Temperature Uncertainty Analysis of Injection Mechanism Based on Kriging Modeling


Abstract
:1. Introduction
2. Kriging Modeling Methodology of Injection Mechanism
2.1. Meta-Modeling Method
- Avoid time-consuming simulation and reduce the iteration time;
- Filtering out the possible numerical noise produced by the original analysis model;
- Estimate the response relationship between input and output parameters;
- Avoid the local optimal solution effectively; find the global solution using numerical algorithm and shorten the optimization period;
- Form better optimization strategy with other algorithms, such as Design of Experiments (DOE), Optimization, Robust Design and so on.
2.2. Uncertainty Problem Description of Injection Mechanism Based on Meta-Model
2.3. Kriging Meta-Modeling of the Injection Mechanism
2.3.1. Mathematical Model
- According to the test requirements, determine the position of the sample point , where is an m-dimensional point;
- Obtain the response value at sample point by numerical simulation or experiment to form complete sample data , where is a vector representing the q-dimensional response values;
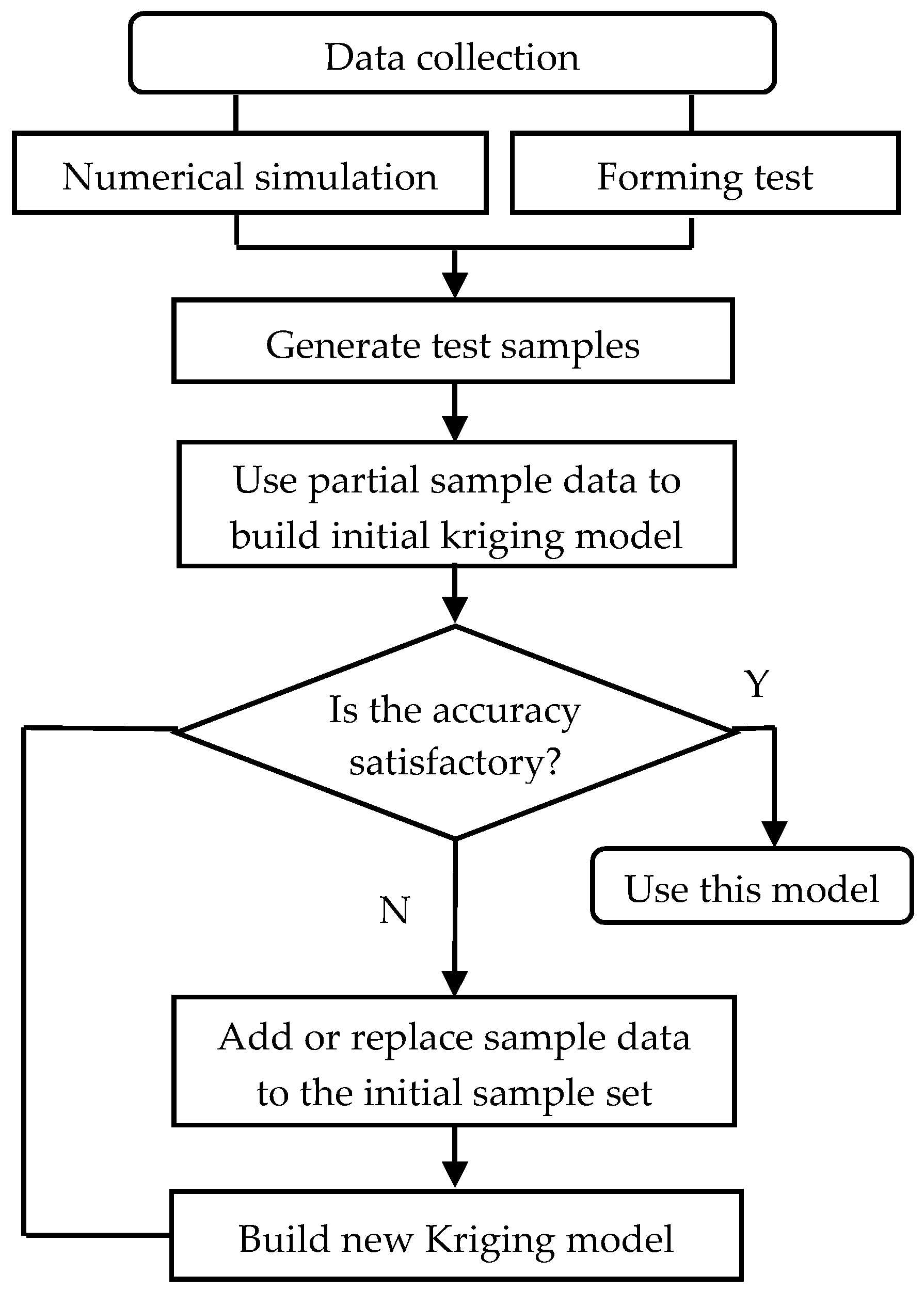
- Using partial sample data, build the appropriate kriging model to make and fit well. Then, check and calibrate the model with the other sample data. Thereafter, iterative computations are performed until the calibration model meets the precision requirements. The flow chat is shown in Figure 2.
