
The Effects of Relative Humidity on the Flowability and Dispersion Performance of Lactose Mixtures



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
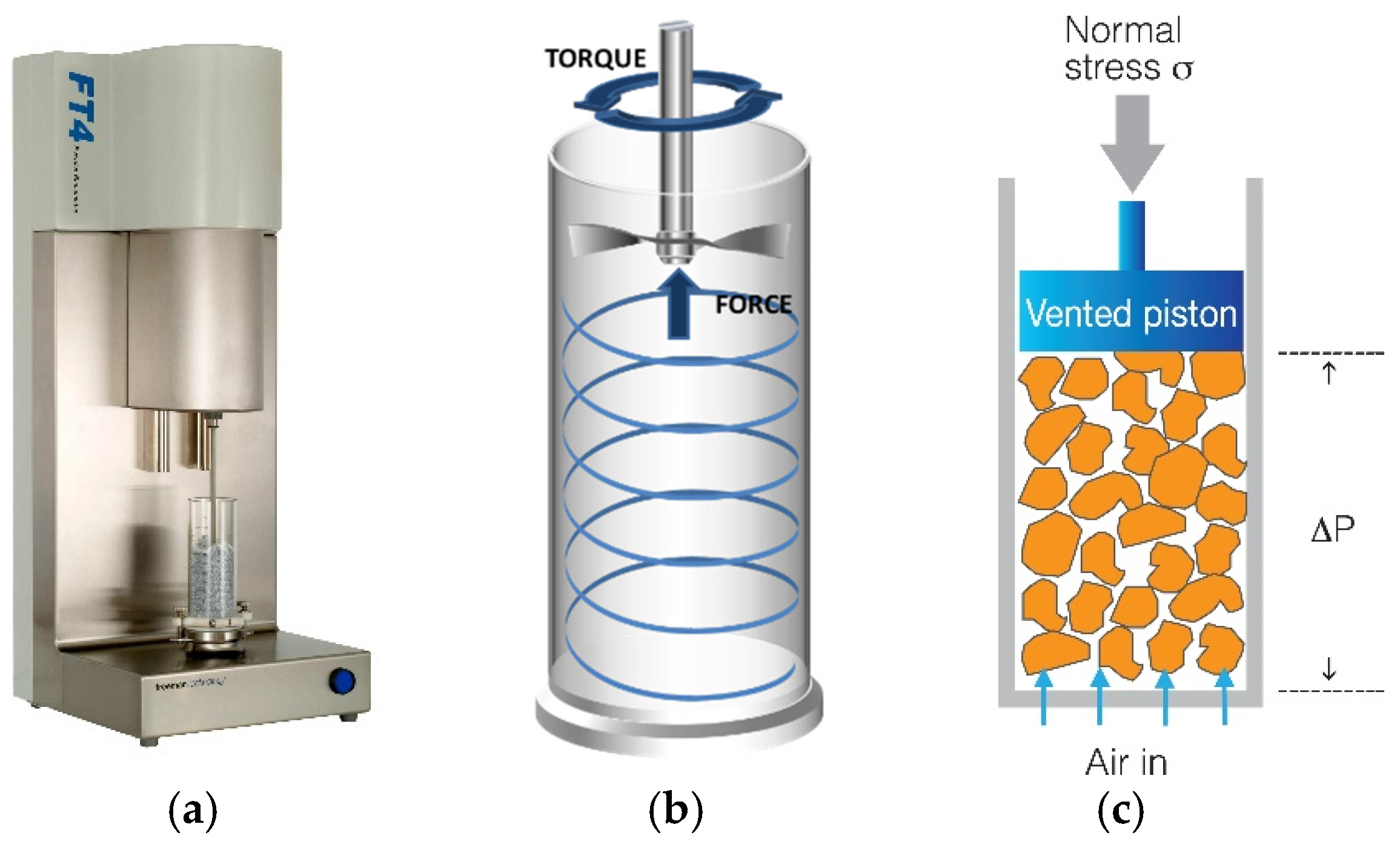
2.2. Flow Property Measurement
2.3. Dispersion Behaviors
2.4. Analysis of Statistical Significance
3. Results
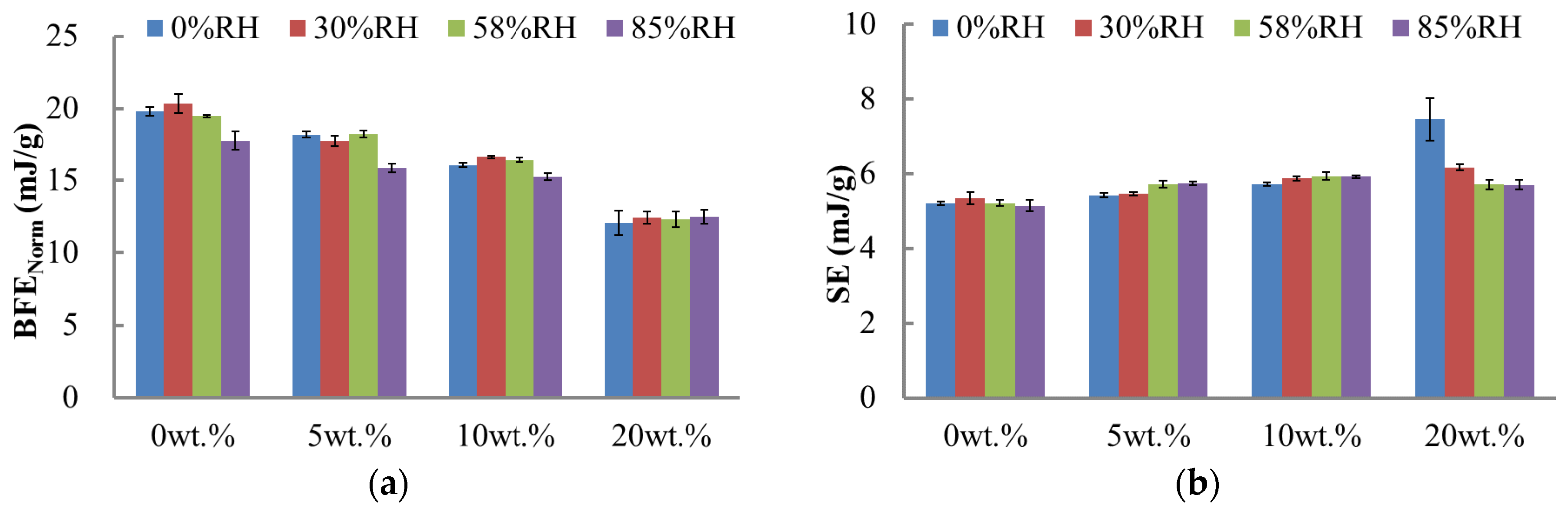
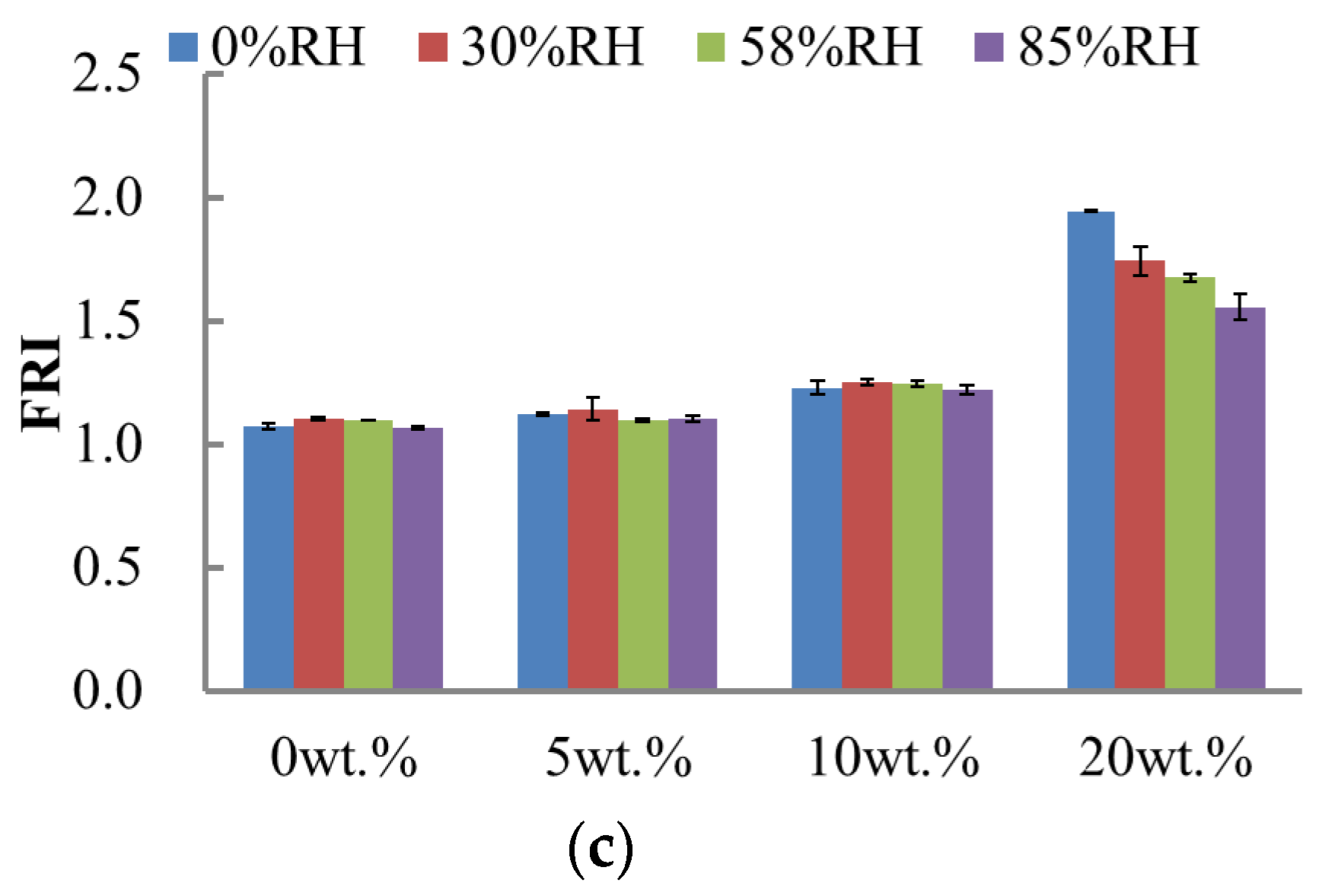
3.1. Effect of Relative Humidity on Dynamic Flow Properties
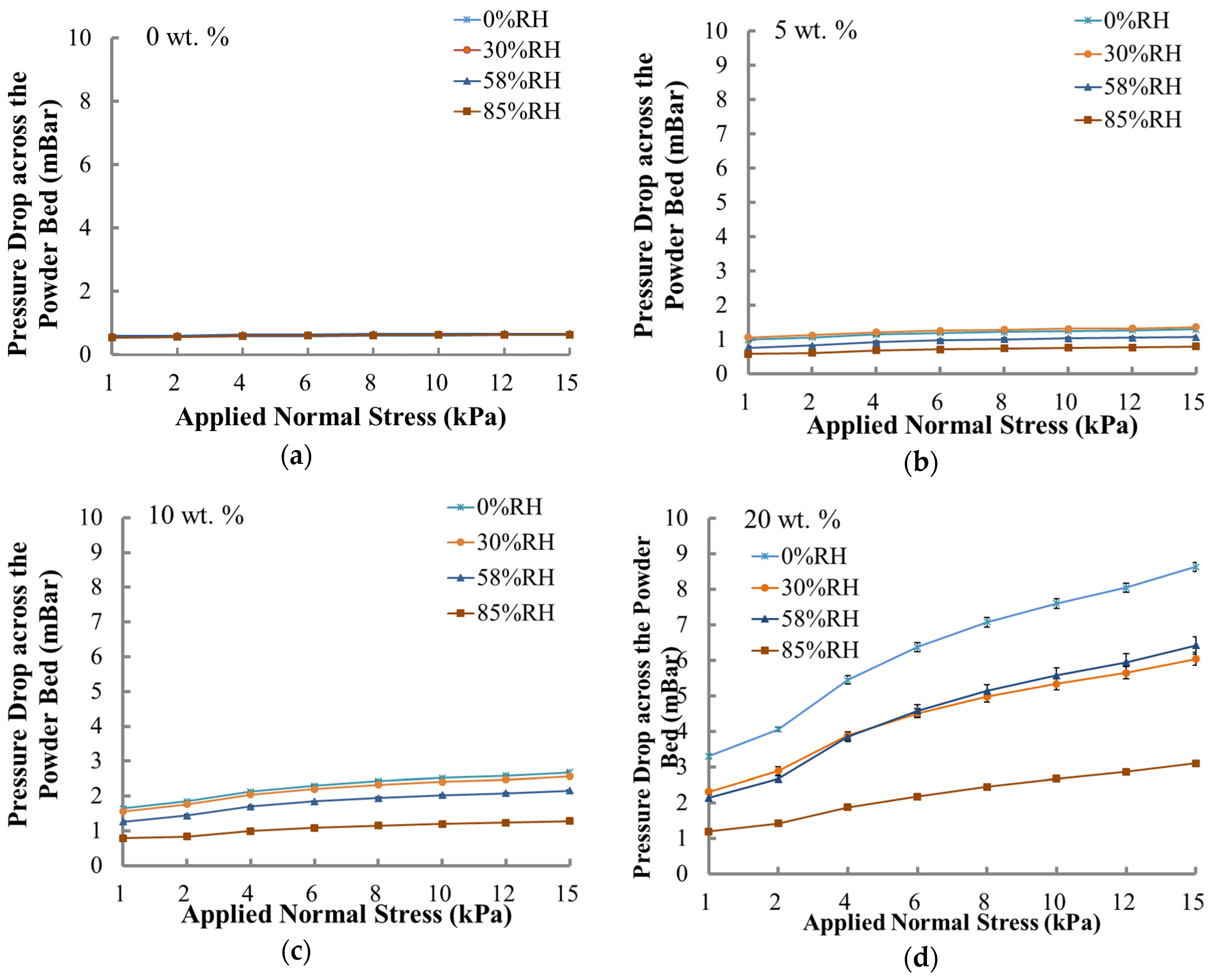
3.2. Effect of Relative Humidity on Permeability
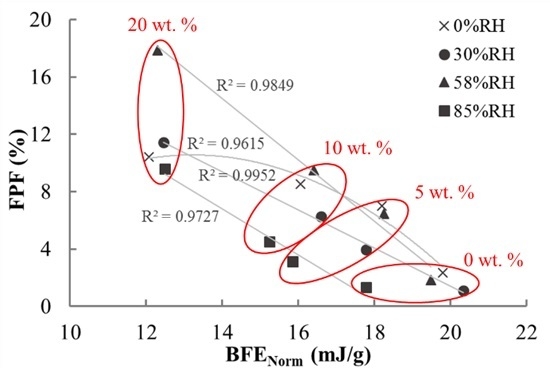
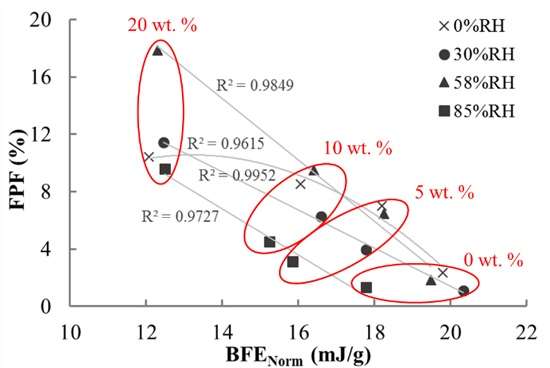
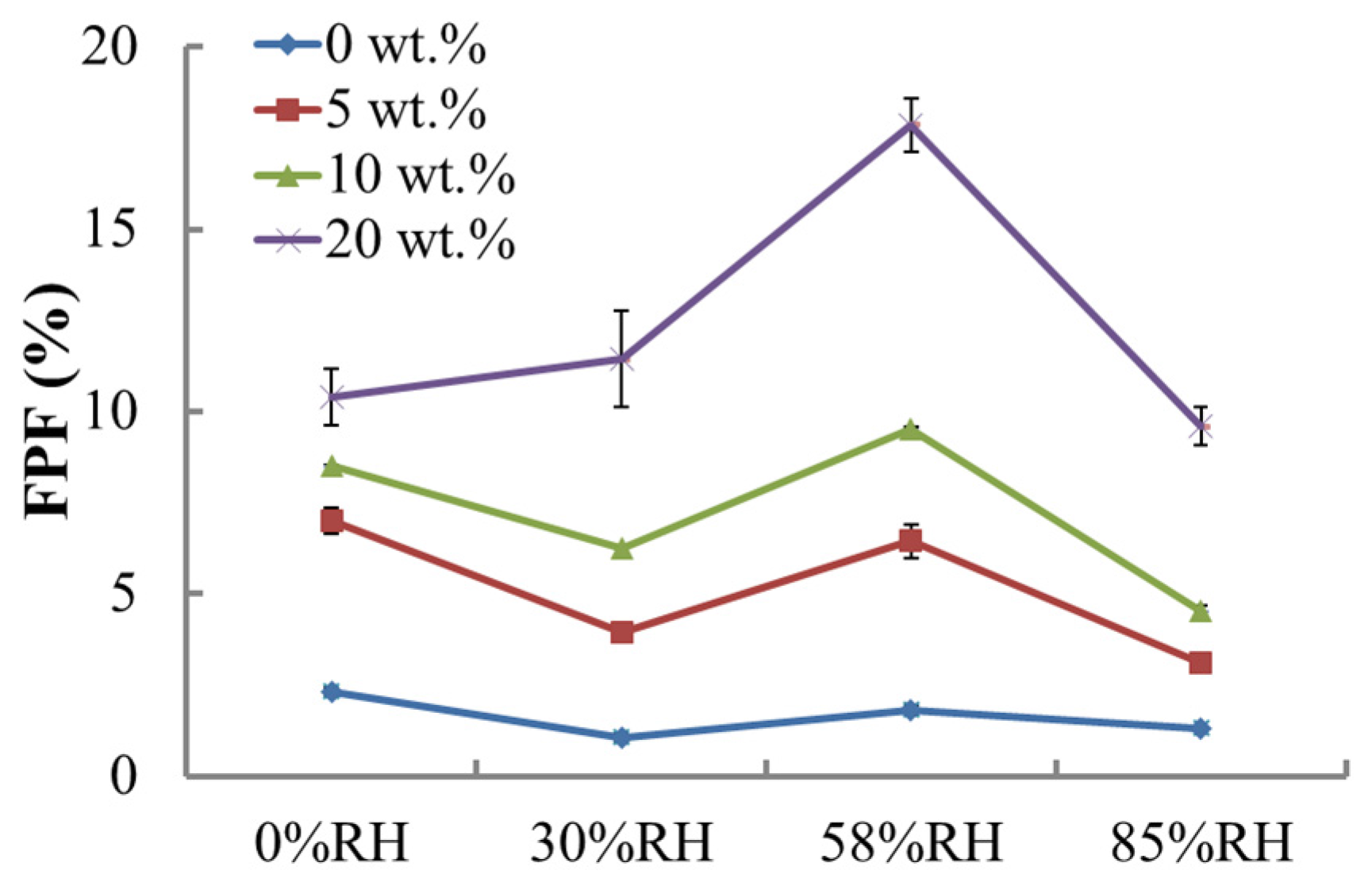
3.3. Effect of Relative Humidity on Dispersion Performance
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sandler, N.; Reiche, K.; Heinämäki, J.; Yliruusi, J. Effect of moisture on powder flow properties of theophylline. Pharmaceutics 2010, 2, 275–290. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Q.T.; Armstrong, B.; Larson, I.; Stewart, P.J.; Morton, D.A.V. Understanding the influence of powder flowability, fluidization and de-agglomeration characteristics on the aerosolization of pharmaceutical model powders. Eur. J. Pharm. Sci. 2010, 40, 412–442. [Google Scholar] [CrossRef] [PubMed]
