Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism


Abstract
:1. Introduction
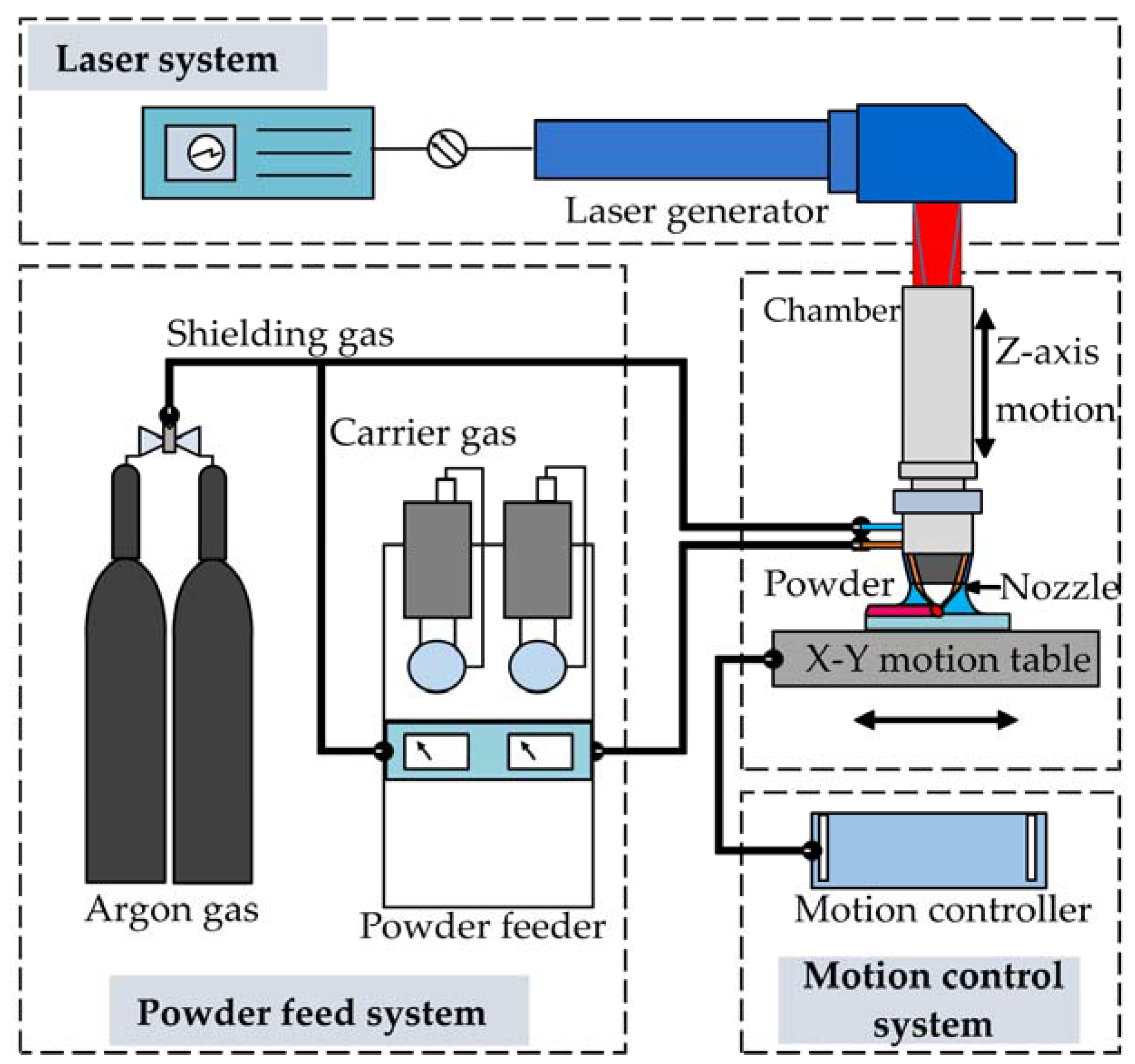
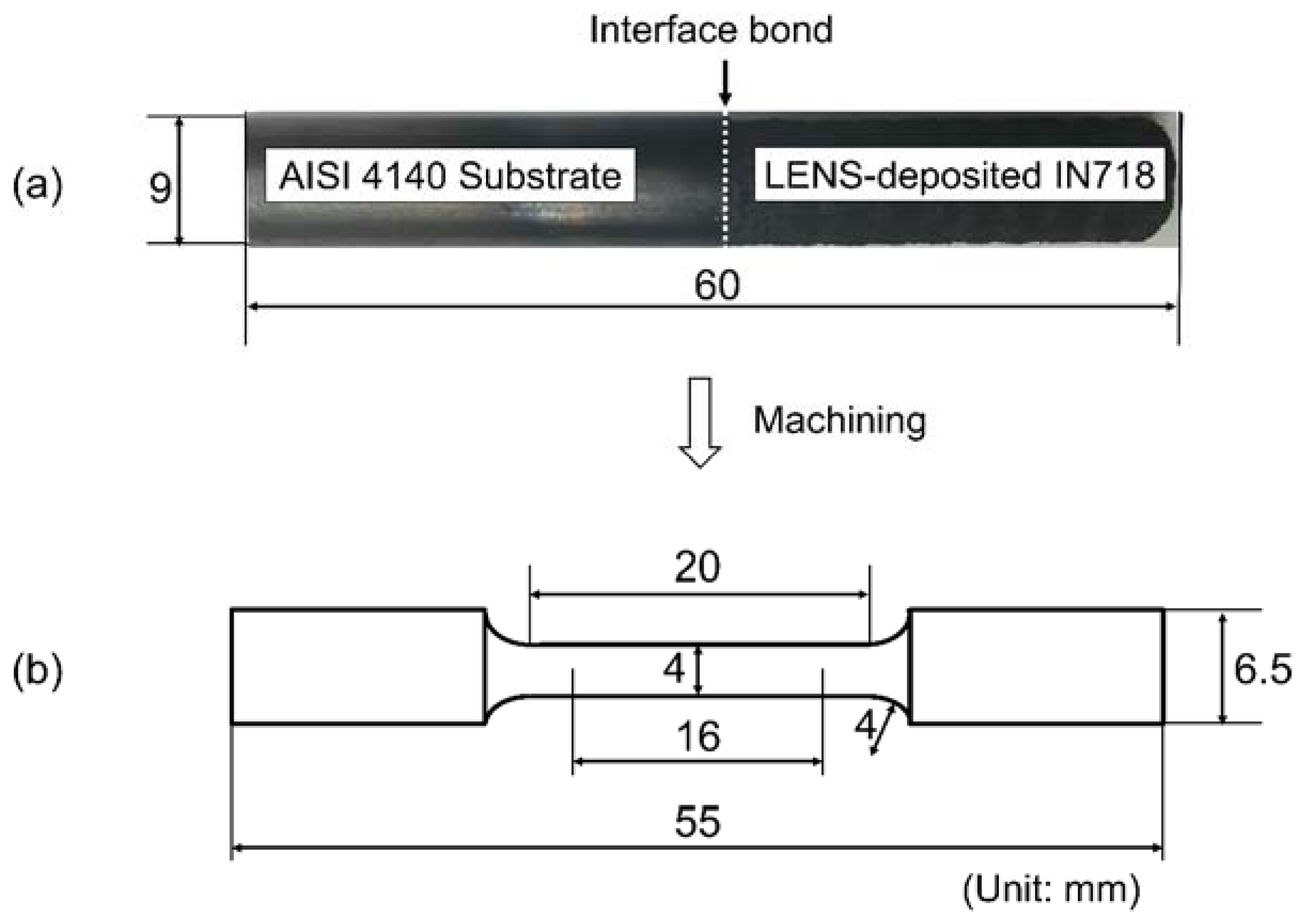
2. Materials and Methods