2.3.2. Selection of Regression Function
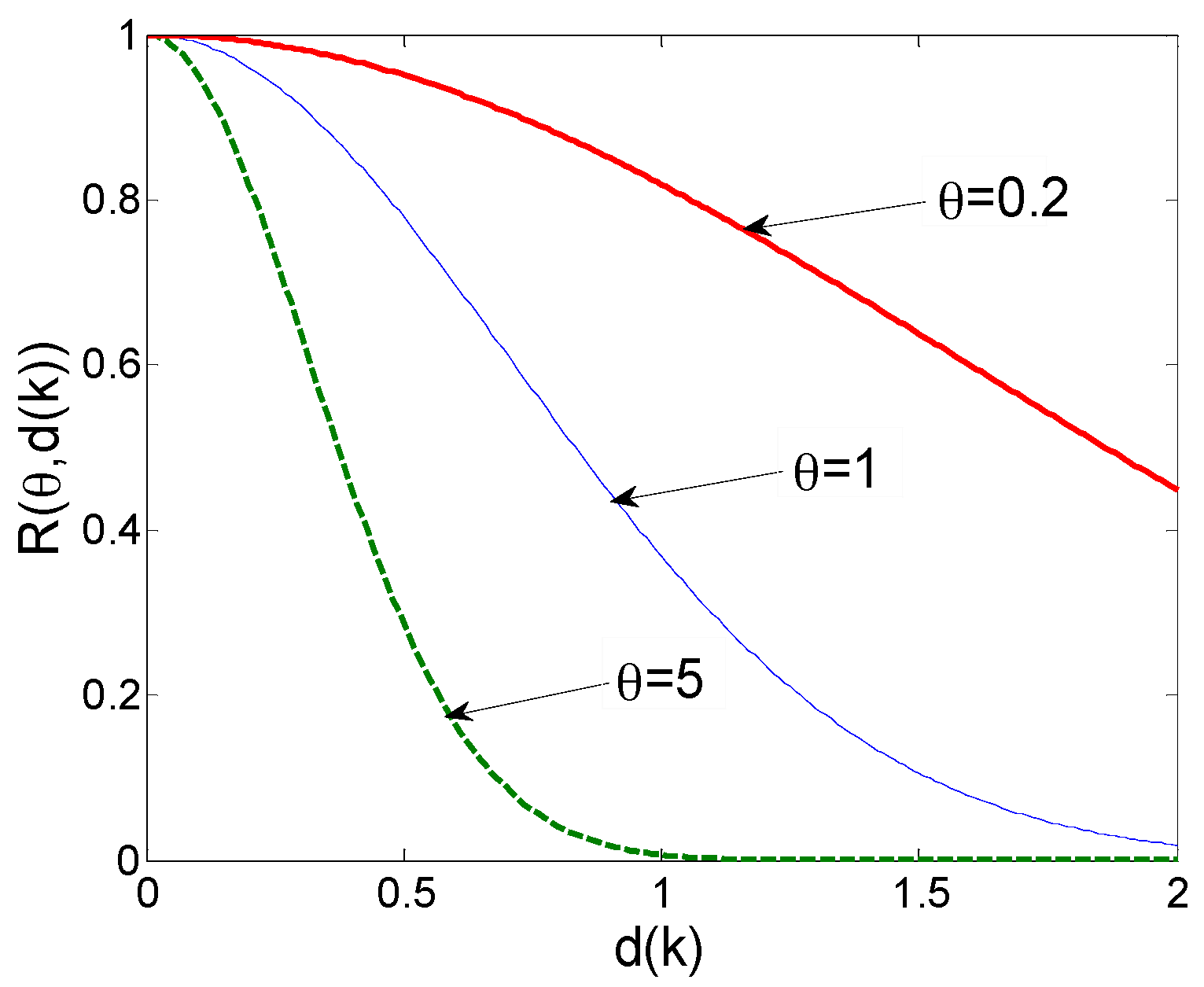
2.3.3. Selection of Correlation Function R
3. Results Analysis and Discussion
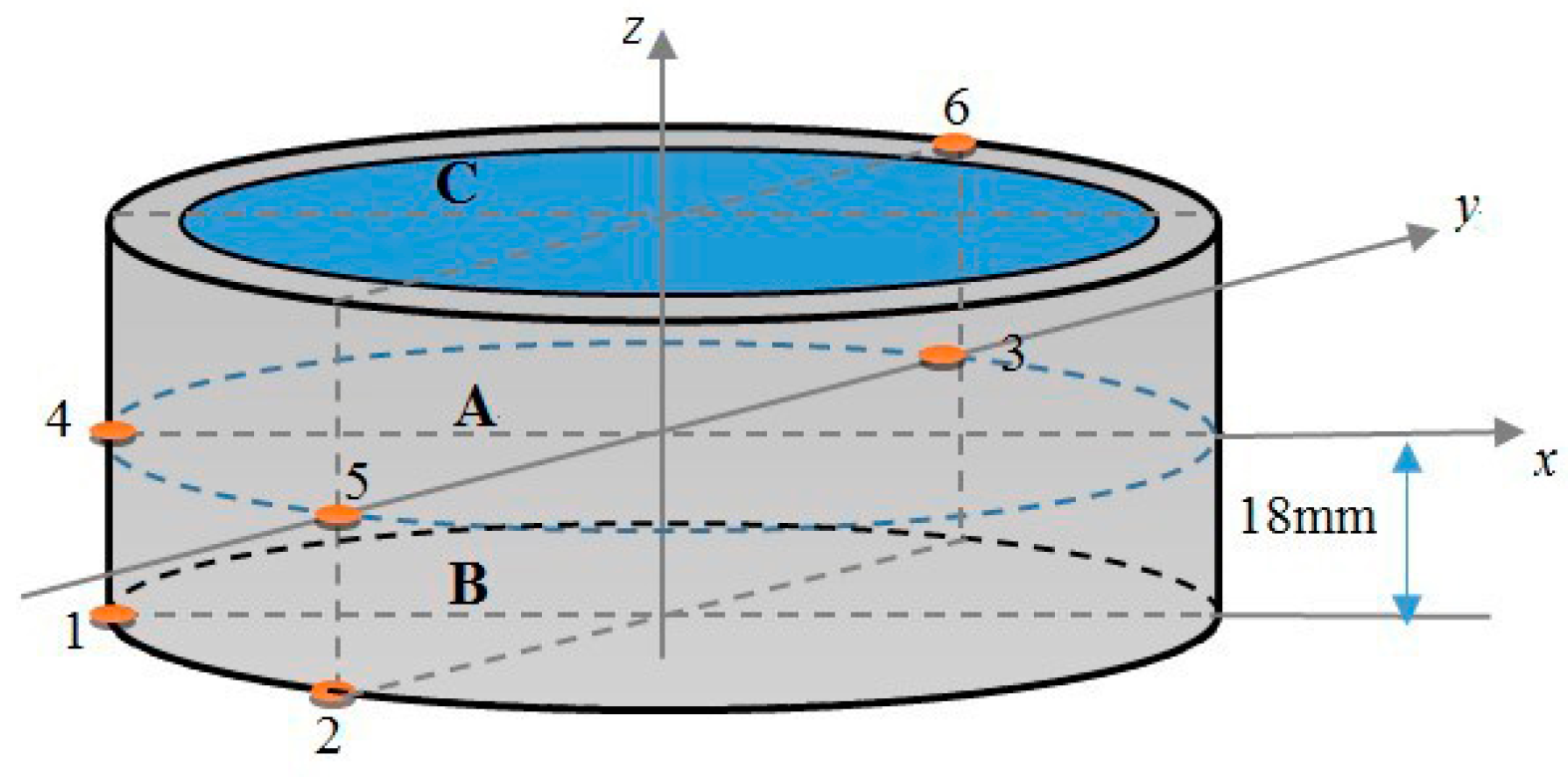
- Both experiments and simulations are carried out accurately. The main difference between them results from the inaccuracy of material properties, the load transformation and the errors of the numerical model;
- Data reconstruction is performed on the error points at the six measurement positions. The kriging model is fitted by using the existing points, and then calibrated with the error points.
3.1. Kriging Model Related Parameters
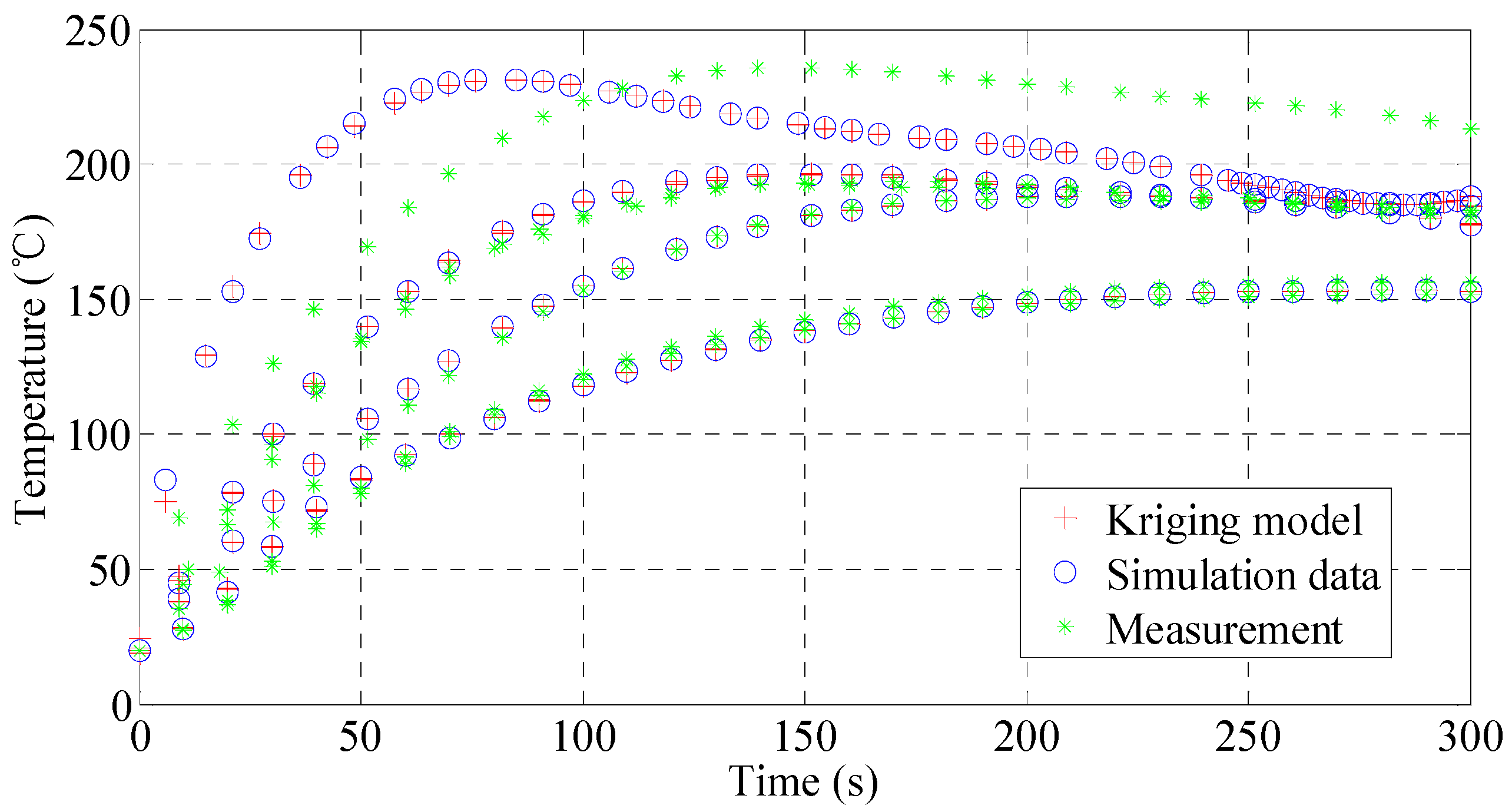
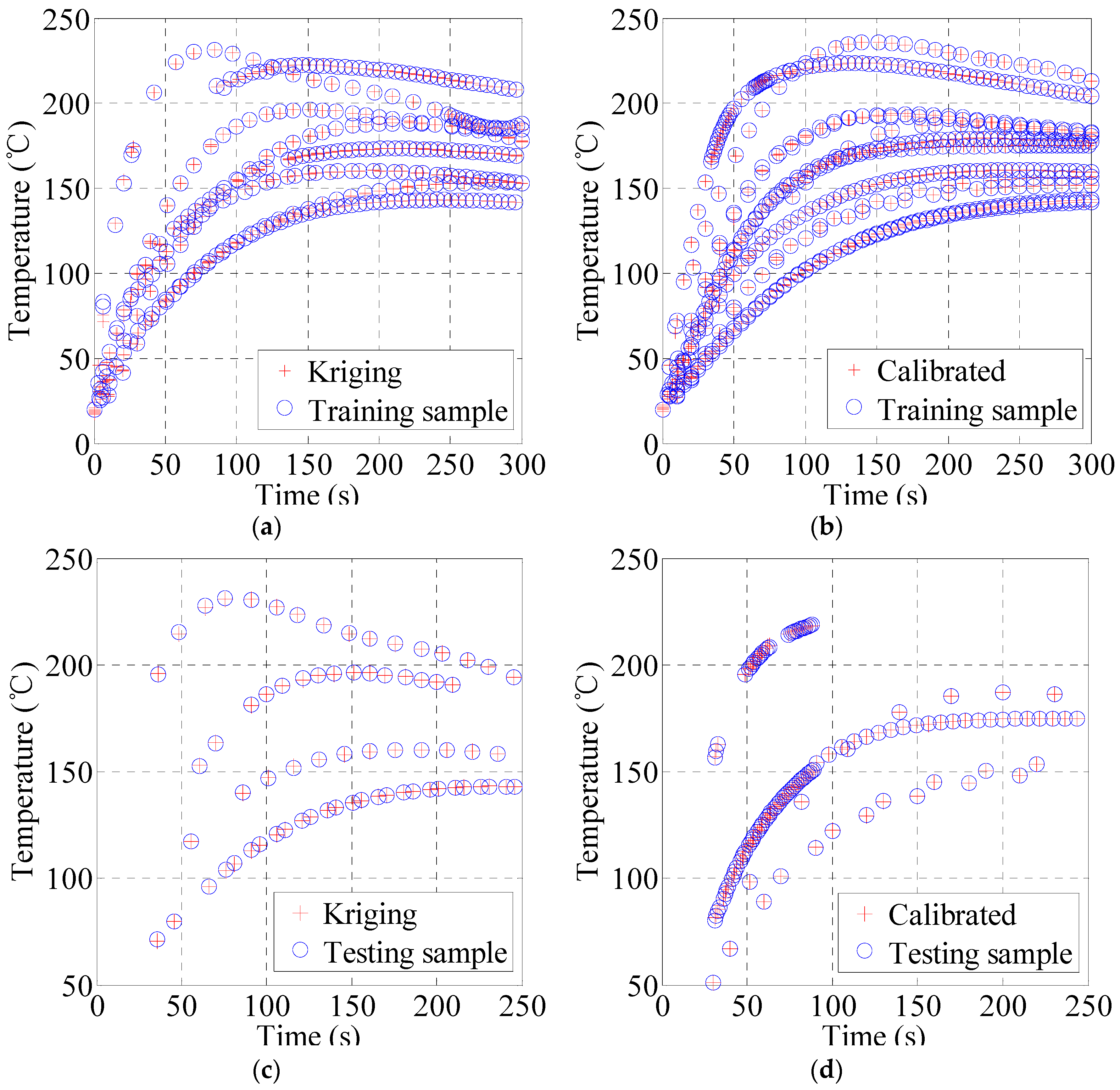
3.2. Analysis of Temperature Prediction
3.3. Variance Analysis of Predicted Values
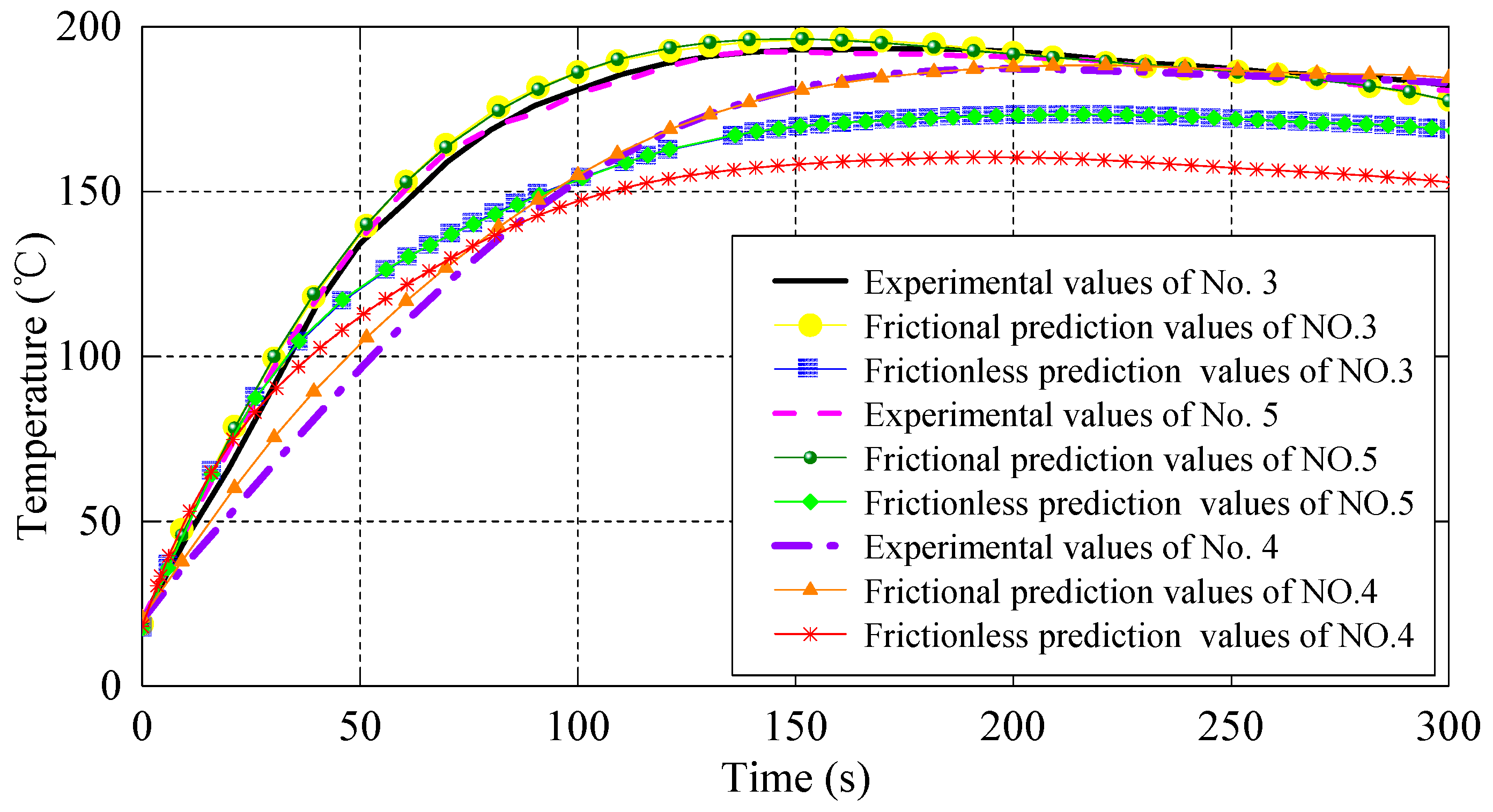
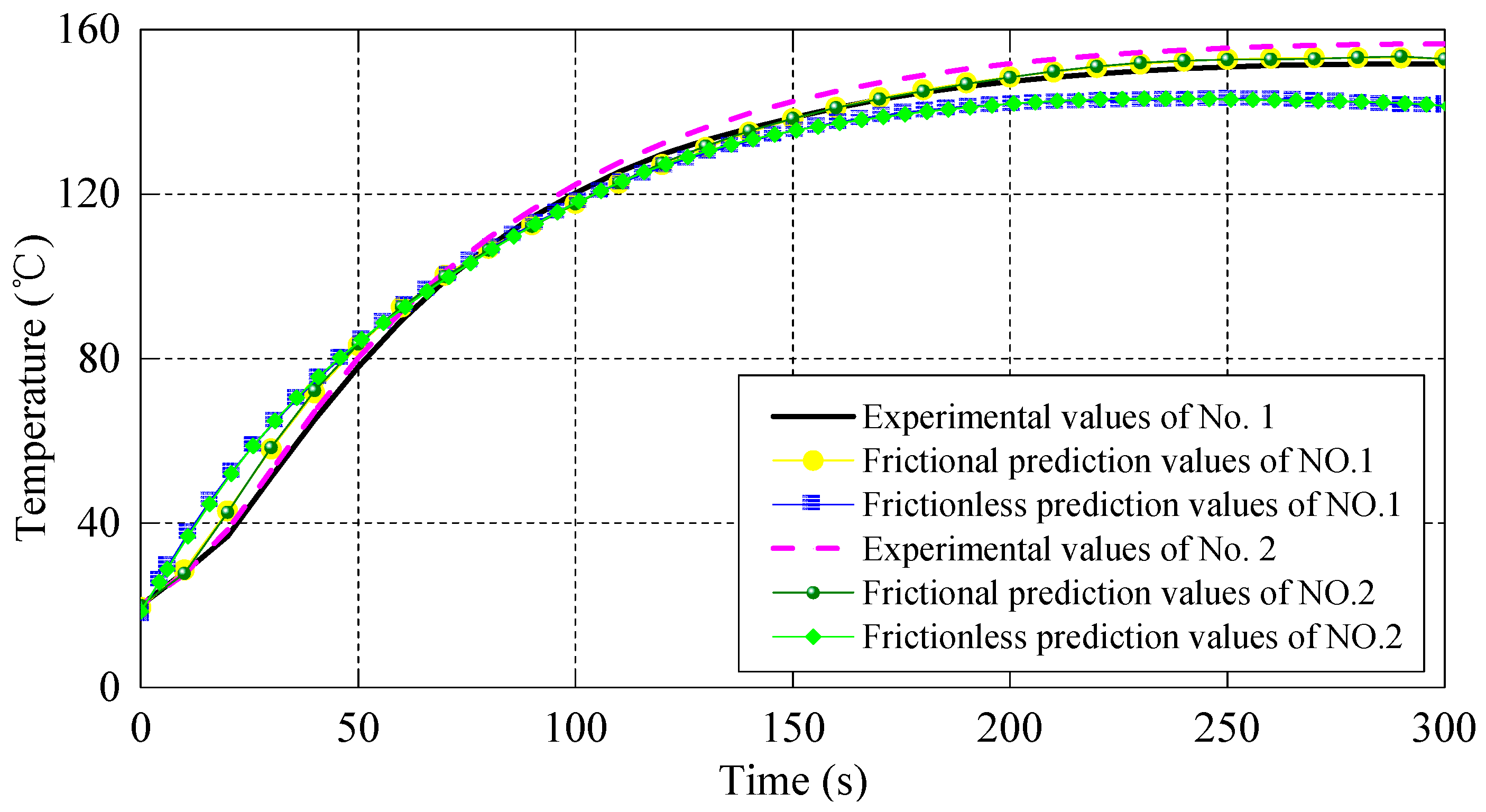
3.4. Comparison of Friction Results
4. Conclusions
- The prediction results of the kriging surrogate model show that there are a few significant error values between the predicted and simulated data in the early injection stage, and, thereafter, the error decreases gradually. This phenomenon indicates the impact of the uncertainty on the temperature distribution of the injection mechanism in the injection process.
- The variance mean and standard deviation obtained from the calibrated model are relatively smaller, which indicate that the calibration model is improved in terms of the prediction accuracy.