- Schulze, D.; Schwedes, J.; Carson, J.W. Powders and Bulk Solids: Behavior, Characterization, Storage and Flow; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2008; pp. 163–198. [Google Scholar]
- Schwedes, J. Review on testers for measuring flow properties of bulk solids. Granul. Matter 2003, 5, 1–43. [Google Scholar] [CrossRef]
- Freeman, R. Measuring the flow properties of consolidated, conditioned and aerated powders—A comparative study using a powder rheometer and a rotational shear cell. Powder Technol. 2007, 174, 25–33. [Google Scholar] [CrossRef]
- Kinnunen, H.; Hebbink, G.; Peters, H.; Shur, J.; Price, R. An investigation into the effect of fine lactose particles on the fluidization behaviour and aerosolization performance of carrier-based dry powder inhaler formulations. AAPS PharmSciTech. 2014, 15, 898–909. [Google Scholar] [CrossRef] [PubMed]
- Billings, S.W.; Bronlund, J.E.; Paterson, A.H.J. Effects of capillary condensation on the caking of bulk sucrose. J. Food Eng. 2006, 77, 887–895. [Google Scholar] [CrossRef]
- Emery, E.; Oliver, J.; Pugsley, T.; Sharma, J.; Zhou, J. Flowability of moist pharmaceutical powders. Powder Technol. 2009, 189, 409–415. [Google Scholar] [CrossRef]