3. Results and Discussion
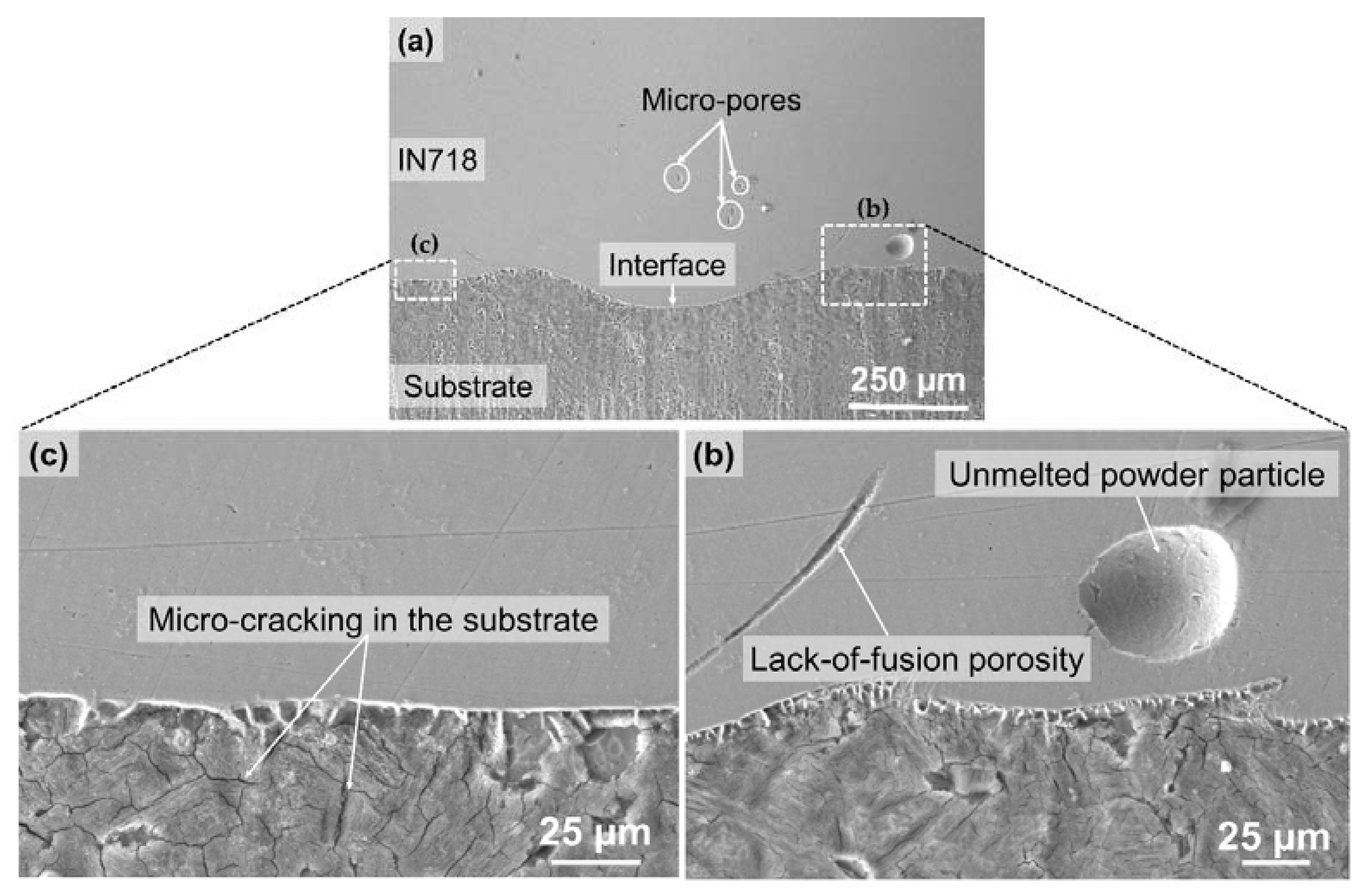
3.1. Metallurgical Observation at a Cross Section of the Interface
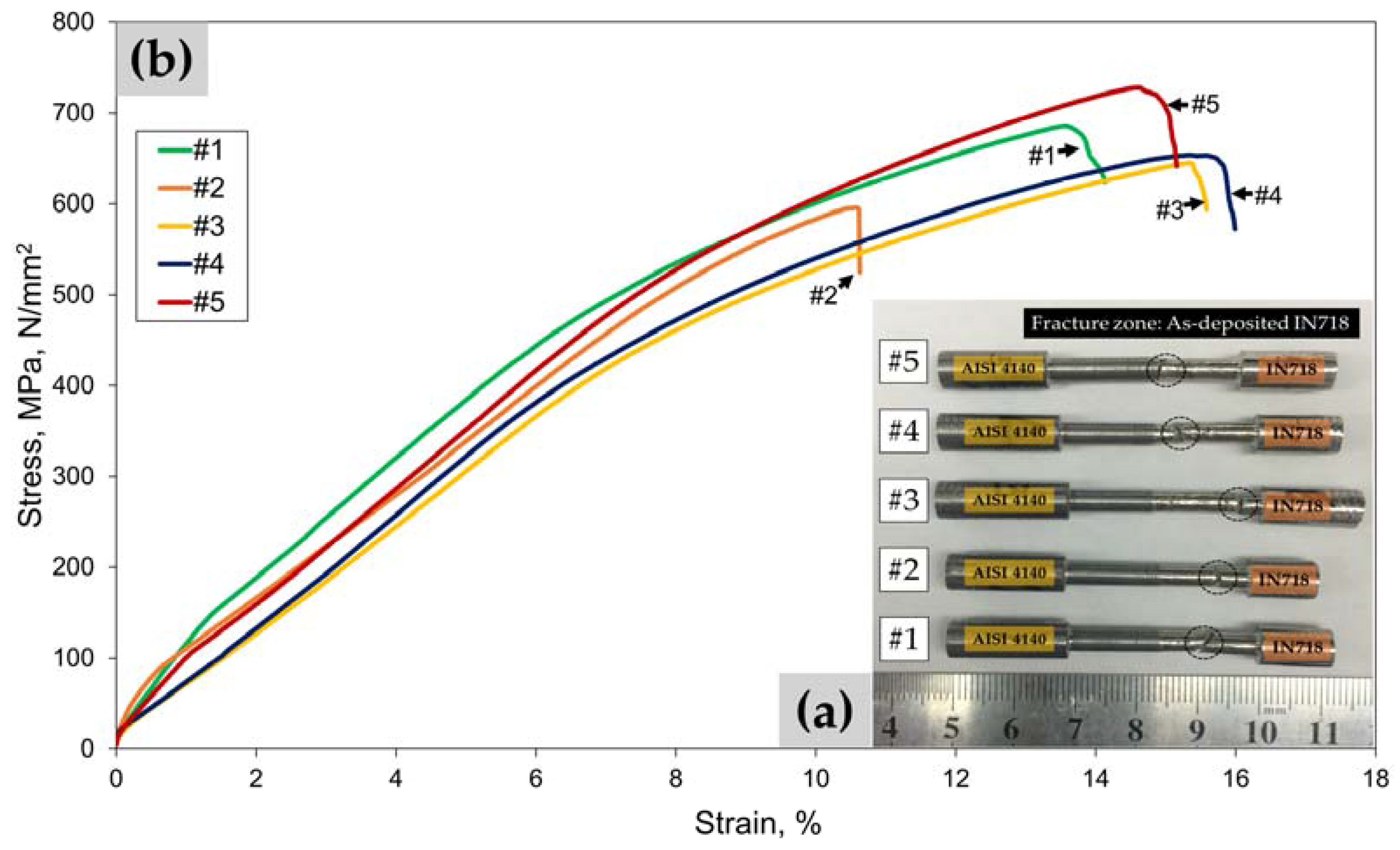
3.2. Interfacial Bonding and Fracture Behavior
