
Production of High-Purity Anhydrous Nickel(II) Perrhenate for Tungsten-Based Sintered Heavy Alloys

 ,
,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
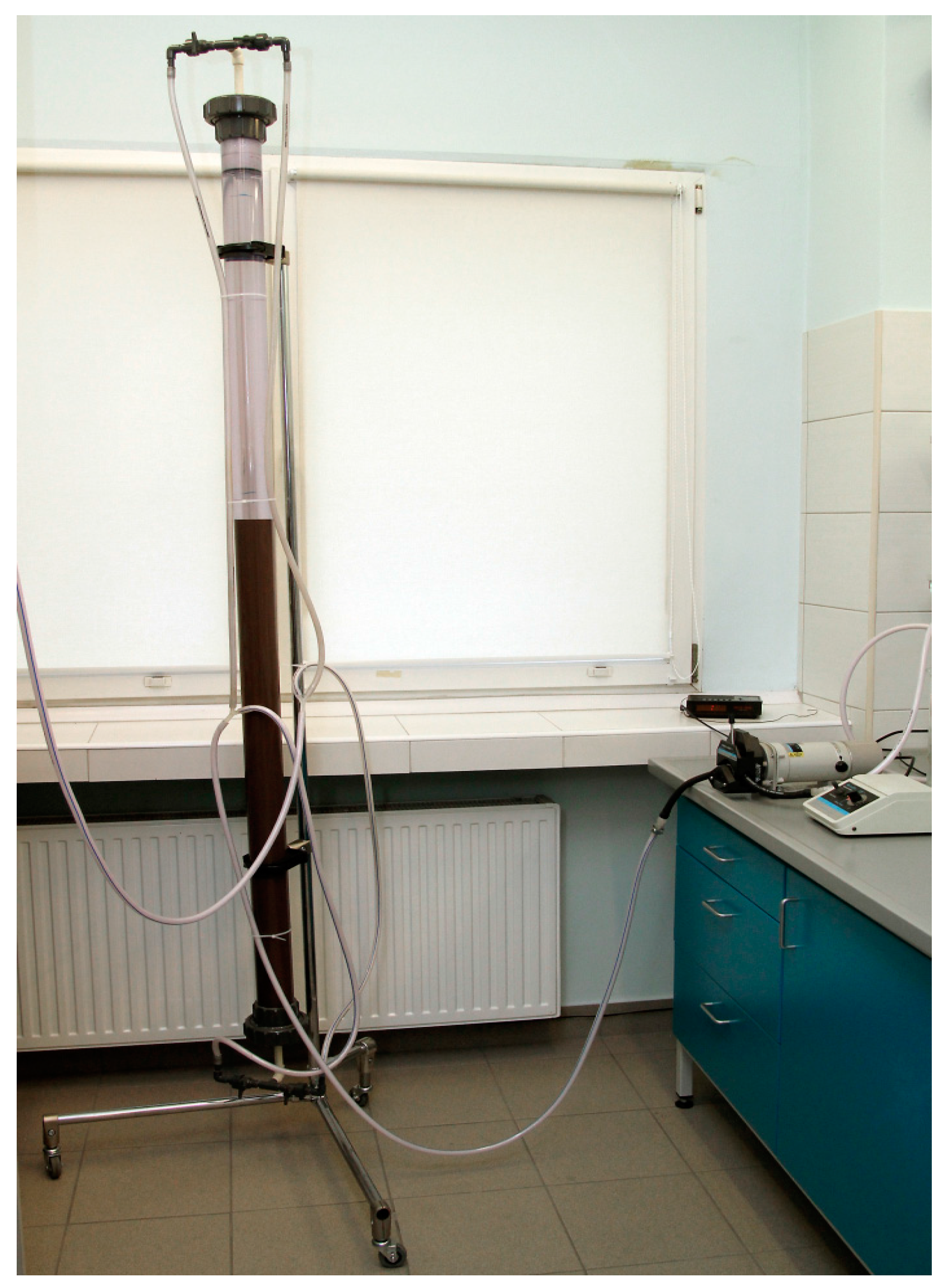
2.2. Nickel(II) Perrhenate Production Using the Ion-Exchange Method