- By a comparison study, the influence of friction on injection forming is further verified. By considering friction, the relative error between the model prediction and the experimental data at section A is obviously smaller than that obtained by ignoring friction.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- You, D.D.; Wang, X.; Cheng, X.Y.; Jiang, X.M. Friction modeling and analysis of injection process in squeeze casting. J. Mater. Process. Technol. 2017, 239, 42–51. [Google Scholar] [CrossRef]
- Nannapaneni, S.; Mahadevan, S. Reliability analysis under epistemic uncertainty. Reliab. Eng. Syst. Saf. 2016, 155, 9–20. [Google Scholar] [CrossRef]
- Zhao, F.Q.; Tian, Z.G.; Zeng, Y. Uncertainty Quantification in Gear Remaining Useful Life Prediction through an Integrated Prognostics Method. IEEE Trans. Reliab. 2013, 62, 146–159. [Google Scholar] [CrossRef]
- Bilionis, I.; Zabaras, N.; Konomi, B.A.; Lin, G. Multi-output separable Gaussian process: Towards an efficient, fully Bayesian paradigm for uncertainty quantification. J. Comput. Phys. 2013, 241, 212–239. [Google Scholar] [CrossRef]
- Xiao, H.; Wu, J.L.; Wang, J.X.; Sun, R.; Roy, C.J. Quantifying and reducing model-form uncertainties in Reynolds-averaged Navier-Stokes simulations: A data-driven, physics-informed Bayesian approach. J. Comput. Phys. 2016, 324, 115–136. [Google Scholar] [CrossRef]
- Sankararaman, S. Significance, interpretation, and quantification of uncertainty in prognostics and remaining useful life prediction. Mech. Syst. Signal. Process. 2015, 52–53, 228–247. [Google Scholar] [CrossRef]
- Tao, Y.R.; Duan, S.Y.; Yang, X.J. Reliability modeling and optimization of die-casting existing epistemic uncertainty. Int. J. Interact. Des. Manuf. 2016, 10, 51–57. [Google Scholar]
- Hardin, R.A.; Choi, K.K.; Gaul, N.J.; Beckermann, C. Reliability based casting process design optimization. Int. J. Cast. Met. Res. 2015, 28, 181–192. [Google Scholar] [CrossRef]