- Forsyth, A.J.; Hutton, S.; Rhodes, M.J. Effect of cohesive interparticle force on the flow characteristics of granular material. Powder Technol. 2002, 126, 150–154. [Google Scholar] [CrossRef]
- Gröger, T.; Tüzün, U.; Heyes, D.M. Modelling and measuring of cohesion in wet granular materials. Powder Technol. 2003, 133, 203–215. [Google Scholar] [CrossRef]
- Landi, G.; Barletta, D.; Poletto, M. Modelling and experiments on the effect of air humidity on the flow properties of glass powders. Powder Technol. 2011, 207, 437–443. [Google Scholar] [CrossRef]
- Teounou, E.; Fitzpatrick, J.J. Effect of relative humidity and temperature on food powder flowability. J. Food Eng. 1999, 42, 109–116. [Google Scholar] [CrossRef]
- Jashnani, R.N.; Byron, P.R. Dry powder aerosol generation in different environments: performance comparisons of albuterol, albuterol sulfate, albuterol adipate and albuterol stearate. Int. J. Pharm. 1996, 130, 13–24. [Google Scholar] [CrossRef]
- Young, P.M.; Price, R.; Tobyn, M.J.; Buttrum, M.; Dey, F. Effect of humidity on aerosolization of micronized drugs. Drug Dev. Ind. Pharm. 2003, 29, 959–996. [Google Scholar] [CrossRef] [PubMed]