2.3. Reduction of Anhydrous Nickel(II) Perrhenate
2.4. Production of 77W-20Re-3Ni Sintered Alloys
2.5. Analytical Methods
3. Results and Discussion
3.1. Ion-Exchange Method for Nickel(II) Perrhenate Production
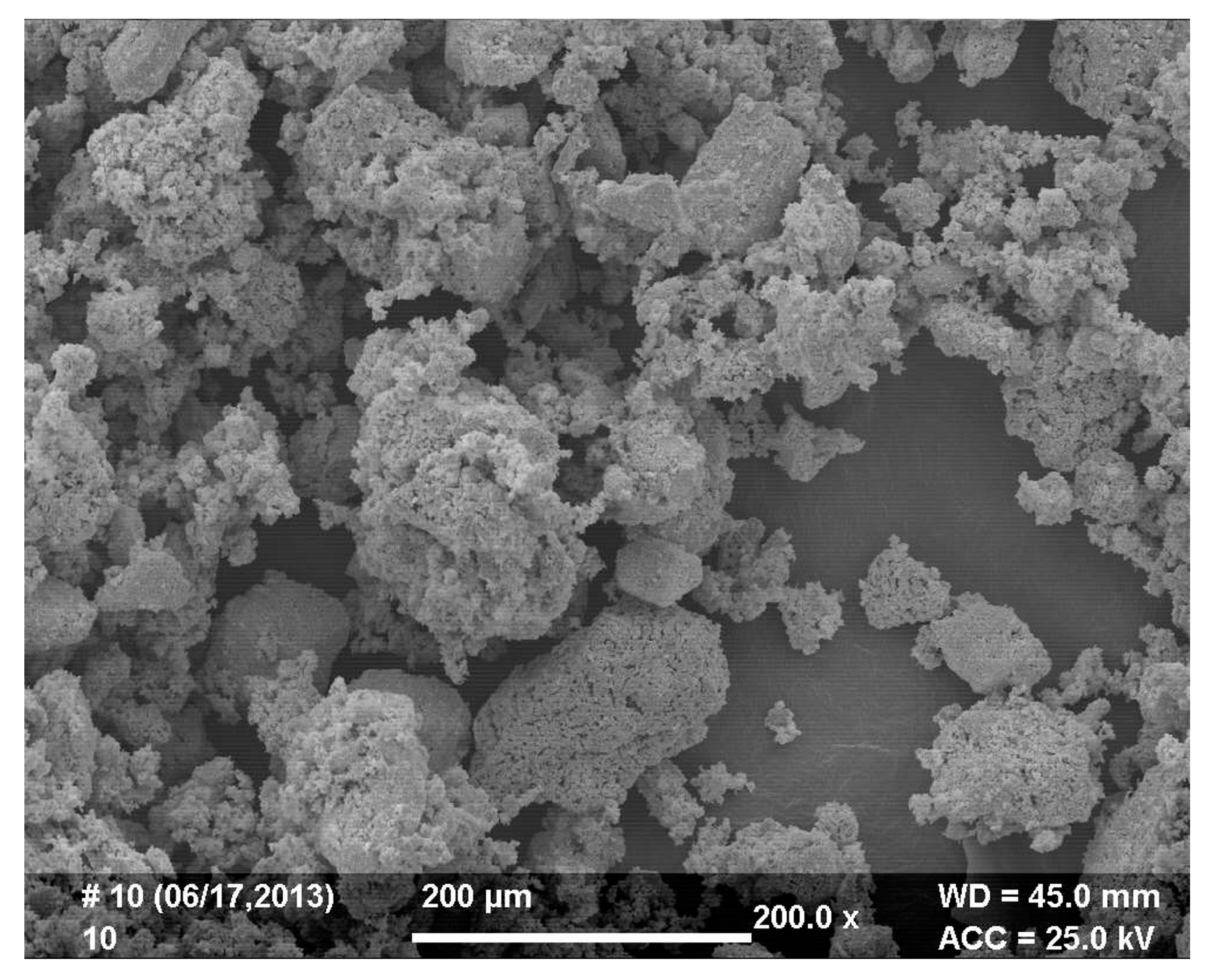
3.2. Reduction of Anhydrous Nickel(II) Perrhenate
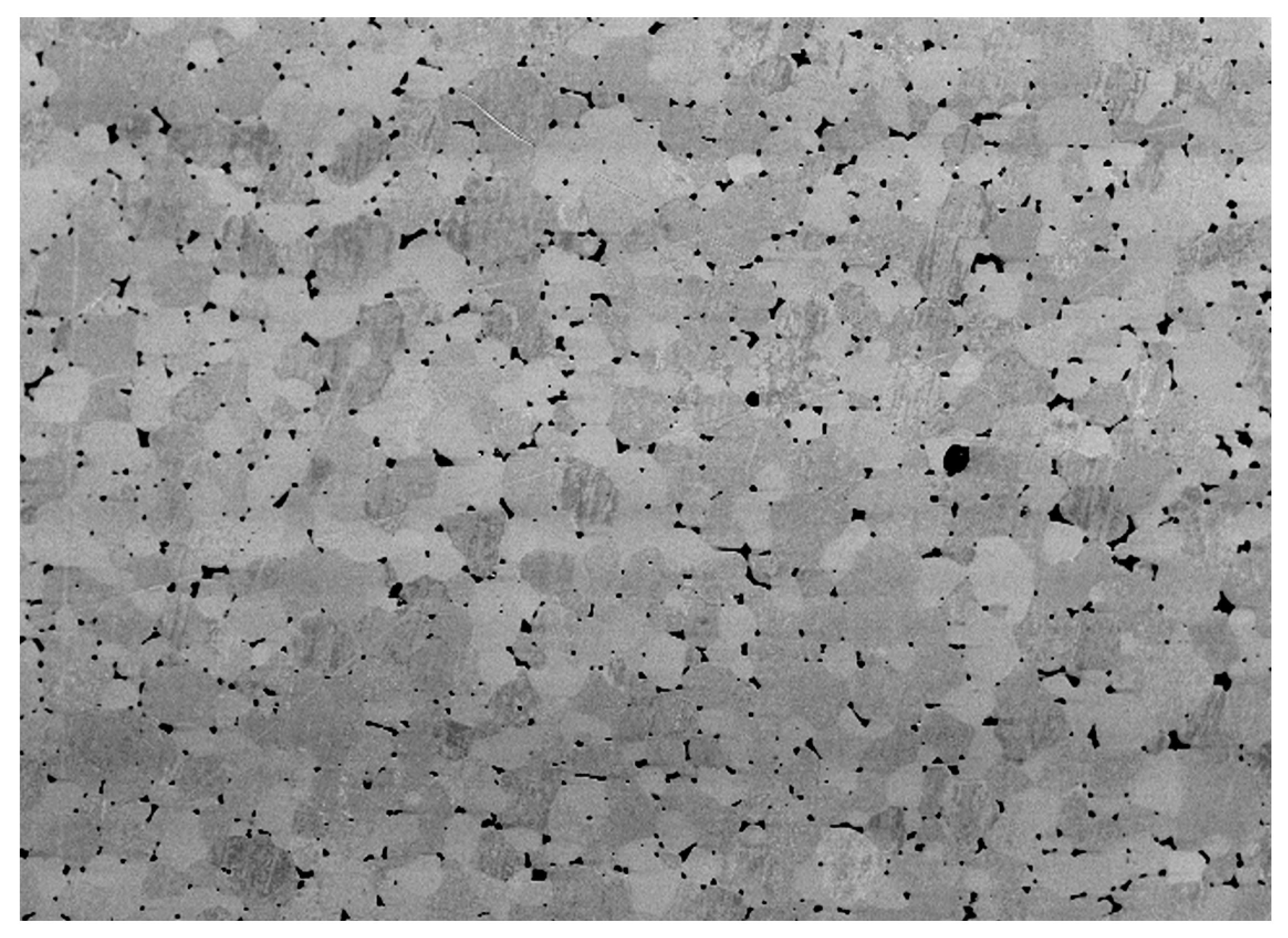
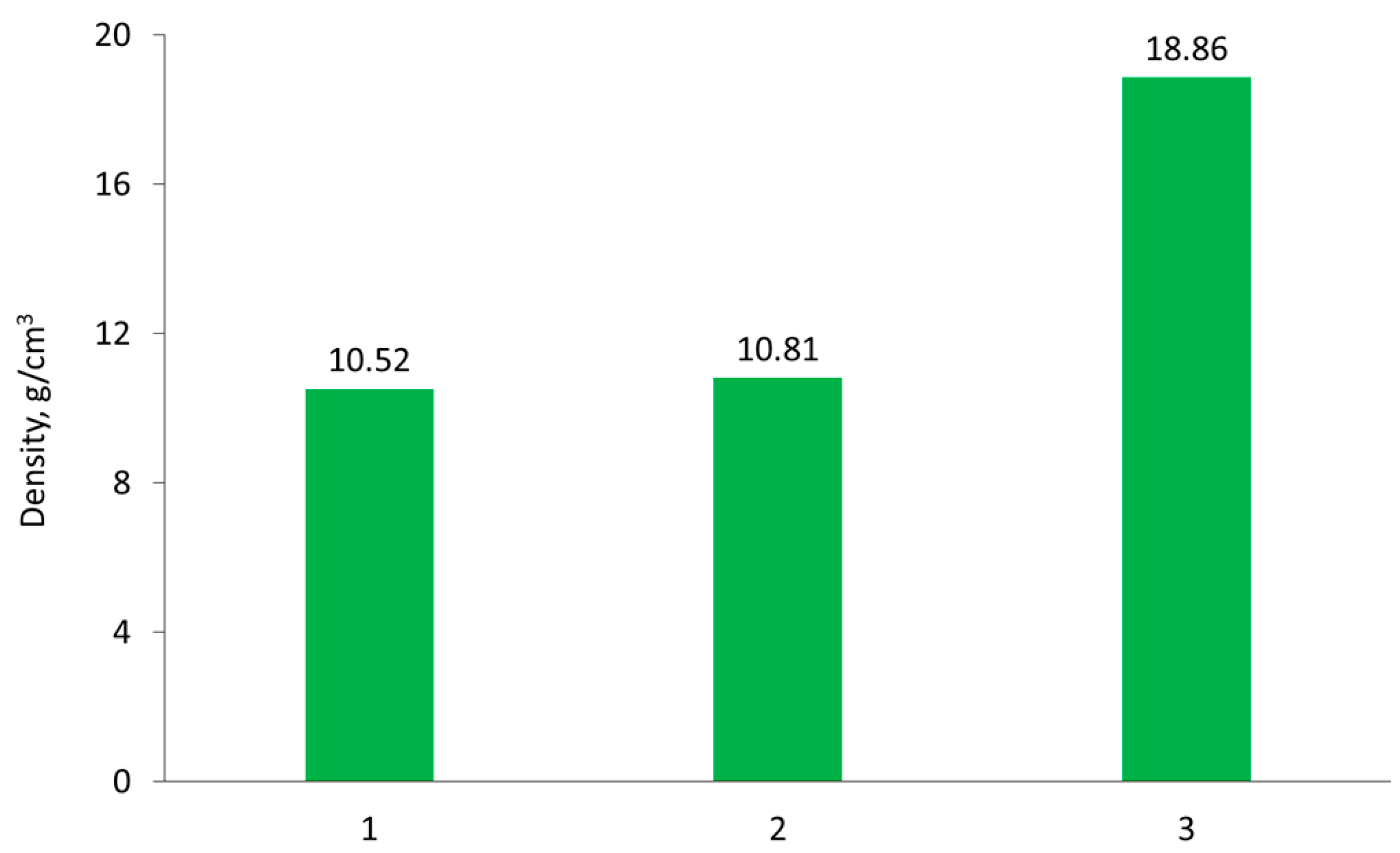
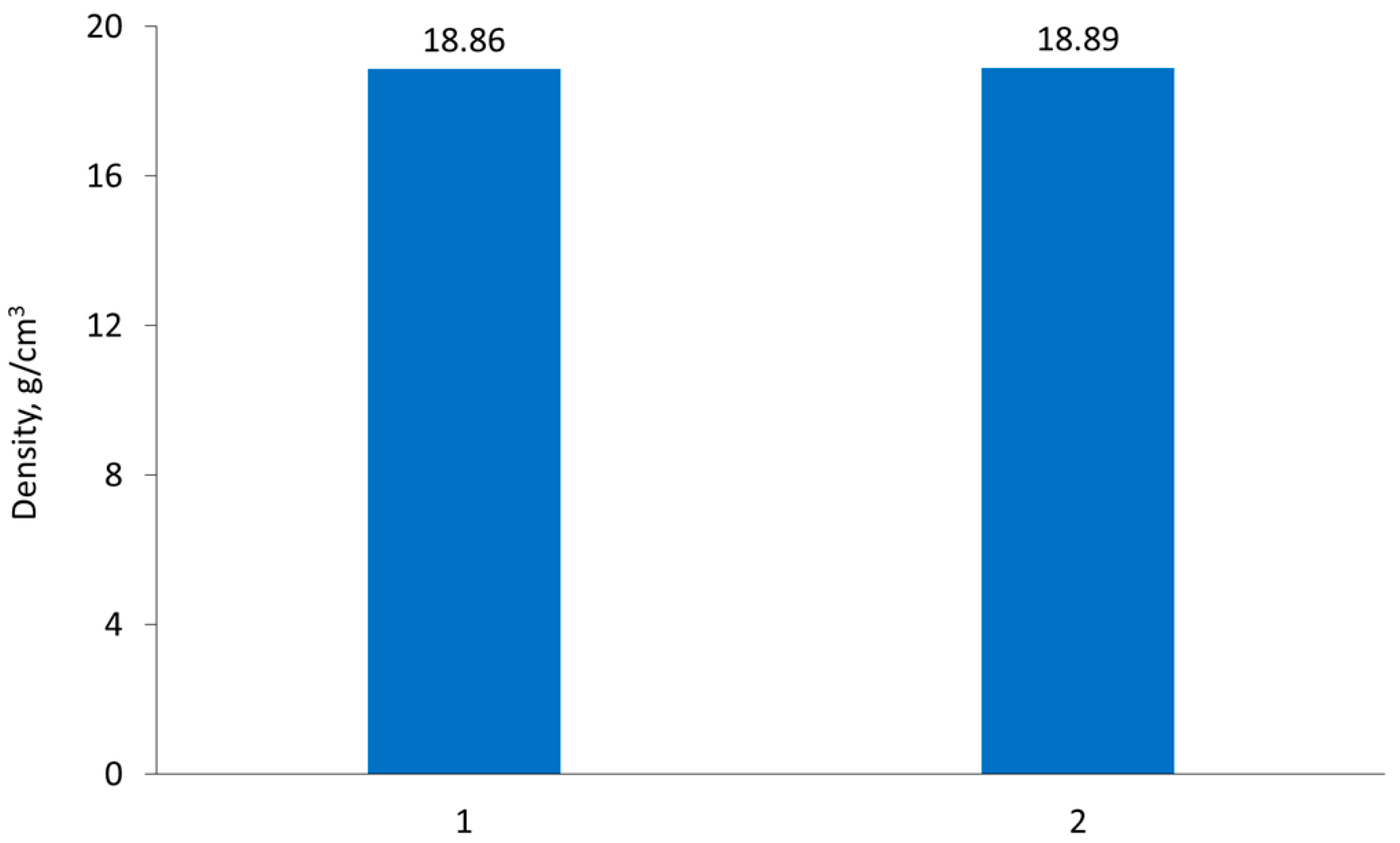
3.3. Examination of 77W-20Re-3Ni Sintered Alloys
4. Conclusions
- Application of the ion-exchange method, using a strongly acidic C160 cation-exchange resin, allows a cyclic production of high-purity anhydrous nickel(II) perrhenate with the following composition: 10.5% Ni, 66.5% Re, <0.0005% Ca, <0.0005% K, <0.0005% Mg, <0.0005% Cu, <0.0005% Al, <0.0005% Cr, <0.0005% Mn, <0.0005% Na, <0.0005% Mo, <0.0005% Co, <0.0005% Pb, <0.0005% Fe, <0.002% C, <0.0002% Zn, <0.0002% As, and <0.0002% Bi.