3.3. Fracture Surface and Failure Mechanism
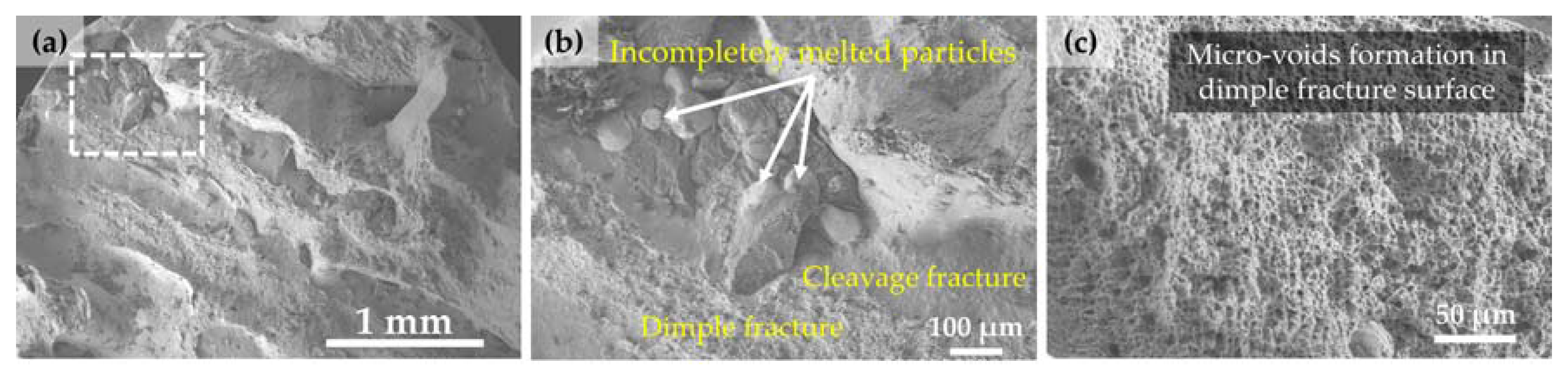
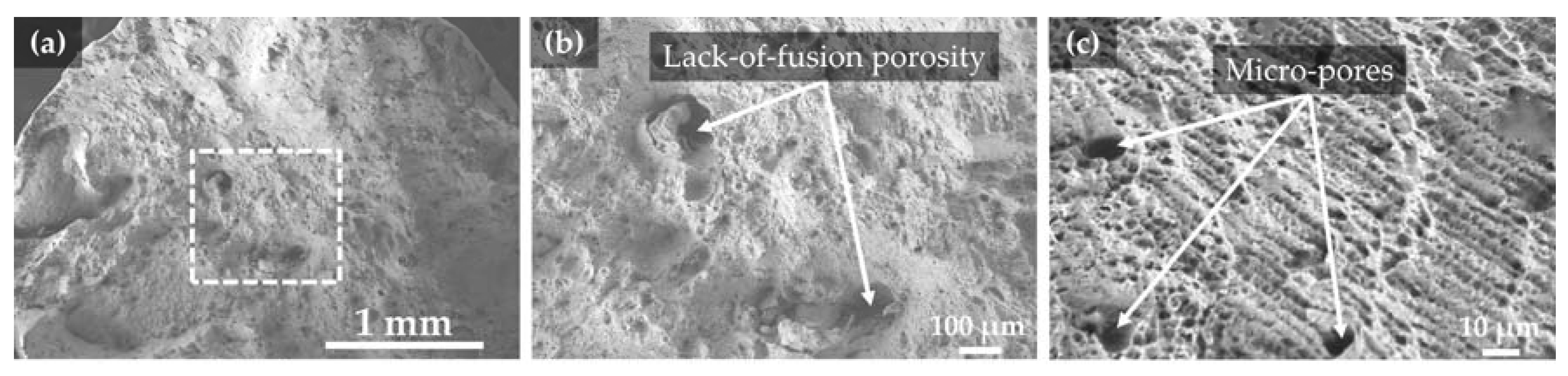
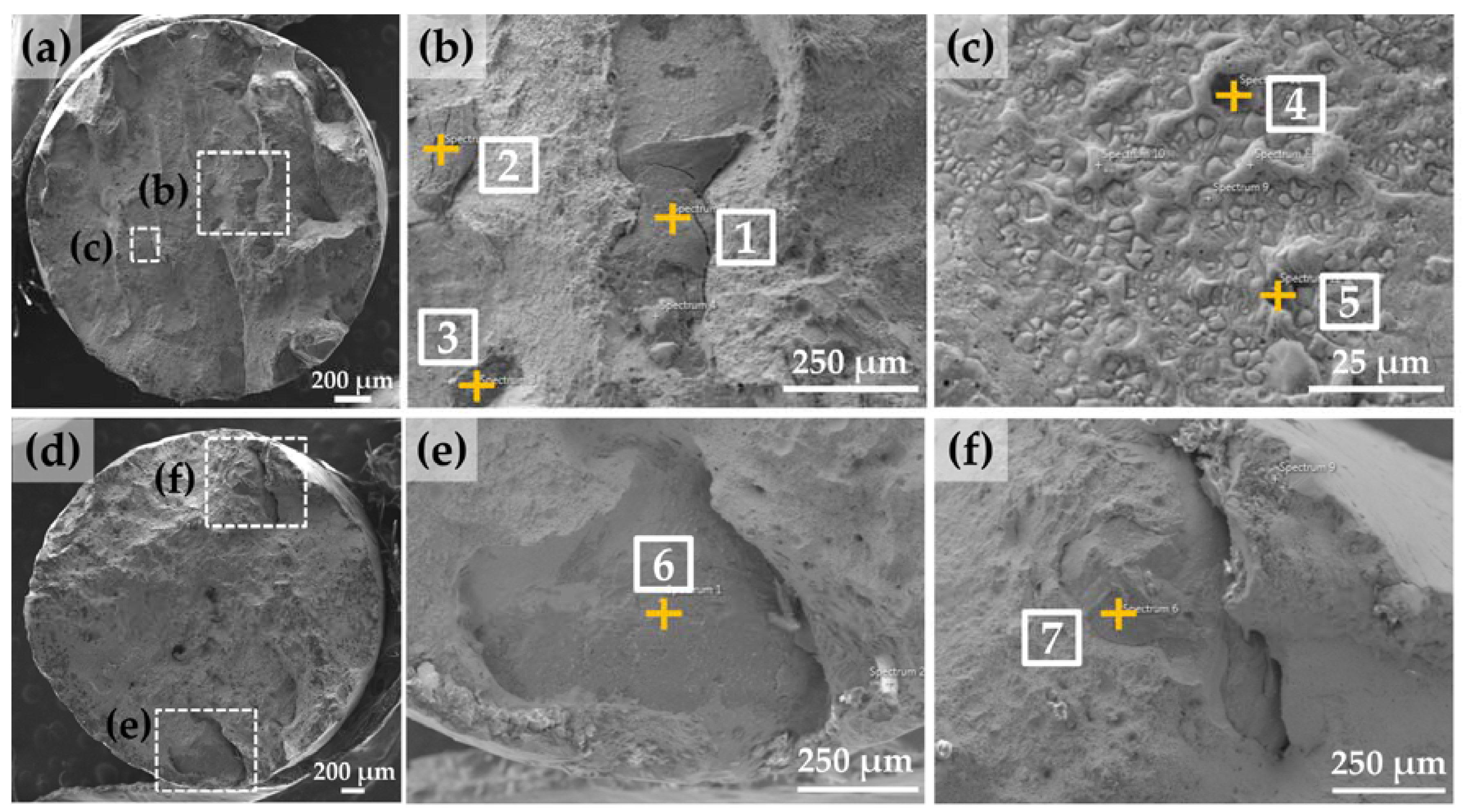
3.3.1. Fracture Morphology and Defects