- Young, P.M.; Robert, P. The influence of humidity on the aerosolisation of micronised and SEDS produced salbutamol sulphate. Eur. J. Pharm. Sci. 2004, 22, 235–240. [Google Scholar] [CrossRef] [PubMed]
- Young, P.M.; Sung, A.; Traini, D.; Kwok, P.; Chiou, H.; Chan, H.K. Influence of humidity on the electrostatic charge and aerosol performance of dry powder inhaler carrier based systems. Pharm. Res. 2007, 24, 963–970. [Google Scholar] [CrossRef] [PubMed]
- Pilcer, G.; Wauthoz, N.; Amighi, K. Lactose characteristics and the generation of the aerosol. Adv Drug Deliv. Rev. 2012, 64, 233–256. [Google Scholar] [CrossRef] [PubMed]
- Freeman, R.; Fu, X. Characterization of powder bulk, dynamic flow and shear properties in relation to die filling. Powder Metall. 2008, 51, 196–201. [Google Scholar] [CrossRef]
- Sim, S.; Margo, K.; Parks, J.; Howell, R.; Hebbink, G.A.; Orlando, L.; Larson, I.; Leslie, P.; Ho, L.; Morton, D.A.V. An insight into powder entrainment and drug delivery mechanisms from a modified rotahaler®. Int. J. Pharm. 2014, 477, 351–360. [Google Scholar] [CrossRef] [PubMed]