- Sorption and elution efficiencies greater than 99.0% of nickel ions can be maintained by regeneration of the ion-exchanger with 32% nitric(V) acid, which was performed every eight cycles.
- The thermal reduction of anhydrous nickel(II) perrhenate under the adopted conditions allows the production of Re-Ni alloy powder containing: 13.6% Ni, 86.4% Re, <0.0005% Ca, <0.0005% K, <0.0005% Mg, <0.0005% Cu, <0.0005% Al, <0.0005% Cr, <0.0005% Mn, <0.0005% Na, <0.0005% Mo, <0.0005% Co, <0.0005% Pb, <0.0005% Fe, <0.002% C, <0.0002% Zn, <0.0002% As, and <0.0002% Bi.
- Sintered heavy alloys manufactured using Re-Ni alloy powder display better physical and mechanical properties than materials sintered using elemental powders and rhenium, obtained using ammonium perrhenate thermal reduction.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Benke, G.; Anyszkiewicz, K.; Hac, D.; Litwinionek, K.; Leszczyńska-Sejda, K. Rozwój technologii odzysku renu z półproduktów przemysłu miedziowego. Przem. Chem. 2006, 85, 793–797. [Google Scholar]
- Roskill Information Services. The Economics of Rhenium, 8th ed.; Roskill Information Service: London, UK, 2010; pp. 1–15. [Google Scholar]
- German, R.M.; Bose, A.; Jerman, G. Rhenium alloying of tungsten heavy alloys. Int. J. Powder Metall. 1989, 21, 9–12. [Google Scholar]
- Savickij, E.M.; Burhanov, G.S. Redkie metally i splavy: Fiziko-himicheskij analiz i metallovedenie; Nauka: Moscow, Russia, 1980; pp. 1–20. [Google Scholar]
- Povarova, K.B.; Bannykh Zavarzina, E.K.; Bryskin, B.D. Tungsten Alloys with Rhenium, Carbides and Oxides: Production and O.A. Properties. In Proceedings of the Fourth International Conference on Tungsten Refractory Metals and Alloys; Properties and Applications, Tungsten, Refractory Metals and Alloys, Lake Buena Vista, FL, USA, 17–19 November 1997; Bose, A., Dowding, R.J., Eds.; Metal Powder Industries Federation: Princeton, NJ, USA, 1998; pp. 279–291. [Google Scholar]
- Weeb, S.W.; Rogers, K.A. High Pressure Consolidation of Refractory Metals. In Proceedings of the Fifth International Conference on Tungsten Refractory Metals and Alloys; Properties and Applications, Tungsten, Refractory Metals and Alloys, Annapolis, MD, USA, 25–27 September 2000; Greenfield, M.S., Oakes, J.J., Eds.; Metal Powder Industries Federation: Princeton, NJ, USA, 2000; pp. 59–63. [Google Scholar]
- Ravi Kiran, U.; Panchal, A.; Sankaranarayana, M.; Nageswara Rao, G.V.S.; Nandy, T.K. Effect of alloying addition and microstructural parameters on mechanical properties of 93% tungsten heavy alloys. Mater. Sci. Eng. A 2015, 640, 82–90. [Google Scholar] [CrossRef]
- Leszczyńska-Sejda, K.; Majewski, T.; Benke, G.; Piętaszewski, J.; Anyszkiewicz, K.; Michałowski, J.; Chmielarz, A. Production of high-purity ammonium perhenate for W-Re-Ni-Fe heavy alloys. J. Alloys Compd. 2012, 513, 347–352. [Google Scholar] [CrossRef]
