodic Films Formed on AM60 Mg Alloys" Materials 10, no. 1: 11. https://doi.org/10.3390/ma10010011
APA StyleAnawati, A., Asoh, H., & Ono, S. (2017). Effects of Alloying Element Ca on the Corrosion Behavior and Bioactivity of Anodic Films Formed on AM60 Mg Alloys. Materials, 10(1), 11. https://doi.org/10.3390/ma10010011