- Fezi, K.; Krane, M.J.M. Uncertainty quantification in modelling equiaxed alloy solidification. Int. J. Cast Met. Res. 2017, 30, 34–49. [Google Scholar] [CrossRef]
- Plotkowski, A.; Krane, M.J.M. Quantification of Epistemic Uncertainty in Grain Attachment Models for Equiaxed Solidification. Metall. Mater. Trans. B 2017, 48, 1636–1651. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, X.C.; Yu, Y.; Yin, Q. Evaluation of heat transfer coefficients in continuous casting under large disturbance by weighted least squares Levenberg-Marquardt method. Appl. Therm. Eng. 2017, 111, 989–996. [Google Scholar] [CrossRef]
- Wu, M.; Ludwig, A.; Fjeld, A. Modelling mixed columnar-equiaxed solidification with melt convection and grain sedimentation—Part II: Illustrative modelling results and parameter studies. Comput. Mater. Sci. 2010, 50, 43–58. [Google Scholar] [CrossRef]
- Carlson, K.D.; Beckermann, C. Determination of solid fraction-temperature relation and latent heat using full scale casting experiments: Application to corrosion resistant steels and nickel based alloys. Int. J. Cast Met. Res. 2012, 25, 75–92. [Google Scholar] [CrossRef]
- Sakalli, U.S.; Baykoc, O.F. An optimization approach for brass casting blending problem under aletory and epistemic uncertainties. Int. J. Prod. Econ. 2011, 133, 708–718. [Google Scholar] [CrossRef]
- Kleijnen, J.P.C. Regression and Kriging metamodels with their experimental designs in simulation: A review. Eur. J. Oper. Res. 2017, 256, 1–16. [Google Scholar] [CrossRef]