- Luo, A.; Shin, K.S.; Jacobson, D.L. Effects of thoria particles on the high-temperature tensile properties of a W-26wt.% Re alloy. Mater. Sci. Eng. 1992, 150, 67–74. [Google Scholar] [CrossRef]
- Majewski, T.; Leszczyńska-Sejda, K. Investigation of Application Possibilities of Re-Ni Alloy Powder to Tungsten Heavy Alloys Production. Solid State Phenom. 2016, 251, 14–19. [Google Scholar] [CrossRef]
- Briscoe, H.V.A.; Robinson, P.L.; Rudge, A.J. The per-Rhenates of Copper, Nickel, and Cobalt, and the Ammines of these compounds. J. Chem. Soc. 1931, 2211–2213. [Google Scholar] [CrossRef]
- Smith, W.T.; Maxwell, G.E. The Salts of Perrhenic Acid. The Iron Family and Manganese. J. Am. Chem. Soc. 1949, 71, 578–580. [Google Scholar] [CrossRef]
- Bowen, N.C. Rhenium and Rhenium-Nickel Alloys as Hydrogenation Catalysts. Master’s Thesis, University of Tennessee, Knoxville, TN, USA, June 1950. [Google Scholar]
- Pishikin, A.M.; Popereka, M.Y.; Khazankin, V.B. Electrodeposition of nickel-rhenium films. Sov. Phys. J. 1969, 12, 139–141. [Google Scholar] [CrossRef]
- Vinogradov, V.S.; Ugarov, V.V.; Rambidi, N.G. Electron diffraction study of the structure of the Re2O7 molecules. J. Struct. Chem. 1972, 13, 661–662. [Google Scholar] [CrossRef]
- Colton, R. The Chemistry of Rhenium and Technetium; Interscience Publishers: London, UK, 1965; pp. 5–25. [Google Scholar]
- Leszczyńska-Sejda, K.; Benke, G.; Chmielarz, A. Hydrometallurgical methods for production of nickel(II) and cobalt(II) perrhenates. World Metal. Erzmetal. 2013, 66, 5–11. [Google Scholar]
- Leszczyńska-Sejda, K.; Benke, G.; Anyszkiewicz, K. Opracowanie metod otrzymywania kwasu nadrenowego z nadrenianu amonu. Przem. Chem. 2006, 85, 847. [Google Scholar]
- Leszczyńska-Sejda, K.; Benke, G.; Chmielarz, A.; Krompiec, S.; Michalik, S.; Krompiec, M. Synthesis of perrhenic acid using ion exchange method. Hydrometallurgy 2007, 89, 289–292. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cycle | Volume of Post-Sorption Effluent, dm3 | Nickel Concentration in Post-Sorption Effluent, g/dm3 | Nickel(II) Ions Sorption Efficiency, % |
|---|---|---|---|
| I | 10.5 | 0.8 | 99.8 |
| II | 11.0 | 1.1 | 99.7 |
| III | 10.2 | 1.2 | 99.7 |
| IV | 9.6 | 1.3 | 99.7 |
| V | 10.6 | 0.7 | 99.8 |
| VI | 10.5 | 0.9 | 99.8 |
| VII | 10.4 | 1.1 | 99.7 |
| VIII | 10.8 | 1.2 | 99.7 |
| IX | 11.0 | 0.8 | 99.8 |
| X | 10.2 | 0.5 | 99.9 |
| Cycle | Volume of Sorption Effluent, dm3 | Nickel Concentration in Sorption Effluent, g/L | Nickel(II) Ions Sorption Efficiency, % |
|---|---|---|---|
| I | 10.4 | 0.4 | 99.9 |
| II | 11.0 | 0.3 | 99.9 |
| III | 11.2 | 0.5 | 99.8 |
| IV | 10.9 | 0.8 | 99.8 |
| V | 10.5 | 0.8 | 99.8 |
| VI | 11.2 | 0.8 | 99.8 |
| VII | 10.2 | 0.9 | 99.8 |
| VIII | 10.4 | 1.1 | 99.7 |