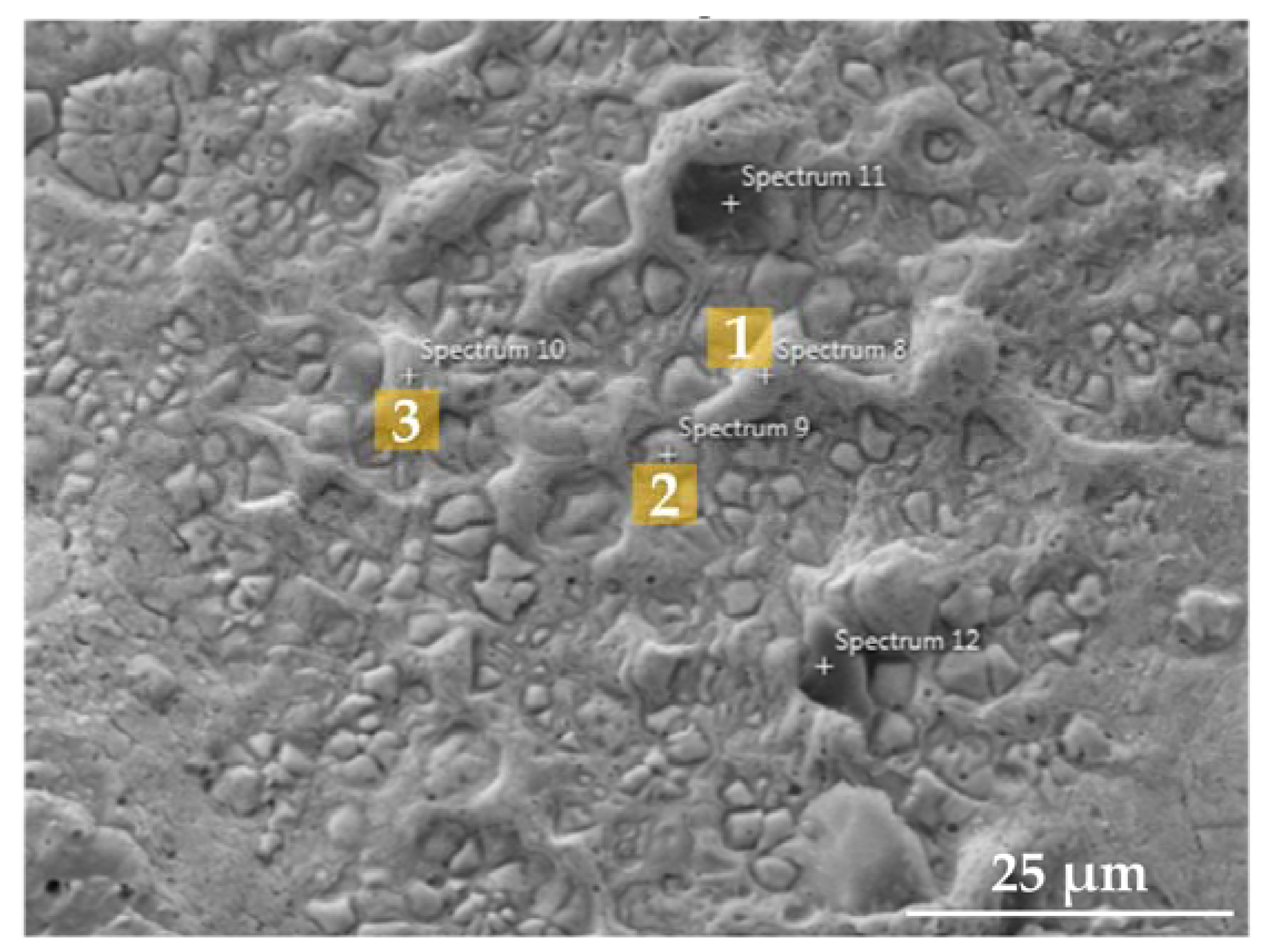
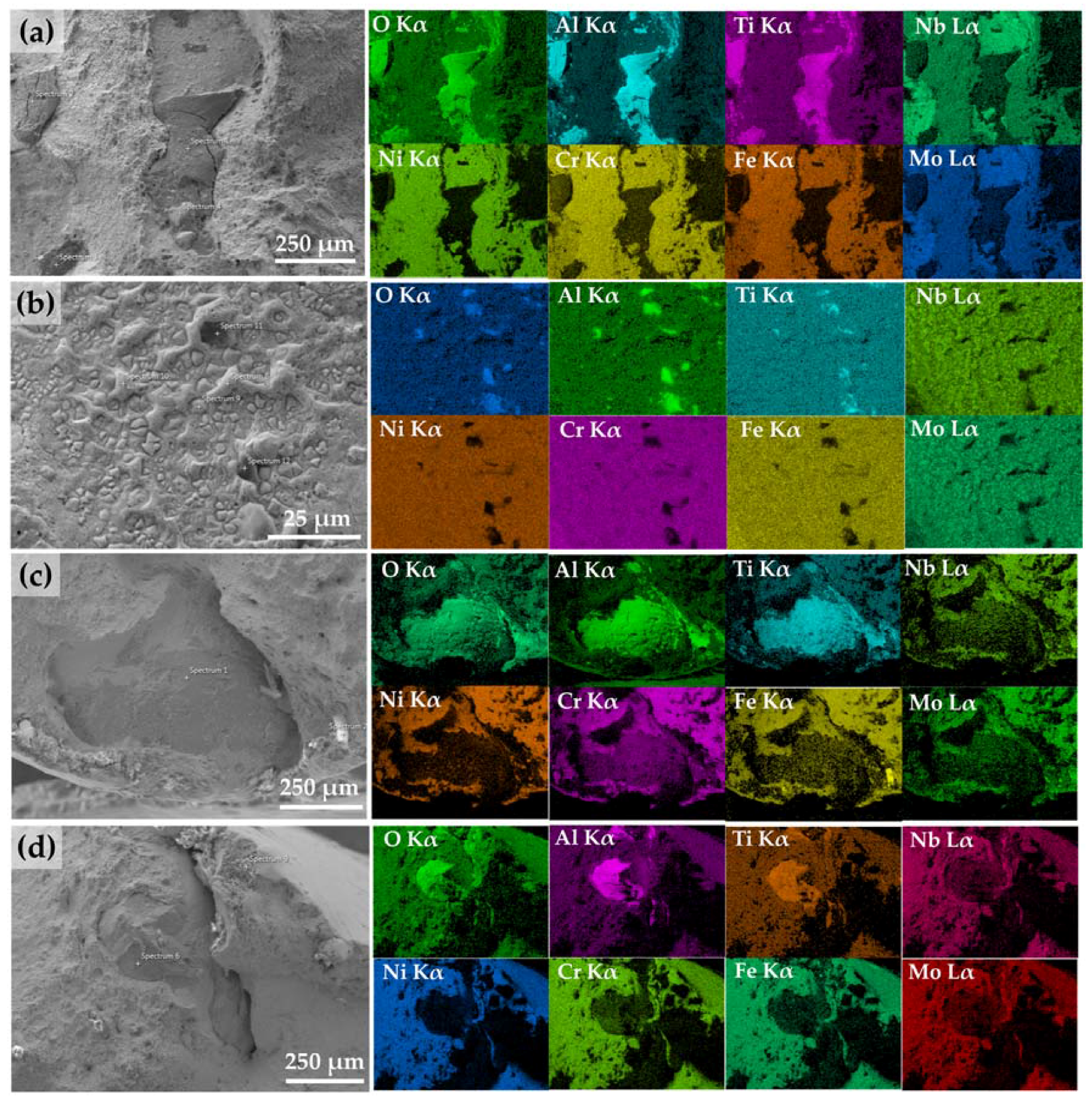
3.3.2. Elemental Segregation and Laves Phase Formation
3.3.3. Oxide Formation
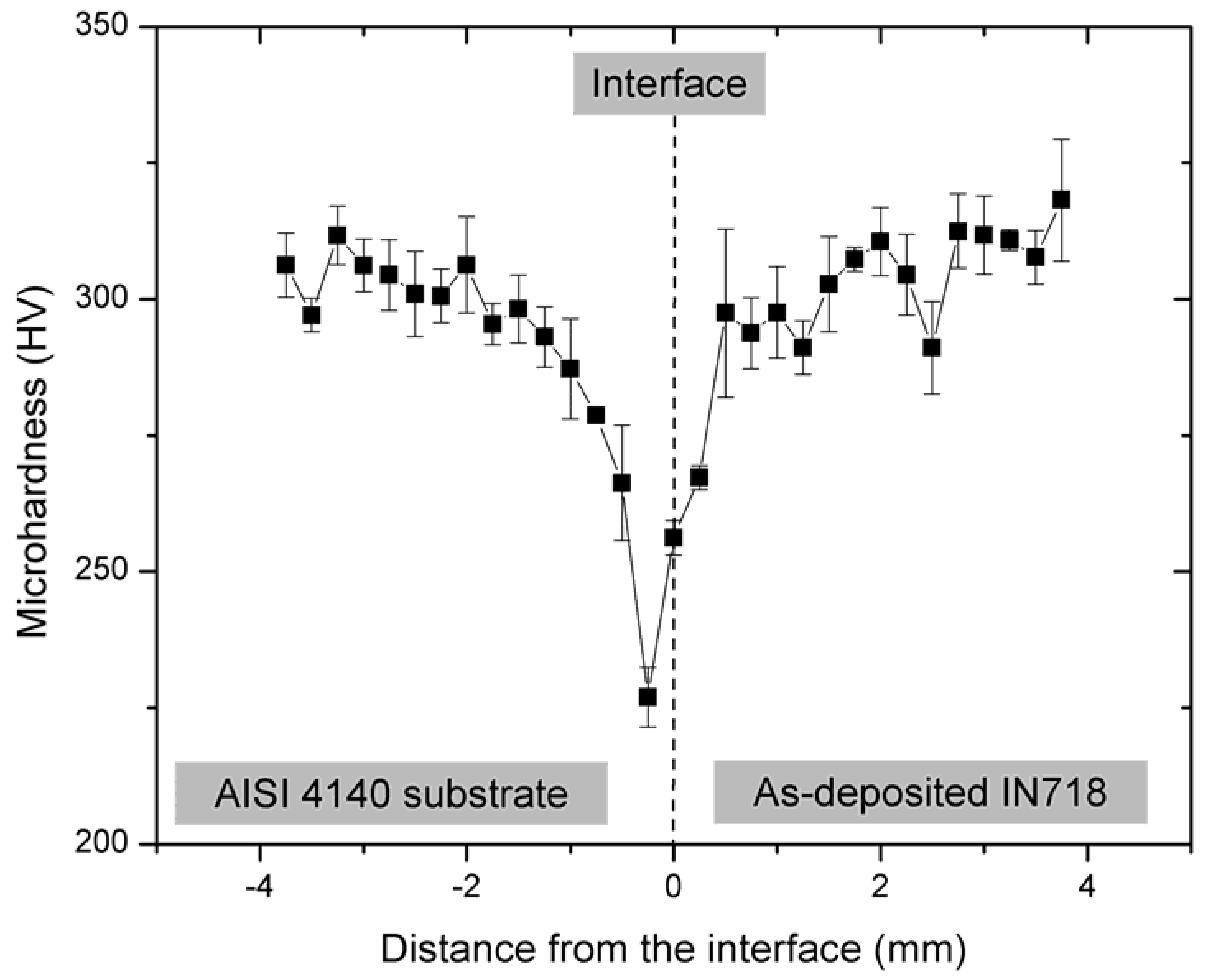
3.4. Microhardness
4. Conclusions
- The interface between the AISI 4140 substrate and as-deposited IN718 obtained from the hybrid tensile specimen exhibits good metallurgical bonding.