- Tu, H.M.; Lou, W.Z.; Sun, Z.L.; Qian, Y.P. Structural reliability simulation for the latching mechanism in MEMS-based Safety and Arming device. Adv. Eng. Softw. 2017, 108, 48–56. [Google Scholar] [CrossRef]
- Zhu, Z.F.; Du, X.P. Reliability Analysis with Monte Carlo Simulation and Dependent Kriging Predictions. J. Mech. Des. 2016, 138. [Google Scholar] [CrossRef]
- Haeri, A.; Fadaee, M.J. Efficient reliability analysis of laminated composites using advanced Kriging surrogate model. Compos. Struct. 2016, 149, 26–32. [Google Scholar] [CrossRef]
- Dey, S.; Mukhopadhyay, T.; Adhikari, S. Stochastic free vibration analyses of composite shallow doubly curved shells—A Kriging model approach. Compos. Part. B-Eng. 2015, 70, 99–112. [Google Scholar] [CrossRef]
- Zakerifar, M.; Biles, W.E.; Evans, G.W. Kriging metamodeling in multiple-objective simulation optimization. Simulation 2011, 87, 843–856. [Google Scholar] [CrossRef]
- Echard, B.; Gayton, N.; Lemaire, M.; Relun, N. A combined Importance Sampling and Kriging reliability method for small failure probabilities with time-demanding numerical models. Reliab. Eng. Syst. Saf. 2013, 111, 232–240. [Google Scholar] [CrossRef]
- Xiao, M.; Gao, L.; Shao, X.Y.; Qiu, H.; Jiang, P. A generalised collaborative optimisation method and its combination with kriging metamodels for engineering design. J. Eng. Des. 2012, 23, 379–399. [Google Scholar] [CrossRef]
- Arendt, P.D.; Apley, D.W.; Chen, W. A preposterior analysis to predict identifiability in the experimental calibration of computer models. IIE Trans. 2016, 48, 75–88. [Google Scholar] [CrossRef]
- Tuo, R.; Wu, C.F.J.; Yu, D. Surrogate Modeling of Computer Experiments with Different Mesh Densities. Technometrics 2014, 56, 372–380. [Google Scholar] [CrossRef]