- Cordts, E.; Steckel, H. Capabilities and limitations of using powder rheology and permeability to predict dry powder inhaler performance. Eur. J. Pharm. Biopharm. 2012, 82, 417–423. [Google Scholar] [CrossRef] [PubMed]
- Faulhammer, E.; Llusa, M.; Radeke, C.; Scheibelhofer, O.; Lawrence, S.; Biserni, S.; Calzolari, V.; Khinast, J.G. The effects of material attributes on capsule fill weight and weight variability in dosator nozzle machines. Int. J. Pharm. 2014, 471, 332–338. [Google Scholar] [CrossRef] [PubMed]
- Jaffari, S.; Forbes, B.; Collins, E.; Barlow, D.J.; Martin, G.P.; Murnane, D. Rapid characterisation of the inherent dispersibility of respirable powders using dry dispersion laser diffraction. Int. J. Pharm. 2013, 447, 124–131. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Heng, R.L.; Delele, M.A.; Cai, J.; Du, D.Z.; Opara, U.L. Investigation of dry powder aerosolization mechanisms in different channel designs. Int. J. Pharm. 2013, 457, 143–149. [Google Scholar] [CrossRef] [PubMed]
- Kou, X.; Chan, L.W.; Steckel, H.; Heng, P.W. Physico-chemical aspects of lactose for inhalation. Adv Drug Deliv. Rev. 2012, 64, 220. [Google Scholar] [CrossRef] [PubMed]
- Young, J.H.; Nelson, G.L. Research of hysteresis between sorption and desorption isotherms of wheat. Trans. Am. Soc. Agric. Eng. 1967, 10, 260–263. [Google Scholar] [CrossRef]