- Through the tensile test, all the tensile fractures occurred in the laser-deposited IN718 section of the hybrid specimens, rather than the interface or the substrate. It is implied that the laser-deposited interlayer bond strength is weaker than the interfacial bond strength.
- From the fractography analysis using SEM and EDS, three major factors affecting the tensile fracture failure of the as-deposited part are (i) metallurgical defects such as incompletely melted powder particles, lack-of-fusion porosity, and micro-pores; (ii) elemental segregation and the Laves phase, and iii) oxide formation.
- The average microhardness of the as-deposited IN718 was higher than that of the substrate, which is attributed to microstructural changes and micro-cracks in the substrate as a result of the repeated heat cycles and thermal stress from the laser-deposited layers.
- The fracture failure mechanism is a combination of all these factors, which is detrimental to the mechanical properties and structural integrity, and causes premature failure of critical components during the service.
- Further investigation is required to gain an understanding of how to mitigate these deleterious effects on the as-deposited IN718 coating/repair part, to ensure successful interlayer bonding during the LENS process.
Author Contributions
Conflicts of Interest
References
- Wang, L.; Qian, D.; Guo, J.; Pan, Y. Austenite grain growth behavior of AISI 4140 alloy steel. Adv. Mech. Eng. 2015, 5, 762890–762890. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Huang, J.; Hosseini, S.R.E.; Li, Z. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater. Des. 2016, 90, 586–594. [Google Scholar] [CrossRef]
- Li, C.J.; Lee, H. Gear fatigue crack prognosis using embedded model, gear dynamic model and fracture mechanics. Mech. Syst. Sig. Process. 2005, 19, 836–846. [Google Scholar] [CrossRef]
- Glodež, S.; Šraml, M.; Kramberger, J. A computational model for determination of service life of gears. Int. J. Fatigue 2002, 24, 1013–1020. [Google Scholar] [CrossRef]
- Xiong, Y.; Zhuang, W.; Zhang, M. Effect of the thickness of cold sprayed aluminium alloy coating on the adhesive bond strength with an aluminium alloy substrate. Surf. Coat. Technol. 2015, 270, 259–265. [Google Scholar] [CrossRef]
- Arias-González, F.; del Val, J.; Comesaña, R.; Penide, J.; Lusquiños, F.; Quintero, F.; Riveiro, A.; Boutinguiza, M.; Pou, J. Fiber laser cladding of nickel-based alloy on cast iron. Appl. Surf. Sci. 2015, 374, 197–205. [Google Scholar] [CrossRef]
- Kattire, P.; Paul, S.; Singh, R.; Yan, W. Experimental characterization of laser cladding of CPM 9V on H13 tool steel for die repair applications. J. Manuf. Process. 2015, 20, Part 3, 492–499. [Google Scholar] [CrossRef]
- Ulutan, M.; Celik, O.N.; Gasan, H.; Er, U. Effect of different surface treatment methods on the friction and wear behavior of AISI 4140 steel. J. Mater. Sci. Technol. 2010, 26, 251–257. [Google Scholar] [CrossRef]
- Limodin, N.; Verreman, Y. Fatigue strength improvement of a 4140 steel by gas nitriding: Influence of notch severity. Mater. Sci. Eng. A 2006, 435–436, 460–467. [Google Scholar] [CrossRef]
- Sen, S.; Sen, U.; Bindal, C. The growth kinetics of borides formed on boronized AISI 4140 steel. Vacuum 2005, 77, 195–202. [Google Scholar] [CrossRef]
- Wieczerzak, K.; Bala, P.; Stepien, M.; Cios, G. Microstructural and microchemical characterization of Ni-Ta-Al-Cr-C coating layer on austenitic stainless steel AISI 310. Surf. Coat. Technol. 2015, 280, 110–121. [Google Scholar] [CrossRef]
- Lambarri, J.; Leunda, J.; García Navas, V.; Soriano, C.; Sanz, C. Microstructural and tensile characterization of Inconel 718 laser coatings for aeronautic components. Opt. Lasers Eng. 2013, 51, 813–821. [Google Scholar] [CrossRef]
- Němeček, S.; Fidler, L.; Fišerová, P. Corrosion resistance of laser clads of Inconel 625 and Metco 41C. Phys. Procedia 2014, 56, 294–300. [Google Scholar] [CrossRef]
- Verdi, D.; Garrido, M.A.; Múnez, C.J.; Poza, P. Mechanical properties of Inconel 625 laser cladded coatings: Depth sensing indentation analysis. Mater. Sci. Eng. A 2014, 598, 15–21. [Google Scholar] [CrossRef]
- Blackwell, P.L. The mechanical and microstructural characteristics of laser-deposited IN718. J. Mater. Process. Technol. 2005, 170, 240–246. [Google Scholar] [CrossRef]
- Liu, D.; Lippold, J.C.; Li, J.; Rohklin, S.R.; Vollbrecht, J.; Grylls, R. Laser engineered net shape (LENS) technology for the repair of Ni-base superalloy turbine components. Metall. Mater. Trans. A 2014, 45, 4454–4469. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718. Metall. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Wang, Q.; Spencer, K.; Birbilis, N.; Zhang, M.-X. The influence of ceramic particles on bond strength of cold spray composite coatings on AZ91 alloy substrate. Surf. Coat. Technol. 2010, 205, 50–56. [Google Scholar] [CrossRef]
- Amsterdam, E.; Kool, G.A. High cycle fatigue of laser beam deposited Ti-6Al-4V and Inconel 718. In ICAF 2009, Bridging the Gap between Theory and Operational Practice; Bos, M.J., Ed.; Springer: Dordrecht, The Netherlands, 2009; pp. 1261–1274. [Google Scholar]
- Vilar, R. Laser powder deposition. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; Volume 10, pp. 163–216. [Google Scholar]
- Zhang, Y.N.; Cao, X.; Wanjara, P.; Medraj, M. Fiber laser deposition of Inconel 718 using powders. Mater. Sci. Technol. Conf. Exhib. 2013 MS T 2013 2013, 1, 37–49. [Google Scholar]