- Hofwing, M. Robustness of Residual stresses in brake discs by metamodeling. In Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Washington, DC, USA, 28–31 August 2011; The American Society of Mechanical Engineers: New York, NY, USA, 2011; Volume 5, pp. 1115–1125. [Google Scholar]
- Li, X.Q.; He, D.H. Identification of material parameters from punch stretch test. Trans. Nonferrous Met. Soc. China 2013, 23, 1435–1441. [Google Scholar] [CrossRef]
- Deng, Y.M.; Zhang, Y.; Lam, Y.C. A hybrid of mode-pursuing sampling method and genetic algorithm for minimization of injection molding warpage. Mater. Des. 2010, 31, 2118–2123. [Google Scholar] [CrossRef]
- Li, H.X.; Wang, X.Y.; Wei, Y.B.; Liu, T.; Gu, J.F.; Li, Z.; Wang, M.; Zhao, D.; Qiao, A.; Liu, Y. Multi-Objective Optimizations of Biodegradable Polymer Stent Structure and Stent Microinjection Molding Process. Polymers 2017, 9, 20. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, H.X.; Gu, J.F.; Li, Z.; Ruan, S.; Shen, C.; Wang, M. Pressure Analysis of Dynamic Injection Molding and Process Parameter Optimization for Reducing Warpage of Injection Molded Products. Polymers 2017, 9, 85. [Google Scholar] [CrossRef]
- Kang, G.J.; Park, C.H.; Choi, D.H. Metamodel-based design optimization of injection molding process variables and gates of an automotive glove box for enhancing its quality. J. Mech. Sci. Technol. 2016, 30, 1723–1732. [Google Scholar] [CrossRef]
- Dang, X.P. General frameworks for optimization of plastic injection molding process parameters. Simul. Model. Pract. Theory 2014, 41, 15–27. [Google Scholar] [CrossRef]