- York, P. Analysis of moisture sorption hysteresis in hard gelatin capsules, maize starch, and maize starch: Drug powder mixtures. J. Pharm. Pharmacol. 1981, 33, 269–273. [Google Scholar] [CrossRef] [PubMed]
- Podczeck, F.; Newton, J.M.; James, M.B. Influence of relative humidity of storage air on the adhesion and autoadhesion of micronized particles to particulate and compacted powder surfaces. J. Colloid Interface Sci. 1997, 187, 484–491. [Google Scholar] [CrossRef] [PubMed]
- Ketkar, A.B.; Keller, D.V., Jr. Adhesion of micron-sized limestone particles to a massive coal substrate. J. Adhes. 1975, 7, 235–251. [Google Scholar] [CrossRef]
- Zimon, A.D. Adhesion of Dust and Powder; Consultants Bureau: New York, NY, USA; London, UK, 1982; pp. 115–126. [Google Scholar]
- Rumpf, H. The Strength of Granules and Agglomerates; Wiley Interscience: New York, NY, USA, 1962; pp. 379–418. [Google Scholar]
- Guenette, E.; Barrett, A.; Kraus, D.; Brody, R.; Harding, L.; Magee, G. Understanding the effect of lactose particle size on the properties of DPI formulations using experimental design. Int. J. Pharm. 2009, 380, 80–88. [Google Scholar] [CrossRef] [PubMed]