- Zhao, X.; Chen, J.; Lin, X.; Huang, W. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Mater. Sci. Eng. A 2008, 478, 119–124. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Leng, H.; Cao, J.; Liu, Q.; Huang, C.; Huang, W. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction. Opt. Laser Technol. 2013, 45, 330–335. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. Effect of energy input on microstructural evolution of direct laser fabricated IN718 alloy. Mater. Charact. 2015, 106, 420–427. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Effect of precipitation on the microhardness distribution of diode laser epitaxially deposited IN718 alloy coating. J. Mater. Sci. Technol. 2013, 29, 349–352. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Carbide and nitride precipitation during laser cladding of Inconel 718 alloy coatings. Opt. Laser Technol. 2013, 52, 30–36. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, L.; Dai, J.; Huang, Z.; Meng, T. Grain growth of Ni-based superalloy IN718 coating fabricated by pulsed laser deposition. Opt. Laser Technol. 2016, 80, 220–226. [Google Scholar] [CrossRef]
- Stevens, E.L.; Toman, J.; To, A.C.; Chmielus, M. Variation of hardness, microstructure, and Laves phase distribution in direct laser deposited alloy 718 cuboids. Mater. Des. 2017, 119, 188–198. [Google Scholar] [CrossRef]
- Li, L. Repair of directionally solidified superalloy GTD-111 by laser-engineered net shaping. J. Mater. Sci. 2006, 41, 7886–7893. [Google Scholar] [CrossRef]
- Abe, T.; Sasahara, H. Dissimilar metal deposition with a stainless steel and nickel-based alloy using wire and arc-based additive manufacturing. Precis. Eng. 2016, 45, 387–395. [Google Scholar] [CrossRef]
- Parimi, L.L.; A, R.G.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Pinkerton, A.J. Laser direct metal deposition: Theory and applications in manufacturing and maintenance. In Advances in Laser Materials Processing; Elsevier: Amsterdam, The Netherlands, 2010; Volume 16, pp. 461–491. [Google Scholar]
- Wang, Y.; Tang, H.; Fang, Y.; Wang, H. Microstructure and mechanical properties of hybrid fabricated 1Cr12Ni2WMoVNb steel by laser melting deposition. Chin. J. Aeronaut. 2013, 26, 481–486. [Google Scholar] [CrossRef]
- crmo4/1.7225 Alloy Special Steel-Equivalent, Chemical Composition, Properties. Available online: http://www.steelnumber.com/en/steel_composition_eu.php?name_id=335 (accessed on 4 December 2016).
- Schirra, J.J.; Caless, R.H.; Hatala, R.W. The Effect of Laves Phase on the Mechanical Properties of Wrought and Cast + Hip Inconel 718; Superalloys 718, 625 and Various Derivatives (1991); TMS-AIME: Warrendale, PA, USA, 1991; pp. 375–388. [Google Scholar]
- Strößner, J.; Terock, M.; Glatzel, U. Mechanical and microstructural investigation of nickel-based superalloy IN718 manufactured by selective laser melting (SLM). Adv. Eng. Mater. 2015, 17, 1099–1105. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Kittel, J.; Fu, J.; Ding, Y.; Poprawe, R. Microstructures and tensile properties of Inconel 718 formed by high deposition-rate laser metal deposition. J. Laser Appl. 2016, 28, 022010. [Google Scholar] [CrossRef]
- Zhong, C.; Chen, J.; Linnenbrink, S.; Gasser, A.; Sui, S.; Poprawe, R. A comparative study of Inconel 718 formed by high deposition rate laser metal deposition with GA powder and PREP powder. Mater. Des. 2016, 107, 386–392. [Google Scholar] [CrossRef]
- Alam, M.M.; Kaplan, a.F.H.; Tuominen, J.; Vuoristo, P.; Miettinen, J.; Poutala, J.; Näkki, J.; Junkala, J.; Peltola, T.; Barsoum, Z. Analysis of the stress raising action of flaws in laser clad deposits. Mater. Des. 2013, 46, 328–337. [Google Scholar] [CrossRef]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef]
- DuPont, J.N.; Notis, M.R.; Marder, A.R.; Robino, C.V.; Michael, J.R. Solidification of Nb-bearing superalloys: Part I. Reaction sequences. Metall. Mater. Trans. A 1998, 29, 2785–2796. [Google Scholar] [CrossRef]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Hammetter, W.F. Inconel 718: A solidification diagram. Metall. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- Ding, R.G.; Huang, Z.W.; Li, H.Y.; Mitchell, I.; Baxter, G.; Bowen, P. Electron microscopy study of direct laser deposited IN718. Mater. Charact. 2015, 106, 324–337. [Google Scholar] [CrossRef]
- Janaki Ram, G.D.; Venugopal Reddy, A.; Prasad Rao, K.; Reddy, G.M.; Sarin Sundar, J.K. Microstructure and tensile properties of Inconel 718 pulsed Nd-YAG laser welds. J. Mater. Process. Technol. 2005, 167, 73–82. [Google Scholar] [CrossRef]
- Radhakrishna, C.H.; Prasad Rao, K. The formation and control of Laves phase in superalloy 718 welds. J. Mater. Sci. 1997, 32, 1977–1984. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.M.; Xiao, W.J.; Li, Y.Q.; Cha, L.M.; Mazumder, J.; Song, L.J. Effects of laser modes on Nb segregation and Laves phase formation during laser additive manufacturing of nickel-based superalloy. Mater. Lett. 2016, 188, 260–262. [Google Scholar] [CrossRef]
- Zhang, Y.-N.; Cao, X.; Wanjara, P.; Medraj, M. Tensile properties of laser additive manufactured Inconel 718 using filler wire. J. Mater. Res. 2014, 29, 2006–2020. [Google Scholar] [CrossRef]
- Ling, L.; Han, Y.; Zhou, W.; Gao, H.; Shu, D.; Wang, J.; Kang, M.; Sun, B. Study of microsegregation and Laves phase in Inconel718 superalloy regarding cooling rate during solidification. Metall. Mater. Trans. A 2015, 46, 354–361. [Google Scholar] [CrossRef]
- Smith, G.D.; Patel, S.J. The Role of Niobium in Wrought Precipitation-Hardened Nickel-Base Alloys; Superalloys 718, 625, 706 and Various Derivatives (2005); TMS: Warrendale, PA, USA, 2005; pp. 135–154. [Google Scholar]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Effect of heat treatment on niobium segregation of laser-cladded IN718 alloy coating. Metall. Mater. Trans. A 2013, 44, 708–716. [Google Scholar] [CrossRef]
- Cieslak, M.J.; Headley, T.J.; Knorovsky, G.A.; Romig, A.D.; Kollie, T. A comparison of the solidification behavior of Incoloy 909 and Inconel 718. Metall. Trans. A 1990, 21, 479–488. [Google Scholar] [CrossRef]