- Gao, P.F.; Yang, H.; Fan, X.G. Forming limit of local loading forming of Ti-alloy large-scale rib-web components considering defects in the transitional region. Int. J. Adv. Manuf. Technol. 2015, 80, 1015–1026. [Google Scholar] [CrossRef]
- Ambrogio, G.; Ciancio, C.; Filice, L.; Gagliardi, F. Innovative metamodelling-based process design for manufacturing: An application to Incremental Sheet Forming. Int. J. Mater. Form. 2017, 10, 279–286. [Google Scholar] [CrossRef]
- Abebe, M.; Park, J.W.; Kim, J.; Kang, B.S. Numerical verification on formability of metallic alloys for skin structure using multi-point die-less forming. Int. J. Precis. Eng. Manuf. 2017, 18, 263–272. [Google Scholar] [CrossRef]
- Tutum, C.C.; Deb, K.; Baran, I. Constrained Efficient Global Optimization for Pultrusion Process. Mater. Manuf. Process. 2015, 30, 538–551. [Google Scholar] [CrossRef]
- Kusiak, J.; Sztangret, L.; Pietrzyk, M. Effective strategies of metamodelling of industrial metallurgical processes. Adv. Eng. Softw. 2015, 89, 90–97. [Google Scholar] [CrossRef]
- Meng, F.J.; Labergere, C.; Lafon, P. Multi-objective optimization based on meta-models of an aeronautical hub including the ductile damage constraint. Int. J. Damage Mech. 2014, 23, 1055–1076. [Google Scholar] [CrossRef]
- Roux, E.; Bouchard, P.O. Kriging metamodel global optimization of clinching joining processes accounting for ductile damage. J. Mater. Process. Technol. 2013, 213, 1038–1047. [Google Scholar] [CrossRef]
- An, H.G.; Green, D.; Johrendt, J.; Smith, L. Multi-objective optimization of loading path design in multi-stage tube forming using MOGA. Int. J. Mater. Form 2013, 6, 125–135. [Google Scholar] [CrossRef]