- Lumay, G.; Traina, K.; Boschini, F.; Delaval, V.; Rescaglio, A.; Cloots, R.; Vandewalle, N. Effect of relative air humidity on the flowability of lactose powders. J. Drug Deliv. Sci. Technol. 2016, 35, 207–212. [Google Scholar] [CrossRef]







© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, X.-Y.; Chen, L.; Wu, C.-Y.; Chan, H.-K.; Freeman, T. The Effects of Relative Humidity on the Flowability and Dispersion Performance of Lactose Mixtures. Materials 2017, 10, 592. https://doi.org/10.3390/ma10060592
Lu X-Y, Chen L, Wu C-Y, Chan H-K, Freeman T. The Effects of Relative Humidity on the Flowability and Dispersion Performance of Lactose Mixtures. Materials. 2017; 10(6):592. https://doi.org/10.3390/ma10060592
Chicago/Turabian StyleLu, Xiang-Yun, Lan Chen, Chuan-Yu Wu, Hak-Kim Chan, and Tim Freeman. 2017. "The Effects of Relative Humidity on the Flowability and Dispersion Performance of Lactose Mixtures" Materials 10, no. 6: 592. https://doi.org/10.3390/ma10060592
APA StyleLu, X. -Y., Chen, L., Wu, C. -Y., Chan, H. -K., & Freeman, T. (2017). The Effects of Relative Humidity on the Flowability and Dispersion Performance of Lactose Mixtures. Materials, 10(6), 592. https://doi.org/10.3390/ma10060592