- OdabaşI, A.; Ünlü, N.; Göller, G.; Eruslu, M.N. A study on laser beam welding (LBW) technique: Effect of heat input on the microstructural evolution of superalloy Inconel 718. Metall. Mater. Trans. A 2010, 41, 2357–2365. [Google Scholar] [CrossRef]
- Radhakrishna, C.; Rao, K.P.; Srinivas, S. Laves phase in superalloy 718 weld metals. J. Mater. Sci. Lett. 1995, 14, 1810–1812. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.A.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Wang, H.; Ikeuchi, K.; Takahashi, M.; Ikeda, A. Microstructures of Inconel 718 alloy subjected to rapid thermal and stress cycle—Joint performance and its controlling factors in friction welding of Inconel 718 alloy. Weld. Int. 2009, 23, 662–669. [Google Scholar] [CrossRef]
- Sames, W.J.; Unocic, K.A.; Dehoff, R.R.; Lolla, T.; Babu, S.S. Thermal effects on microstructural heterogeneity of Inconel 718 materials fabricated by electron beam melting. J. Mater. Res. 2014, 29, 1920–1930. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Kittel, J.; Wissenbach, K.; Poprawe, R. Improvement of material performance of Inconel 718 formed by high deposition-rate laser metal deposition. Mater. Des. 2016, 98, 128–134. [Google Scholar] [CrossRef]
- Song, M.; Lin, X.; Yang, G.; Cui, X.; Yang, H.; Huang, W. Influence of forming atmosphere on the deposition characteristics of 2Cr13 stainless steel during laser solid forming. J. Mater. Process. Technol. 2014, 214, 701–709. [Google Scholar] [CrossRef]
- Lu, S.; Fujii, H.; Nogi, K. Marangoni convection and weld shape variations in Ar-O2 and Ar-CO2 shielded GTA welding. Mater. Sci. Eng. A 2004, 380, 290–297. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Wanjara, P.; Medraj, M. Oxide films in laser additive manufactured Inconel 718. Acta Mater. 2013, 61, 6562–6576. [Google Scholar] [CrossRef]
- Clarke, D.R. Stress generation during high-temperature oxidation of metallic alloys. Curr. Opin. Solid State Mater. Sci. 2002, 6, 237–244. [Google Scholar] [CrossRef]
- He, B.; Li, D.; Zhang, A.; Lu, Z.; Ge, J.; Tat Khoa, D. Influence of oxidation on the cracks of DZ125l nickel-based superalloy thin-walled parts in laser metal direct forming. Rapid Prototyp. J. 2013, 19, 446–451. [Google Scholar] [CrossRef]
- Kunze, K.; Etter, T.; Grässlin, J.; Shklover, V. Texture, anisotropy in microstructure and mechanical properties of IN738LC alloy processed by selective laser melting (SLM). Mater. Sci. Eng. A 2015, 620, 213–222. [Google Scholar] [CrossRef]
- Gaskell, D.R. Discussion of “representation of mixed reactive gases on free energy (Ellingham-Richardson) diagrams”. Metall. Mater. Trans. B 1996, 27, 693–693. [Google Scholar] [CrossRef]
- Stratton, P. Ellingham diagrams—Their use and misuse. Int. Heat Treat. Surf. Eng. 2013, 7, 70–73. [Google Scholar] [CrossRef]
- Zhang, X.H.; Zhang, C.; Zhang, Y.D.; Salam, S.; Wang, H.F.; Yang, Z.G. Effect of yttrium and aluminum additions on isothermal oxidation behavior of Tribaloy T-700 alloys. Corros. Sci. 2014, 88, 405–415. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufactured Inconel 718 superalloy parts: High-temperature oxidation property and its mechanisms. Opt. Laser Technol. 2014, 62, 161–171. [Google Scholar] [CrossRef]
- Caplan, D.; Sproule, G.I. Effect of oxide grain structure on the high-temperature oxidation of Cr. Oxid. Met. 1975, 9, 459–472. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Texture control during laser deposition of nickel-based superalloy. Scr. Metall. 2012, 67, 503–506. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Wanjara, P. Microstructure and hardness of fiber laser deposited Inconel 718 using filler wire. Int. J. Adv. Manuf. Technol. 2013, 69, 2569–2581. [Google Scholar] [CrossRef]
- Zhang, Q.l.; Yao, J.h.; Mazumder, J. Laser direct metal deposition technology and microstructure and composition segregation of Inconel 718 superalloy. J. Iron. Steel Res. Int. 2011, 18, 73–78. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | UTS (MPa) | YS (MPa) | Elongation (%) |
|---|---|---|---|
| Tensile specimens in this study * | 662 ± 49 | 460 ± 55 | 14 ± 2 |
| AISI 4140 substrate [34] | 720 | 655 | 4 |
| IN718 wrought (AMS 5663) [35] | 1275 | 1034 | 12 |
| Spot | Al | Ti | Mo | Nb | Cr | Fe | Ni | Total | Phase |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.34 | 1.69 | 3.49 | 20.92 | 14.74 | 12.94 | 45.89 | 100 | Laves |
| 2 | 0.22 | 1.23 | 4.92 | 23.94 | 13.98 | 12.86 | 42.84 | 100 | Laves |
| 3 | 0.56 | 1.69 | 3.04 | 18.90 | 14.85 | 13.16 | 47.81 | 100 | Laves |
| Powder | 0.30 | 0.60 | 2.80 | 4.70 | 19.00 | 19.00 | 53.60 | 100 | Original |
| Spot | O | Al | Ti | Nb | Cr | Fe | Ni | Total |
|---|---|---|---|---|---|---|---|---|
| 1 | 64.90 | 24.63 | 8.44 | - | 1.12 | 0.22 | 0.67 | 100.00 |
| 2 | 68.39 | 22.44 | 6.23 | 0.12 | 2.12 | 0.35 | 0.35 | 100.00 |
| 3 | 32.39 | 25.49 | 34.25 | 0.22 | 4.81 | 0.98 | 1.86 | 100.00 |
| 4 | 56.32 | 35.89 | 4.76 | - | 1.08 | 0.54 | 1.41 | 100.00 |
| 5 | 60.53 | 34.43 | 3.62 | 0.11 | 0.55 | 0.22 | 0.55 | 100.00 |
| 6 | 61.13 | 26.14 | 9.41 | 0.11 | 2.77 | 0.22 | 0.22 | 100.00 |
| 7 | 61.98 | 25.25 | 8.90 | 0.14 | 2.73 | 0.43 | 0.57 | 100.00 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.; Cong, W.; Zhang, H.-C.; Liu, Z. Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism. Materials 2017, 10, 341. https://doi.org/10.3390/ma10040341
Kim H, Cong W, Zhang H-C, Liu Z. Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism. Materials. 2017; 10(4):341. https://doi.org/10.3390/ma10040341
Chicago/Turabian StyleKim, Hoyeol, Weilong Cong, Hong-Chao Zhang, and Zhichao Liu. 2017. "Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism" Materials 10, no. 4: 341. https://doi.org/10.3390/ma10040341
APA StyleKim, H., Cong, W., Zhang, H. -C., & Liu, Z. (2017). Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism. Materials, 10(4), 341. https://doi.org/10.3390/ma10040341