- Kodiyalam, S.; Yang, R.J.; Gu, L. High performance computing and surrogate modeling for rapid visualization with multidisciplinary optimization. AIAA J. 2004, 42, 2347–2354. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | 1 | x1 | x2 | x3 | x4 | x5 | x6 |
|---|---|---|---|---|---|---|---|
| Independent Variable | x Axis | y Axis | z Axis | t | If | Is | |
| Krig_ (×103) | 8.416 | 0.341 | −2.673 | −1.325 | −1.647 | −7.556 | 0.557 |
| Krig_ | — | 4.573 | 0.125 | 0.001 | 0.100 | 10.219 | 1.015 |
| Calib_ (×103) | −2.721 | 1.003 | 1.103 | −0.198 | 0.485 | 2.562 | −0.923 |
| Calib_ | — | 7.476 | 0.0625 | 0.001 | 0.100 | 10.219 | 1.008 |
| Model | Data Point | Mean Value | Standard Deviation | Minimum Value | Median | Maximum Value |
|---|---|---|---|---|---|---|
| Krig_Testing | 70 | 0.2939 | 0.1196 | 0.1798 | 0.2116 | 0.5369 |
| Calib_Testing | 118 | 0.0428 | 0.0253 | 0.0134 | 0.0375 | 0.1337 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, D.; Liu, D.; Jiang, X.; Cheng, X.; Wang, X. Temperature Uncertainty Analysis of Injection Mechanism Based on Kriging Modeling. Materials 2017, 10, 1319. https://doi.org/10.3390/ma10111319
You D, Liu D, Jiang X, Cheng X, Wang X. Temperature Uncertainty Analysis of Injection Mechanism Based on Kriging Modeling. Materials. 2017; 10(11):1319. https://doi.org/10.3390/ma10111319
Chicago/Turabian StyleYou, Dongdong, Dehui Liu, Xiaomo Jiang, Xueyu Cheng, and Xiang Wang. 2017. "Temperature Uncertainty Analysis of Injection Mechanism Based on Kriging Modeling" Materials 10, no. 11: 1319. https://doi.org/10.3390/ma10111319
APA StyleYou, D., Liu, D., Jiang, X., Cheng, X., & Wang, X. (2017). Temperature Uncertainty Analysis of Injection Mechanism Based on Kriging Modeling. Materials, 10(11), 1319. https://doi.org/10.3390/ma10111319