| Cycle | Volume of Elution Effluent, dm3 | Rhenium Concentration in Elution Effluent, g/dm3 | Nickel Concentration in Elution Effluent, g/dm3 | Nickel(II) Ions Elution Efficiency, % |
|---|---|---|---|---|
| I | 1.1 | 380 | 32.3 | 71.2 |
| II | 1.1 | 375 | 41.1 | 90.6 |
| III | 1.3 | 313 | 36.5 | 95.1 |
| IV | 1.2 | 340 | 38.7 | 93.1 |
| V | 1.3 | 320 | 34.6 | 90.1 |
| VI | 1.1 | 367 | 40.1 | 88.4 |
| VII | 1.2 | 341 | 37.2 | 89.5 |
| VIII | 1.2 | 340 | 38.2 | 91.9 |
| IX | 1.3 | 312 | 20.5 | 53.4 |
| X | 1.3 | 310 | 21.2 | 55.2 |
| Cycle | Volume of Elution Effluent, dm3 | Rhenium Concentration in Elution Effluent, g/dm3 | Nickel Concentration in Elution Effluent, g/dm3 | Nickel(II) Ions Elution Efficiency, % |
|---|---|---|---|---|
| I | 1.1 | 380 | 45.2 | 99.5 |
| II | 1.1 | 378 | 45.1 | 99.3 |
| III | 1.1 | 370 | 45.0 | 99.1 |
| IV | 1.1 | 380 | 45.0 | 99.2 |
| V | 1.2 | 350 | 41.2 | 99.0 |
| VI | 1.1 | 370 | 45.1 | 99.4 |
| VII | 1.0 | 410 | 49.7 | 99.6 |
| VIII | 1.1 | 380 | 45.2 | 99.7 |
| Cycle | Na | Ca | Mg | Co | Fe |
|---|---|---|---|---|---|
| before regeneration, % | |||||
| I | 0.050 | 0.004 | 0.002 | 0.006 | 0.008 |
| V | 0.060 | 0.005 | 0.003 | 0.006 | 0.010 |
| VII | 0.085 | 0.007 | 0.006 | 0.007 | 0.012 |
| X | 0.090 | 0.012 | 0.012 | 0.009 | 0.015 |
| after regeneration, % | |||||
| I | 0.012 | 0.001 | 0.001 | 0.004 | 0.004 |
| V | 0.025 | 0.002 | 0.001 | 0.004 | 0.006 |
| VIII | 0.040 | 0.002 | 0.002 | 0.005 | 0.006 |
| Alloys Composition, % Mass. | Density, g/cm3 | Porosity, % | Yield Point, MPa | Compressive Strength, MPa | Unit Shortening, % | Hardness HRC |
|---|---|---|---|---|---|---|
| 77W-20Re-3Ni * | 18.86 | 0.38 | 1683.5 | 2408 | 18.6 | 52 |
| 77W-20Re-3Ni ** | 18.61 | 1.89 | 1453.0 | 2310 | 14 | 48 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leszczyńska-Sejda, K.; Benke, G.; Kopyto, D.; Majewski, T.; Drzazga, M. Production of High-Purity Anhydrous Nickel(II) Perrhenate for Tungsten-Based Sintered Heavy Alloys. Materials 2017, 10, 448. https://doi.org/10.3390/ma10040448
Leszczyńska-Sejda K, Benke G, Kopyto D, Majewski T, Drzazga M. Production of High-Purity Anhydrous Nickel(II) Perrhenate for Tungsten-Based Sintered Heavy Alloys. Materials. 2017; 10(4):448. https://doi.org/10.3390/ma10040448
Chicago/Turabian StyleLeszczyńska-Sejda, Katarzyna, Grzegorz Benke, Dorota Kopyto, Tomasz Majewski, and Michał Drzazga. 2017. "Production of High-Purity Anhydrous Nickel(II) Perrhenate for Tungsten-Based Sintered Heavy Alloys" Materials 10, no. 4: 448. https://doi.org/10.3390/ma10040448
APA StyleLeszczyńska-Sejda, K., Benke, G., Kopyto, D., Majewski, T., & Drzazga, M. (2017). Production of High-Purity Anhydrous Nickel(II) Perrhenate for Tungsten-Based Sintered Heavy Alloys. Materials, 10(4), 448. https://doi.org/10.3390/ma10040448